
Vacuum Tribological Properties of W-S-N Coatings Synthesized by Direct Current Magnetron Sputtering

 , , , ,
, , , ,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Vazirisereshk, M.R.; Martini, A.; Strubbe, D.A.; Baykara, M.Z. Solid lubrication with MoS2: A review. Lubricants 2019, 7, 57. [Google Scholar] [CrossRef] [Green Version]
- TBin Yaqub, T.; Vuchkov, T.; Evaristo, M.; Cavaleiro, A. DCMS Mo-Se-C solid lubricant coatings—Synthesis, structural, mechanical and tribological property investigation. Surf. Coat. Technol. 2019, 378, 124992. [Google Scholar] [CrossRef]
- Polcar, T.; Cavaleiro, A. Review on self-lubricant transition metal dichalcogenide nanocomposite coatings alloyed with carbon. Surf. Coat. Technol. 2011, 206, 686–695. [Google Scholar] [CrossRef]
- Voevodin, A.A.; O’Neill, J.P.; Zabinski, J.S. WC/DLC/WS2 nanocomposite coatings for aerospace tribology. Tribol. Lett. 1999, 6, 75–78. [Google Scholar] [CrossRef]
- Nossa, A.; Cavaleiro, A. The influence of the addition of C and N on the wear behaviour of W-S-C/N coatings. Surf. Coat. Technol. 2001, 142–144, 984–991. [Google Scholar] [CrossRef]
- Zhu, J.; Zeng, Q.; Zhang, B.; Yan, C.; He, W. Elevated-temperature super-lubrication performance analysis of dispersion-strengthened WSN coatings: Experimental research and first-principles calculation. Surf. Coat. Technol. 2021, 406, 126651. [Google Scholar] [CrossRef]
- Bin Yaqub, T.; Al-Rjoub, A.; Cavaleiro, A.; Fernandes, F. Exploring the industrial implementation of W-S-N coatings: A detailed study of the synthesis, compositional, structural, mechanical and multi-environment lubrication properties. J. Mater. Res. Technol. 2022, 18, 547–563. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
| Properties vs. Coatings | WSx | WSN5 | WSN12.5 | WSN20 | |
|---|---|---|---|---|---|
| Composition (at.%) | W | 40.0 | 39.0 | 38.1 | 35.6 |
| S | 59.0 | 45.6 | 37.9 | 38.1 | |
| N | - | 14.6 | 23.0 | 25.5 | |
| Hardness (GPa) | 3.7 | 6.6 | 8.0 | 7.2 | |
| Friction Coefficients | Room Temperature (humid air) | 0.09 | 0.15 | 0.09 | 0.11 |
| 200 °C | 0.04 | 0.05 | 0.02 | 0.02 | |
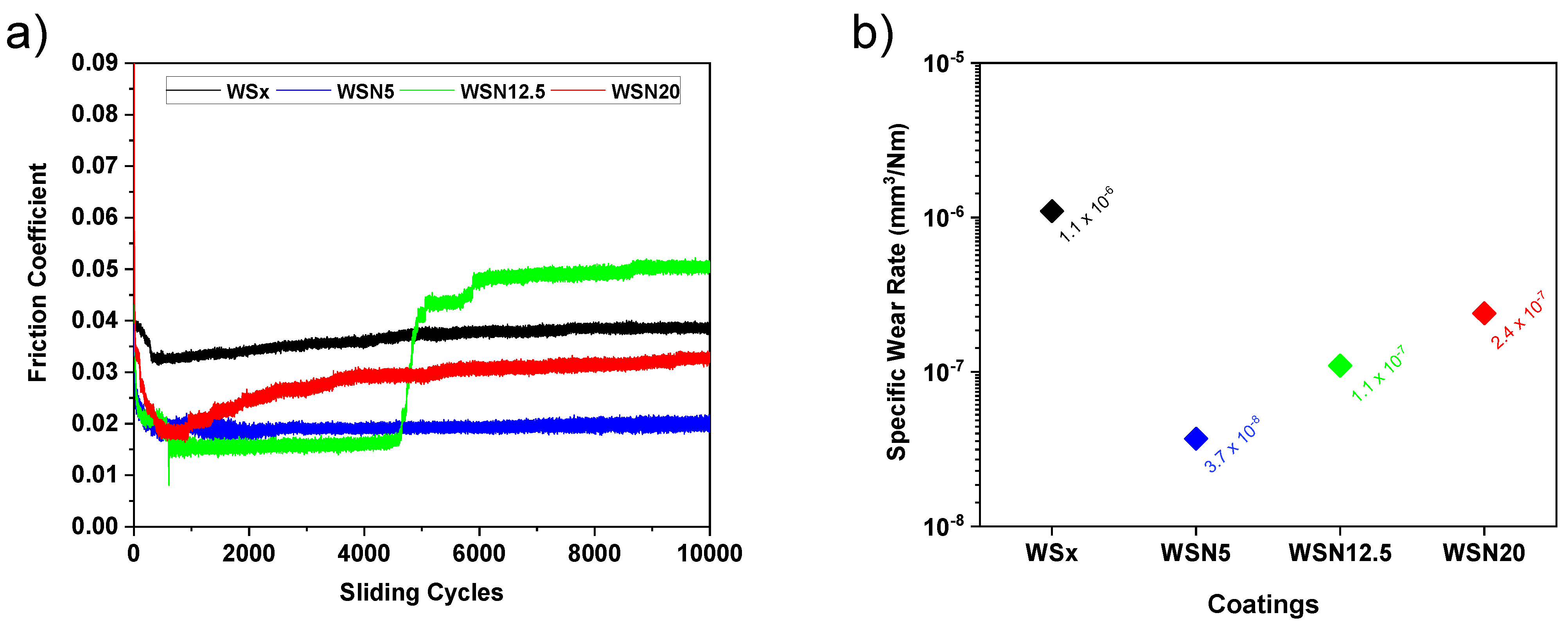
| Dry Nitrogen | 0.02 | 0.03 | 0.03 | 0.04 | |
| Specific Wear Rates (mm3/Nm) | Room Temperature (humid air) | 4.10 × 10−7 | 1.00 × 10−7 | 7.20 × 10−8 | 6.10 × 10−7 |
| 200 °C | 3.00 × 10−7 | 1.30 × 10−7 | 7.10× 10−8 | 1.60 × 10−7 | |
| Dry Nitrogen | 5.00 × 10−8 | 9.30 × 10−9 | 1.20 × 10−8 | 2.30 × 10−8 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yaqub, T.B.; Yaqoob, K.; Mukhtar, A.; Fernandes, F.; Bondarev, A.; Ferreira, F.; Al-Rjoub, A.; Cavaleiro, A. Vacuum Tribological Properties of W-S-N Coatings Synthesized by Direct Current Magnetron Sputtering. Coatings 2022, 12, 1646. https://doi.org/10.3390/coatings12111646
Yaqub TB, Yaqoob K, Mukhtar A, Fernandes F, Bondarev A, Ferreira F, Al-Rjoub A, Cavaleiro A. Vacuum Tribological Properties of W-S-N Coatings Synthesized by Direct Current Magnetron Sputtering. Coatings. 2022; 12(11):1646. https://doi.org/10.3390/coatings12111646
Chicago/Turabian StyleYaqub, Talha Bin, Khuram Yaqoob, Amir Mukhtar, Filipe Fernandes, Andrey Bondarev, Fabio Ferreira, Abbas Al-Rjoub, and Albano Cavaleiro. 2022. "Vacuum Tribological Properties of W-S-N Coatings Synthesized by Direct Current Magnetron Sputtering" Coatings 12, no. 11: 1646. https://doi.org/10.3390/coatings12111646