
Optimization of Wire EDM Process Parameters on Cutting Inconel 718 Alloy with Zinc-Diffused Coating Brass Wire Electrode Using Taguchi-DEAR Technique


 ,
,  , ,
, ,  and
and 
Abstract
:1. Introduction
- Employing Taguchi-DEAR method as a new MCDT tool to obtain optimal arrangement of process control factors of the machining process.
- Analyzing the influence of process control factors in WEDM process using different performance measures.
- To identify the most significant factors in performance measures.
2. Experiments and Methods
2.1. Selection of Workpiece Specimens and Wire Electrodes
2.2. WEDM Cutting of Inconel 718 Alloy Specimens
2.3. Taguchi—DEAR Technique
3. Results and Discussion
3.1. Effects of Process Factors on Performance Measures
3.2. Computation of Significant Process Factors
3.3. Confirmation of the Optimized Parameters
3.4. Surface Analysis under Optimal Control Variables
4. Conclusions
- ➢
- The zinc-diffused coating brass wire electrode can effectively machine the Inconel 718 alloy in the process.
- ➢
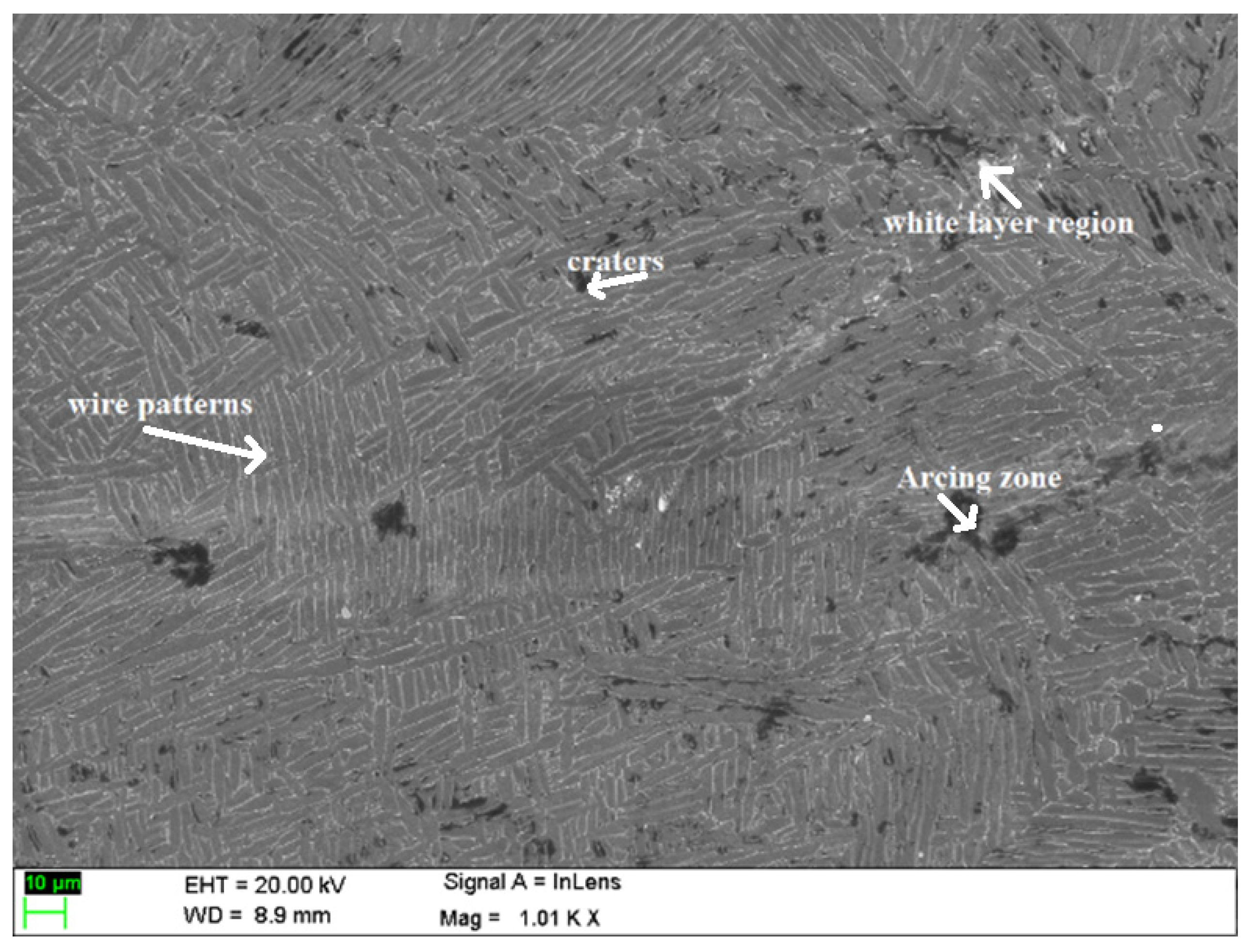
- The patterns of the wire electrodes are visible with specimens with negligible recast white-layer region, craters, and arcing region.
- ➢
- The optimal arrangement of input factors in the WEDM process were found as 140 µs (Ton), 50 µs (Toff), 60 V (SV), and 5 kg (WT) among the elected factors with the error accuracy of 1.1%.
- ➢
- The pulse-off time has the most significance on formulating the quality measures owing to its importance on deionization in the process.
- ➢
- The significance of other suitable coated electrodes can be analyzed on performance measures using the WEDM process in the future.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Thakur, D.G.; Ramamoorthy, B.; Vijayaraghavan, L. Study on the machinability characteristics of superalloy Inconel 718 during high speed turning. Mater. Des. 2009, 30, 1718–1725. [Google Scholar] [CrossRef]
- Sharma, S.; Jain, V.; Shekhar, R. Electrochemical Drilling of Inconel Superalloy with Acidified Sodium Chloride Electrolyte. Int. J. Adv. Manuf. Technol. 2002, 19, 492–500. [Google Scholar] [CrossRef]
- Chen, Y.C.; Liao, Y.S. Study on wear mechanisms in drilling of Inconel 718 superalloy. J. Mater. Process. Technol. 2003, 140, 269–273. [Google Scholar] [CrossRef]
- Rettig, R.; Singer, R.F. Numerical modelling of precipitation of topologically close-packed phases in nickel-base superalloys. Acta Mater. 2011, 59, 317–327. [Google Scholar] [CrossRef]
- Wilson, A.S. Formation and effect of topologically close-packed phases in nickel-base superalloys. Mater. Sci. Technol. 2017, 33, 1108–1118. [Google Scholar] [CrossRef]
- Ezugwu, E.O. Key improvements in the machining of difficult-to-cut aerospace superalloys. Int. J. Mach. Tools Manuf. 2005, 45, 1353–1367. [Google Scholar] [CrossRef]
- Wang, Z.Y.; Rajurkar, K.P. Cryogenic machining of hard-to-cut materials. Wear 2000, 239, 168–175. [Google Scholar] [CrossRef]
- Kumar, V.; Jangra, K.K.; Kumar, V.; Sharma, N. WEDM of nickel based aerospace alloy: Optimization of process parameters and modelling. Int. J. Interact. Des. Manuf. 2017, 11, 917–929. [Google Scholar] [CrossRef]
- Mahapatra, S.S.; Patnaik, A. Optimization of wire electrical discharge machining (WEDM) process parameters using Taguchi method. Int. J. Adv. Manuf. Technol. 2007, 34, 911–925. [Google Scholar] [CrossRef]
- Kumar, A.; Kumar, V.; Kumar, J. Multi-response optimization of process parameters based on response surface methodology for pure titanium using WEDM process. Int. J. Adv. Manuf. Technol. 2013, 68, 2645–2668. [Google Scholar] [CrossRef]
- Thangaraj, M.; Annamalai, R.; Moiduddin, K.; Alkindi, M.; Ramalingam, S.; Alghamdi, O. Enhancing the Surface Quality of Micro Titanium Alloy Specimen in WEDM Process by Adopting TGRA-Based Optimization. Materials 2020, 13, 1440. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hewidy, M.S.; El-Taweel, T.A.; El-Safty, M.F. Modelling the machining parameters of wire electrical discharge machining of Inconel 601 using RSM. J. Mater. Process. Technol. 2005, 169, 328–336. [Google Scholar] [CrossRef]
- Newton, T.R.; Melkote, S.N.; Watkins, T.R.; Trejo, R.M.; Reister, L. Investigation of the effect of process parameters on the formation and characteristics of recast layer in wire-EDM of Inconel 718. Mater. Sci. Eng. A. 2009, 513, 208–215. [Google Scholar] [CrossRef]
- Han, F.; Jiang, J.; Yu, D. Influence of machining parameters on surface roughness in finish cut of WEDM. Int. J. Adv. Manuf. Technol. 2007, 34, 538–546. [Google Scholar] [CrossRef]
- Devarasiddappa, D.; Chandrasekaran, M.; Arunachalam, R. Experimental investigation and parametric optimization for minimizing surface roughness during WEDM of Ti6Al4V alloy using modified TLBO algorithm. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 128. [Google Scholar] [CrossRef]
- Kavimani, V.; Prakash, K.S.; Thankachan, T. Multi-objective optimization in WEDM process of graphene—SiC-magnesium composite through hybrid techniques. Measurement 2019, 145, 335–349. [Google Scholar] [CrossRef]
- Soundararajan, R.; Ramesh, A.; Mohanraj, N.; Parthasarathi, N. An investigation of material removal rate and surface roughness of squeeze casted A413 alloy on WEDM by multi response optimization using RSM. J. Alloys Compd. 2016, 685, 533–545. [Google Scholar] [CrossRef]
- Roy, A.; Narendranath, S.; Pramanik, A. Effect of peak current and peak voltage on machined surface morphology during WEDM of TiNiCu shape memory alloys. J. Mech. Sci. Technol. 2020, 34, 3957–3961. [Google Scholar] [CrossRef]
- Chaudhary, A.; Sharma, S.; Verma, A. Optimization of WEDM process parameters for machining of heat treated ASSAB ’88 tool steel using Response surface methodology (RSM). Mater. Today 2022, 50, 917–922. [Google Scholar] [CrossRef]
- Dabade, U.A.; Karidkar, S.S. Analysis of response variables in WEDM of Inconel 718 using Taguchi technique. Procedia CIRP 2016, 41, 886–891. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Nadykto, A.B.; Volosova, M.A.; Zelensky, A.A.; Pivkin, P.M. WEDM as a replacement for grinding in machining ceramic Al2O3-TiC Cutting Inserts. Metals 2021, 11, 882. [Google Scholar] [CrossRef]
- Maher, I.; Sarhan, A.A.D. Proposing a new performance index to identify the effect of spark energy and pulse frequency simultaneously to achieve high machining performance in WEDM. Int. J. Adv. Manuf. Technol. 2017, 91, 433–443. [Google Scholar] [CrossRef]
- Garg, M.P.; Kumar, A.; Sahu, C.K. Mathematical modeling and analysis of WEDM machining parameters of nickel-based super alloy using response surface methodology. Sadhana 2017, 42, 981–1005. [Google Scholar] [CrossRef] [Green Version]
- Klocke, F.; Welling, D.; Klink, A.; Veselovac, D.; Nöthe, T.; Perez, R. Evaluation of Advanced Wire-EDM Capabilities for the Manufacture of Fir Tree Slots in Inconel 718. Procedia CIRP 2014, 14, 430–435. [Google Scholar] [CrossRef] [Green Version]
- Aspinwall, D.K.; Soo, S.L.; Berrisford, A.E.; Walder, G. Workpiece surface roughness and integrity after WEDM of Ti–6Al–4V and Inconel 718 using minimum damage generator technology. CIRP Annals. Manuf. Technol. 2008, 57, 187–190. [Google Scholar] [CrossRef]
- Bisaria, H.; Shandilya, P. Experimental investigation on wire electric discharge machining (WEDM) of Nimonic C-263 superalloy. Mater. Manuf. Process. 2019, 34, 83–92. [Google Scholar] [CrossRef]
- Sharma, P.; Chakradhar, D.; Narendranath, S. Analysis and Optimization of WEDM Performance Characteristics of Inconel 706 for Aerospace Application. Silicon 2018, 10, 921–930. [Google Scholar] [CrossRef]
- Zhang, M.; Liu, Z.; Pan, H.; Deng, C.; Qiu, M. Effect of no-load rate on recast layer cutting by ultra fine wire-EDM. Chin. J. Aeronaut. 2021, 34, 124–131. [Google Scholar] [CrossRef]
- Kumar, A.; Kumar, V.; Kumar, J. Surface crack density and recast layer thickness analysis in WEDM process through response surface methodology. Mach. Sci. Technol. 2016, 20, 201–230. [Google Scholar] [CrossRef]
- Reddy, B.S.; Rao, A.B.K.; Janardhana, G.R. Multi-objective optimization of surface roughness, recast layer thickness and surface crack density in WEDM of Al2124/SiCp using desirability approach. Mater. Today 2021, 39, 1320–1326. [Google Scholar]
- Zhang, Z.; Huang, H.; Ming, W.; Xu, Z.; Huang, Y.; Zhang, G. Study on machining characteristics of WEDM with ultrasonic vibration and magnetic field assisted techniques. J. Mater. Process. Technol. 2016, 234, 342–352. [Google Scholar] [CrossRef]
- Reolon, L.W.; Laurindo, C.A.H.; Torres, R.D.; Amorim, F.L. WEDM performance and surface integrity of Inconel alloy IN718 with coated and uncoated wires. Int. J. Adv. Manuf. Technol. 2019, 100, 1981–1991. [Google Scholar] [CrossRef]
- Abhilash, P.M.; Chakradhar, D. Effect of wire material and discharge energy on productivity and surface integrity of WEDM-processed Inconel 7180. Adv. Mater. Process. Technol. 2022, 1–22. [Google Scholar] [CrossRef]
- Mouralova, K.; Benes, L.; Bednar, J.; Zahradnicek, R.; Prokes, T.; Fiala, Z.; Fries, J. Precision Machining of Nimonic C 263 Super Alloy using WEDM. Coatings 2020, 10, 590. [Google Scholar] [CrossRef]
- Muthuramalingam, T.; Ramamurthy, A.; Sridharan, K.; Ashwin, S. Analysis of surface performance measures on WEDM processed titanium alloy with coated electrodes. Mater. Res. Express. 2018, 5, 126503. [Google Scholar] [CrossRef]
- Ramamurthy, A.; Sivaramakrishnan, R.; Muthuramalingam, T. Taguchi-Grey Computation Methodology for Optimum Multiple Performance Measures on machining Titanium alloy in WEDM Process. Indian J. Eng. Mater. Sci. 2015, 22, 181–186. [Google Scholar]
- Sonar, T.; Balasubramanian, V.; Malarvizhi, S.; Venkateswaran, T.; Sivakumar, D. An overview on welding of Inconel 718 alloy—Effect of welding processes on microstructural evolution and mechanical properties of joints. Mater. Charact. 2021, 174, 110997. [Google Scholar] [CrossRef]
- Ling, L.-S.; Yin, Z.; Hu, Z.; Liang, J.-H.; Wang, Z.-Y.; Wang, J.; Sun, B.-D. Effects of the γ″-Ni3Nb Phase on Mechanical Properties of Inconel 718 Superalloys with Different Heat Treatments. Materials 2019, 13, 151. [Google Scholar] [CrossRef] [Green Version]
- Popovicha, V.A.; Borisovb, E.V.; Popovichb, A.A.; Sufiiarovb, V.S.H.; Masaylob, D.V.; Alzina, L. Impact of heat treatment on mechanical behaviour of Inconel 718 processed with tailored microstructure by selective laser melting. Mater. Des. 2017, 131, 12–22. [Google Scholar] [CrossRef]
- Phan, N.H.; Thangaraj, M. Multi criteria decision making of vibration assisted EDM process parameters on machining silicon steel using Taguchi-DEAR methodology. Silicon 2021, 13, 1879–1885. [Google Scholar] [CrossRef]
- Ramamurthy, A.; Sivaramakrishnan, R.; Muthuramalingam, T.; Venugopal, S. Performance analysis of wire electrodes on machining Ti-6Al-4V alloy using wire electrical discharge machining process. Mach. Sci. Technol. 2015, 19, 577–593. [Google Scholar] [CrossRef]
- Thangaraj, M.; Ahmadein, M.; Alsaleh, N.A.; Elsheikh, A.H. Optimization of Abrasive Water Jet Machining of SiC Reinforced Aluminum Alloy Based Metal Matrix Composites Using Taguchi–DEAR Technique. Materials 2021, 14, 562–578. [Google Scholar] [CrossRef] [PubMed]
- Phan, N.H.; Dong, P.V.; Dung, H.T.; Thien, N.V.; Muthuramalingam, T.; Shirguppikar, S.; Tam, N.C.; Ly, N.T. Multi-object optimization of EDM by Taguchi-DEAR method using AlCrNi coated electrode. Int. J. Adv. Manuf. Technol. 2021, 116, 1429–1435. [Google Scholar] [CrossRef]
- Muthuramalingam, T.; Vasanth, S.; Vinothkumar, P.; Geethapriyan, T.; Rabik, M.M. Multi criteria decision making of abrasive flow oriented process parameters in abrasive water jet machining using Taguchi-DEAR Methodology. Silicon 2018, 10, 2015–2021. [Google Scholar] [CrossRef]
- Phan, N.H.; Muthuramalingam, T.; Minh, N.D.; Duc, N.V. Enhancing surface morphology of machined SKD61 die steel in EDM process using DEAR approach based multi criteria decision making. Int. J. Interact. Des. Manuf. 2022, 16, 1155–1161. [Google Scholar] [CrossRef]
- Muthuramalingam, T. Measuring the influence of discharge energy on white layer thickness in electrical discharge machining process. Measurement 2019, 131, 694–700. [Google Scholar] [CrossRef]
- Sakthivel, G.; Saravanakumar, D.; Muthuramalingam, T. Application of failure mode and effects analysis in manufacturing industry—an integrated approach with FAHP-FUZZY TOPSIS and FAHP-FUZZY VIKOR. Int. J. Product. Qual. Manag. 2018, 24, 398–423. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Unit | Conventional Electrode | Diffused Zinc Coating Brass Electrode |
|---|---|---|---|
| Melting point | °C | 920 | 980 |
| Tensile strength | N/mm2 | 900 | 980 |
| C | Mn | Si | Cr | Ni | Al | Mo | Cu | Cb | Ta | Ti | Co |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.05 | 0.08 | 0.1 | 18.25 | 52.25 | 0.54 | 2.9 | 0.03 | 5.19 | 0.01 | 1.05 | 0.24 |
| Process Parameters | Unit | Variables |
|---|---|---|
| Ton | µs | 100, 120, 150 |
| Toff | µs | 30, 40, 50 |
| SV | V | 40, 60, 80 |
| WT | kg | 5, 7, 9 |
| Input Factors | Quality Measures | |||||
|---|---|---|---|---|---|---|
| Ton | Toff | SV | WT | MRR (mm3/min) | Ra (µm) | KW (mm) |
| 100 | 30 | 40 | 5 | 74.406 | 1.764 | 0.31 |
| 100 | 30 | 60 | 7 | 92.069 | 1.813 | 0.30 |
| 100 | 30 | 80 | 9 | 26.659 | 1.536 | 0.30 |
| 100 | 40 | 40 | 7 | 131.012 | 2.164 | 0.33 |
| 100 | 40 | 60 | 9 | 54.813 | 2.447 | 0.34 |
| 100 | 40 | 80 | 5 | 105.585 | 2.697 | 0.36 |
| 100 | 50 | 40 | 9 | 87.860 | 2.212 | 0.34 |
| 100 | 50 | 60 | 5 | 139.297 | 2.321 | 0.37 |
| 100 | 50 | 80 | 7 | 115.515 | 2.653 | 0.36 |
| 120 | 30 | 40 | 7 | 131.627 | 1.948 | 0.29 |
| 120 | 30 | 60 | 9 | 113.970 | 1.874 | 0.32 |
| 120 | 30 | 80 | 5 | 35.615 | 1.563 | 0.32 |
| 120 | 40 | 40 | 9 | 127.945 | 2.247 | 0.33 |
| 120 | 40 | 60 | 5 | 79.349 | 2.254 | 0.37 |
| 120 | 40 | 80 | 7 | 154.458 | 2.256 | 0.35 |
| 120 | 50 | 40 | 5 | 142.596 | 2.502 | 0.34 |
| 120 | 50 | 60 | 7 | 139.453 | 2.434 | 0.34 |
| 120 | 50 | 80 | 9 | 156.865 | 2.657 | 0.34 |
| 140 | 30 | 40 | 9 | 131.553 | 2.040 | 0.31 |
| 140 | 30 | 60 | 5 | 152.107 | 1.845 | 0.32 |
| 140 | 30 | 80 | 7 | 45.962 | 1.598 | 0.35 |
| 140 | 40 | 40 | 5 | 143.811 | 2.163 | 0.32 |
| 140 | 40 | 60 | 7 | 119.371 | 2.178 | 0.38 |
| 140 | 40 | 80 | 9 | 135.171 | 2.134 | 0.34 |
| 140 | 50 | 40 | 7 | 190.307 | 2.425 | 0.37 |
| 140 | 50 | 60 | 9 | 217.164 | 2.379 | 0.33 |
| 140 | 50 | 80 | 5 | 206.989 | 2.627 | 0.36 |
| Trial No. | Weights | MRPI | ||
|---|---|---|---|---|
| MRR | Ra | KW | ||
| 1. | 0.0229 | 0.0445 | 0.0399 | 18.7050 |
| 2. | 0.0283 | 0.0433 | 0.0411 | 28.6394 |
| 3. | 0.0082 | 0.0511 | 0.0411 | 2.4012 |
| 4. | 0.0403 | 0.0363 | 0.0376 | 57.9910 |
| 5. | 0.0169 | 0.0321 | 0.0365 | 10.1508 |
| 6. | 0.0325 | 0.0291 | 0.0346 | 37.6650 |
| 7. | 0.0270 | 0.0355 | 0.0365 | 26.0809 |
| 8. | 0.0428 | 0.0338 | 0.0337 | 65.5571 |
| 9. | 0.0355 | 0.0296 | 0.0346 | 45.0828 |
| 10. | 0.0405 | 0.0403 | 0.0424 | 58.5362 |
| 11. | 0.0350 | 0.0419 | 0.0387 | 43.8854 |
| 12. | 0.0110 | 0.0502 | 0.0387 | 4.2856 |
| 13. | 0.0393 | 0.0349 | 0.0376 | 55.3071 |
| 14. | 0.0244 | 0.0348 | 0.0337 | 21.2726 |
| 15. | 0.0475 | 0.0348 | 0.0355 | 80.6040 |
| 16. | 0.0438 | 0.0314 | 0.0365 | 68.6989 |
| 17. | 0.0429 | 0.0323 | 0.0365 | 65.7044 |
| 18. | 0.0482 | 0.0295 | 0.0365 | 83.1364 |
| 19. | 0.0404 | 0.0385 | 0.0399 | 58.4706 |
| 20. | 0.0468 | 0.0425 | 0.0387 | 78.1695 |
| 21. | 0.0141 | 0.0491 | 0.0355 | 7.1373 |
| 22. | 0.0442 | 0.0363 | 0.0387 | 69.8744 |
| 23. | 0.0367 | 0.0360 | 0.0329 | 48.1430 |
| 24. | 0.0416 | 0.0368 | 0.0365 | 61.7309 |
| 25. | 0.0585 | 0.0324 | 0.0337 | 122.3619 |
| 26. | 0.0668 | 0.0330 | 0.0376 | 159.3354 |
| 27. | 0.0636 | 0.0299 | 0.0346 | 144.7537 |
| Factors | Levels | Max–Min | ||
|---|---|---|---|---|
| 1 | 2 | 3 | ||
| Ton | 32.4748 | 53.4923 | 83.3307 | 50.8559 |
| Toff | 33.3589 | 49.1932 | 86.7457 | 53.3868 |
| SV | 49.6704 | 70.9961 | 48.6313 | 22.3648 |
| WT | 70.3756 | 51.9027 | 47.0196 | 23.3560 |
| Factors | Variable | Unit |
|---|---|---|
| Pulse-on time | 140 | µs |
| Pulse-off time | 50 | µs |
| Servo voltage | 60 | V |
| Wire tension | 5 | kg |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, L.; Thangaraj, M.; Karmiris-Obratański, P.; Zhou, Y.; Annamalai, R.; Machnik, R.; Elsheikh, A.; Markopoulos, A.P. Optimization of Wire EDM Process Parameters on Cutting Inconel 718 Alloy with Zinc-Diffused Coating Brass Wire Electrode Using Taguchi-DEAR Technique. Coatings 2022, 12, 1612. https://doi.org/10.3390/coatings12111612
Liu L, Thangaraj M, Karmiris-Obratański P, Zhou Y, Annamalai R, Machnik R, Elsheikh A, Markopoulos AP. Optimization of Wire EDM Process Parameters on Cutting Inconel 718 Alloy with Zinc-Diffused Coating Brass Wire Electrode Using Taguchi-DEAR Technique. Coatings. 2022; 12(11):1612. https://doi.org/10.3390/coatings12111612
Chicago/Turabian StyleLiu, Lijun, Muthuramalingam Thangaraj, Panagiotis Karmiris-Obratański, Yuanhua Zhou, Ramamurthy Annamalai, Ryszard Machnik, Ammar Elsheikh, and Angelos P. Markopoulos. 2022. "Optimization of Wire EDM Process Parameters on Cutting Inconel 718 Alloy with Zinc-Diffused Coating Brass Wire Electrode Using Taguchi-DEAR Technique" Coatings 12, no. 11: 1612. https://doi.org/10.3390/coatings12111612
APA StyleLiu, L., Thangaraj, M., Karmiris-Obratański, P., Zhou, Y., Annamalai, R., Machnik, R., Elsheikh, A., & Markopoulos, A. P. (2022). Optimization of Wire EDM Process Parameters on Cutting Inconel 718 Alloy with Zinc-Diffused Coating Brass Wire Electrode Using Taguchi-DEAR Technique. Coatings, 12(11), 1612. https://doi.org/10.3390/coatings12111612