
Laser Polishing and Annealing Injection Mold Using Dual-Beam Laser System

Abstract
:1. Introduction
2. Materials and Methods
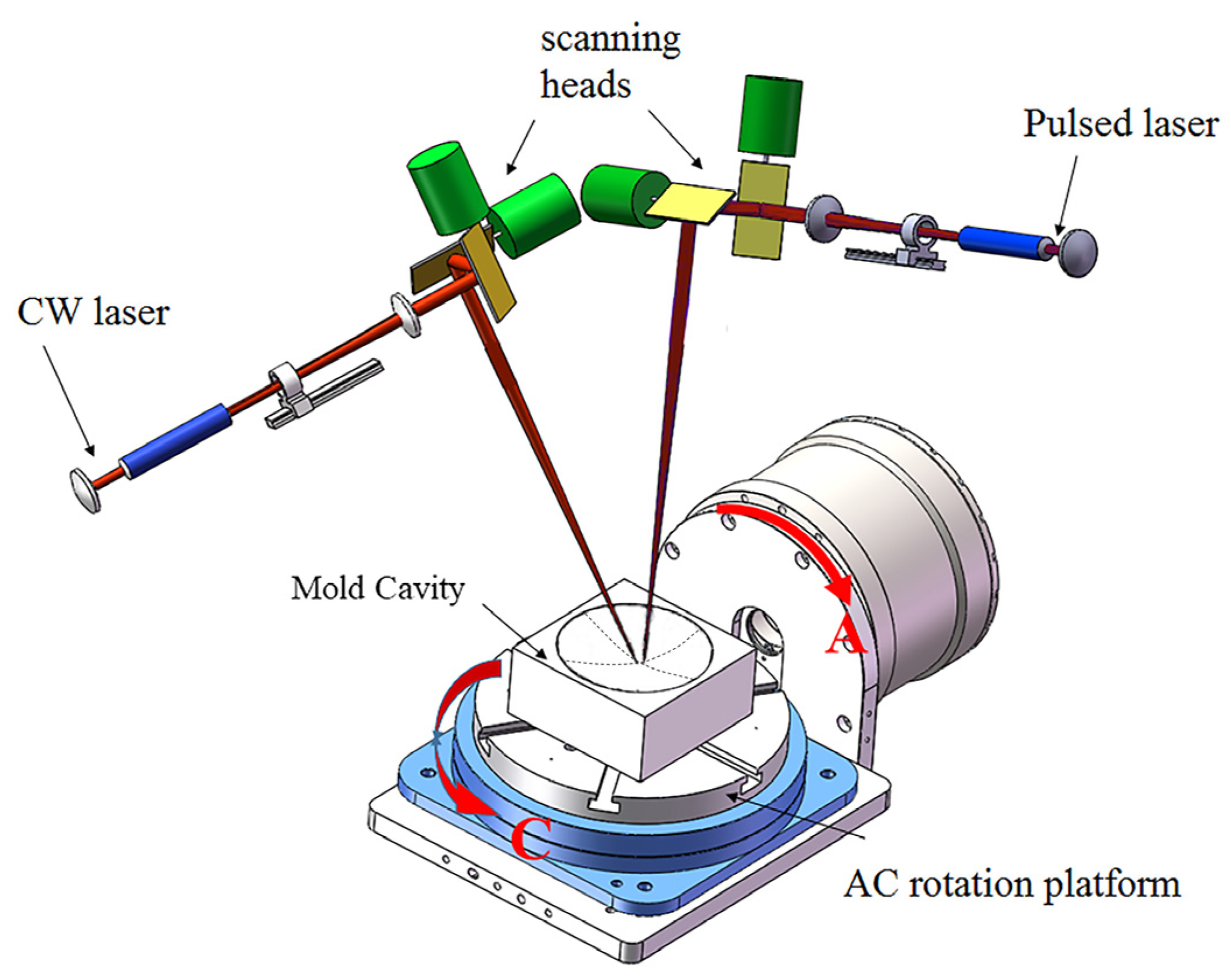
2.1. Dual-Beam Laser Polishing Device
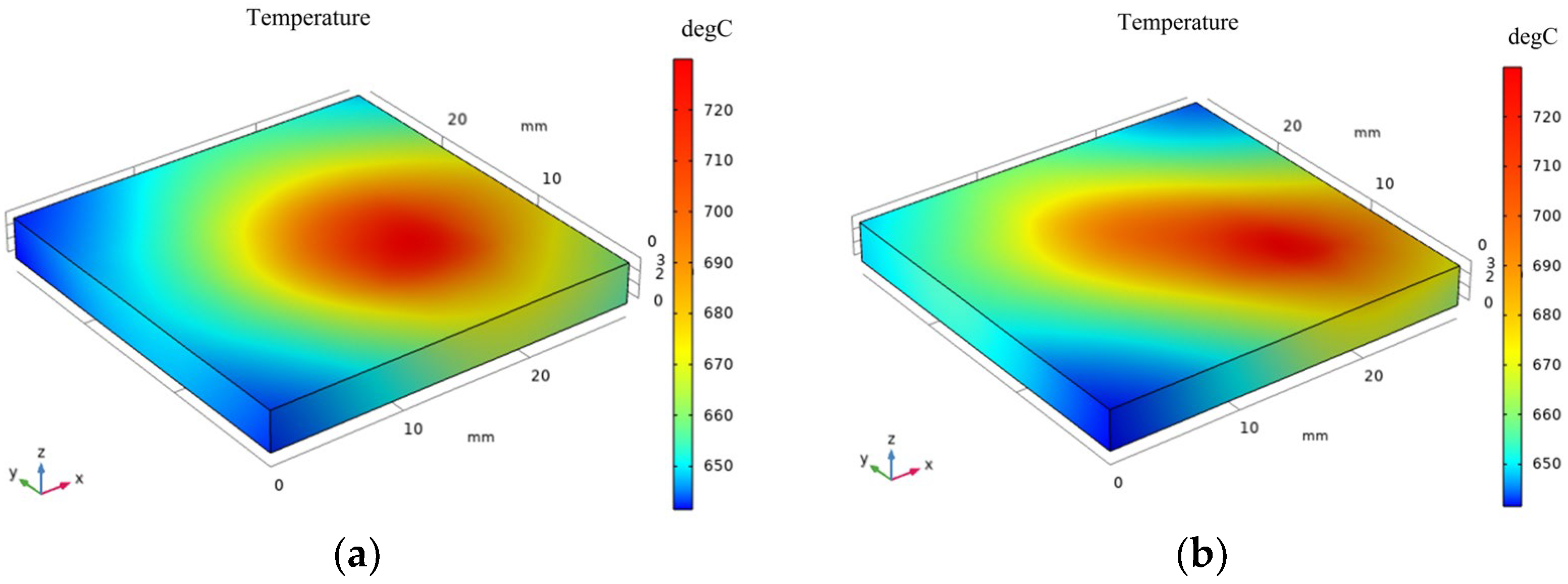
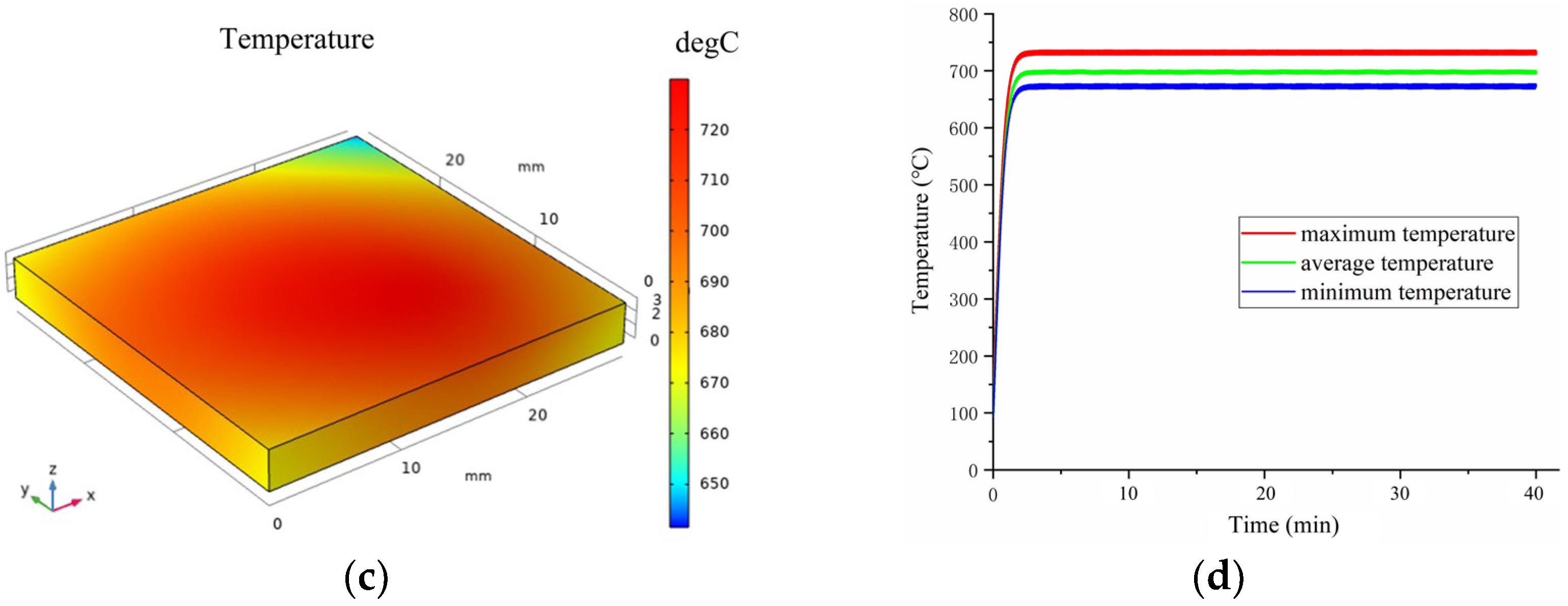
2.2. Numerical Simulation of Laser Annealing
- (1)
- The simulation is based on a 718H specimen with the size of 28 mm × 28 mm × 5 mm, since residual tensile stress is not able to be detected using any high-angle XRD approach for specimens exceeding this size.
- (2)
- The specimen surface is a homogeneous heat-conducting medium and can be treated as a medium with constant thermal diffusivity.
- (3)
- The impact of the laser beam defocusing on the specimen’s surface is not considered.
- (4)
- The specimen is laser-annealed in a process chamber with argon atmosphere without oxidation.
- (5)
- The specimen keeps the same thermal conductivity, k, in x, y, and z directions.
2.3. Experiment of Dual-Beam Laser Polishing and CW Laser Annealing
3. Results and Discussion
3.1. Residual Tensile Stress Measurements
3.2. Residual Tensile Stress Relief
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Miller, J.D.; Tutunea-Fatan, O.R.; Bordatchev, E.V. Experimental analysis of laser and scanner control parameters during laser polishing of H13 steel. Procedia Manuf. 2017, 10, 720–729. [Google Scholar] [CrossRef]
- Yung, K.C.; Xiao, T.Y.; Choy, H.S.; Wang, W.J.; Cai, Z.X. Laser polishing of additive manufactured CoCr alloy components with complex surface geometry. J. Mater. Process. Tech. 2018, 262, 53–64. [Google Scholar] [CrossRef]
- Fu, Y.; Wang, X.; Gao, H.; Wei, H.; Li, S. Blade surface uniformity of blisk finished by abrasive flow machining. Int. J. Adv. Manuf. Tech. 2016, 84, 1725–1735. [Google Scholar] [CrossRef]
- Pyka, G.; Kerckhofs, G.; Papantoniou, I.; Speirs, M.; Schrooten, J.; Wevers, M. Surface Roughness and Morphology Customization of Additive Manufactured Open Porous Ti6Al4V Structures. Materials 2013, 6, 4737–4757. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shiou, F.-J.; Hsu, C.-C. Surface finishing of hardened and tempered stainless tool steel using sequential ball grinding, ball burnishing and ball polishing processes on a machining centre. J. Mater. Process. Technol. 2008, 205, 249–258. [Google Scholar] [CrossRef]
- Chang, C.-S.; Chen, T.-H.; Li, T.-C.; Lin, S.-L.; Liu, S.-H.; Lin, J.-F. Influence of laser beam fluence on surface quality, microstructure, mechanical properties, and tribological results for laser polishing of SKD61 tool steel. J. Mater. Process. Technol. 2016, 229, 22–35. [Google Scholar] [CrossRef]
- Bhaduri, D.; Penchev, P.; Batal, A.; Dimov, S.; Soo, S.L.; Sten, S.; Harrysson, U.; Zhang, Z.; Dong, H. Laser polishing of 3D printed mesoscale components. Appl. Surf. Sci. 2017, 405, 29–46. [Google Scholar] [CrossRef]
- Zhou, Y.Q.; Zhao, Z.Y.; Zhang, W.; Xiao, H.B.; Xu, X.M. Experiment study of rapid laser polishing of freeform steel surface by dual-beam. Coatings 2019, 9, 324. [Google Scholar] [CrossRef] [Green Version]
- Temmler, A.; Liu, D.; Preußner, J.; Oeser, S.; Luo, J.; Poprawe, R.; Schleifenbaum, J.H. Influence of laser polishing on surface roughness and microstructural properties of the remelted surface boundary layer of tool steel H11. Mater. Design 2020, 192, 1018689. [Google Scholar] [CrossRef]
- Bordatchev, E.; Hafiz, A.M.K.; Tutunea-Fatan, O.R. Performance of laser polishing in finishing of metallic surfaces. Int. J. Adv. Manuf. Technol. 2014, 73, 35–52. [Google Scholar] [CrossRef]
- Paris, P.C.; Erdogan, F. A critical analysis of crack propagation laws. J. Basic Engng 1973, 85, 528–534. [Google Scholar] [CrossRef]
- Novikov, Y.A.; Zoteev, V.S. Fatigue crack propagation in steels with different yield strengths. Met. Sci. Heat Treat. 1977, 19, 465–468. [Google Scholar] [CrossRef]
- Russell, H.J. Stress-Corrosion Cracking Materials Performance and Evaluation, 2nd ed.; ASM International: Almere, The Netherlands, 2017. [Google Scholar]
- Chen, X.; Karasz, E.; Badwe, N.; Sieradzki, K. Dynamic fracture and dealloying induced stress-corrosion cracking. Corros. Sci. 2021, 187, 109503. [Google Scholar] [CrossRef]
- Yan, J.J.; Zheng, D.L.; Li, H.X.; Jia, X.; Sun, J.F.; Li, Y.L.; Qian, M.; Yan, M. Selective laser melting of H13: Microstructure and residual stress. J. Mater. Sci. 2017, 52, 12476–12485. [Google Scholar] [CrossRef]
- Preussner, J.; Oeser, S.; Pfeiffer, W.; Temmler, A.; Willenborg, E. Microstructure and residual stresses of laser remelted surfaces of a hot work tool steel. Int. J. Mater. Res. 2014, 105, 328–336. [Google Scholar] [CrossRef]
- Dong, J. Analysis on Cavity Surface Cracking of a Mould for Computer Keyboard Plastics. Heat Treat. 2015, 1, 51–54. (In Chinese) [Google Scholar]
- Manco, E.; Cozzolino, E.; Astarita, A. Laser polishing of additively manufactured metal parts: A review. Surf. Eng. 2022, 38, 217–233. [Google Scholar] [CrossRef]
- Gisario, A.; Barletta, M.; Veniali, F. Laser polishing: A review of a constantly growing technology in the surface finishing of components made by additive manufacturing. Int. J. Adv. Manuf. Technol. 2022, 120, 1433–1472. [Google Scholar] [CrossRef]
- Obeidi, M.A.; McCarthy, E.; O’Connell, B.; Ahad, I.U.; Brabazon, D. Laser Polishing of Additive Manufactured 316L Stainless Steel Synthesized by Selective Laser Melting. Materials 2019, 12, 991. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Jin, Y.; Chang, Y.; Zuo, D. Finite element simulation and experimental study of single-laser track in laser polishing of Ti6Al4V. Int. J. Adv. Manuf. Technol. 2022, 121, 4571–4581. [Google Scholar] [CrossRef]
- Yung, K.; Wang, W.; Xiao, T.; Choy, H.; Mo, X.; Zhang, S.; Cai, Z. Laser polishing of additive manufactured CoCr components for controlling their wettability characteristics. Surf. Coatings Technol. 2018, 351, 89–98. [Google Scholar] [CrossRef]
- Richter, B.; Blanke, N.; Werner, C.; Vollertsen, F.; Pfefferkorn, F.E. Effect of Initial Surface Features on Laser Polishing of Co-Cr-Mo Alloy Made by Powder-Bed Fusion. JOM 2018, 71, 912–919. [Google Scholar] [CrossRef]
- Meylan, B.; Calderon, I.; Le, Q.T.; Wasmer, K. Investigations of surface defects during laser polishing of tool steel. Procedia CIRP 2020, 94, 942–946. [Google Scholar] [CrossRef]
- Meylan, B.; Masserey, A.; Boillat, E.; Calderon, I.; Wasmer, K. Thermal Modelling and Experimental Validation in the Perspective of Tool Steel Laser Polishing. Appl. Sci. 2022, 12, 8409. [Google Scholar] [CrossRef]
- Le-Quang, T.; Shevchik, S.A.; Meylan, B.; Vakili-Farahani, F.; Olbinado, M.P.; Rack, A.; Wasmer, K. Why is in situ quality control of laser keyhole welding a real challenge? Procedia CIRP 2018, 74, 649–653. [Google Scholar] [CrossRef]
- Hunter, B.; Aldwell, B.; Jenkins, R.; Lupoi, R. A study on the feasibility of laser annealing to relieve residual stresses in cold spray coatings. Procedia CIRP 2018, 78, 91–96. [Google Scholar] [CrossRef]
- Carslaw, H.S.; Jaeger, J.C. Conduction of Heat in Solids, 2nd ed.; Clarenden Press: Oxford, UK, 1959. [Google Scholar]
- Biondani, F.; Bissacco, G.; Tang, P.T.; Hansen, H.N. Additive Manufacturing of Mould Inserts with Mirror-like Surfaces. Procedia CIRP 2018, 68, 369–374. [Google Scholar] [CrossRef]
- Brooks, H.; Brigden, K. Design of conformal cooling layers with self-supporting lattices for additively manufactured tooling. Addit. Manuf. 2016, 11, 16–22. [Google Scholar] [CrossRef] [Green Version]
- Roy, M.; Dickens, T.J. Additive technology of soluble mold tooling for embedded devices in composite structures: A study on manufactured tolerances. Addit. Manuf. 2017, 15, 78–86. [Google Scholar] [CrossRef] [Green Version]
- Park, J.M.; Choe, J.; Park, H.K.; Son, S.; Jung, J.; Kim, T.-S.; Yu, J.-H.; Kim, J.G.; Kim, H.S. Synergetic strengthening of additively manufactured (CoCrFeMnNi)99C1 high-entropy alloy by heterogeneous anisotropic microstructure. Addit. Manuf. 2020, 35, 101333. [Google Scholar] [CrossRef]
- Mirsayar, M. A generalized criterion for fatigue crack growth in additively manufactured materials—Build orientation and geometry effects. Int. J. Fatigue 2021, 145, 106099. [Google Scholar] [CrossRef]
- Kok, Y.; Tan, X.; Wang, P.; Nai, M.; Loh, N.; Liu, E.; Tor, S. Anisotropy and heterogeneity of microstructure and mechanical properties in metal additive manufacturing: A critical review. Mater. Des. 2018, 139, 565–586. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Parameters | Dual-Beam Laser Polishing | Annealing | |
|---|---|---|---|
| CW Laser | Pulsed Laser | CW Laser | |
| Power | 600 W | 80 W | 200 W |
| Wavelength | 1080 nm | 1064 nm | 1064 nm |
| Beam profile pattern | Top-hat | Top-hat | Top-hat |
| Pulse duration | N/A | 1.3 μs | N/A |
| Spot diameter | 0.47 mm | 0.32 mm | 0.47 mm |
| Scanning speed | 100 mm/s | 150 mm/s | 300 mm/s |
| Step-over | 0.1 mm | 0.1 mm | 0.1 mm |
| Scanning route | Zigzag | Square wave | Zigzag |
| Process cycle time | 1.6 min | 1.6 min | 10, 40 min |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, X.; Chen, X.; Zhou, Y.; Li, Y.; Liu, M. Laser Polishing and Annealing Injection Mold Using Dual-Beam Laser System. Coatings 2022, 12, 1822. https://doi.org/10.3390/coatings12121822
Xu X, Chen X, Zhou Y, Li Y, Liu M. Laser Polishing and Annealing Injection Mold Using Dual-Beam Laser System. Coatings. 2022; 12(12):1822. https://doi.org/10.3390/coatings12121822
Chicago/Turabian StyleXu, Xiaomei, Xu Chen, Yongquan Zhou, Yi Li, and Mingjun Liu. 2022. "Laser Polishing and Annealing Injection Mold Using Dual-Beam Laser System" Coatings 12, no. 12: 1822. https://doi.org/10.3390/coatings12121822