3.1. Paint Mist Recovery System Assumptions
The supply pump, stirring tank, pneumatic stirrer, and extraction device of the feeding system are enclosed and arranged on the mobile device, which eliminates the harmful VOC gas volatilization in the feeding stage. Since the robot components in the spraying process use non-contact adsorption, the spraying space in the recovery hood is connected to the external atmosphere through the air intake surface, so a set of negative pressure recovery hoods need to be designed to ensure that the air in the recovery hood is always flowing to the inside. In the spraying process, the spraying robot uses airless spraying for high-efficiency spraying, so the spraying process has a greater rate of paint mist movement and requires a higher-powered recovery device.
In the design scheme, the spraying robot is equipped with a recovery hood with a built-in gun spraying system, which is connected to a recovery pump to create a negative pressure environment inside the recovery hood, thus recovering the paint mist and VOC gases that have escaped into the air into the filtering device. In the spraying robot equipped with high-pressure airless spraying equipment, the particle travel of the paint spray inside the spraying system is shown in
Figure 5.
For the spherical recovery hood, the parameters of the hood that affect the recovery effect are the hood perimeter, the height of the air inlet surface and the suction air volume. Since the air is incompressible at low velocity, the gas inside the recovery hood satisfies the mass conservation and the relationship between the three parameters satisfies Equation (1).
where
l1 is the recovery hood perimeter, m,
h is the height of the inlet surface, m,
Vin is the average velocity of the
inlet surface, m/s,
Vout is the average velocity of the suction surface, m/s, and
Sout is the area of the suction surface, m
2.
The product of the recovery hood perimeter l1 and height h is the inlet surface area Sin. Since the ratio of the inlet surface area to the suction surface area is large, this also leads to a larger ratio of the suction surface to the average speed of the inlet surface. The product of inlet surface area and suction speed is the air volume index of the industrial pump, which generally depends on the power of the suction pump; thus, in order to improve the recovery effect, the height of the reasonable inlet surface and the perimeter of the recovery cover are needed.
The distance between the recovery hood and the outer plate is the height of the air inlet surface of the recovery hood. Because the recovery hood adopts the principle of negative pressure suction to absorb the paint mist, under the same air volume index of the recovery pump, the farther the distance, the lower the wind speed generated by the inlet surface and the easier the paint escapes from the inlet surface.
The most important parameter in the external shape of the recovery hood contains two parts: one is the height of the recovery hood, and the other is the distance from the gun to the edge of the recovery hood. If the height is too low, the airflow near the paint mist recovery tube may have an impact on the spraying process; the distance between the recovery hood and the gun will directly affect the recovery effect: too close will require a high negative pressure to produce a large enough air inlet speed, while too far away may affect the overall size of the robot and its flexibility at work.
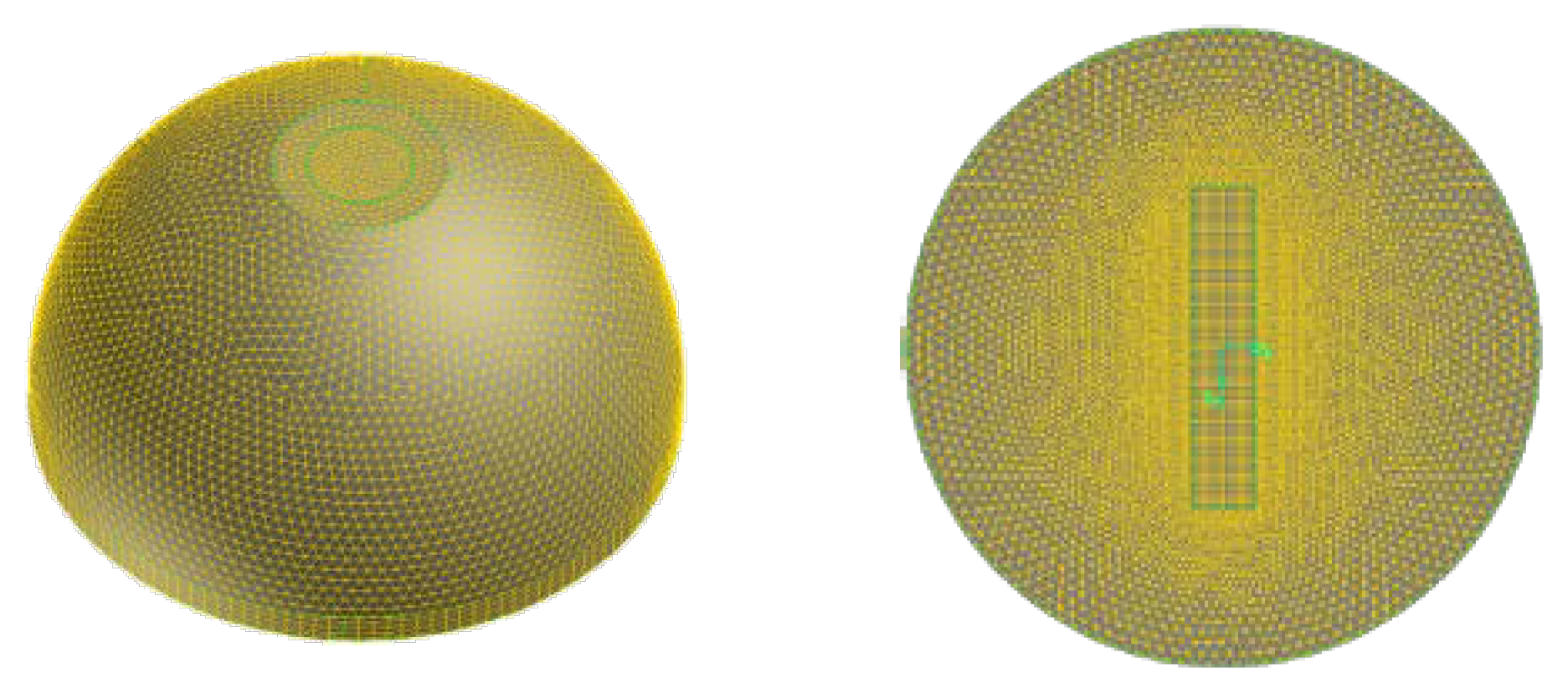
Define Scheme A as follows: axis length of the recovery hood is 1.2 m.
The model of the spherical recovery hood with an axis length of 1.2 m, and situated 40 mm distance from the outer plate, is established, and the technical parameters of existing industrial vacuum cleaners are combined to determine the simulated working conditions of the paint mist recovery hood, as shown in
Table 1; the design appearance is as shown in
Figure 6 and
Figure 7.
3.2. Atomized Particle Splash Theory
The impact energy
E is defined as:
In the Equation, the following are defined:
ρ—liquid density, kg/m3;
Vr—the speed of movement of the droplet relative to the wall, i.e., Vr2 = (Vp − Vw)2, Vp and Vw represent the droplet-wall velocity, respectively, m/s;
Dp—droplet diameter, m;
σ—liquid surface tension, N/m;
h0—height of the liquid film on the wall, m;
δbl—avoid boundary layer height, which is defined as:
The Reynolds number
Re in the above definition is defined as:
The impact energy is defined so that a liquid film is generated when the droplet undergoes splash, while the calculation results do not appear unphysical when the film thickness is 0.
It is generally believed that when the dimensionless impact energy is lower than 16, the stick method will be applied and the droplet velocity after collision will be set to the same magnitude as the wall velocity. In the spread model, the Wall-Jet model will be used to set the initial velocity and direction of the droplet.
If the wall temperature is higher than the liquid boiling point temperature and the impact energy of the droplet is lower than the critical impact energy (
Ecrit), then the droplet will bounce back from the wall. In the case of rebound, the droplet rebound coefficient is calculated as shown in Equation (5).
where
θI is the angle (radian) between the droplet and the wall when the droplet collides with the wall.
When the impact energy is higher than the critical impact energy (Ecrit = 57.7), then the particle will undergo splash.
When the droplet with higher energy collides with the wall, then the droplet will splash, and several new particles will be created. The properties of the newly created particles (diameter, velocity and direction) will be randomly selected from the distribution function obtained from the experiment. When the number of droplet splashes is 0, the splash calculation is turned off in the Lagrangian model. The diameters of the newly generated particles are sampled from a cumulative probability distribution function (CPDF), also referred to here as F. It comes from the experimental data obtained by Mundo, while satisfying the Weibull distribution function, for which Equation (6) is the equation of the distribution function.
This equation represents the probability of a particle of diameter
di appearing in the droplets produced by the splash, where
D = dmax/√2,
dmax is the diameter of the particle corresponding to the peak of this distribution function. To ensure that this particle does not produce unphysical results at high Weber numbers, the diameter distribution of the splash particles is shown below:
The second term on the right-hand side of the above equation describes the distribution of droplet diameters produced by colliding particles at low Weber numbers. At the same time, O’Rourke’s experimental studies have shown that for collisions at high energies, the minimum peak of the droplet diameter distribution function for splash generation is not less than 0.06. The Weber number is defined using the relative velocity and droplet diameter as follows:
D in Equation (8) represents the droplet diameter. To be able to extract the particle diameter from the experimental data, a cumulative probability distribution function (CPDF) is required, and the cumulative function can be obtained by the following Equation (9).
The upper and lower limits of integration are 1 and 0, respectively, and the inverse of the above Equation yields an expression for the diameter of the droplet produced by a splash of sequence
i:
Once the diameter of the secondary droplet has been determined, the sampling probability of particles at that diameter can be calculated from the probability distribution function mentioned above to obtain the number of particles produced by the splash. To find the number of particles, it is also necessary to know the total number of particles produced by the splash, a value that can be obtained from the conservation of mass. Based on Mundo’s experimental data, the mass of the splash particles is a quadratic function of the collision energy
E. The mass fraction
ys of the splash droplets in the total droplet mass is calculated as the expression:
The researchers found that almost all typical liquid sprays produce impact energies greater than the upper limit of 7500, and so they almost always splash 70% of the total droplet mass. To obtain the number of total droplets, note the mass conservation relationship that the sum of the splash masses of all droplet packages is equal to the total mass of the splash, i.e.,
where
m0 is the total mass of the parcel impacting the wall, then the total number of droplets touching the wall is:
The number of splash droplets in each droplet packet is then equal to the total number of droplets Ntot multiplied by the probability distribution function corresponding to the droplet diameter.
Once the number of splash particles is obtained, the splash velocity of the particles needs to be determined. While satisfying Mundo’s experimental data, the Weibull distribution function can be used as a probability distribution function for the normal velocity of the splash particles, with the specific probability density calculated as shown in Equation (14):
The expressions for
bv and
θv in Equation (15) are shown as follows:
In Equation (15),
θI is the droplet collision angle. The expression for the tangential velocity is given in Equation (17), where
θs is the bounce angle of the droplet produced by the splash,
θs = 65.4 + 0.226
θI.The sum of the kinetic energy and surface energy of the droplet produced by the final splash should be less than the sum of the droplet energy before the collision, and the energy balance equation can be obtained as:
where
Ecrit is the critical energy of splash occurrence, to ensure energy conservation, the following correction parameters are used:
The modified expressions for the normal and tangential velocities of the secondary droplet are:
3.4. Numerical Simulation Settings
Using a negative suction pressure of −0.9 kPa as an example, a case study of numerical simulation of paint mist recovery using a single-layer spherical recovery hood mesh model in Fluent is presented, with the main steps as follows.
- a.
In the General node, ensure that the size of the recovery hood mesh model is scaled to the correct size, check the mesh quality and set the solver and gravity terms. Since the atomization of paint is a transient process, the scheme type is selected as Transparent.
- b.
The continuous phase model and discrete phase model are set up in the Models model node. It is important to note that the main settings for both the continuous and discrete phases in the paint mist recovery numerical simulation are the same as in the spraying numerical simulation section. The only difference between the two parts of the simulation is the calculation model and the type of boundaries and their parameter values.
Figure 10 shows the interface for setting up the discrete phase model and some of the important parameters for the discrete phase settings are explained further here.
The options Interaction With Continuous Phase and Unsteady Particle Tracking are selected in the main DPM interface to couple the motion of the continuous phase air and discrete phase particles and to track the paint mist particles unsteadily.
After setting up the Tracking and Physical Models items at the bottom of the main DPM interface, click on Injections to set up the jet source and complete the definition of the flat fan blade atomisation model.
In
Figure 10, the Injection type is selected as Flat-Fan Atomizer, i.e., the flat fan atomisation nozzle model, and the Particle Type is selected as Inert, i.e., inert particles.
The motion of these particles obeys the force balance Equation and the heating/cooling law, and they can be selected for all jet source models. In addition, Fluent also offers Massless, Droplet, Combusting and Multicomponent types of particles.
Of these, the Droplet type can only be selected if the heat transfer model is activated, which in addition to satisfying the force balance Equation and the heating/cooling law, further describes the evaporation and boiling of particles in Fluent with Law 2 and Law 3.
The Combusting type is applicable to solid particles and follows the same heating/cooling process as defined by the force balance Equation, Law 1, in addition to being controlled by the volatile precipitation and heterogeneous surface reaction mechanisms given by Law 4 and Law 5. As the effects of temperature and volatilisation are not considered in the numerical simulation of paint spraying and paint mist recovery, the particles are chosen as Inert types.
A brief description of the parameters and their significance is as follows.
- (1)
Erosion/Accretion, Stochastic Collision, Coalescence and Breakup are selected in the Physical Models option box to simulate phenomena such as erosion/deposition, random collisions, merging and fragmentation during paint atomisation. The physical significance of the above options is described in detail in the spray atomisation simulation in Part 1 of the report.
For the Saffman Lift Force option, which focuses on sub-micron particles, the lift force of the droplet due to the difference in flow velocity between the two sides is simulated when the fluid velocity gradient is perpendicular to the droplet’s direction of motion.
Virtual Mass Force and Pressure Gradient Force are often used in combination and are recommended for cases where the density of the fluid is close to or exceeds the density of the particle (e.g., coupled motion of the fluid and bubble) to take into account the effects of the virtual mass force and pressure gradient terms in the calculation of the force balance of the particle.
The DEM Collision option is mainly used for the simulation of phenomena such as dust, coal ash and other solid particle erosion. Therefore, these options were not selected for the numerical simulation of spray atomisation and paint mist recovery in the report.
- (2)
Spherical is selected in Drag Law, i.e., the particle is assumed to be smooth and spherical, and then the drag law is applied to the force balance calculation of the tracked particle. For spraying, assume that the particles ejected from the flat fan blade atomising nozzle are standard spherical before and after atomisation.
Activate the Breakup option and select the fragmentation model as the stochastic secondary fragmentation (SSD) model and set the value of the critical Weber number to 10.
- (3)
Complete the specification of each boundary condition in the Boundary Conditions node. After importing the mesh model into Fluent, the software will automatically assign an ID number to each boundary in the basin. Based on the ID number of the boundary, the user can view the monitoring information on the boundary corresponding to each ID number from the console or the export file.
In
Figure 11, the boundaries of the recycling hood model are shown colored according to the ID number after the
Fluent model has been imported, the walls of the recycling hood are shown transparently for viewing purposes, and the definition names of the boundaries are given.
The type of each boundary is automatically given by default after the model is imported in Fluent and the user usually has to adjust the type of boundary and parameter settings according to the needs of the calculation.
For the paint mist recovery in this report, the inlet surface is directly connected to the atmosphere, so its boundary type can be set as pressure inlet; the suction surface adopts negative pressure recovery, accordingly the boundary type is set as pressure outlet, and the value of table pressure is set as relative negative pressure; after the kinetic energy of paint mist is consumed in the recovery hood and air coupling, it can be considered to be directly adsorbed after moving to the inner wall of the hood, so the boundary type of the recovery hood is set as Stational Wall, i.e., static wall. and the discrete phase property of the boundary is set as Trap, which means that particles will be trapped when they reach this boundary in the numerical simulation.
Table 2 shows the correspondence between the ID number, name and setting properties of each boundary of the mesh model in the
Fluent simulation.
Taking the inlet-separated boundary as an example, the specific settings of the continuous and discrete phase boundary properties of this boundary are described, as shown in
Figure 12, with the currently set boundary highlighted in the right-hand graphical display area.
The numerical simulation of the paint mist recovery at a negative suction pressure of −0.9 kPa is used as an example. The gauge pressure on the suction surface is set to −900 pa, which means that the pressure there is below the standard atmospheric pressure of 900 Pa.
The monitoring information is set under the Monitors node, where the residual convergence accuracy is set to 5 × 10−4. To facilitate the prediction of whether the set value of the negative suction pressure is reasonable before the calculation is completed, the area-weighted average of the inlet and suction surfaces is set by Surface Monitor.
Definition of operating conditions: The pressure reference point is set on the intake surface to ensure that the pressure value on the intake surface is standard atmospheric pressure.
- (4)
As the trajectory tracking of particles in airless spraying is a transient scheme type, the scheme method is selected as the PISO algorithm. Depending on the quality of the mesh, the Gaussian node-based or Gaussian cell-based spatial discretization method is selected. In this case, the spherical recovery cover is divided by a mixed mesh, and the presence of tetrahedral mesh makes the mesh quality relatively poor, so the Gaussian node-based discretization method is chosen here.
- (5)
Set the monitoring information under the Monitors node, in which the residual convergence accuracy is set to 5 × 10−4. To facilitate the prediction of whether the setting of the negative suction pressure is reasonable before the calculation is completed, the area-weighted average of the inlet and suction surfaces is set in Surface Monitor.
- (6)
As the inlet surface is separated into two parts, the scheme is initialised by selecting All-Zones in the Compute From drop-down menu, i.e., from the full domain. The initialisation from the pressure inlet boundary can also be selected. Both methods have little effect on the calculation, and only have an effect on the initial convergence rate of the calculation. Then, in the Run Calculation node, set the time step and the number of scheme steps to start the calculation.
For the spherical recovery hood in this chapter, its radius is 0.4 m, and the spraying simulation speed is 0.5 m/s. Therefore, after 0.8 s of calculation, the liquid film on the positive side of the x-axis has been steadily dragged out of the calculation domain, and the paint mist recovery and liquid film deposition inside the hood have remained relatively stable. In the case simulation, the time step at the beginning of calculation is 0.0002 s. To improve the calculation efficiency, the time step can be increased after the calculation converges and stabilizes.
As shown in
Figure 13, check the Filter item and set the filter range for the particle retention time in the Particle Filter Attributions pop-up.
In addition, uncheck the Auto Range option, set the particle diameter range from 0 to 100 μm, select Draw Mesh, and display each boundary transparently by the method described above.
As can be seen from the graphical display on the right, the diameter of the particles emitted from the virtual nozzle decreases as the atomization progresses, with the majority of particles above 60 μm in diameter before hitting the wall.
The splash particles after impact are divided into two parts: firstly, large diameter particles with a large splash angle and secondly, smaller diameter particles with a small splash angle, essentially spreading outwards against the outer hull plate, which are more numerous
Similarly, the velocity range of the particles was set at 0–100 m/s and 0–10 m/s, respectively, and the diameter distribution of the paint mist with a retention time of 0–0.03 s was displayed to visually compare the velocities of the paint mist before and after the wall impact and the two types of splash mist; the results are shown in
Figure 14.
As can be seen in
Figure 14a, the velocity of the paint particles is basically above 40 m/s before the wall impact and within 15 m/s after the wall impact.
The velocity range of the splash paint mist is further shown in
Figure 14b and can be seen in different views. It can be seen that the velocities of both types of splash paint mist are roughly within 9 m/s, but the first type of large splash paint mist has a wider range of velocity variation, with a small number of particles reaching velocities of 10 m/s or more.
The display settings for the velocity vectors are created in Fluent using Surface > Plane Surface, creating two auxiliary surfaces in the xz plane (vertical spray fan) and yz plane (spray fan). To display the airflow in these two auxiliary surfaces, open the vector settings window in the Results node on the right hand side of the model tree using the Results > Graphics > Vectors command.
Figure 15 shows the velocity vector within the sprayed sector, setting the values of scale and skip to 7 and 2 to scale and thin the velocity vector, respectively. The maximum velocity of the air within this surface is 41.1 m/s and the high speed zone is located near the intake surface. The velocity vector gyratory vortex is marked in the red wireframe and analyzed; the reason for this is that near the outer hull plate, a high proportion of the small splash angle paint mist of the second type drives the surrounding air movement, generating convection with the air drawn in from the inlet surface and forming a velocity vortex within the spraying sector.
It can be seen that the velocity swirl on the
y-axis positive side of the spraying fan has a dampening effect on the diffusion of the particles on that side, hence the thicker film at the edge of the
y-axis positive side in the liquid film thickness cloud in
Figure 15.
Figure 16 shows the velocity vector perpendicular to the spraying fan, i.e., in the
xz plane, and it can be seen that the air phase velocity vector has a long parallel expansion zone close to the surface of the shipboard, which is driven by the small splash angle of the second type of paint particles, indicating that the spread of paint splashes along the direction perpendicular to the spraying fan is more pronounced.
The total kinetic energy of the splash mist in this direction is higher, so that the air flow driven by the second type of splash mist in convection with the air drawn in at the inlet surface creates an air vortex closer to the wall of the recovery hood than the air vortex on the spray fan.
To further visualise the gas movement within the recovery hood, this was observed by creating an auxiliary line on the inlet surface and showing the flow lines through the grid nodes on this auxiliary line.
The Iso-Surface settings panel is opened via the Surface > Iso-Surface command, the two inlet boundaries are selected in From Surfaces on the right hand side and the Iso-Values of the z-directional coordinates are set to 0.02 m, i.e., the z = 0.02 m plane is used to find the intersection line with the inlet surface, thus creating the central auxiliary line inlet of the inlet surface-z-0.02 m.
With the Results > Graphics > Pathlines command, open the settings panel for the display of the gas traces, select velocity as the display variable, select the previously created auxiliary line inlet-z-0.02 m in the Release From Surfaces option and set the colour of the auxiliary line to orange to differentiate the display.
Figure 17 shows the gas traces on the auxiliary line through the inlet surface. It can be seen that most of the traces are created on the inlet surface and then flow out of the suction surface after being rolled over, most of the traces have low velocities and a few appear to accelerate when coupled by the high speed paint particles in the spraying sector.
By using the Results > Reports > Surface Integrals command and selecting the Report Type as Area-Weighted Average in the pop-up panel, the area-weighted average of the flow velocity on the two inlet boundaries, i.e., the average velocity, can be output, and similarly, the average velocity value on the suction surface can be output.
The average velocities on the inlet and suction surfaces are 3.93 m/s and 36.53 m/s, respectively, which gives a ratio of 9.29 between the average velocities on the suction and inlet surfaces; however, the ratio between the area of the inlet and suction surfaces is 7.57 because the velocities required in the flow conservation equation are vector projections of the velocities on the cross section. The area-weighted variables on the inlet and suction surfaces are set to Radial Velocity and z Velocity, respectively, which are the velocity components normal to the cross section. By changing the Report Type to Volume Flow Rate, the volume flow rates on the inlet and suction surfaces are output directly to the console and the Net value is the superposition of the volume flow rates on the inlet and suction surfaces with a magnitude of 10−7, further verifying the conservation of flow on the two ventilation surfaces.
Select Summary for the Report Type in the Particle Track panel and refer to the diagram for the rest of the options to output the statistics of the paint mist track information on each boundary at the current moment to the console.
ID number 6 corresponds to the inlet boundary and ID number 5 to the inlet-separated boundary. The fate of the trajectory statistics on both boundaries is “Escaped”, i.e., the particle disappears from the calculation domain after passing through the boundary and the trajectory tracking is terminated.
The reason for the large difference in paint mist mass accumulation between the two boundaries is that the discrete phase boundary wallfilm of the sprayed wall surface (ship) in the simulation is a combination of four collision modes: adhesion, bouncing, splashing and stretching; the particles in the deposited liquid film move with the outer hull plate in an aggregated state.
Here, the total mass of paint mist counted on each boundary is subtracted from the mass of paint mist counted on the inlet-separated surface. Since the two inlet surfaces are symmetrically distributed and have the same area, the mass of pure splash particles on the inlet surface is regarded as the theoretical mass of splash paint mist on the inlet-separated boundary, and the total mass of paint mist counted on each boundary is obtained after removing the statistical mass of deposited liquid film particles.
After correction, the total mass of paint mist on each boundary in this case is 3.5939 × 10
−3 kg, which corresponds to the fate of the paint mist can be divided into three categories: escape to the atmosphere via the inlet surface, adhesion to the inner wall of the recovery hood and absorption via the suction surface, from which the information on the recovery of paint mist from the spherical recovery hood under this recovery pressure condition can be calculated as shown in
Table 3.
The total mass of paint mist whose final trajectory has been determined at this point on each boundary is 8.807 × 10−3 kg, which, when added to the total mass of particles with undetermined trajectories in the calculation domain, is the total spray mass of the incident source, which has a value of 2.7097 × 10−2 kg.
The theoretical spray mass and the simulated spray mass of the incident source are basically the same, and minor differences may be due to rounding or truncation errors in the software calculation, etc.
At the current moment, the total mass of the splashing part of paint mist on each boundary after correction is 3.5939 × 10−3 kg, and after excluding the mass of this part of the paint mist, the ratio of the remaining mass and the theoretical spray mass is calculation to obtain the actual utilization rate of the paint under the current negative suction pressure is 86.73%.
Similarly, post-processing the simulation results at 1.2 s gives the information on paint mist recovery from the spherical recovery hood at this time, as shown in
Table 4, where the actual paint utilization rate is 85.84%. Comparing the statistics for the 1.0 s and 1.2 s paint mist recovery simulations in
Table 4, it can be seen that the average air velocity on the inlet and suction surfaces of the hood has stabilized, and the percentage of fugitive, adherent and absorbed paint mist has remained more or less the same, so it can be assumed that the results of the recovery simulation have remained stable at this point.



































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}