
Influence of Annealing on the Microstructure and Mechanical Properties of Ni-W/Boron Composite Coatings
by
Malay Kumar Das
1,2,
Waralee Pinitpuwadol
2,3,
Kohpong Wonlopsiri
2,3,
Panyawat Wangyao
3,* and
Jiaqian Qin
2,* 1
Extreme Conditions Physics Research Laboratory, Physics of Energy Materials Research Unit, Department of Physics, Faculty of Science, Chulalongkorn University, Bangkok 10330, Thailand
2
Metallurgy and Materials Science Research Institute, Chulalongkorn University, Bangkok 10330, Thailand
3
Metallurgical Engineering Department, Faculty of Engineering, Chulalongkorn University, Phayathai Road, Bangkok 10330, Thailand
*
Authors to whom correspondence should be addressed.
Coatings 2022, 12(12), 1992; https://doi.org/10.3390/coatings12121992
Submission received: 29 November 2022
/
Revised: 14 December 2022
/
Accepted: 14 December 2022
/
Published: 19 December 2022
(This article belongs to the Special Issue Interfacial Electrochemistry of Coatings Produced or Applied in Solution)
Abstract
:Ni-W/boron composite coatings are deposited from an ammonia citrate bath with a boron particle suspension. The effect of the boron incorporation into the Ni-W alloy coating and subsequent heat treatment of the deposits on the microstructure and properties of the Ni-W/boron coatings have been investigated. The boron particles can be uniformly dispersed in the Ni-W alloy, which can lead to an enhancement in the wear performance and hardness of the coatings. The XRD results show that a new Ni4W phase can be formed, especially at heat treatment temperatures beyond 400 °C. The grain size of the deposits is smaller than 10 nm with heat treatment temperatures lower than 600 °C and increases with the heat treatment temperature increasing. The higher temperature will significantly cause the grain coarsening (25.8 nm at 700 °C). Furthermore, the hardness and wear resistance increase with the formation of the Ni4W phase and the inverse Hall–Petch relationship at the lower heat treatment temperatures (<600 °C). While the grain coarsening causes the hardness of the deposits to decrease at the temperature of 700 °C.
1. Introduction
Ni-alloy based coatings have been used as a viable replacement for hard chrome coatings [1,2]. The various particles co-deposited along with the Ni-based alloy during the electrodeposition process tend to reinforce the base alloy matrix with an enhanced hardness, corrosion resistance, wear and abrasion resistance, as compared to the as-plated Ni-alloy and, in turn prove to be a viable replacement for the various mechanical properties offered by the hard chrome coatings [3,4,5,6,7,8,9,10,11,12,13,14]. The reported studies demonstrate that the hardness for the as plated Ni-W alloy varies roughly from 450–750 Hv [15], while the hardness can be enhanced by the incorporation of certain particles, such as diamond, alumina, boron, tungsten carbide, silicon carbide and BN, up to a considerable extent.
In addition, heat treatment can be applied to further improve the hardness and wear resistance of the obtained coatings [3,16,17,18]. Wang et al. reported that the suitable annealing can significantly enhance the properties and microstructure of Ni-W/diamond composite coatings [16]. The result reveals that the microhardness can reach up to 1205 Hv under a heat treatment at 600 °C. The annealed coatings also exhibit an improved wear resistance and increase in the grain size after heating, compared to the as plated coatings. Hou et al. analyzed the effect of the annealing parameters on the morphology, wear performance and microstructure of Ni-P alloys [17]. They reported a hardness beyond 1000 Hv and a significantly enhanced wear resistance of the coatings subjected to a heat treatment. Martin et al. studied the impact of heat treatment on the wear performance of reinforced Al based composite coatings [19]. They found that the specific wear rate tends to be constant up to ~400 °C, beyond which the wear rate rises steeply to almost five times the value, as the samples are subjected to a heat treatment at 500 °C. The region affected by the wear of the coatings also increases several times as the samples are annealed at temperatures beyond 400 °C. Apachitei et al. studied the effect of heat treatment on the wear performance and microstructure of Ni-P alloy and Ni-P-SiC composite coatings. The coatings demonstrated an improvement in the wear performance upon a heat treatment up to 400 °C. They also reported that the adhesion between the reinforcing SiC particles and the Ni-P alloy matrix was significantly improved owing to the formation of the Ni3Si phase under the heat treatment temperature higher than 500 °C. These references from the literature clearly establish the role of heat treatment in influencing the various mechanical properties, microstructures and morphologies of metal alloy and composite deposits. However, the impact of annealing on the microstructure and properties of the Ni-W/boron composite coatings is still not reported.
In this study, Ni-W/boron (Ni-W/B) composite coatings were fabricated and subjected to heat treatment at temperatures up to 700 °C. This paper aims to analyze and establish the effects of the annealing parameters on the hardness, wear resistance, and microstructure of the electrodeposited Ni-W/B composite coatings.
2. Materials and Methods
Ni-W/B composite coatings were prepared in an ammonia-citrate plating bath. The plating bath volume was 200 mL. The plating bath constituents and electrodeposition parameters have been reported in Table 1. The substrate used for the process was a 3 × 2 cm2 commercial low carbon steel and the deposited area was fixed to 2 × 2 cm2. The as-deposited samples were annealed at temperatures varying from 200–700 °C. The temperature gradient during the heat treatment was constant at 10 °C/min, for all samples, and the heat treatment was carried out in an argon gas environment with the gas flow rate of 100 mL/min for all of the samples. The soaking time during the heat treatment process was varied between 1–3 h.
All samples were cut into 1 × 2 cm2 for the coating surface and cross-sections study. The surface and cross section were analyzed using a Horiba SEM/EDX integrated analysis system. The phase and crystalline structure analyses were performed using X-ray diffraction (XRD) with a two-theta of 10–80°, at a scan rate of 0.02°/min. The grain size of the coatings can be estimated using Scherrer’s equation [20,21].
The hardness measurements were carried out using Vicker’s hardness tester under a load of 100 g. The surface roughness was measured using a Taylor Hobson surface profilometer. The wear and friction analysis were carried out by a rotational tribometer with a zirconia ball (hardness of ball ~1300 Hv) as a counter-material under a load of 10 N and a 300 m sliding distance. The rotation per minute of the tribometer was fixed at 300 RPM for all of the samples. The wear volume can be estimated using Archad’s equation [22]. It states that the volume of the coating material debris removed during wear is directly proportional to the applied normal load and the wear track distance, and is inversely proportional to the hardness of the sample under consideration. The wear rate was calculated using the equation below:
where, Ki is the specific wear rate coefficient, Wvi is the wear volume, L is the applied normal load during the wear test and D is the sliding distance during the wear test.
Ki = Wvi/LD
3. Results
Figure 1 and Figure 2 show the surface and cross-section SEM images for the N-W/B composite coatings for a 5 g/L boron concentration and 0.1 A/cm2 current density with different heat treatment temperatures. From all SEM images, it can be demonstrated that a large amount of boron particles were uniformly deposited all over the coating layer. The semispherical boron particles appear to be uniformly co-deposited into the matrix for the samples fabricated without the heat treatment (Figure 1a) and the co-deposited boron particle nodules appear flat and smooth. In addition, the boron content can be confirmed using an inductively coupled plasma emission spectrometer (ICP-MS, Thermo Scientific, Waltham, MA, USA). In this study, the boron content was fixed at ~21 vol.% for all samples. The samples heated beyond 400 °C (Figure 1e–g) exhibit an edginess and protrusive appearance and sharper features, as the temperature for the heat treatment increased from 400 °C to 700 °C [23]. The cross-section SEM images of the samples also exhibit a uniform distribution of boron particles (black spot area) for the as-deposited samples (no heat treatment, Figure 2a). The boron particle incorporation appears to be unaffected with the heat treatment temperatures of 200 to 600 °C, which can be obtained from both SEM (Figure 2a–f) and XRD (Figure 3a,b) images. However, as the heat treatment temperature increases beyond 600 °C (Figure 2g), the boron particles (black spot area) tend to diffuse into or react with the base Ni-W matrix and form new phases (Figure 2g), which can be also detected by the XRD (Figure 3b). Some new peaks appear at the heat treatment temperature of 700 °C, it can be identified to be NiWOx, similar results were also reported in our work.
Figure 3 shows the XRD pattern of the Ni-W/B coatings for the samples fabricated without annealing and with annealing temperatures ranging from 200 to 700 °C. The peaks for the sample without heat treatment are wider than the pure Ni-W peaks [16]. This is caused by the co-deposition of the boron particles into the Ni-W matrix causing a reduction in the crystalline size of Ni-W. The XRD pattern of the Ni-W/B samples without heat treatment exhibits a single broad peak, approximately at 2θ angle of 44°, which suggests a face-centered cubic structure corresponding to the (111) plane of Ni. However, as the annealing temperature gradually is increased from 200 °C to 700 °C, minor peaks appear at 51.8° and 76.4°, namely Ni4W (200) and Ni4W (220) peaks, respectively. The Ni (111) peak tend to become sharper and narrower due to the crystallization as the annealing temperature is increased beyond 500 °C. It can also be seen that the intensity of Ni (111) peak tends to become stronger as the heat treatment temperature is increased up to 700 °C. The emergence of significant Ni4W (200), Ni4W (220) peaks at temperatures beyond 500 °C suggests that the Ni-W/B coatings undergo a phase transformation at higher temperatures. The crystalline size of the coatings can be calculated from the width of the Ni (111) peaks, which also exhibits a progressive increase as the heating temperature increases up to 600 °C (Figure 4) and the peaks tend to be sharper and narrower. The dispersion of the boron particles in the Ni-W matrix results in the strengthening of the Ni-W matrix, which in turn restricts the further grain growth at the boundaries for the as-deposited coatings. The introduction of boron into the base Ni-W matrix also tends to enhance the number of nucleation sites on the substrate which undermines the crystal growth for the coatings [24]. The grain size tends to increase slightly (in the range of 2.5 nm) as the annealing temperature is increased from 200–600 °C (Figure 4). However, a sudden five-fold increase in the grain size is observed as the heat treatment temperature is increased from 600 to 700 °C and the grain size of the Ni-W/B deposits, heat treated at 700 °C, is approximately 25.8 nm. The sudden five-fold increase in grain size in the coating at temperatures above 600 °C, can be caused by reaching the nickel recrystallization temperature (585 °C). Therefore, the grain growth tends to undermine the strengthening effect, due to the dispersion of the B particles in the deposits at higher temperatures of the heat treatment [16].
Figure 4 shows the effect of annealing and the grain size on the hardness of the Ni-W/B composite coatings. The hardness values are 724 ± 5.3 Hv, 864 ± 13.3 Hv, 937 ± 8.8 Hv, 1004 ± 25 Hv, 1088 ± 10 Hv, 1199 ± 54.1 Hv and 1115 ± 17.6 Hv for the samples fabricated with no annealing and annealing at 200 °C, 300 °C, 400 °C, 500 °C, 600 °C and 700 °C, respectively. The hardness and the grain size exhibit a steady increase in their respective values up to 600 °C. While the temperature increases to 700 °C, the hardness reports a marginal decline in the value and the corresponding grain size is increased almost by a factor of 5. The increase in hardness of the deposits upon the incessant heat treatment is possibly due to the precipitation of the Ni4W phase under high temperature and the inverse Hall–Petch relationship. The similar results can be reported in the Ni-Mo system [25]. The decline in the value of hardness at a heat treatment beyond 600 °C, is due to the coarsening of the deposits resulting in an abnormal grain growth and relative loss in the value of the hardness of the coatings. The results reveal that the significant influence of the heat treatment on the hardness and grain size of the Ni-W/B deposits can be obtained. Furthermore, the incorporation of boron also results in the enhancement of the value of hardness of the Ni-W/B deposits, as compared to the hardness values familiarly associated with the Ni-W alloy deposits. This is due to the dispersion and incorporation of the boron particles into the base Ni-W matrix, which in turn tends to strengthen the matrix and inhibits the plastic deformation of the matrix by virtue of the uniform incorporation of the boron particles throughout the matrix [26,27].
Figure 5 reports the effect of the soaking time during the annealing process on the hardness of the Ni-W/B deposits. The soaking time has been varied between 1–3 h and the hardness of the samples at the heat treatment temperatures of 300 °C and 600 °C, have been examined. The samples annealed at 300 °C exhibit the hardness values of 937 ± 8.8 Hv, 924 ± 10 Hv and 854.7 ± 9.8 Hv for the soaking time of 1, 2 and 3 h, respectively. However, the samples treated at 600 °C report a significantly higher hardness of 1199.3 ± 24.6 Hv, 1102 ± 8.9 Hv and 1043.6 ± 12 Hv for the soaking time of 1, 2 and 3 h, respectively. A very sharp decline in the hardness values is observed for the samples heat treated at 600 °C, in comparison to the samples heat treated at 300 °C, as the soaking time increased from 1 to 3 h.
Figure 6 shows the worn SEM images for the Ni-W/B coatings at various heat treatment temperatures. The as-deposited sample (Figure 6a) exhibits a relatively smeared surface with significant plastic deformation. The inserted arrows in the figure point to the impact and deformation caused on the coating surface during the wear test. There are relatively abundant grooves and scuffing on the surface of the sample (Figure 6). The sample treated at 300 °C (Figure 6b) shows a lesser abrasive impact on the surface of the sample. The deformation of the deposit surface also appears to be lesser with minor patches of wear debris and grooves at certain localized spots. The sample heat treated at 600 °C exhibits the least amount of impact post wear test, as shown in Figure 6c. The surface of the sample appears significantly smoother, in comparison to the sample heat treated at 300 °C (Figure 6b) and the as-deposited sample (Figure 6a). The deformation of the surface is also smaller than those of the samples heat treated at lower temperatures. There are isolated grooves which are very shallow and restricted, which are unlike the other samples with larger and deeper patches, caused by the wear test. The SEM images indicate that the wear mechanism to be mostly adhesive along with the abrasive wear [9,28].
Figure 7 shows the impact of the heat treatment temperature on the wear rate of the Ni-W/B samples. The wear rate has been reported to be 10.6 × 10−5 m3/Nm, 8.51 × 10−5 m3/Nm and 6.18 × 10−5 m3/Nm for the as-deposited coating, and the samples heat treated at 300 °C and 600 °C, respectively. The wear rate decreases continuously with the heat treatment temperature increasing from 0 °C (as-deposited) to 600 °C. The wear rate can be also estimated from the SEM observation, which reveals that the worn surfaces of the Ni-W/B samples heat treated at different temperatures (Figure 6). This is because of the hard phases formed during the heat treatment. Therefore, it is difficult for the counter material (zirconia ball) with a comparable hardness (~1300 Hv) to impact and remove the coating material at the surface, thereby reducing the wear debris and in turn the wear volume of the deposits. This suggests that the wear performance of the deposits can be significantly improved by the heat treatment.
4. Conclusions
- Ni-W/B composite coatings can be deposited by adding the boron particles into the Ni-W electrodeposition electrolyte. The SEM results demonstrate that the boron particles can be uniformly co-deposited in the Ni-W matrix;
- With the heat treatment, new phases can be formed, especially at heat treatment temperatures beyond 400 °C, which can be determined by the XRD results;
- The grain size of the deposits is smaller than 10 nm with the heat treatment temperatures lower than 600 °C, which increases with the heat treatment temperature increasing. While the sample treated at the temperature of 700 °C, the grain size increases up to 25.8 nm;
- When the heat treatment temperature is lower than 600 °C, the hardness increases because of the formation of the Ni4W phase and the inverse Hall–Petch relationship. While the grain coarsening causes the hardness of the deposits to decrease at the temperature of 700 °C;
- The heat treatment of the Ni-W/B samples also exhibit a superior wear performance. The wear rate is significantly lower for the Ni-W/B samples heat treated at 600 °C.
Author Contributions
Conceptualization, J.Q.; methodology, J.Q., M.K.D., W.P. and K.W.; investigation, J.Q., M.K.D., W.P. and K.W.; resources, J.Q.; writing—original draft preparation, M.K.D., W.P. and K.W.; writing—review and editing, J.Q. and P.W.; supervision, P.W. and J.Q.; project administration, J.Q. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Science, Research and Innovation Fund (NSRF) via the Program Management Unit for Human Resources & Institutional Development, Research and Innovation, grant number B16F640190.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data is contained within the article.
Acknowledgments
This research has received funding support from the National Science, Research and Innovation Fund (NSRF) via the Program Management Unit for Human Resources & Institutional Development, Research and Innovation (Grant No. B16F640190).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Boonyongmaneerat, Y.; Saengkiettiyut, K.; Saenapitak, S.; Sangsuk, S. Pulse co-electrodeposition and characterization of NiW–WC composite coatings. J. Alloy. Compd. 2010, 506, 151–154. [Google Scholar] [CrossRef]
- Mahidashti, Z.; Aliofkhazraei, M.; Lotfi, N. Review of Nickel-Based Electrodeposited Tribo-Coatings. Trans. Indian Inst. Met. 2018, 71, 257–295. [Google Scholar] [CrossRef]
- Allahyarzadeh, M.H.; Aliofkhazraei, M.; Rezvanian, A.R.; Torabinejad, V.; Sabour Rouhaghdam, A.R. Ni-W electrodeposited coatings: Characterization, properties and applications. Surf. Coat. Technol. 2016, 307, 978–1010. [Google Scholar] [CrossRef]
- Allahyarzadeh, M.H.; Aliofkhazraei, M.; Rouhaghdam, A.R.S.; Torabinejad, V. Electrodeposition of Ni–W–Al2O3 nanocomposite coating with functionally graded microstructure. J. Alloy. Compd. 2016, 666, 217–226. [Google Scholar] [CrossRef]
- Allahyarzadeh, M.; Aliofkhazraei, M.; Rouhaghdam, A.S.; Torabinejad, V. Electrodeposition of multilayer Ni–W and Ni–W–alumina nanocomposite coatings. Surf. Eng. 2017, 33, 327–336. [Google Scholar] [CrossRef]
- Schuh, C.A.; Nieh, T.G.; Iwasaki, H. The effect of solid solution W additions on the mechanical properties of nanocrystalline Ni. Acta Mater. 2003, 51, 431–443. [Google Scholar] [CrossRef]
- Sriraman, K.R.; Ganesh Sundara Raman, S.; Seshadri, S.K. Synthesis and evaluation of hardness and sliding wear resistance of electrodeposited nanocrystalline Ni–W alloys. Mater. Sci. Eng. A 2006, 418, 303–311. [Google Scholar] [CrossRef]
- Li, B.; Zhang, W.; Zhang, W.; Huan, Y. Preparation of Ni-W/SiC nanocomposite coatings by electrochemical deposition. J. Alloy. Compd. 2017, 702, 38–50. [Google Scholar] [CrossRef]
- Hou, K.-H.; Han, T.; Sheu, H.-H.; Ger, M.-D. Preparation and wear resistance of electrodeposited Ni–W/diamond composite coatings. Appl. Surf. Sci. 2014, 308, 372–379. [Google Scholar] [CrossRef]
- Boonyongmaneerat, Y.; Saengkiettiyut, K.; Saenapitak, S.; Sangsuk, S. Effects of WC addition on structure and hardness of electrodeposited Ni–W. Surf. Coat. Technol. 2009, 203, 3590–3594. [Google Scholar] [CrossRef]
- Sangeetha, S.; Kalaignan, G.P. Tribological and electrochemical corrosion behavior of Ni–W/BN (hexagonal) nano-composite coatings. Ceram. Int. 2015, 41, 10415–10424. [Google Scholar] [CrossRef]
- Qin, J.; Zhang, X.; Umporntheep, K.; Auejitthavorn, V.; Li, R.; Wangyao, P.; Boonyongmaneerat, Y.; Limpanart, S.; Ma, M.; Liu, R. Electrodeposition and Mechanical Properties of Ni-W Matrix Composite Coatings with Embedded Amorphous Boron Particles. Int. J. Electrochem. Sci. 2016, 11, 9529–9541. [Google Scholar] [CrossRef]
- Zhang, X.; Qin, J.; Das, M.K.; Hao, R.; Zhong, H.; Thueploy, A.; Limpanart, S.; Boonyongmaneerat, Y.; Ma, M.; Liu, R. Co-electrodeposition of hard Ni-W/diamond nanocomposite coatings. Sci. Rep. 2016, 6, 22285. [Google Scholar] [CrossRef] [Green Version]
- Das, M.K.; Li, R.; Qin, J.; Zhang, X.; Das, K.; Thueploy, A.; Limpanart, S.; Boonyongmaneerat, Y.; Ma, M.; Liu, R. Effect of electrodeposition conditions on structure and mechanical properties of Ni-W/diamond composite coatings. Surf. Coat. Technol. 2017, 309, 337–343. [Google Scholar] [CrossRef]
- Su, C.; Sa, Z.; Liu, Y.; Zhao, L.; Wu, F.; Bai, W. Excellent Properties of Ni-15 wt.% W Alloy Electrodeposited from a Low-Temperature Pyrophosphate System. Coatings 2021, 11, 1262. [Google Scholar] [CrossRef]
- Wang, H.-T.; Sheu, H.-H.; Ger, M.-D.; Hou, K.-H. The effect of heat treatment on the microstructure and mechanical properties of electrodeposited nanocrystalline Ni–W/diamond composite coatings. Surf. Coat. Technol. 2014, 259 Part B, 268–273. [Google Scholar] [CrossRef]
- Hou, K.-H.; Jeng, M.-C.; Ger, M.-D. The heat treatment effects on the structure and wear behavior of pulse electroforming Ni–P alloy coatings. J. Alloy. Compd. 2007, 437, 289–297. [Google Scholar] [CrossRef]
- Zhang, C.; Si, W.; Wang, Y.; Dai, S.; Shu, D. Investigations on the Influence of Annealing on Microstructure and Mechanical Properties of Electrodeposited Ni-Mo and Ni-Mo-W Alloy Coatings. Coatings 2021, 11, 1428. [Google Scholar] [CrossRef]
- Martín, A.; Rodríguez, J.; Llorca, J. Temperature effects on the wear behavior of particulate reinforced Al-based composites. Wear 1999, 225–229, 615–620. [Google Scholar] [CrossRef]
- Burton, A.W.; Ong, K.; Rea, T.; Chan, I.Y. On the estimation of average crystallite size of zeolites from the Scherrer equation: A critical evaluation of its application to zeolites with one-dimensional pore systems. Microporous Mesoporous Mater. 2009, 117, 75–90. [Google Scholar] [CrossRef]
- D’Agostino, A.T. Determination of thin metal film thickness by X-ray diffractometry using the Scherrer equation, atomic absorption analysis and transmission/reflection visible spectroscopy. Anal. Chim. Acta 1992, 262, 269–275. [Google Scholar] [CrossRef]
- Dyck, T.; Bund, A. An adaption of the Archard equation for electrical contacts with thin coatings. Tribol. Int. 2016, 102, 1–9. [Google Scholar] [CrossRef]
- Oriňáková, R.; Oriňák, A.; Kupková, M.; Sabalová, M.; Fedorková, A.S.; Kabátová, M.; Kaľavský, F.; Sedlaříková, M. Effect of heat treatment on the corrosion and mechanical properties of electrolytical composite Ni-B coatings. Int. J. Electrochem. Sci. 2014, 9, 4268–4286. [Google Scholar]
- Benea, L.; Bonora, P.L.; Borello, A.; Martelli, S.; Wenger, F.; Ponthiaux, P.; Galland, J. Preparation and investigation of nanostructured SiC–nickel layers by electrodeposition. Solid State Ion. 2002, 151, 89–95. [Google Scholar] [CrossRef]
- Allahyarzadeh, M.H.; Ashrafi, A.; Golgoon, A.; Roozbehani, B. Effect of pulse plating parameters on the structure and properties of electrodeposited NiMo films. Mater. Chem. Phys. 2016, 175, 215–222. [Google Scholar] [CrossRef]
- Bund, A.; Thiemig, D. Influence of bath composition and pH on the electrocodeposition of alumina nanoparticles and nickel. Surf. Coat. Technol. 2007, 201, 7092–7099. [Google Scholar] [CrossRef]
- Abdel Aal, A. Hard and corrosion resistant nanocomposite coating for Al alloy. Mater. Sci. Eng. A 2008, 474, 181–187. [Google Scholar] [CrossRef]
- Kovacı, H.; Yetim, A.F.; Baran, Ö.; Çelik, A. Tribological behavior of DLC films and duplex ceramic coatings under different sliding conditions. Ceram Int. 2018, 44, 7151–7158. [Google Scholar] [CrossRef]
Figure 1.
SEM images of the Ni-W/B composite coatings obtained at 75 °C, 5 g/L boron concentration, 0.1 A/cm2 current density and 8.9 pH and various heat treatment temperatures (a) as-deposited, (b) 200 °C, (c) 300 °C, (d) 400 °C, (e) 500 °C, (f) 600 °C, (g) 700 °C.
Figure 1.
SEM images of the Ni-W/B composite coatings obtained at 75 °C, 5 g/L boron concentration, 0.1 A/cm2 current density and 8.9 pH and various heat treatment temperatures (a) as-deposited, (b) 200 °C, (c) 300 °C, (d) 400 °C, (e) 500 °C, (f) 600 °C, (g) 700 °C.

Figure 2.
Cross-sectional SEM images of the Ni-W/B coating obtained at 75 °C, 5 g/L boron concentration, 0.1 A/cm2 current density and 8.9 pH and various heat treatment temperatures (a) as-deposited, (b) 200 °C, (c) 300 °C, (d) 400 °C, (e) 500 °C, (f) 600 °C, (g) 700 °C.
Figure 2.
Cross-sectional SEM images of the Ni-W/B coating obtained at 75 °C, 5 g/L boron concentration, 0.1 A/cm2 current density and 8.9 pH and various heat treatment temperatures (a) as-deposited, (b) 200 °C, (c) 300 °C, (d) 400 °C, (e) 500 °C, (f) 600 °C, (g) 700 °C.
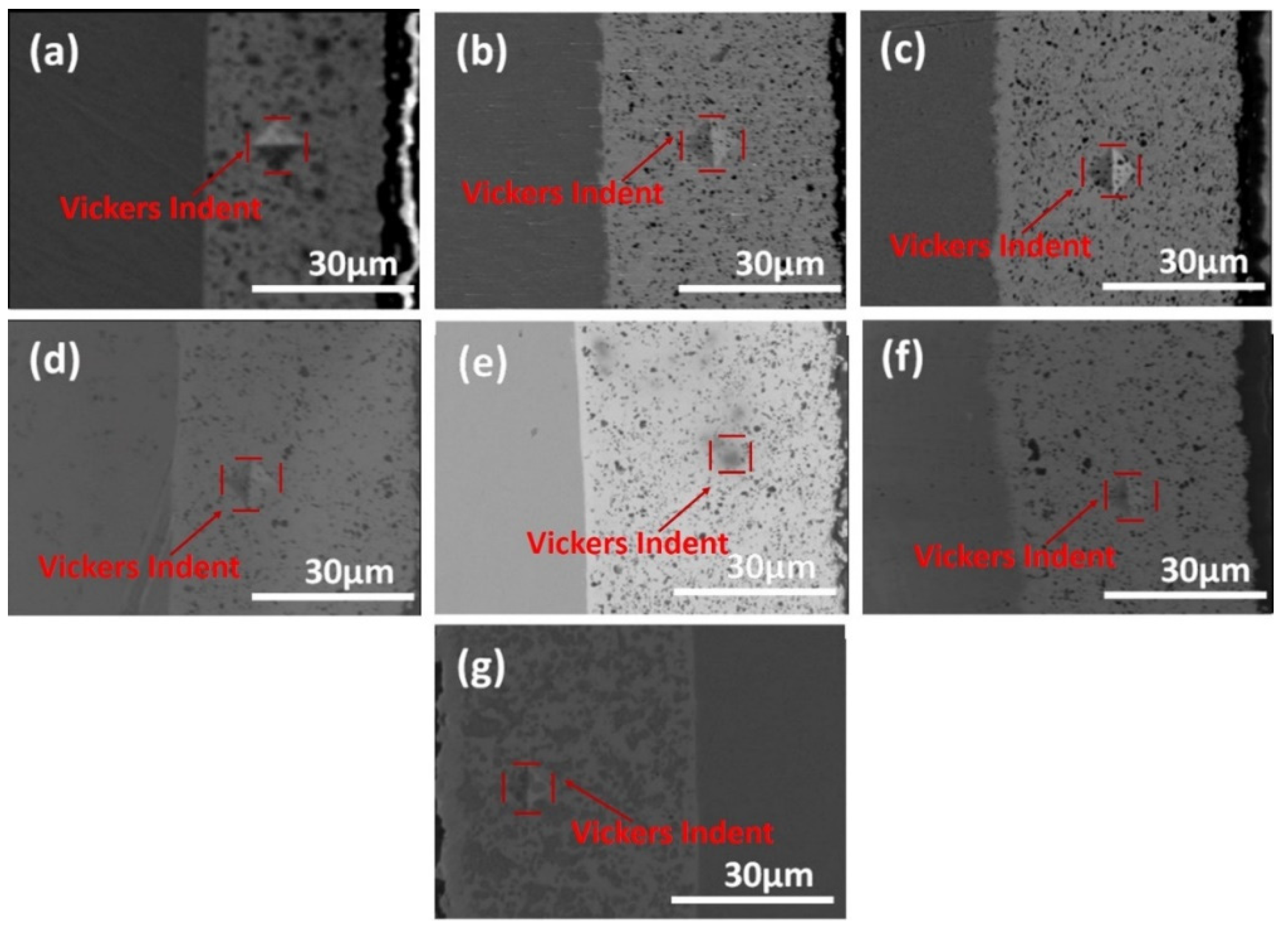
Figure 3.
XRD patterns of the Ni-W/B composite coatings fabricated at 75 °C, 5 g/L boron concentration, 0.1 A/cm2 current density and 8.9 pH and various heat treatment temperatures. (a) without heat treatment and with heat treatment temperature of 200-400 °C; (b) with heat treatment temperature of 500–700 °C.
Figure 3.
XRD patterns of the Ni-W/B composite coatings fabricated at 75 °C, 5 g/L boron concentration, 0.1 A/cm2 current density and 8.9 pH and various heat treatment temperatures. (a) without heat treatment and with heat treatment temperature of 200-400 °C; (b) with heat treatment temperature of 500–700 °C.

Figure 4.
Effect of the grain size and heat treatment temperature on the hardness of the Ni-W/B composite coatings.
Figure 4.
Effect of the grain size and heat treatment temperature on the hardness of the Ni-W/B composite coatings.
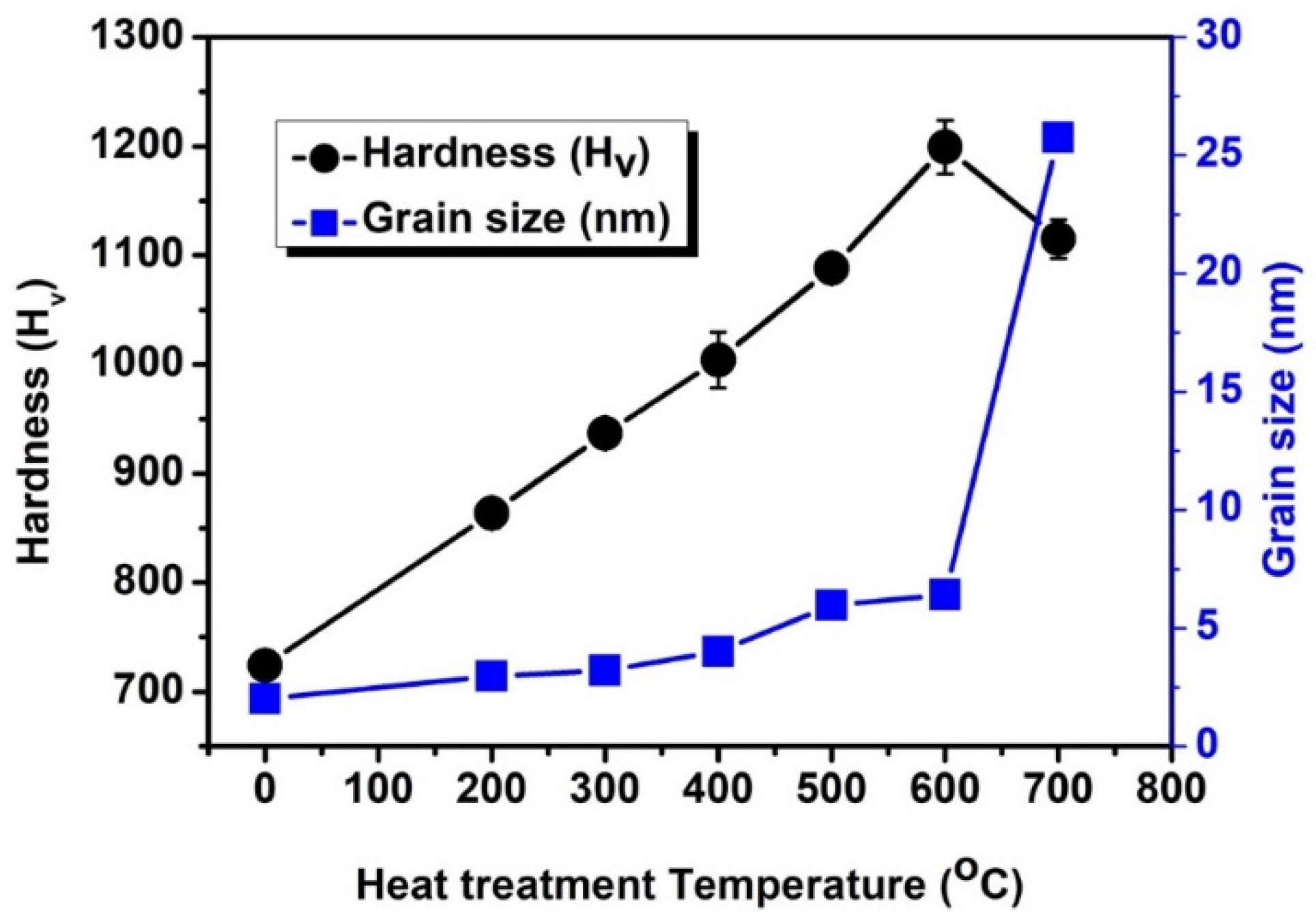
Figure 5.
Effect of the soaking time of the heat treatment on the hardness of the Ni-W/B composite coatings.
Figure 5.
Effect of the soaking time of the heat treatment on the hardness of the Ni-W/B composite coatings.

Figure 6.
SEM images for the wear track of the Ni-W/B composite coatings fabricated at 75 °C, 5 g/L boron concentration, 0.1 A/cm2 current density and 8.9 pH at various heat treatment temperatures (a) as-deposited, (b) 300 °C, (c) 600 °C.
Figure 6.
SEM images for the wear track of the Ni-W/B composite coatings fabricated at 75 °C, 5 g/L boron concentration, 0.1 A/cm2 current density and 8.9 pH at various heat treatment temperatures (a) as-deposited, (b) 300 °C, (c) 600 °C.
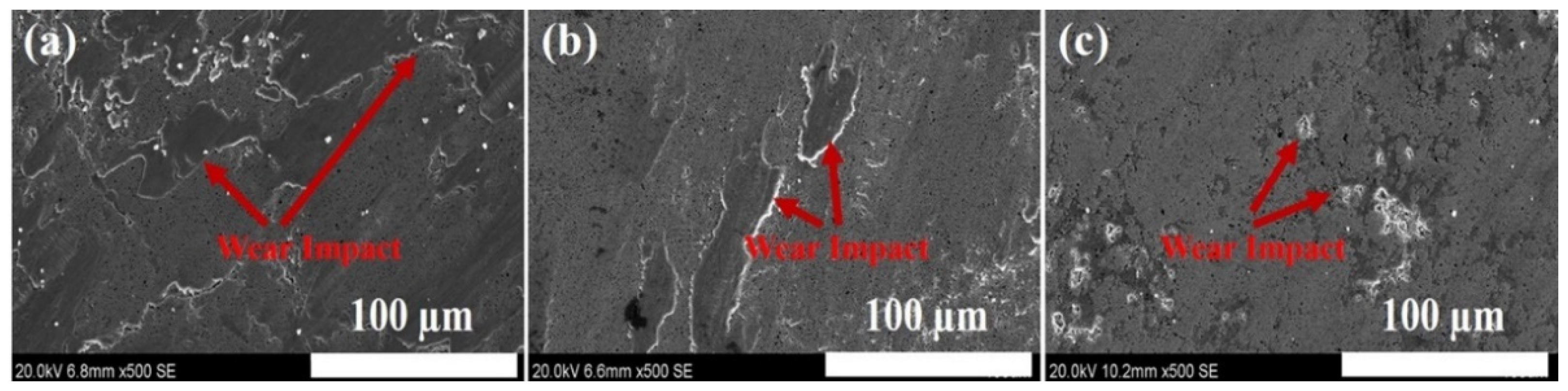
Figure 7.
Effect of the heat treatment temperatures on the wear rate of the Ni-W/B composite coatings.
Figure 7.
Effect of the heat treatment temperatures on the wear rate of the Ni-W/B composite coatings.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Plating bath constituents and the electrodeposition parameters.
| Plating Bath Composition | Electrodeposition Parameters | ||
|---|---|---|---|
| NiSO4.6H2O | 18 g/L | Temperature | 75 °C |
| Na2WO4 | 53 g/L | Current density | 0.1 A/cm2 |
| Na3C6H5O7 | 168 g/L | Stirring rate | 100 rpm |
| NH4Cl | 31 g/L | pH | 8.9 |
| NaBr | 18 g/L | ||
| Boron powder | 5 g/L |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Das, M.K.; Pinitpuwadol, W.; Wonlopsiri, K.; Wangyao, P.; Qin, J. Influence of Annealing on the Microstructure and Mechanical Properties of Ni-W/Boron Composite Coatings. Coatings 2022, 12, 1992. https://doi.org/10.3390/coatings12121992
AMA Style
Das MK, Pinitpuwadol W, Wonlopsiri K, Wangyao P, Qin J. Influence of Annealing on the Microstructure and Mechanical Properties of Ni-W/Boron Composite Coatings. Coatings. 2022; 12(12):1992. https://doi.org/10.3390/coatings12121992
Chicago/Turabian StyleDas, Malay Kumar, Waralee Pinitpuwadol, Kohpong Wonlopsiri, Panyawat Wangyao, and Jiaqian Qin. 2022. "Influence of Annealing on the Microstructure and Mechanical Properties of Ni-W/Boron Composite Coatings" Coatings 12, no. 12: 1992. https://doi.org/10.3390/coatings12121992
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.