Effects of Input Power Ratio of AlCr/Ti Target on the Microstructural and Mechanical Properties of AlTiCrN Coatings Synthesized by a High-Power Impulse Magnetron Sputtering Process



Abstract
:1. Introduction
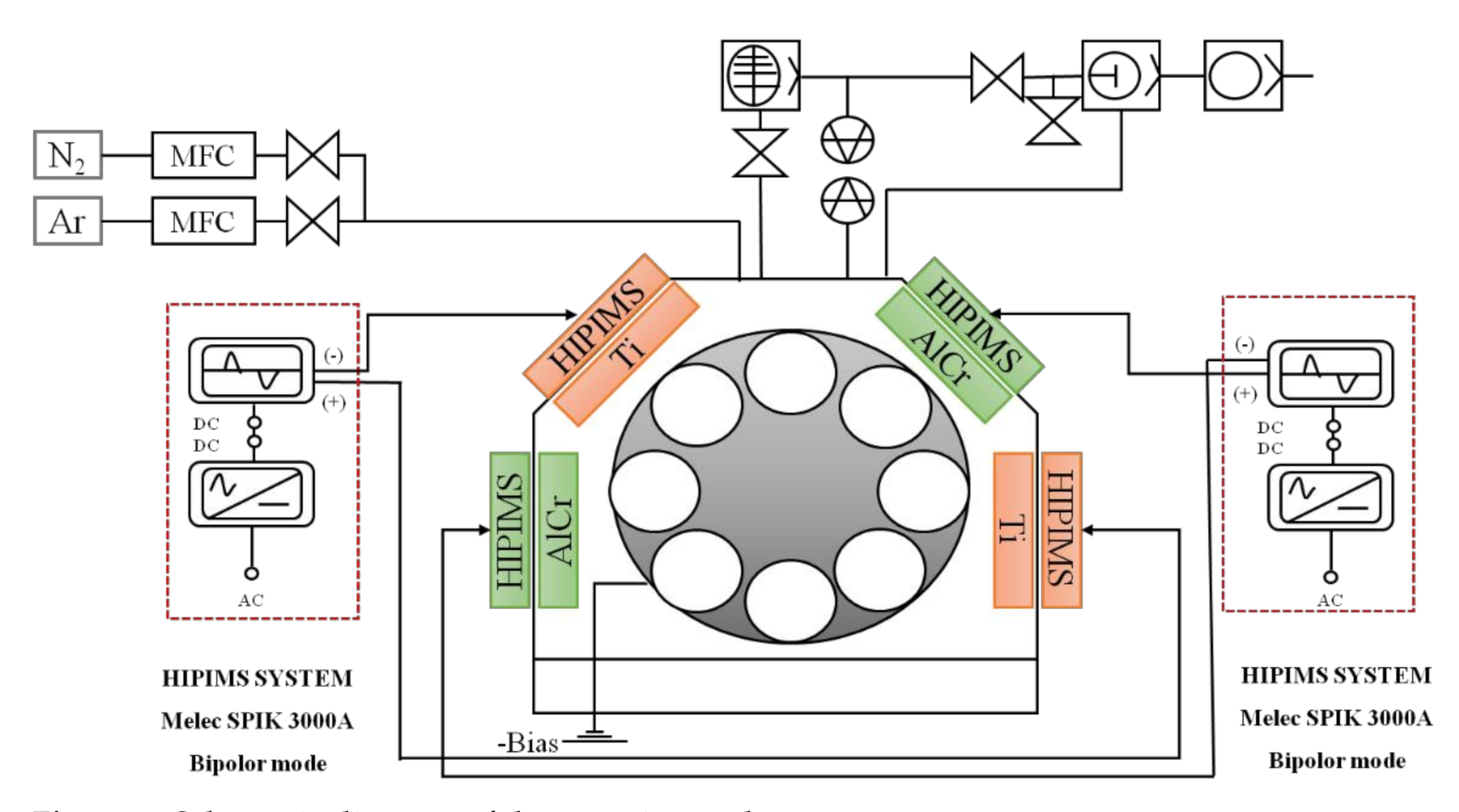
2. Experimental Details
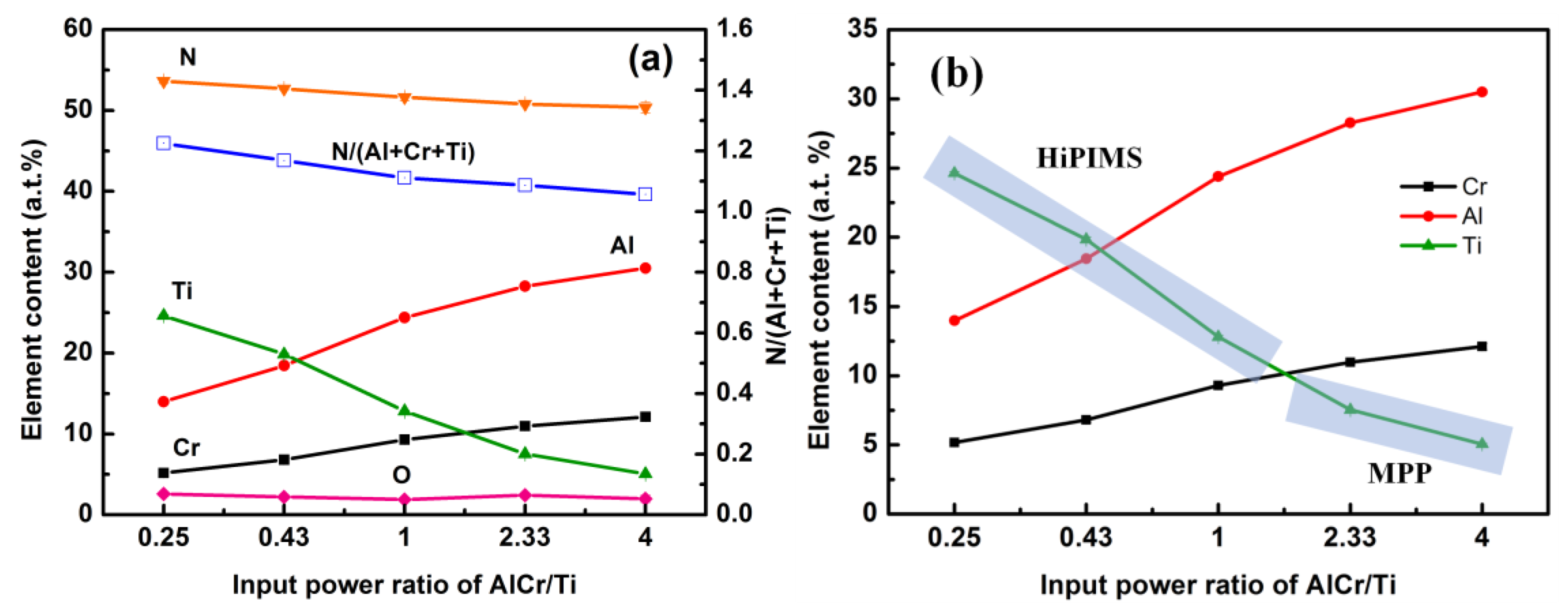
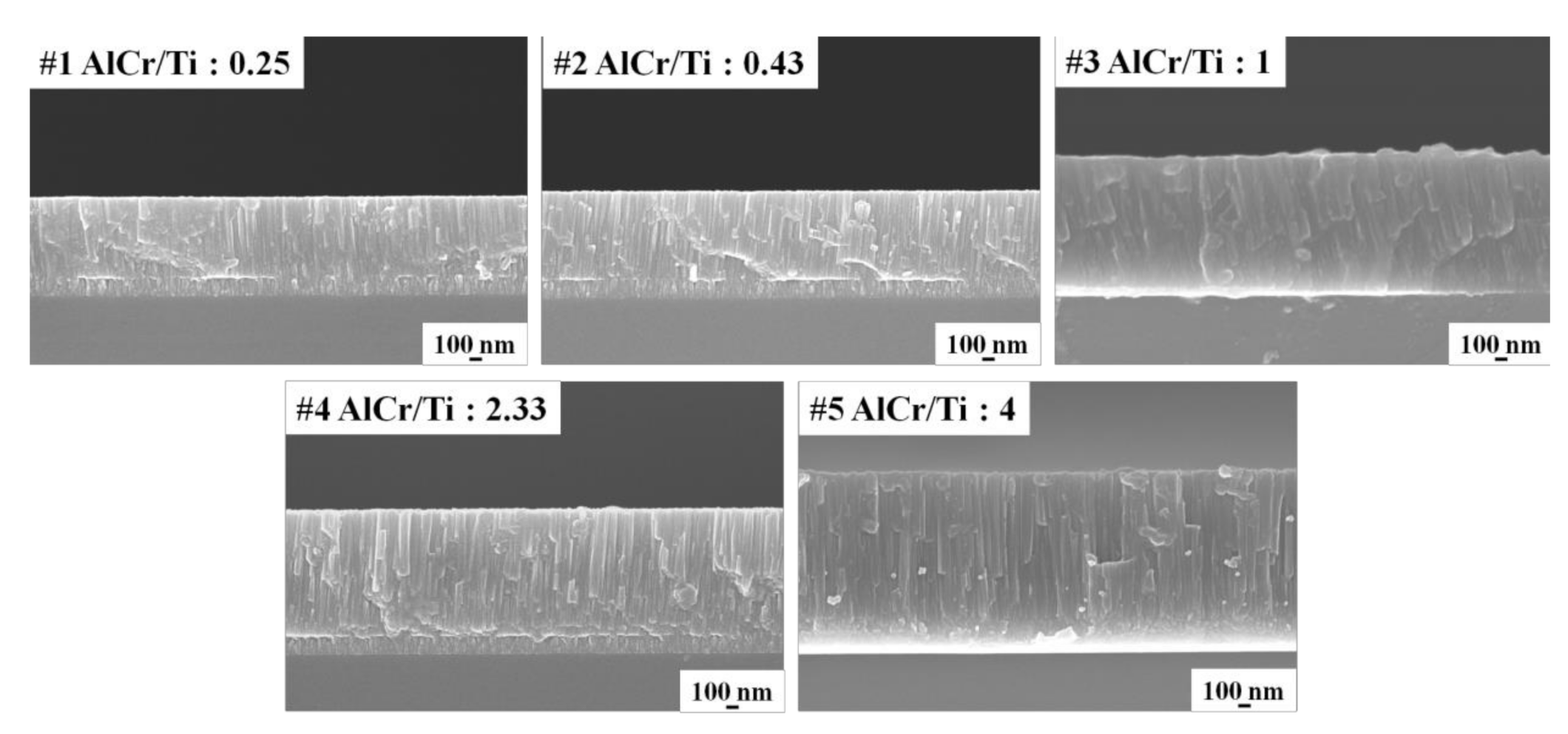
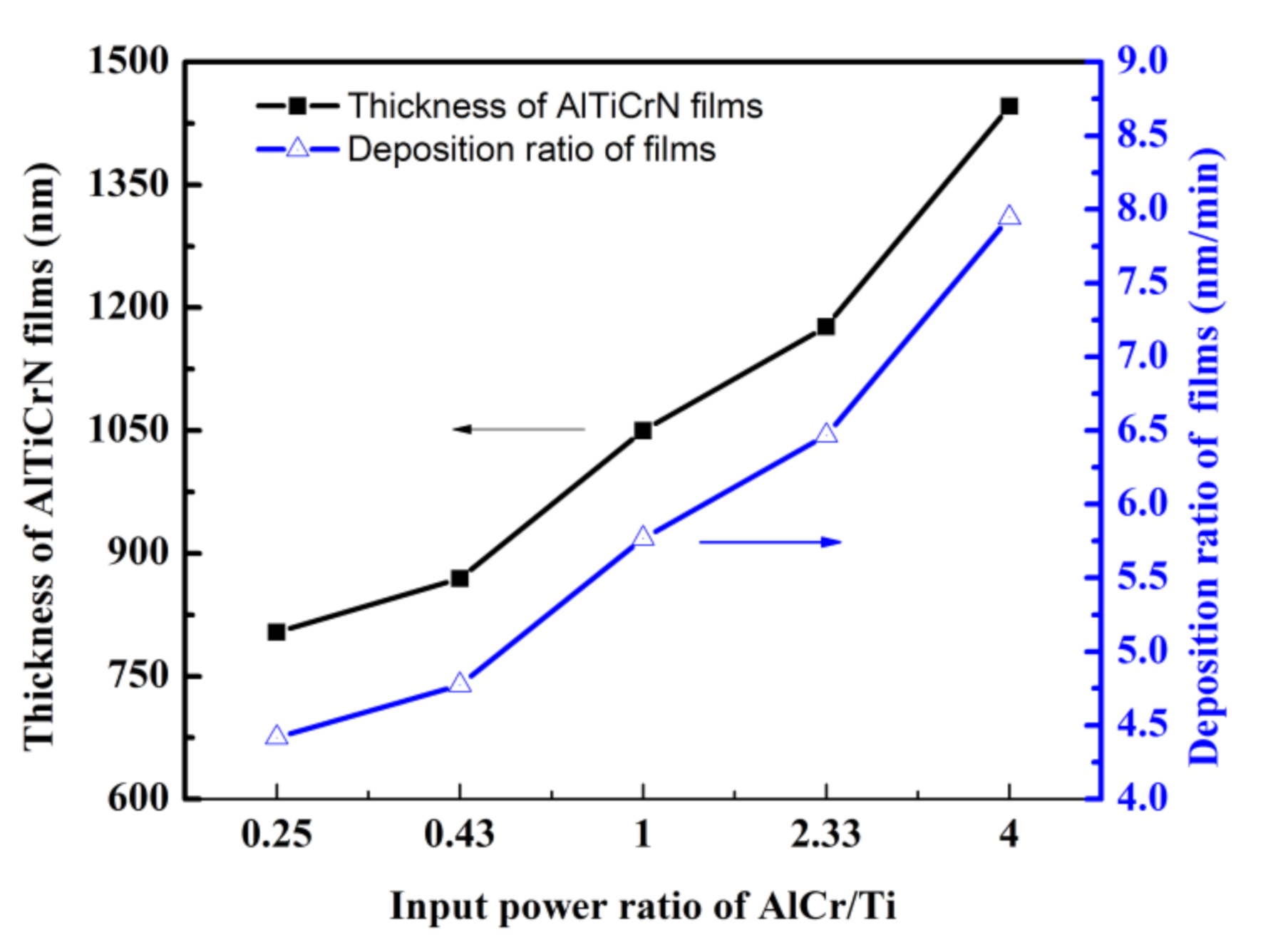
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Birol, Y. Sliding wear of CrN, AlCrN and AlTiN coated AISI H13 hot work tool steels in aluminium extrusion. Tribol. Int. 2013, 57, 101–106. [Google Scholar] [CrossRef]
- Cai, F.; Yang, Q.; Huang, X.; Wei, R. Microstructure and corrosion behavior of CrN and CrSiCN coatings. J. Mater. Eng. Perform. 2010, 19, 721–727. [Google Scholar] [CrossRef]
- Kalin, M.; Jerina, J. The effect of temperature and sliding distance on coated (CrN, TiAlN) and uncoated nitrided hot-work tool steels against an aluminium alloy. Wear 2015, 330, 371–379. [Google Scholar] [CrossRef]
- Mohammadpour, E.; Jiang, Z.-T.; Altarawneh, M.; Xie, Z.; Zhou, Z.-f.; Mondinos, N.; Kimpton, J.; Dlugogorski, B.Z. Predicting high temperature mechanical properties of CrN and CrAlN coatings from in-situ synchrotron radiation X-ray diffraction. Thin Solid Film. 2016, 599, 98–103. [Google Scholar] [CrossRef] [Green Version]
- Liu, C.B.; Pei, W.; Huang, F.; Chen, L. Improved mechanical and thermal properties of CrAlN coatings by Si solid solution. Vacuum 2016, 125, 180–184. [Google Scholar] [CrossRef]
- Wang, Q.; Zhou, F.; Yan, J. Evaluating mechanical properties and crack resistance of CrN, CrTiN, CrAlN and CrTiAlN coatings by nanoindentation and scratch tests. Surf. Coat. Technol. 2016, 285, 203–213. [Google Scholar] [CrossRef]
- Soares, T.; Aguzzoli, C.; Soares, G.; Figueroa, C.; Baumvol, I. Physicochemical and mechanical properties of crystalline/amorphous CrN/Si3N4 multilayers. Surf. Coat. Technol. 2013, 237, 170–175. [Google Scholar] [CrossRef] [Green Version]
- Mo, J.; Zhu, M.; Lei, B.; Leng, Y.; Huang, N. Comparison of tribological behaviours of AlCrN and TiAlN coatings—Deposited by physical vapor deposition. Wear 2007, 263, 1423–1429. [Google Scholar] [CrossRef]
- Fox-Rabinovich, G.; Beake, B.; Endrino, J.; Veldhuis, S.; Parkinson, R.; Shuster, L.; Migranov, M. Effect of mechanical properties measured at room and elevated temperatures on the wear resistance of cutting tools with TiAlN and AlCrN coatings. Surf. Coat. Technol. 2006, 200, 5738–5742. [Google Scholar] [CrossRef]
- Durmaz, Y.M.; Yildiz, F. The wear performance of carbide tools coated with TiAlSiN, AlCrN and TiAlN ceramic films in intelligent machining process. Ceram. Int. 2019, 45, 3839–3848. [Google Scholar] [CrossRef]
- Tillmann, W.; Lopes Dias, N.F.; Stangier, D.; Gelinski, N. Tribological performance of PVD film systems against plastic counterparts for adhesion-reducing application in injection molds. Coatings 2019, 9, 588. [Google Scholar] [CrossRef] [Green Version]
- Gilewicz, A.; Jedrzejewski, R.; Myslinski, P.; Warcholinski, B. Structure, morphology, and mechanical properties of AlCrN coatings deposited by cathodic arc evaporation. J. Mater. Eng. Perform. 2019, 28, 1522–1531. [Google Scholar] [CrossRef] [Green Version]
- Liu, H.; Yang, F.-C.; Tsai, Y.-J.; Wang, X.; Li, W.; Chang, C.-L. Effect of modulation structure on the microstructural and mechanical properties of TiAlSiN/CrN thin films prepared by high power impulse magnetron sputtering. Surf. Coat. Technol. 2019, 358, 577–585. [Google Scholar] [CrossRef]
- Zhang, Q.; Wu, Z.; Xu, Y.X.; Wang, Q.; Chen, L.; Kim, K.H. Improving the mechanical and anti-wear properties of AlTiN coatings by the hybrid arc and sputtering deposition. Surf. Coat. Technol. 2019, 378, 125022. [Google Scholar] [CrossRef]
- Samuelsson, M.; Lundin, D.; Jensen, J.; Raadu, M.A.; Gudmundsson, J.T.; Helmersson, U. On the film density using high power impulse magnetron sputtering. Surf. Coat. Technol. 2010, 205, 591–596. [Google Scholar] [CrossRef] [Green Version]
- Polcar, T.; Cavaleiro, A. Structure and tribological properties of AlCrTiN coatings at elevated temperature. Surf. Coat. Technol. 2011, 205, S107–S110. [Google Scholar] [CrossRef]
- Fox-Rabinovich, G.; Yamomoto, K.; Veldhuis, S.; Kovalev, A.; Dosbaeva, G. Tribological adaptability of TiAlCrN PVD coatings under high performance dry machining conditions. Surf. Coat. Technol. 2005, 200, 1804–1813. [Google Scholar] [CrossRef]
- Tam, P.L.; Zhou, Z.; Shum, P.W.; Li, K. Structural, mechanical, and tribological studies of Cr–Ti–Al–N coating with different chemical compositions. Thin Solid Film. 2008, 516, 5725–5731. [Google Scholar] [CrossRef]
- Fernandes, F.; Danek, M.; Polcar, T.; Cavaleiro, A. Tribological and cutting performance of TiAlCrN films with different Cr contents deposited with multilayered structure. Tribol. Int. 2018, 119, 345–353. [Google Scholar] [CrossRef]
- Liu, H.; Tang, J.-F.; Wang, X.; Li, W.; Chang, C.-L. Effects of nitrogen-argon flow ratio on the microstructural and mechanical properties of TiAlSiN/CrN multilayer coatings prepared using high power impulse magnetron sputtering. J. Vac. Sci. Technol. A Vac. Surf. Film. 2019, 37, 051501. [Google Scholar] [CrossRef]
- Gudmundsson, J.; Brenning, N.; Lundin, D.; Helmersson, U. High power impulse magnetron sputtering discharge. J. Vac. Sci. Technol. A Vac. Surf. Film. 2012, 30, 030801. [Google Scholar] [CrossRef] [Green Version]
- Greczynski, G.; Hultman, L. Time and energy resolved ion mass spectroscopy studies of the ion flux during high power pulsed magnetron sputtering of Cr in Ar and Ar/N2 atmospheres. Vacuum 2010, 84, 1159–1170. [Google Scholar] [CrossRef] [Green Version]
- Li, Z.; Munroe, P.; Jiang, Z.-T.; Zhao, X.; Xu, J.; Zhou, Z.-F.; Jiang, J.-Q.; Fang, F.; Xie, Z.-H. Designing superhard, self-toughening CrAlN coatings through grain boundary engineering. Acta Mater. 2012, 60, 5735–5744. [Google Scholar] [CrossRef]
- Tritremmel, C.; Daniel, R.; Lechthaler, M.; Polcik, P.; Mitterer, C. Influence of Al and Si content on structure and mechanical properties of arc evaporated Al–Cr–Si–N thin films. Thin Solid Film. 2013, 534, 403–409. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, G.; Wood, R.; Wang, S.; Xue, Q. Fabrication of CrAlN nanocomposite films with high hardness and excellent anti-wear performance for gear application. Surf. Coat. Technol. 2010, 204, 3517–3524. [Google Scholar] [CrossRef]
- Andrievski, R.; Anisimova, I.; Anisimov, V.; Makarov, V.; Popova, V. Grain size and recrystallization of TiN, ZrN, NbN, and CrN alloyed and multilayer films. Thin Solid Film. 1995, 261, 83–86. [Google Scholar] [CrossRef]
- Lewin, E.; Loch, D.; Montagne, A.; Ehiasarian, A.P.; Patscheider, J. Comparison of Al–Si–N nanocomposite coatings deposited by HIPIMS and DC magnetron sputtering. Surf. Coat. Technol. 2013, 232, 680–689. [Google Scholar] [CrossRef]
- Ohring, M. The materials science of thin films. Appl. Opt. 1992, 31, 7162. [Google Scholar]
- Kimura, A.; Hasegawa, H.; Yamada, K.; Suzuki, T. Effects of Al content on hardness, lattice parameter and microstructure of Ti1−xAlxN films. Surf. Coat. Technol. 1999, 120, 438–441. [Google Scholar] [CrossRef]
- Xu, Y.; Chen, L.; Liu, Z.; Pei, F.; Du, Y. Influence of Ti on the mechanical properties, thermal stability and oxidation resistance of Al–Cr–N coatings. Vacuum 2015, 120, 127–131. [Google Scholar] [CrossRef]
- Tang, J.-F.; Lin, C.-Y.; Yang, F.-C.; Chang, C.-L. Influence of nitrogen content and bias voltage on residual stress and the tribological and mechanical properties of CrAlN films. Coatings 2020, 10, 546. [Google Scholar] [CrossRef]
- Fan, Q.-X.; Wang, T.-G.; Liu, Y.-M.; Wu, Z.-H.; Zhang, T.; Li, T.; Yang, Z.-B. Microstructure and corrosion resistance of the AlTiN coating deposited by arc ion plating. Acta Metall. Sin. (Engl. Lett.) 2016, 29, 1119–1126. [Google Scholar] [CrossRef] [Green Version]
- Tang, P.; Song, R.; Chai, G.; Mao, J. Microstructure and nanoindentation hardness of TiN/AlN multilayer films prepared by pulsed laser deposition. Surf. Eng. 2012, 28, 165–170. [Google Scholar] [CrossRef]
- Bull, S. Microstructure and indentation response of TiN coatings: The effect of measurement method. Thin Solid Film. 2019, 688, 137452. [Google Scholar] [CrossRef]
- Koutná, N.; Řehák, P.; Chen, Z.; Bartosik, M.; Fallmann, M.; Černý, M.; Zhang, Z.; Friák, M.; Šob, M.; Mayrhofer, P.H. Correlating structural and mechanical properties of AlN/TiN superlattice films. Scr. Mater. 2019, 165, 159–163. [Google Scholar] [CrossRef]
- Kumar, T.S.; Prabu, S.B.; Manivasagam, G.; Padmanabhan, K. Comparison of TiAlN, AlCrN, and AlCrN/TiAlN coatings for cutting-tool applications. Int. J. Miner. Metall. Mater. 2014, 21, 796–805. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. On the significance of the H/E ratio in wear control: A nanocomposite coating approach to optimised tribological behaviour. Wear 2000, 246, 1–11. [Google Scholar] [CrossRef]
- Jiang, W.; Luo, Y.; Zhang, G.; Woo, W.; Tu, S. Experimental to study the effect of multiple weld-repairs on microstructure, hardness and residual stress for a stainless steel clad plate. Mater. Des. 2013, 51, 1052–1059. [Google Scholar] [CrossRef]
- Zhang, L.; Yang, H.; Pang, X.; Gao, K.; Volinsky, A.A. Microstructure, residual stress, and fracture of sputtered TiN films. Surf. Coat. Technol. 2013, 224, 120–125. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Designation | #1 | #2 | #3 | #4 | #5 | |
|---|---|---|---|---|---|---|
| Parameter | ||||||
| Input power of AlCr target (kW) | 0.50 | 0.75 | 1.25 | 1.75 | 2.00 | |
| Input power of Ti target (kW) | 2.00 | 1.75 | 1.25 | 0.75 | 0.50 | |
| Input power ratio of AlCr/Ti target | 0.25 | 0.43 | 1.00 | 2.33 | 4.00 | |
| Target-substrate distance (cm) | 10 | |||||
| Operating pressure (Pa) | 0.53 | |||||
| Deposition time of the AlTiCrN coating (min) | 130 | |||||
| Duty cycle (%) | 3 | |||||
| DC bias voltage (V) | −45 | |||||
| Pulse frequency (Hz) | 200 | |||||
| Pulse on-time/off-time (μs) | 150/4850 | |||||
| Input Power Ratio of AlCr/Ti | Input Power of AlCr (kW) | Peak Power Density of AlCr (W/cm2) | Input Power of Ti (kW) | Peak Power Density of Ti (W/cm2) |
|---|---|---|---|---|
| 0.25 | 0.5 | 245 | 2 | 705 |
| 0.43 | 0.75 | 342 | 1.75 | 683 |
| 1 | 1.25 | 523 | 1.25 | 627 |
| 2.33 | 1.75 | 641 | 0.75 | 365 |
| 4 | 2 | 704 | 0.5 | 231 |
| Sample Designation | Input Power Ratio of AlCr/Ti | Compositions | AlxTi1−x | Crystallite Size (nm) | Hardness (GPa) | Young’s Modulus (GPa) | H/E | Residual Stress (GPa) |
|---|---|---|---|---|---|---|---|---|
| #1 | 0.25 | Al14Ti26Cr5N55 | Al35Ti65 | 14.9 | 28.7 | 255.3 | 0.112 | −1.60 |
| #2 | 0.43 | Al19Ti20Cr7N54 | Al47Ti53 | 16.0 | 28.9 | 258.9 | 0.112 | −1.40 |
| #3 | 1 | Al25Ti13Cr9N53 | Al66Ti34 | 17.9 | 28.6 | 272.2 | 0.105 | −0.88 |
| #4 | 2.33 | Al29Ti8Cr11N52 | Al78Ti22 | 18.0 | 26.6 | 275.8 | 0.096 | −0.60 |
| #5 | 4 | Al32Ti5Cr12N51 | Al86Ti14 | 18.7 | 24.6 | 287.3 | 0.086 | −0.55 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tang, J.-F.; Lin, C.-Y.; Yang, F.-C.; Chang, C.-L. Effects of Input Power Ratio of AlCr/Ti Target on the Microstructural and Mechanical Properties of AlTiCrN Coatings Synthesized by a High-Power Impulse Magnetron Sputtering Process. Coatings 2021, 11, 826. https://doi.org/10.3390/coatings11070826
Tang J-F, Lin C-Y, Yang F-C, Chang C-L. Effects of Input Power Ratio of AlCr/Ti Target on the Microstructural and Mechanical Properties of AlTiCrN Coatings Synthesized by a High-Power Impulse Magnetron Sputtering Process. Coatings. 2021; 11(7):826. https://doi.org/10.3390/coatings11070826
Chicago/Turabian StyleTang, Jian-Fu, Ching-Yen Lin, Fu-Chi Yang, and Chi-Lung Chang. 2021. "Effects of Input Power Ratio of AlCr/Ti Target on the Microstructural and Mechanical Properties of AlTiCrN Coatings Synthesized by a High-Power Impulse Magnetron Sputtering Process" Coatings 11, no. 7: 826. https://doi.org/10.3390/coatings11070826
APA StyleTang, J.-F., Lin, C.-Y., Yang, F.-C., & Chang, C.-L. (2021). Effects of Input Power Ratio of AlCr/Ti Target on the Microstructural and Mechanical Properties of AlTiCrN Coatings Synthesized by a High-Power Impulse Magnetron Sputtering Process. Coatings, 11(7), 826. https://doi.org/10.3390/coatings11070826