
Impact Evaluation of High Energy Ball Milling Homogenization Process in the Phase Distribution of Hydroxyapatite-Barium Titanate Plasma Spray Biocoating


 , ,
, ,  and
and
Abstract
:1. Introduction
2. Experimental Procedure
2.1. Powder and Processing
2.2. Substrate Preparation
2.3. Plasma Spraying
3. Characterization
3.1. Crystal Phases Identification
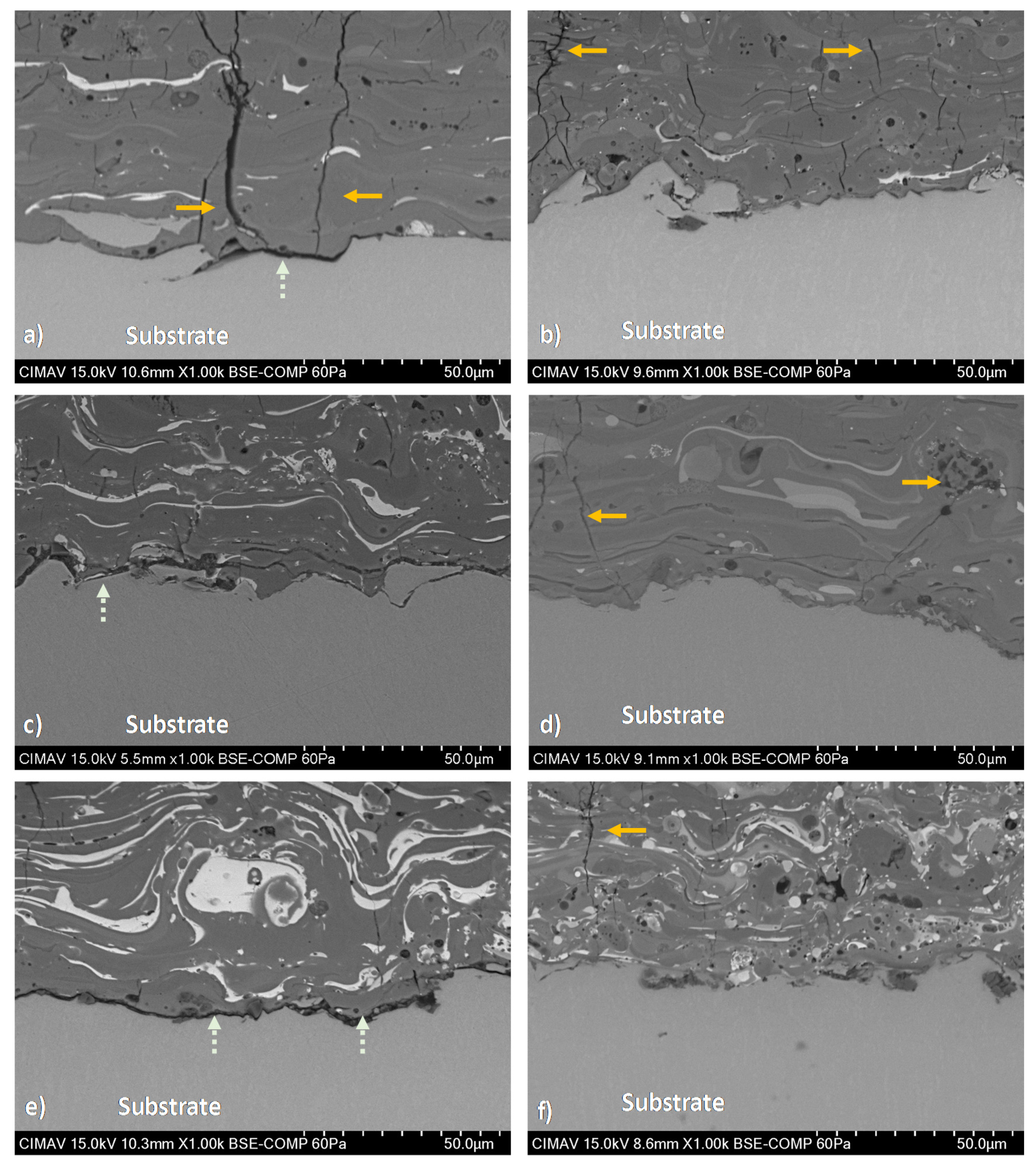
3.2. Morphology and Phase Distribution
3.3. Bonding Strength
3.4. Nanomechanical Properties
4. Results
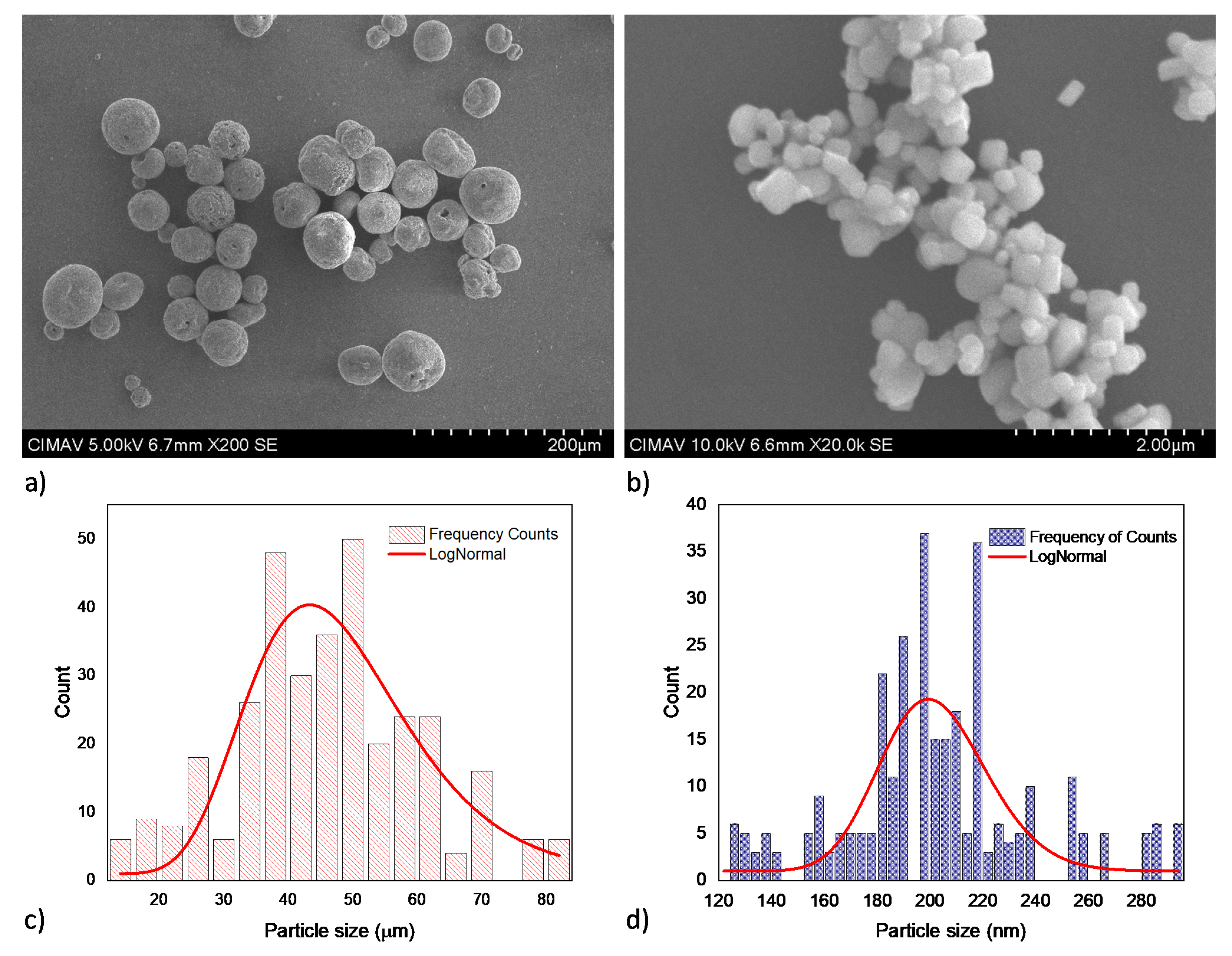
4.1. Powder Characterization
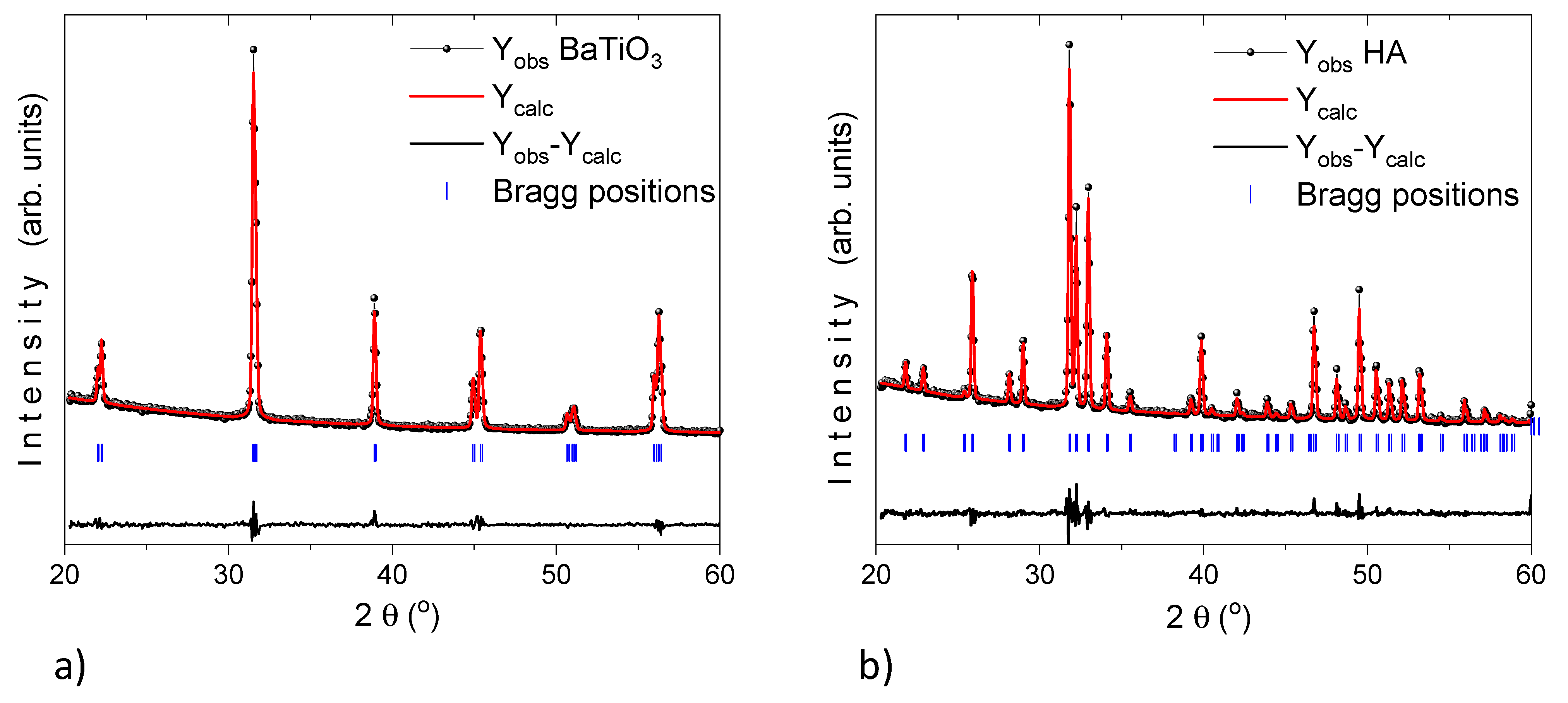
4.2. Crystal Phase Identification
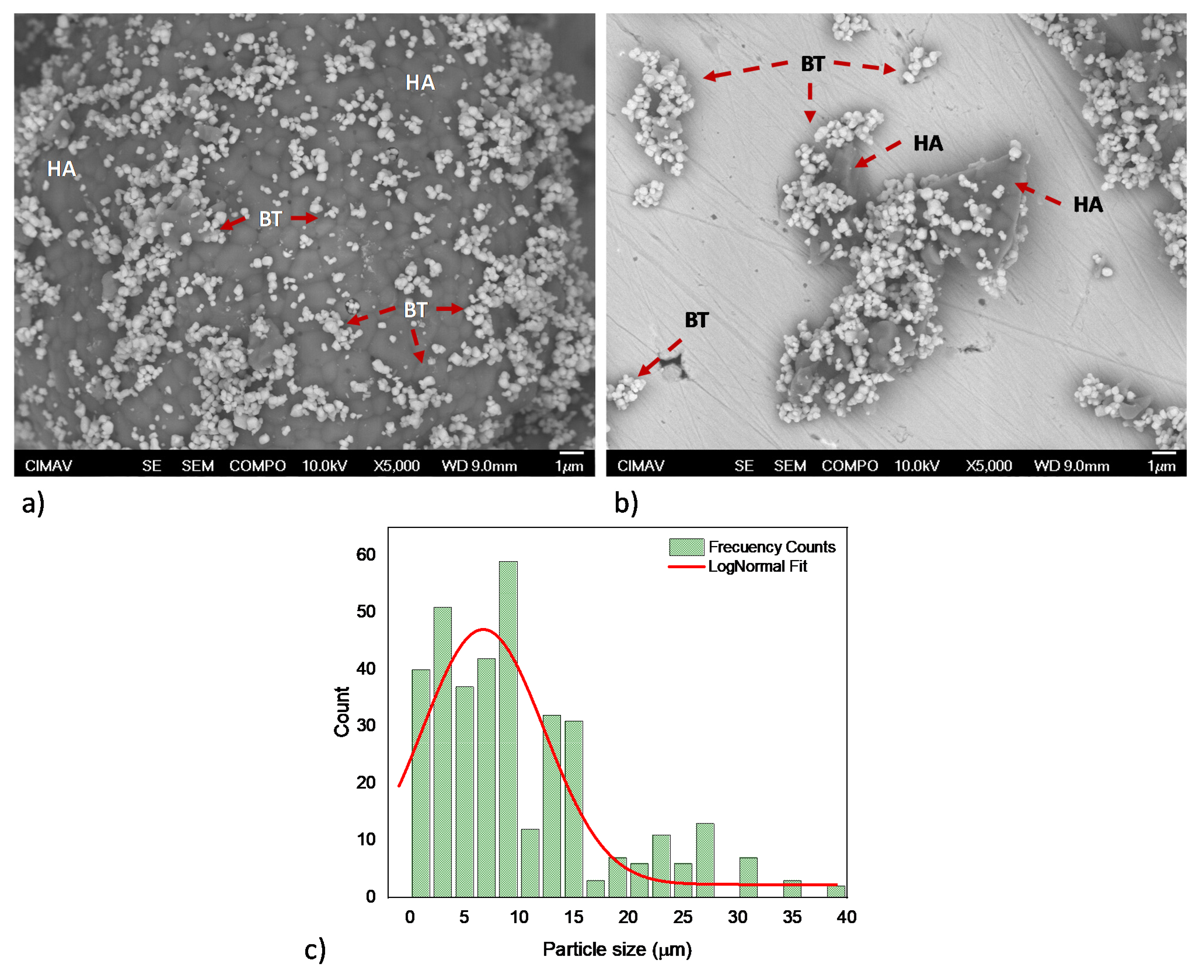
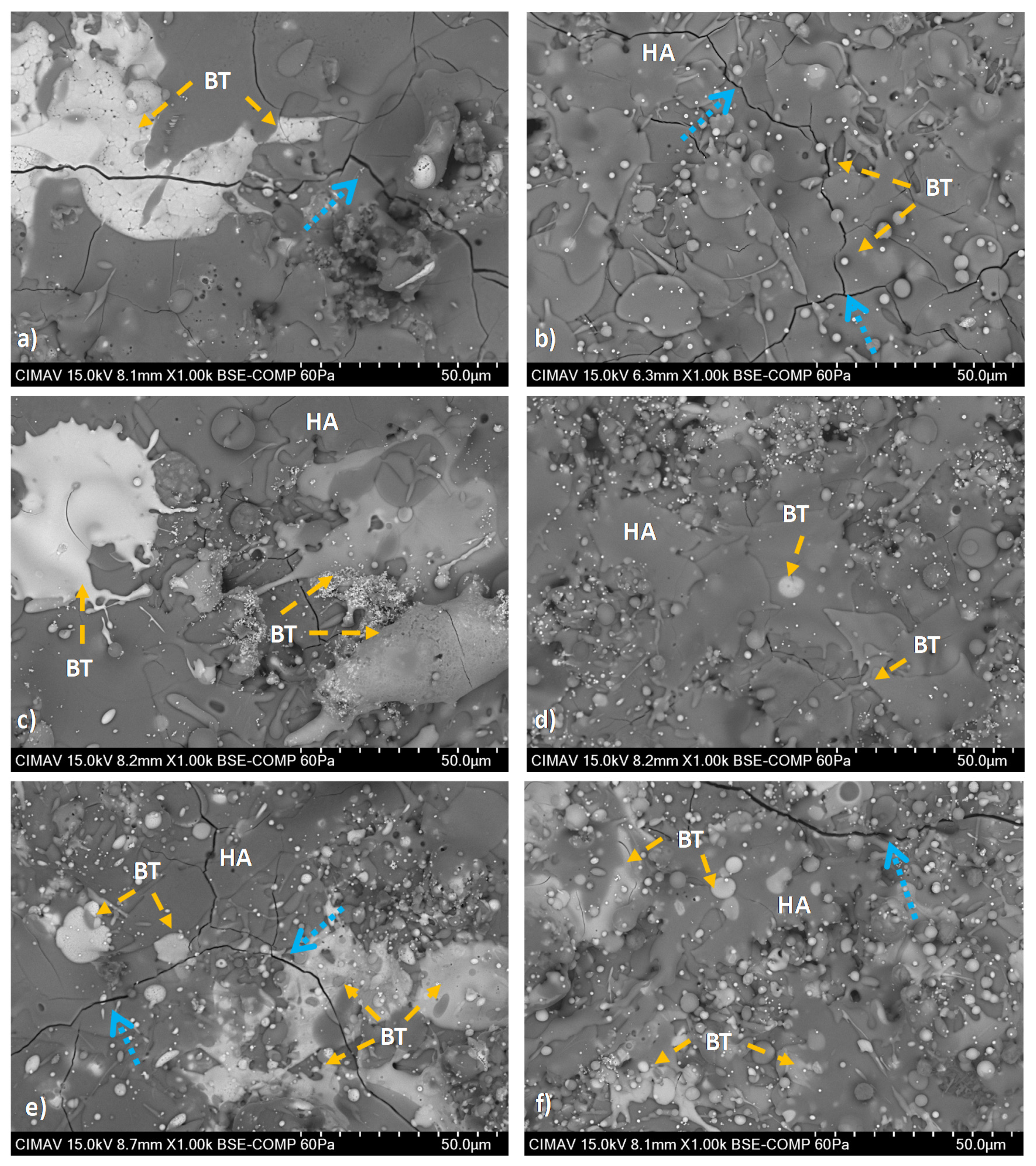
4.3. Image Analysis and Phase Distribution
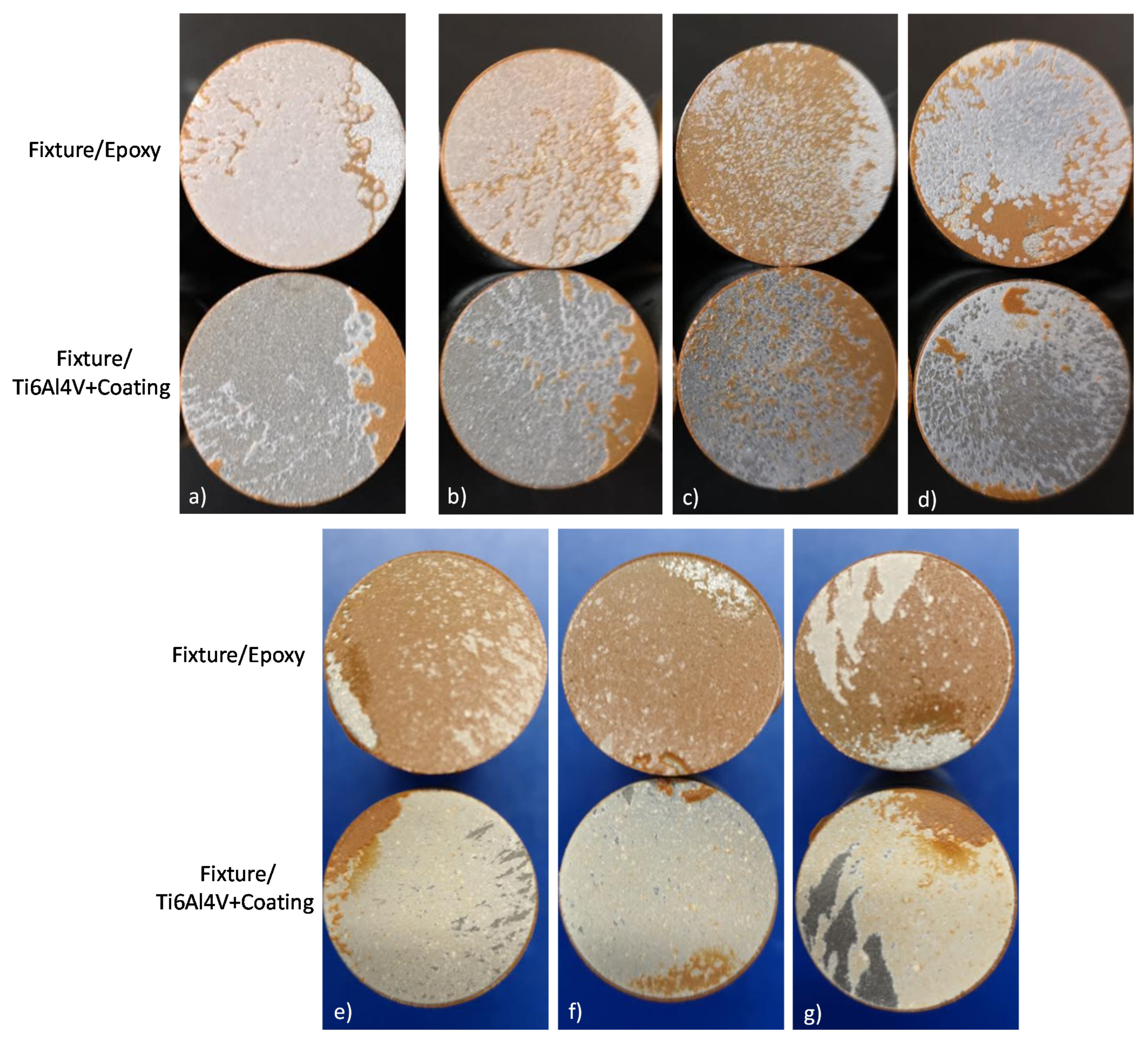
4.4. Adherence
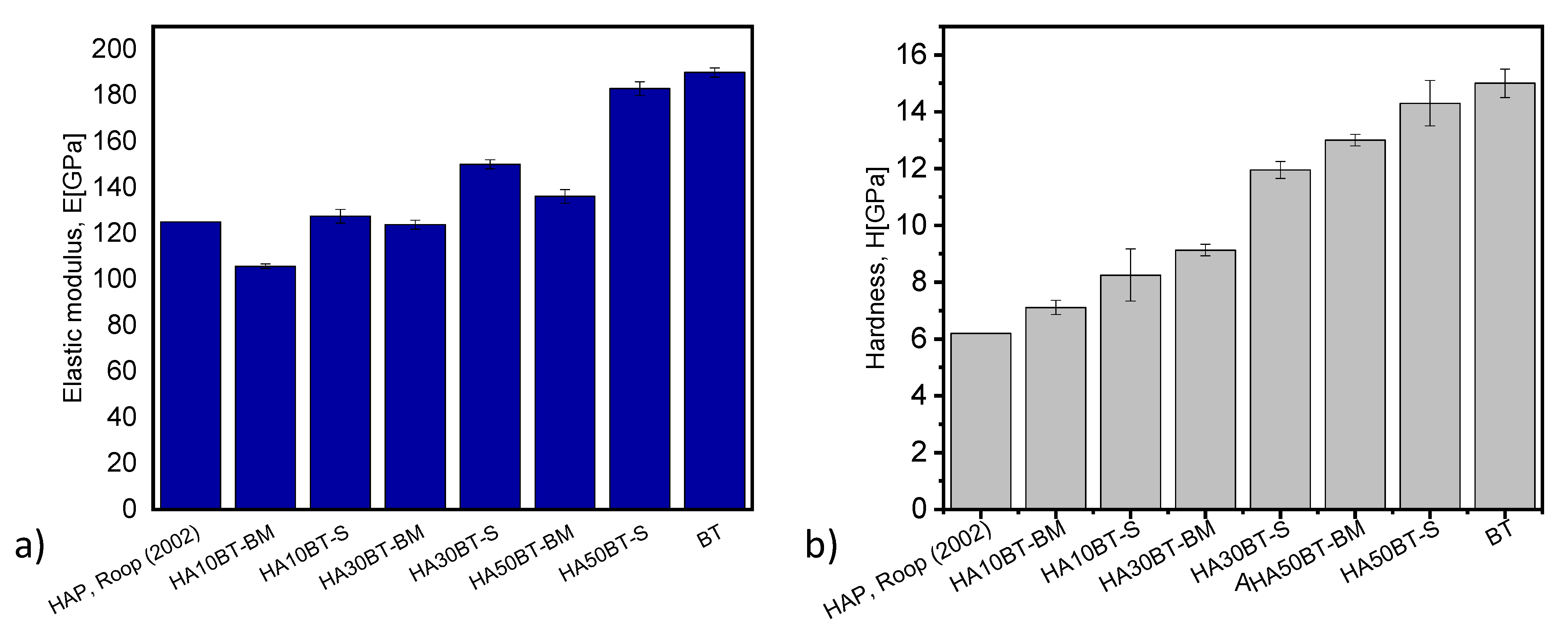
4.5. Mechanical Properties
5. Discussion
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Senthilkumar, G.; Kaliaraj, G.S.; Vignesh, P.; Vishwak, R.S.; Nivin Joy, T.; Hemanandh, H. Hydroxyapatite—Barium/strontium titanate composite coatings for better mechanical, corrosion and biological performance. Mater. Today Proc. 2021, 44, 3618–3621. [Google Scholar] [CrossRef]
- Roy, M.; Bandyopadhyay, A.; Bose, S. Ceramics in Bone Grafts and Coated Implants. In Materials and Devices for Bone Disorders; Academic Press: San Diego, CA, USA, 2017; Chapter 6; pp. 265–314. [Google Scholar]
- Roy, M.; Bondyyopadhyay, A.; Bose, S. Induction plasma sprayed nano hydroxyapatite coatings on titanium for orthopaedic and dental implants. Surf. Coat. Technol. 2011, 205, 2785–2792. [Google Scholar] [CrossRef] [Green Version]
- Marsh, A.C.; Chamorro, N.P.; Chatzistavrou, X. Long-term performance and failure of orthopedic devices. In Bone Repair Biomaterials; Elsevier Ltd.: Cambridge, MA, USA, 2019; Chapter 15; pp. 349–410. [Google Scholar]
- Surmenev, R.A. A review of plasma-assisted methods for calcium phosphate-based coatings fabrication. Surf. Coat. Technol. 2012, 206, 2035–2056. [Google Scholar] [CrossRef]
- Chow, L. Next Generation Calcium Phosphate-Based Biomaterials. Dental Mater. J. 2009, 28, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Costescu, A.; Ciobanu, C.S.; Iconaru, S.L.; Ghita, R.V.; Chifiriuc, C.M.; Marutescu, L.G.; Predoi, D. Activity, Evaluation of Low Silver Concentrations in Silver-Doped Hydroxyapatite Nanoparticles. J. Nanomater. 2013, 2013, 1–9. [Google Scholar] [CrossRef]
- Ciobanu, C.S.; Groza, A.; Iconaru, S.L.; Popa, C.L.; Chapon, P.; Chifiriuc, M.C.; Hristu, R.; Stanciu, G.A.; Negrila, C.C.; Ghita, R.V.; et al. Antimicrobial Activity Evaluation on Silver Doped Hydroxyapatite/Polydimethylsiloxane Composite Layer. Biomed. Res. Int. 2015, 2015, 926513. [Google Scholar] [CrossRef] [Green Version]
- Banerjee, S.; Banerjee, S.; Chakraborty, A.; Pal, T.K. Surface modifications of Endosseous dental implants: A review. J. Indian Dent. Assoc. 2016, 10, 19–25. [Google Scholar]
- Mucalo, M. Hydroxyapatite (HA) for Biomedical Applications; Woodhead Publishing Limited: Waltham, MA, USA, 2015; pp. 1–364. [Google Scholar]
- Dorozhkin, S. Calcium orthophosphates in nature. Materials 2009, 2, 399–498. [Google Scholar] [CrossRef] [Green Version]
- Park, J.B. Bioceramics: Properties, Characterizations, and Aplications, 1st ed.; Springer: Iowa, IA, USA, 2008; pp. 177–197. [Google Scholar]
- Ratner, B.D. Biomaterials Science: An Introduction to Materials in Medicine, 3rd ed.; Elsevier Academic Press: San Diego, CA, USA, 2012. [Google Scholar]
- Wang, Z.; Ye, F.; Chen, L.; Lv, W.; Zhang, Z.; Zang, Q.; Peng, J. Preparation and Degradation Characteristics of MAO/APS Composite Bio-Coating in Simulated Body Fluid. Coatings 2021, 11, 667. [Google Scholar] [CrossRef]
- Gadow, R.; Killinger, A.; Stiegler, N. Hydroxyapatite coatings for biomedical applications deposited by different thermal spray techniques. Surf. Coat. Technol. 2010, 205, 1157–1164. [Google Scholar] [CrossRef]
- LeGeros, R.Z. Biodegradation and Bioresorption Phosphate Ceramics of Calcium. Clin. Mater. 1993, 14, 65–88. [Google Scholar] [CrossRef]
- Sun, L.; Berndt, C.C.; Gross, K.A.; Kucuk, A. Material Fundamentals and Clinical Performance of Plasma-Sprayed Hydroxyapatite Coatings. J. Biomed. Mater. Res. 2001, 58, 570–592. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical alloying and milling. Prog. Mater. Sci. 2001, 46, 1–184. [Google Scholar] [CrossRef]
- Feng, J.; Yuan, H.; Zhang, X. Promotion of osteogenesis by a piezoelectric biological ceramic. Biomaterials 1997, 18, 1531–1534. [Google Scholar] [CrossRef]
- Baxter, F.R.; Bowen, C.R.; Turner, I.G.; Dent, A.C. Electrically Active Bioceramics: A Review of Interfacial Responses. Ann. Biomed. Eng. 2010, 38, 2079–2092. [Google Scholar] [CrossRef]
- Dubey, A.; Balani, K.; Basu, B. Electrically active biocomposites as smart scaffolds for bone tissue engineering. In Nanomedicine: Technologies and Applications, 1st ed.; Woodhead Publishing Limited: Philadelphia, PA, USA, 2012; pp. 537–570. [Google Scholar]
- Baxter, F.R.; Turner, I.G.; Bowen, C.R.; Gittings, J.P.; Chaudhuri, J.B. An in vitro study of electrically active hydroxyapatite-barium titanate ceramics using Saos-2 cells. J. Mater. Sci. 2009, 20, 1697–1708. [Google Scholar] [CrossRef]
- Polley, C.; Distler, T.; Detsch, R.; Lund, H.; Springer, A. 3D Printing of Piezoelectric Barium Titanate-Hydroxyapatite Scaffolds with Interconnected Porosity for Bone Tissue Engineering. Materials 2020, 13, 1773. [Google Scholar] [CrossRef] [PubMed]
- Reis, J.; Frias, C.; Canto, C.; Lu, M.; Marques, T.; Sim, O.; Potes, J. A New Piezoelectric Actuator Induces Bone Formation In Vivo : A Preliminary Study. J. Biomed. Biotechnol. 2012, 2012, 613403. [Google Scholar] [CrossRef] [Green Version]
- Jacob, J.; More, N.; Kalia, K.; Kapusetti, G. Piezoelectric smart biomaterials for bone and cartilage tissue engineering. Inflamm. Regen. 2018, 38, 2. [Google Scholar] [CrossRef] [Green Version]
- Zarkoob, H.; Ziaei-rad, S.; Fathi, M.; Dadkhah, H. An investigation on mechanical behavior of barium titanate foam with hydroxyapatite coating. Ceram. Int. 2012, 38, 3445–3451. [Google Scholar] [CrossRef]
- Rane, A.V.; Kanny, K.; Abitha, V.K.; Thomas, S. Methods for Synthesis of Nanoparticles and Fabrication of Nanocomposites. In Synthesis of Inorganic Nanomaterials, 1st ed.; Woodhead Publishing: Cambridge, MA, USA, 2018; pp. 121–139. [Google Scholar]
- Yang, L. (Ed.) Nanotechnology-Enhanced Metals and Alloys for Orthopedic Implants; Woodhead Publishing Limited: Waltham, MA, USA, 2015; pp. 24–47. [Google Scholar]
- ISO 13779-2 Implants for Surgery-Hydroxyapatite; Part 2: Coatings of hydroxyapatite; International Organization for Standardization: Geneva, Switzerland, 2018; pp. 1–5.
- Putz, H.; Brandenburg, K. Match! 3.11—Phase Analysis Using Powder Diffraction; Crystal Impact: Bonn, Germany, 2003. [Google Scholar]
- Cullity, B.D. Elements of X-Ray Diffraction; Addison Wesley: Boston, MA, USA, 1978. [Google Scholar]
- Rodriguez-Carbajal, J. Recent advances in magnetic structure determination by neutron powder diffraction. Phys. B Condens. Matter 1993, 192, 55–69. [Google Scholar] [CrossRef]
- Roisnel, T.; Rodriguez-Carbajal, J. WinPLOTR: A Window Tool for Powder Diffraction Pattern Analysis. Mater. Sci. Forum 2001, 378–381, 118–123. [Google Scholar] [CrossRef] [Green Version]
- Method, S.T. ASTM C633-08 Standard Test Method for Adhesion or Cohesion Strength of Thermal Spray Coatings; ASTM International: West Conshohocken, PA, USA, 2008; Volume 3, pp. 1–7. [Google Scholar]
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH Image to ImageJ: 25 years of image analysis. Nat. Methods 2012, 9, 671–675. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Sneddon, I.N. The Relation between Load and Penetration in the Axisimmetric Boussinesq Problem for a Punch of Arbitrary Profile. Int. J. Eng. Sci. 1965, 3, 47–57. [Google Scholar] [CrossRef]
- Doerner, M.F.; Gardner, D.S.; Nix, W.D. Plastic Properties of Thin Films on Substrates as Measured by Submicron Indentation Hardness and Substrate Curvature Techniques. J. Mater. Res. 1986, 1, 845–851. [Google Scholar] [CrossRef]
- Origin(Pro), Version 2018; OriginLab Corporation: Northampton, MA, USA, 2018.
- Kotian, R.; Rao, P.P.; Madhyastha, P. Original Article X-ray diffraction analysis of hydroxyapatite—Coated in different plasma gas atmosphere on Ti and Ti-6Al-4V. Eur. J. Dent. 2019, 11, 438–446. [Google Scholar]
- Heimann, R.B. Surface & Coatings Technology Structure, properties, and biomedical performance of osteoconductive bioceramic coatings. Surf. Coat. Technol. 2013, 233, 27–38. [Google Scholar]
- Gaillard, Y.; Hurtado, A.; Muños-Saldaña, J.; Anglada, M.; Trápaga, G. Nanoindentation of BaTiO3: Dislocation nucleation and mechanical twinning. J. Phys. D: Appl. Phys. 2009, 42, 085502. [Google Scholar] [CrossRef]
- Ryu, S.S.; Kim, H.T.; Kim, H.J.; Kim, S. Characterization of mechanical properties of BaTiO3 ceramic with different types of sintering aid by nanoindentation. J. Ceram. Soc. Jpn. 2009, 117, 811–814. [Google Scholar]
- Kumar, R.R.; Wang, M. Modulus and hardness evaluations of sintered bioceramic powders and functionally graded bioactive composites by nano-indentation technique. Mater. Sci. Eng. A 2002, 338, 230–236. [Google Scholar] [CrossRef]
- Xing, Z.; Wang, H.; Zhu, L.; Zhou, X.; Huang, Y. Properties of the BaTiO3 coating prepared by supersonic plasma spraying. J. Alloys Compd. 2014, 582, 246–252. [Google Scholar]
- Liao, C.J.; Lin, F.H.; Chen, K.S.; Sun, J.S. Thermal decomposition and reconstitution of hydroxyapatite in air atmosphere. Biomaterials 1999, 20, 1807–1813. [Google Scholar] [CrossRef]
- Heimann, R.B. Plasma-Sprayed Hydroxylapatite Coatings as Biocompatible Intermediaries Between Inorganic Implant Surfaces and Living Tissue. J. Therm. Spray Technol. 2018, 27, 1212–1237. [Google Scholar] [CrossRef] [Green Version]
- Okazaki, M.; LeGeros, R.Z. Crystallographic and chemical properties of Mg-containing apatites before and after suspension in solutions. Magnes. Res. 1992, 5, 103–108. [Google Scholar]
- Ribeiro, N.; Sousa, S.R.; Monteiro, F.J. Influence of crystallite size of nanophased hydroxyapatite on fibronectin and osteonectin adsorption and on MC3T3-E1 osteoblast adhesion and morphology. J. Colloid Interface Sci. 2010, 351, 398–406. [Google Scholar] [CrossRef] [Green Version]
- Lozoya-Rodríguez, D.A.; De Lima, R.; Fraceto, L.F.; Ledezma Perez, A.; Bazaldua Dominguez, M.; Gomez Batres, R.; Reyes Rojas, A.; Orozco Carmona, V. Development of HA/Ag-NPs Composite Coating from Green Process for Hip Applications. Molecules 2017, 22, 1291. [Google Scholar] [CrossRef] [Green Version]
- Nimkerdphol, A.; Otsuka, Y.; Mutoh, Y. Effect of dissolution/precipitation on the residual stress redistribution of plasma-sprayed Hydroxyapatite coating on Titanium substrate in simulated body fluid (SBF). J. Mech. Behav. Biomed. Mater. 2014, 36, 98–108. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nomenclature | w/w% Ratio | |
|---|---|---|
| - | HA | BT |
| HA | 100 | - |
| 90H10BT | 90 | 10 |
| 70H30BT | 70 | 30 |
| 50H50BT | 50 | 50 |
| Parameters | |
|---|---|
| Primary gas, Ar (psi) | 50 |
| Secondary gas, He (psi) | 110 |
| Carrying gas, Ar (psi) | 55 |
| Voltage (V) | 32 |
| Current (A) | 650 |
| Distance (cm) | 10 |
| Powder feed (lb/hr) | 2 |
| Sample | Ca(%at) ±0.2 | P(%at) ±0.2 | O(%at) ±0.3 | Ti(%at) ±0.2 | Ba(%at) ±0.3 | Ca/P Molar Ratio |
|---|---|---|---|---|---|---|
| HA (pure) | - | - | - | - | - | 1.69 |
| HA10BT S | 42 | 14 | 35 | 2 | 6 | 2.23 |
| HA30BT S | 33 | 12 | 34 | 6 | 14 | 2.15 |
| HA50BT S | 27 | 11 | 31 | 9 | 20 | 2.02 |
| HA10BT BM | 42 | 15 | 33 | 2 | 7 | 2.11 |
| HA30BT BM | 35 | 12 | 34 | 6 | 14 | 2.08 |
| HA50BT BM | 28 | 12 | 31 | 9 | 20 | 2.01 |
| Sample | Adhesive Strength | Failure Type | |
|---|---|---|---|
| Adhesive | Cohesive | ||
| Epoxy | 68 ± 2 | - | - |
| HA | 21 ± 2 | 84 ± 4 | 16 ± 4 |
| HA10BT S | 22 ± 2 | 86 ± 7 | 14 ± 7 |
| HA30BT S | 31 ± 2 | 42 ± 10 | 58 ± 10 |
| HA50BT S | 23 ± 2 | 75 ± 5 | 25 ± 5 |
| HA10BT BM | 35 ± 2 | 15 ± 4 | 85 ± 4 |
| HA30BT BM | 44 ± 2 | 11 ± 2 | 89 ± 2 |
| HA50BT BM | 40 ± 3 | 19 ± 4 | 81 ± 4 |
| Sample | Stiffness, S (N/m) | Elastic Modulus, E (GPa) | Hardness, H (GPa) |
|---|---|---|---|
| HA [42] | - | 125 | 6.19 |
| HA10BT-BM | 44165 ± 55 | 105 ± 1 | 7.1 ± 0.2 |
| HA30BT-BM | 47149 ± 45 | 123 ± 2 | 9.1 ± 0.3 |
| HA50BT-BM | 47881 ±44 | 136 ± 3 | 13.0 ± 0.5 |
| HA10BT-S | 49188 ± 56 | 127 ± 3 | 8.2 ± 0.9 |
| HA30BT-S | 46942 ± 34 | 150 ± 2 | 12.0 ± 0.3 |
| HA50BT-S | 47881± 47 | 183 ± 3 | 14.3 ± 0.8 |
| BT | 50503 ± 37 | 190 ± 2 | 15.0 ± 0.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gómez Batres, R.; Guzmán Escobedo, Z.S.; Gutiérrez, K.C.; Leal Berumen, I.; Hurtado Macias, A.; Pérez, G.H.; Orozco Carmona, V.M. Impact Evaluation of High Energy Ball Milling Homogenization Process in the Phase Distribution of Hydroxyapatite-Barium Titanate Plasma Spray Biocoating. Coatings 2021, 11, 728. https://doi.org/10.3390/coatings11060728
Gómez Batres R, Guzmán Escobedo ZS, Gutiérrez KC, Leal Berumen I, Hurtado Macias A, Pérez GH, Orozco Carmona VM. Impact Evaluation of High Energy Ball Milling Homogenization Process in the Phase Distribution of Hydroxyapatite-Barium Titanate Plasma Spray Biocoating. Coatings. 2021; 11(6):728. https://doi.org/10.3390/coatings11060728
Chicago/Turabian StyleGómez Batres, Roberto, Zelma S. Guzmán Escobedo, Karime Carrera Gutiérrez, Irene Leal Berumen, Abel Hurtado Macias, Guillermo Herrera Pérez, and Víctor M. Orozco Carmona. 2021. "Impact Evaluation of High Energy Ball Milling Homogenization Process in the Phase Distribution of Hydroxyapatite-Barium Titanate Plasma Spray Biocoating" Coatings 11, no. 6: 728. https://doi.org/10.3390/coatings11060728
APA StyleGómez Batres, R., Guzmán Escobedo, Z. S., Gutiérrez, K. C., Leal Berumen, I., Hurtado Macias, A., Pérez, G. H., & Orozco Carmona, V. M. (2021). Impact Evaluation of High Energy Ball Milling Homogenization Process in the Phase Distribution of Hydroxyapatite-Barium Titanate Plasma Spray Biocoating. Coatings, 11(6), 728. https://doi.org/10.3390/coatings11060728