1. Introduction
Coatings are widely applied to offshore structures as corrosion protection layers. Coating layer thinning or lack of adhesion between the coating layer and structure may affect the safety of the structure and ignoring this can result in complete system failure. The lifetime of the coated structure is directly related to the quality of the adhesion of the coating material with the structure. The thickness and adhesion state are two important features of coatings that must be monitored periodically. The thickness of the coating layer relies on the surrounding environment of the structure and the thickness of coatings may vary in different fields of application. In practical applications, the coating is significantly thin and the thickness may vary up to 3 mm. However, in some applications, the coating material is applied as a thin layer on the surface of the metallic structure. In such cases, the thickness of the coating material may be close to 1 mm or even thinner. In the field, the coating material is usually applied by conventional rollers [
1] that create many pores on the inside of the polymer. Porosity greatly increases the ultrasonic attenuation of the coating layer, thus ultrasonic testing becomes difficult.
Ultrasound are widely used in the engineering field and can be divided into the cases of using energy and wave propagation. High intensity ultrasound using energy is used in many fields such as cleaning, material processing [
2,
3,
4], and medical therapy [
5]. In this case, controls such as initial conditions is key. Ultrasonic measurement using wave propagation is also used in many fields such as non-destructive inspection of structures, quality control of products, sonar, and medical diagnosis. In this case, precise measurement of propagation time and amplitude is key.
Ultrasonic non-destructive technology is widely used in flaw detection and materials evaluation. Piezoelectric transducers that transmit and receive ultrasonic waves have a dead zone called the “main bang” that establishes the pulse–echo test method as unable to detect fast returning echoes [
6]. In the case of short propagation times, the reflected echoes are superimposed or buried in the dead zone [
7,
8,
9]. Transducers with higher center frequencies have shorter pulse durations and can be used to solve echo-overlapping problems [
10]. Conversely, as high-frequency energy is rapidly attenuated, it cannot be applied to the evaluation of the thickness of the coating layer with large attenuation [
11].
The time of flight (TOF) of the echo reflected from the layer boundary is required for ultrasonic pulse–echo testing. The back wall echoes of coating arrive very close to each other and accurate estimation of the TOF of an echo signal is a key issue. Studies have been conducted on the Morlet wavelet and least-squares filters [
12], the combination of the Hilbert transform and the non-linear least-squares method [
13], the principle of maximum likelihood estimation [
14] and the cross-correlation method [
15,
16], and the ellipse method [
17].
The ultrasonic non-destructive evaluation of the state of bonding is particularly important to ensure the long-term protection of coated structures. For this purpose, studies regarding, for example, echo signal parameters and joint strength [
18], asphalt separation detection using surface waves [
19], the ultrasonic C-scan method [
20], and the correlation between guided wave amplitudes [
21] have been conducted. In addition, the phase of the echo signal and synthetic aperture focusing technique imaging algorithm [
22,
23,
24], the longitudinal wave velocity variation [
25,
26], the reflected wave velocity frequency characteristic [
27,
28], the combination of time–domain waveform and numerical simulation [
29,
30], the support matching method [
31], and a method for comparing damping rates [
32] are also areas that have been studied.
The STFT technique splits the signal into multiple sections using a sliding window function along the time axis and Fourier transform is applied to each section of the signal [
33]. Several researchers have presented results in the evaluation of the bonding state of the adhesive layer using the STFT. For example, Song et al. [
34] evaluated the bonding level between shotcrete and planar rock using STFT analysis with an impact echo test [
35]. In contrast, in this study, STFT was used both for the precise thickness estimation and bonding state evaluation using the ultrasonic pulse–echo method.
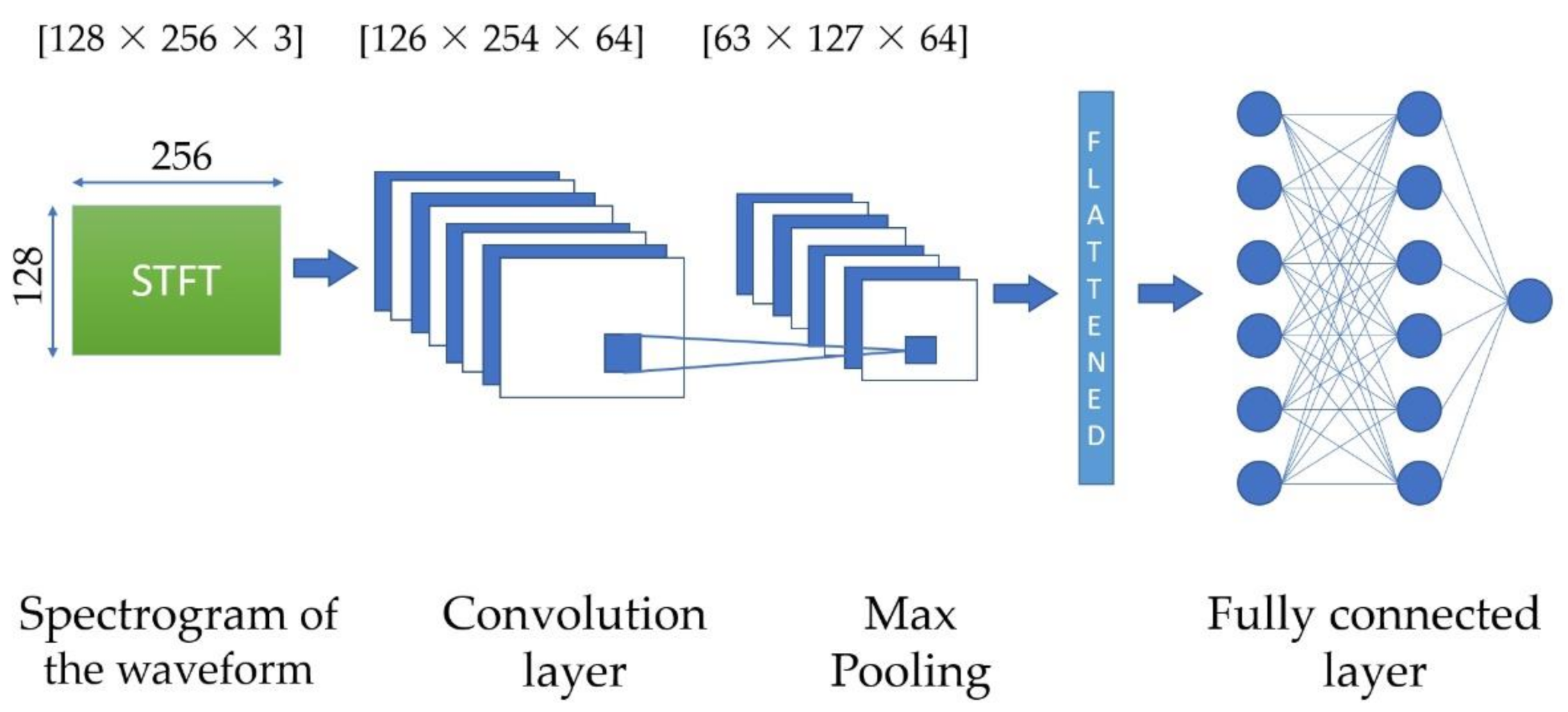
Finally, deep learning algorithms such as convolutional neural networks (CNNs) have been implemented to enable the fast automated identification of the bonding state. Manual inspection of the state of the coating layer is time consuming, expensive, and prone to errors. The detection of the coating layer relies on the amplitude ratio of the ultrasonic wave energy and the presence of the reflected echo signal from the base material. In spite of the significant achievements in the non-destructive inspection of coating layers, most of research results are qualitative and not quantitative. The attenuation-based evaluation of the coating layer presents challenges due to the presence of non-uniform porosity in the layer that causes a variation in the attenuation parameters [
36,
37].
The purpose of the present study is to develop an advanced ultrasonic assessment system for offshore coatings. An ultrasonic delay line was adopted to separate the reflected back wall echo from the excitation signal (main bang). A short-time Fourier transform (STFT)-based analysis of the waveform has been implemented to estimate the coating layer thickness and bonding state of the coating materials. In addition, STFT spectrogram is integrated with a CNN to provide an automatic classification of the bonding condition of the coating layer. The accuracy and performance of the developed system were evaluated.
2. Short-Time Fourier Transform (STFT)
STFT is a powerful method for analyzing non-stationary signals. Conventional Fourier transform of the signal provides averaged frequency of the signal over an entire time interval. In contrast to the standard Fourier transform, the STFT allows for the representation of the frequency variation of the signal over time. When the STFT method is applied, the signal is divided into equal length sections by the windowing function and the Fourier transform is applied to each section. Using STFT, the continuous time signal
is windowed with a windowing function
to a limited extent and then Fourier transforms are applied. The expression of STFT [
38] is illustrated by
The windowing function is a non-negative and even function with limited duration. In Equation (1),
is the complex conjugate of the windowing function. The windowing function attempts to reach the peak of the signal and emphasizes it at that instant, while the remaining section of the signal is suppressed by the same window function. Several kinds of window functions exist in the literature: consider Kaiser, Blackman, Gaussian, Nuttall, Chebyshev, and others [
39,
40]. In the current study, the Gaussian windowing function was applied to STFT analysis and can be defined as [
41]
Gaussian windowing has advantages for the time–frequency representation of the waveform due to its optimal concentration in both the time and frequency domains. The scale factor (or window duration)
in Equation (2) determines the size or duration of the windowing function. The scale factor of the windowing function must be selected carefully because it determines the resolution of both the time and frequency domains. An infinitely fine resolution of time and frequency cannot be obtained simultaneously. To achieve good frequency resolution, a long windowing function is required, whereas a better time resolution is obtained with a short windowing function. The duration of the Gaussian windowing function for optimal resolution of both in time and frequency domain can be computed by [
42]
The reflected echo from the back wall can be described by a Gaussian echo model [
42]. The back wall echo model is described in Equation (4) and the parameters of the equation are the following;
is the amplitude,
is the bandwidth factor,
is the center frequency,
is the TOF, and
is the phase of the reflected echo signal.
The magnitude of the STFT can be calculated by substituting the model of the back wall echo (Equation (4)) into the STFT expression (Equation (1)) in addition to the Gaussian windowing function (Equation (2)). The simplified expression of the magnitude of the STFT can be defined as [
41]
As evident in Equation (5), the expression of the magnitude of the STFT of the back wall echo model is a function of both time and frequency. The STFT can be represented as a three-dimensional plot where the x, y, and z axes correspond to the time, frequency, and intensity of the STFT magnitude, respectively. Although, useful information can be derived from a two-dimensional view of the STFT (i.e., time–frequency or time–magnitude) as well. By using the obtained magnitude of the STFT, the waveform parameters such as the TOF and center frequency can be estimated. To calculate the TOF of the waveform, the obtained STFT magnitudes must be projected into the time-domain and the local peaks of the projected STFT magnitude into the time-domain
correspond to the TOF of the waveform. Similarly, the center frequency of the waveform can be evaluated by estimating
of the STFT projection to the frequency domain which corresponds to the central frequency [
43].
The magnitude of the STFT shows the distribution of the energy of the waveform over the time–scale plane. The waveform energy
(Equation (6)) distributed over the time–frequency plane can be obtained by integrating the magnitude of the STFT and the relation can be defined as [
44,
45,
46]
4. Results and Discussions
4.1. Coating Layer Thickness Measurement
All thickness measurements were performed on the debonded area of the coating layer. The main purpose of this experiment was to measure the thickness of the coating layer and as mentioned in
Section 2, the TOF of the wave packet can be determined by the local maximum value of projection of the STFT magnitude into the time-domain. Thickness measurement experiments were performed on coating materials of various thicknesses. In the first step, coatings with a thickness of 1.1–1.5 mm were examined using ultrasound.
Figure 4 and
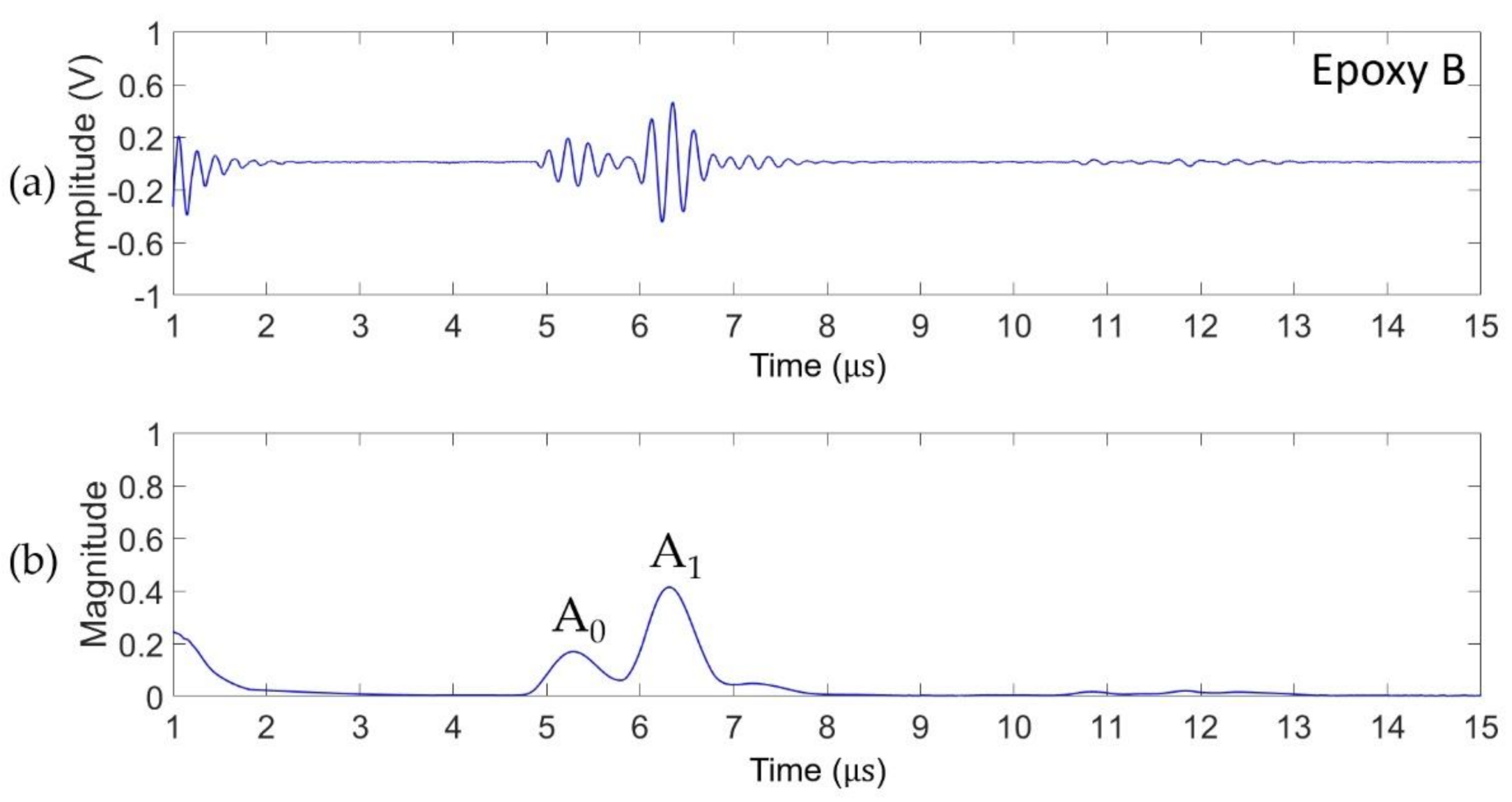
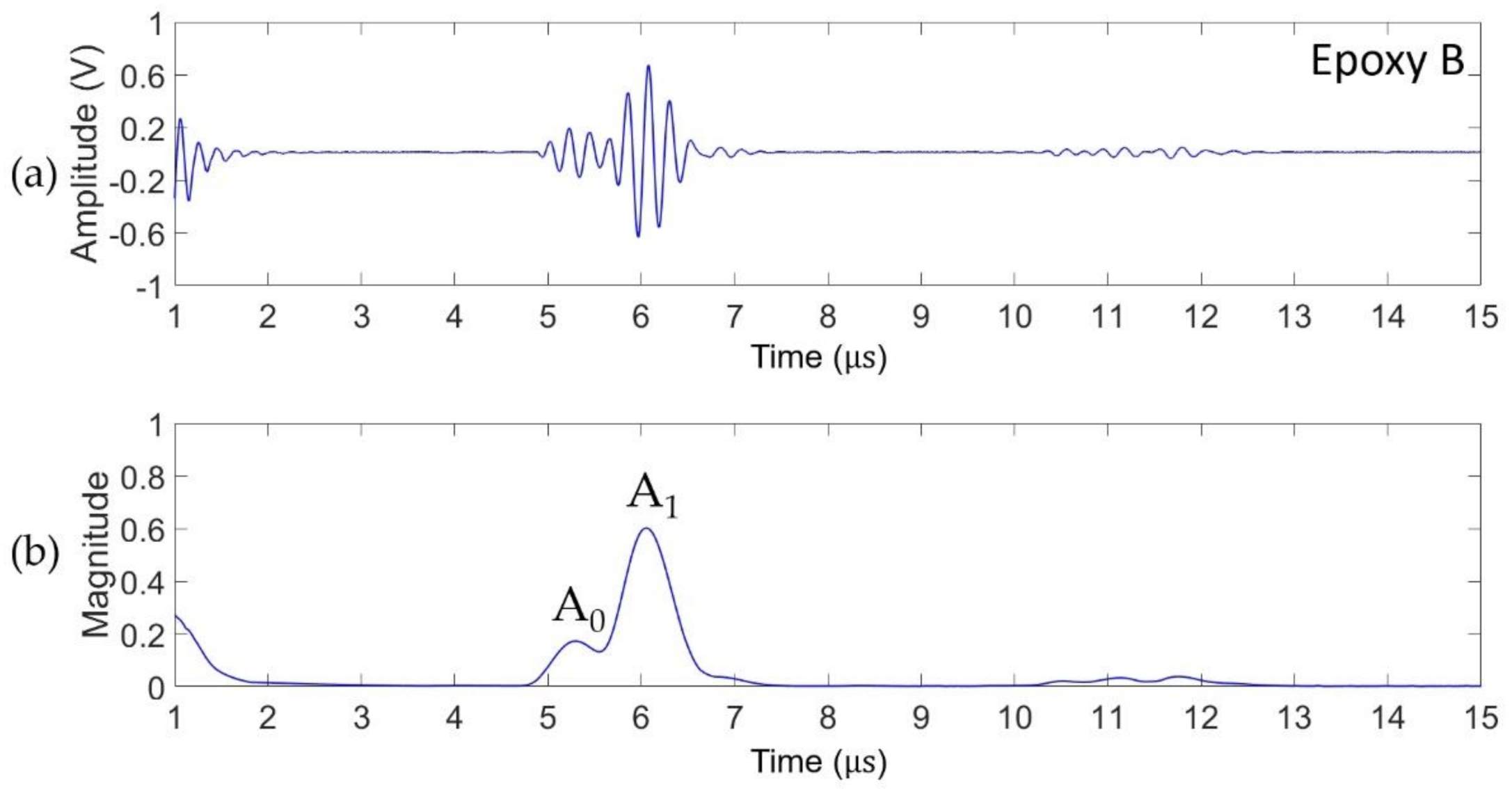
Figure 5 show the experimental results from the direct pulse–echo test of the epoxy A and epoxy B coating layers, respectively.
The peaks of the STFT magnitude can be observed in the figures in which the first echo denoted by A0 is the signal reflected from the boundary between the delay line and the coating layer surface, and the echo denoted by A1 is the signal reflected from the boundary between the base material and the coating material. By knowing the wave velocity in the coating and the TOF difference of the two echoes, the thickness of the coating layer is calculated.
The difference in acoustic impedance of the delay line and the coating material causes the larger magnitude of the A1 echo compared to the A0, as shown in
Figure 5. More precisely, the acoustic impedances of epoxy A and B are 4.77 × 10
6 kg/(m
2s) and 4.01 × 10
6 kg/(m
2s), respectively, which is similar to the acoustic impedance of the acrylic delay line (3.26 × 10
6 kg/(m
2s)). This is because the transmitted energy is greater than the reflected energy at the interface.
In epoxy A, the longitudinal wave velocity is 2.46 mm/μs, the TOF of the first wave echo obtained in
Figure 4b is 5.28 μs, and the arrival time of the next echo is 6.40 μs; thus, the thickness of the coating layer is 1.38 mm. Similarly, the longitudinal wave velocity of epoxy B is 2.40 mm/μs and the corresponding TOFs for echoes A0 and A1 are 5.28 μs and 6.31 μs, respectively; thus, the thickness was estimated to be 1.24 mm.
The experiment was repeated with thinner layers of the epoxy A and B coatings and the STFT-based method was applied to the obtained waveforms; the results are shown in
Figure 6 and
Figure 7. By the above method, the thicknesses of the epoxy A and B coatings were estimated to be 0.91 mm and 0.92 mm, respectively.
Measurement data using ultrasound was verified by a manual measurement using calipers. Repeatability was checked by measuring five times the same thickness by each method and the standard deviation (std dev.) was calculated; values are shown in
Table 2. Comparing the thickness values measured with both methods showed similar results and the difference between the two values was about 1%.
The thickness of the coating layer was measured by applying the STFT which was able to accurately measure the thickness of less than 1 mm for both types of coating materials. Although the TOF of the reflected echo can be evaluated from the time-domain waveform, the advantage of the STFT-based approach is that it can accurately and quickly estimate the TOF of the signal even at low signal-to-noise ratios.
4.2. Evaluation of Bonding Status
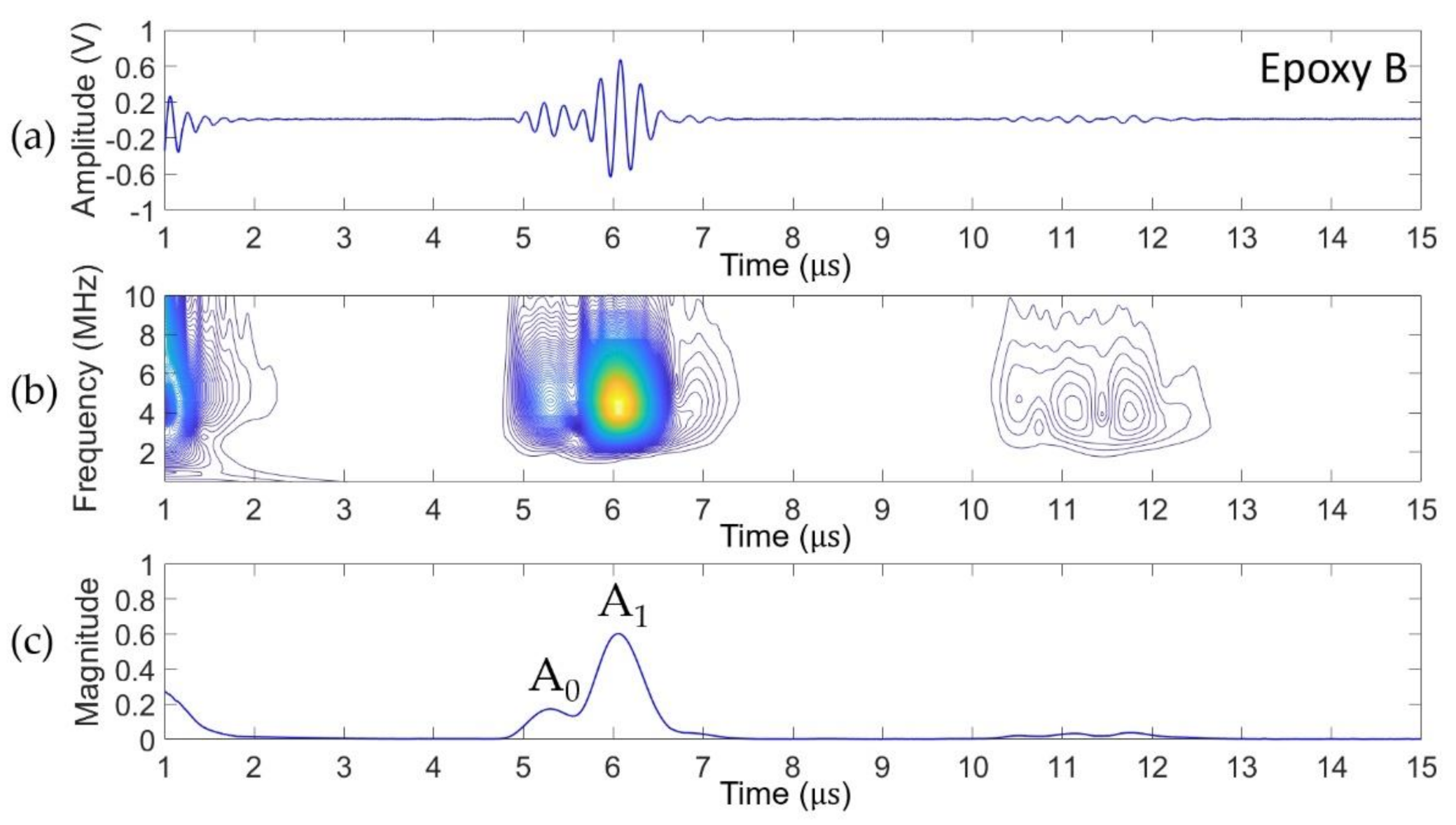
In order to evaluate the bonding state between the coating layer and the base material, ultrasonic experiments were performed on the bonded and debonded parts, and the results are shown in
Figure 8 and
Figure 9, respectively. The received time–domain waveform is presented in (a) and (b) presents the time–frequency representation obtained using STFT which is used as an input signal for the CNN that will be mentioned later. In addition, (c) presents the magnitude of the projected STFT in the time-domain, allowing for the accurate estimation of the TOF of the echo. Similarly,
Figure 10 and
Figure 11 present the results measured for the perfectly bonded and debonded portions of the epoxy B specimen, respectively.
Parameters of the received waveform such as the TOF and magnitude of the STFT of bonded sections of epoxy A and B are listed in
Table 3 and
Table 4. The coating layer has relatively high damping due to the presence of porosity inside but the base material is carbon steel with a low damping rate. At the interface between the coating and the substrate, part of the ultrasound is transmitted from the coating to the substrate and the remainder is reflected back towards the ultrasonic transducer (Echo A1). Ultrasonic waves transmitted to the base material return to the transducer after being reflected several times in the base material (Echo A2 and A3).
In the case of the debonded layer, air exists between the base material and the coating film, and almost all of the ultrasonic waves are reflected from the back wall of the coating and reach the ultrasonic transducer (Echo A1).
The amplitude of the first echo (A0) which is reflected off the back wall of the delay line is the same for both the bonded and debonded conditions. The bond between the coating layer and the base material transmits a certain amount of ultrasonic energy from the coating material to the base material, reducing the size of the A1 echo. Therefore, the ratio of the two echoes (A1/A0) can be used to evaluate the bonding state of the coating layer. In the case of a perfectly bonded specimen, A1/A0 = 2.28, which is smaller than A1/A0 = 2.95 if not bonded. Similarly, in the case of the epoxy B specimen, the bonded specimen is A1/A0 = 2.76, which is smaller than A1/A0 = 3.53 in the case of the unbonded specimen.
Goglio et al. obtained similar results [
50]. They observed that the rate of amplitude decay of the ultrasonic echoes was faster in layer with adhesions compared to the layer without adhesions. However, ultrasonic detection of the debonding state of the coating layer must consider complex situations such as delay lines, acoustic impedance mismatch between the coating material and the base materials, high attenuation of the coating material, various thicknesses of the coating layer, and waveform mixing between reflected and transmitted echoes. In addition, the ultrasonic echo ratio comparison technique is performed manually and the peak ratio of the STFT magnitudes depends on several parameters of the material properties of both the coating and the delay line. To overcome this, a CNN was used to automatically and quickly detect the bonding state of the coating layer.


 ,
, 


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}