
Effect of EDM and Femtosecond-Laser Groove-Texture Collision Frequency on Tribological Properties of 0Cr17Ni7Al Stainless Steel


Abstract
:1. Introduction
2. Materials and Methods
2.1. Machining Electric Spark Plate
2.2. Processing Femtosecond-Laser Plate
2.3. Friction and Wear Test Material
2.4. Friction and Wear Calculation
3. Results and Discussion
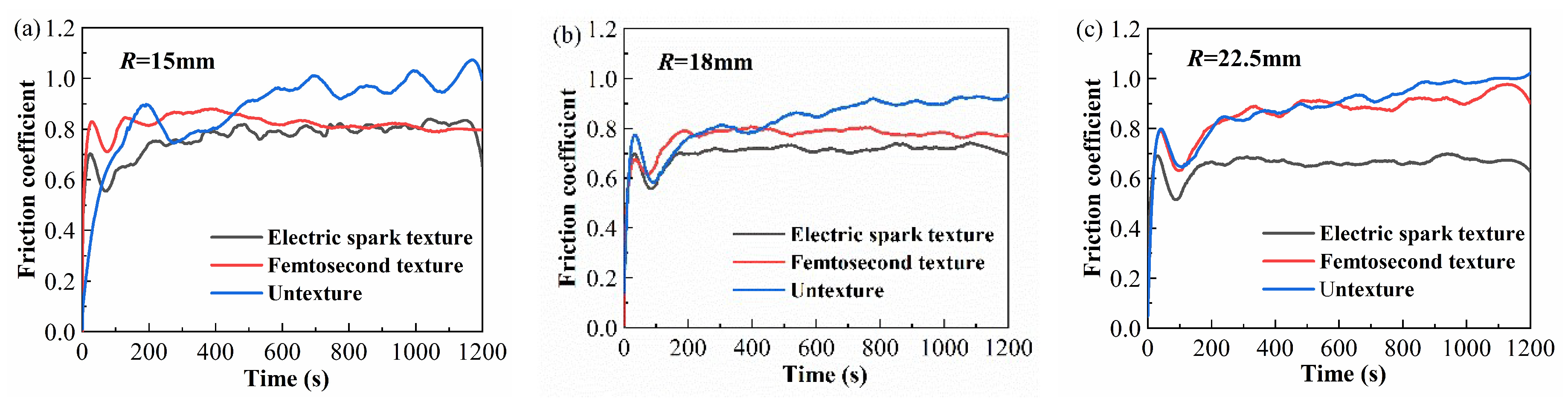
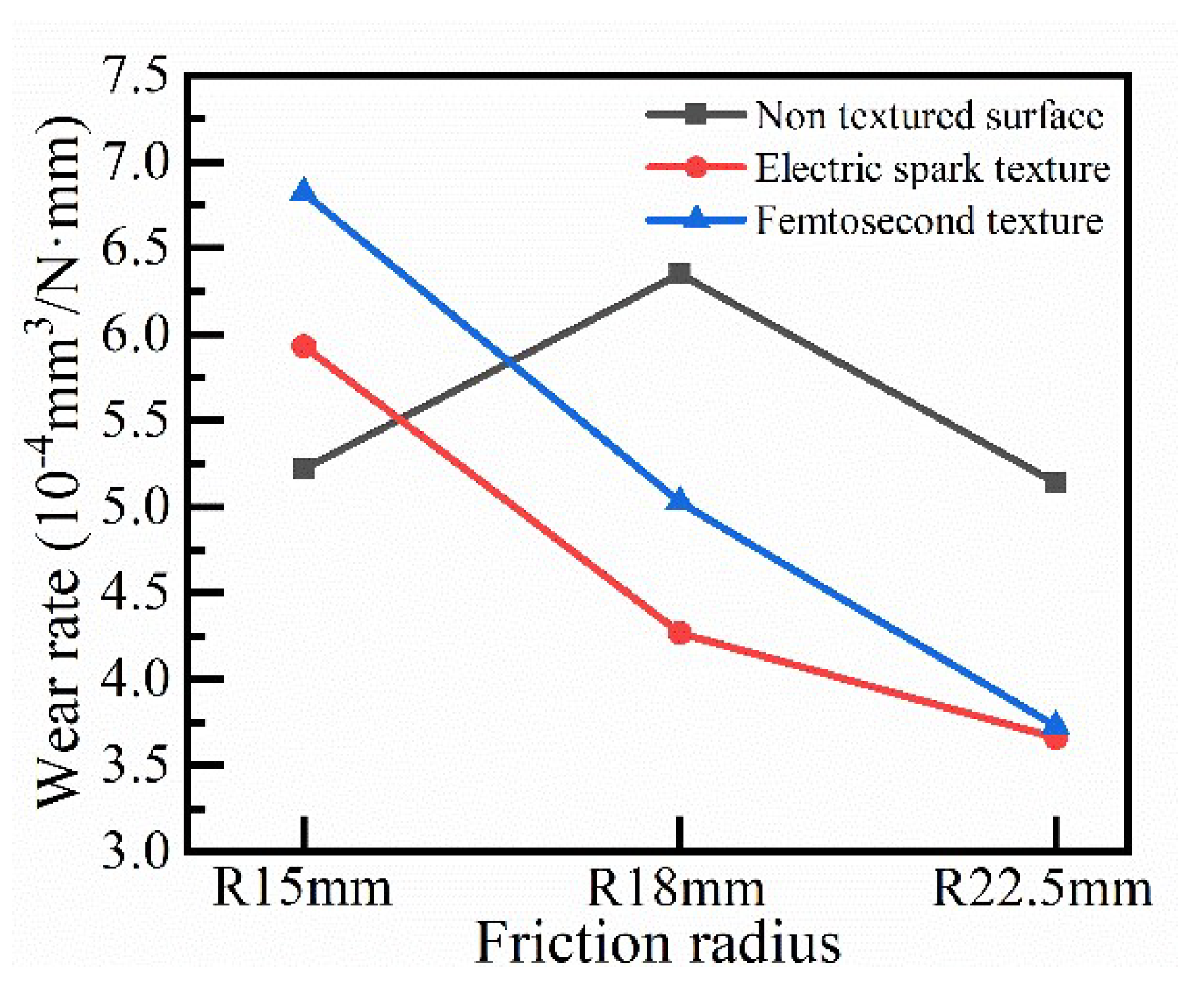
3.1. Friction Coefficient and Wear Rate
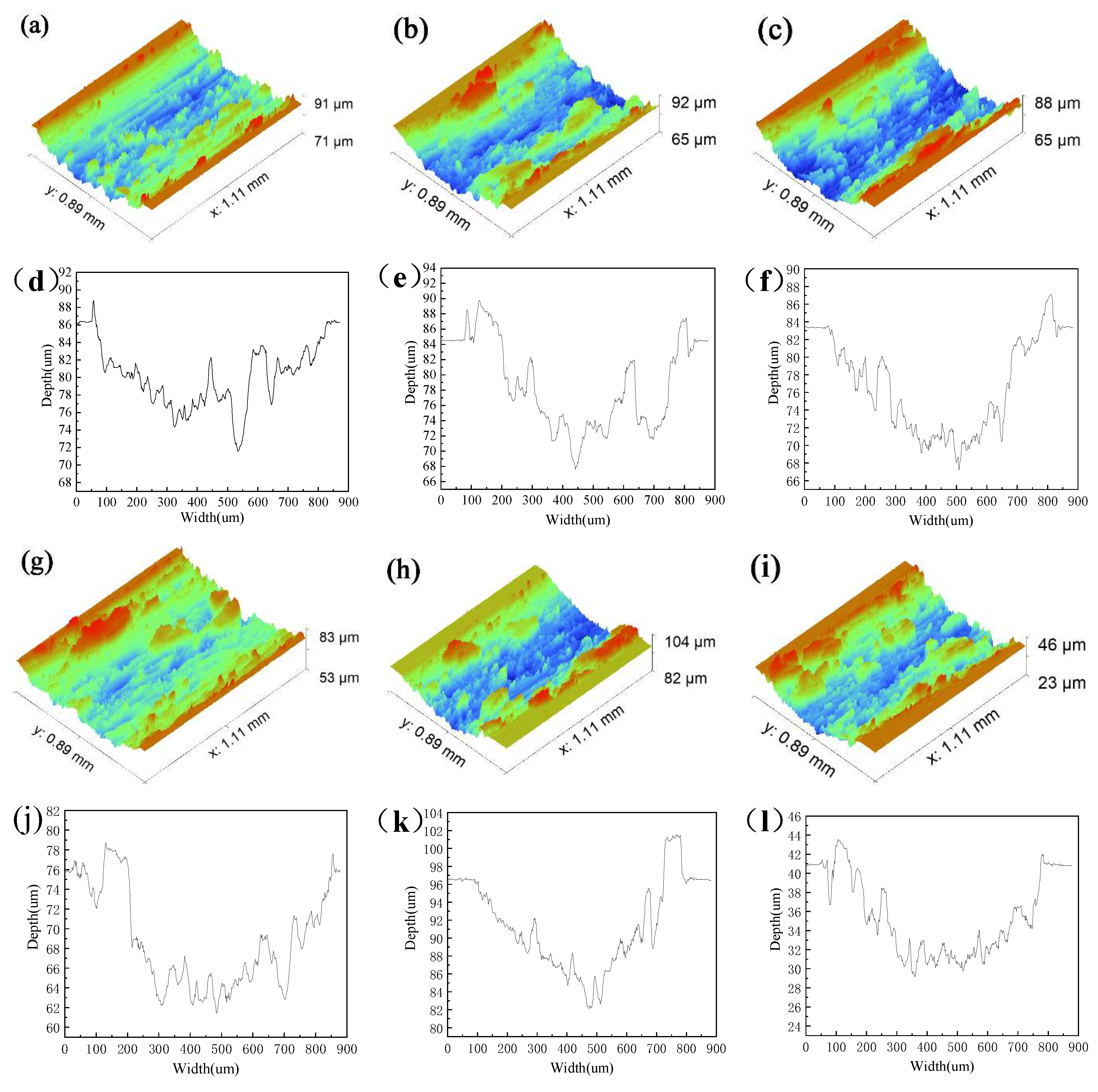
3.2. Worn-Morphology Analysis
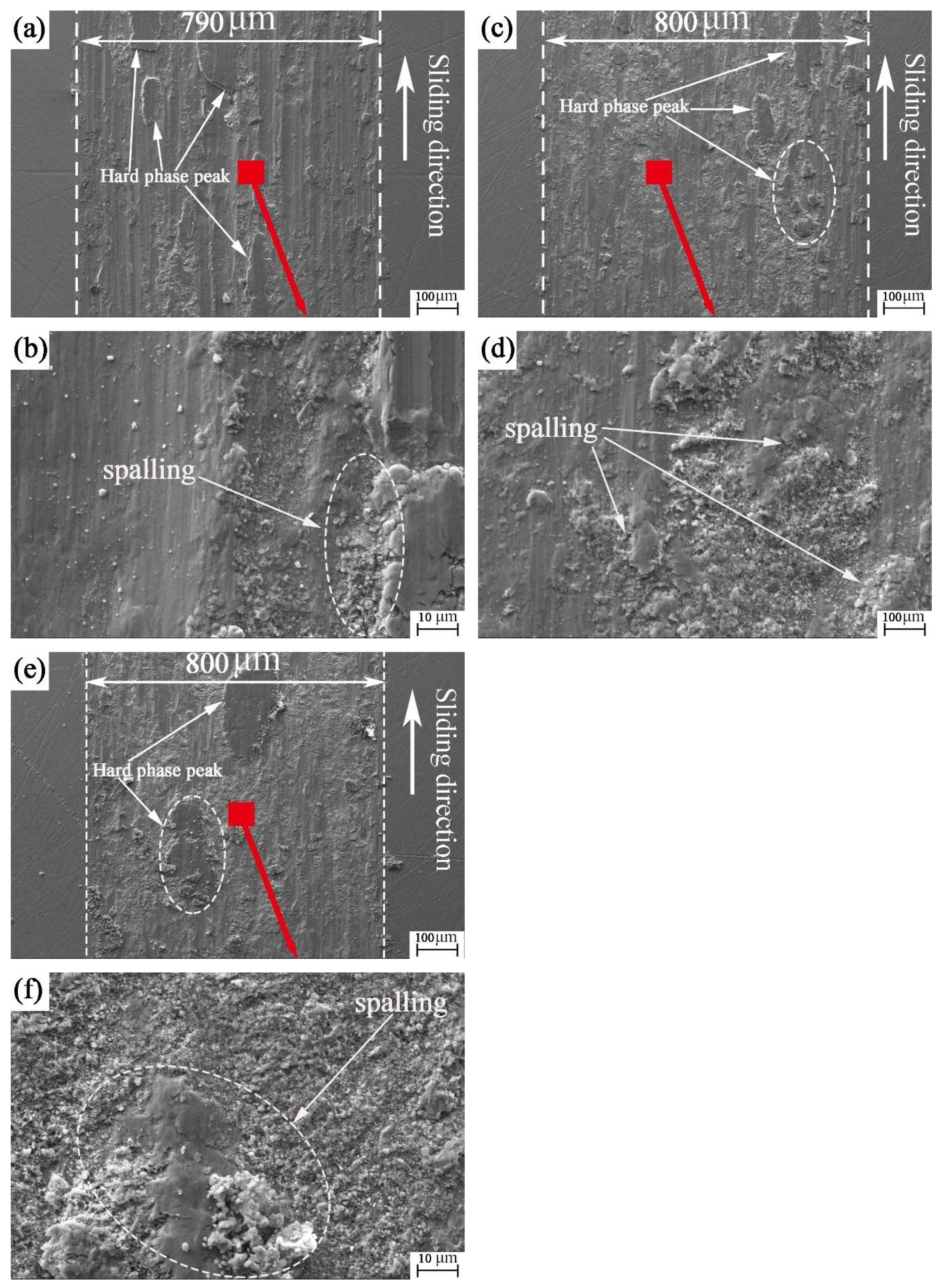
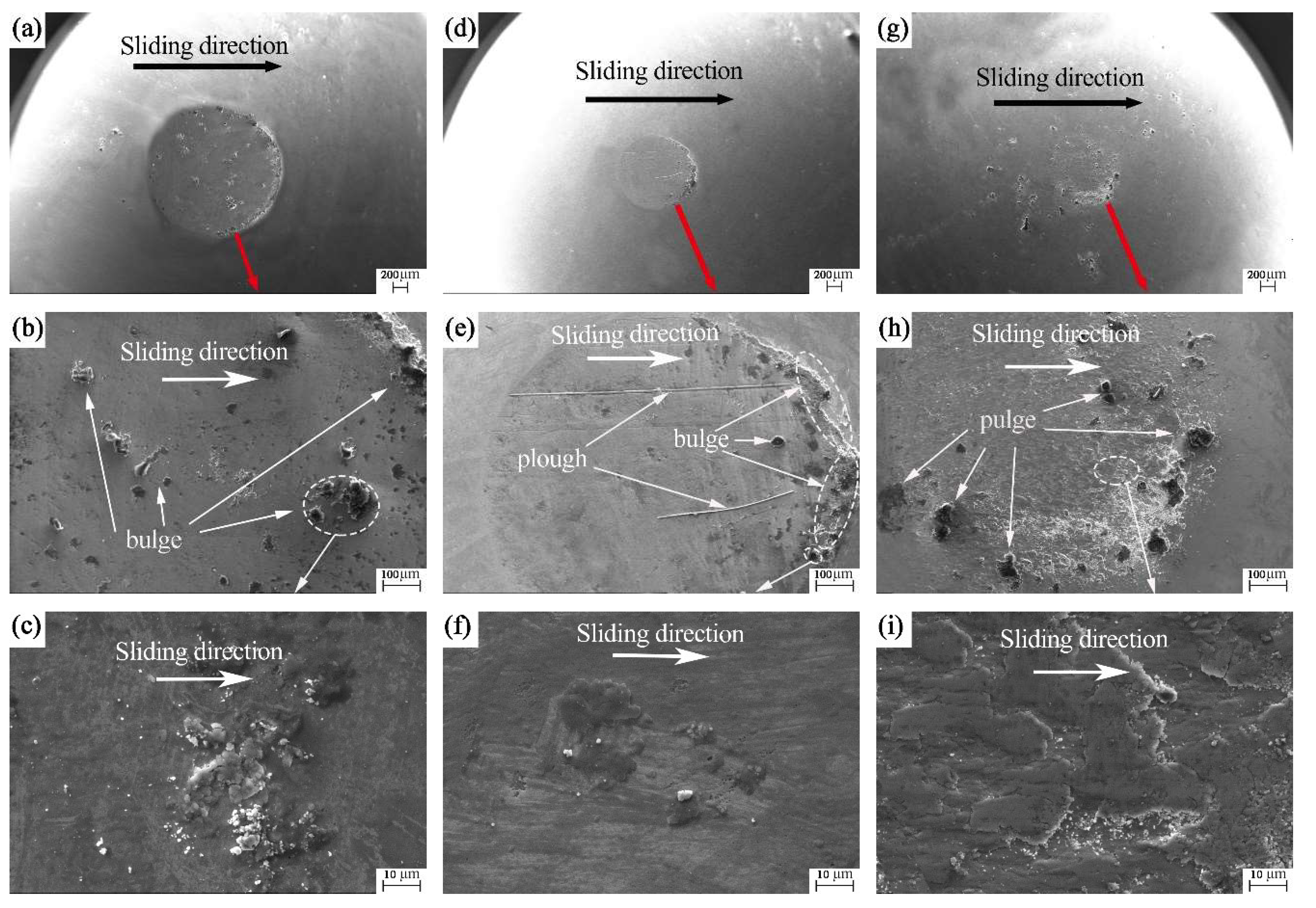
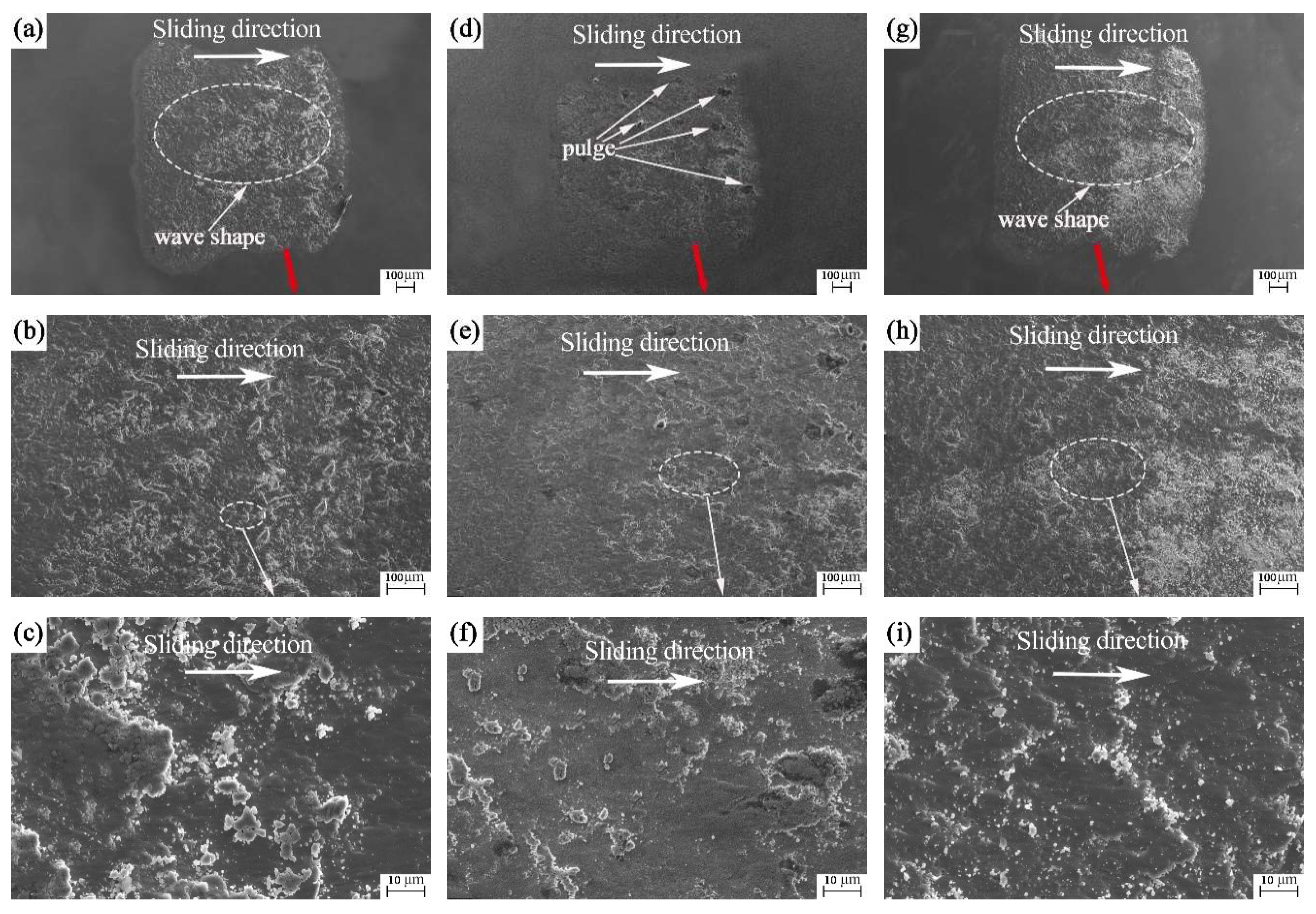
3.3. Scanning Electron Microscope Analysis of the Worn Surface
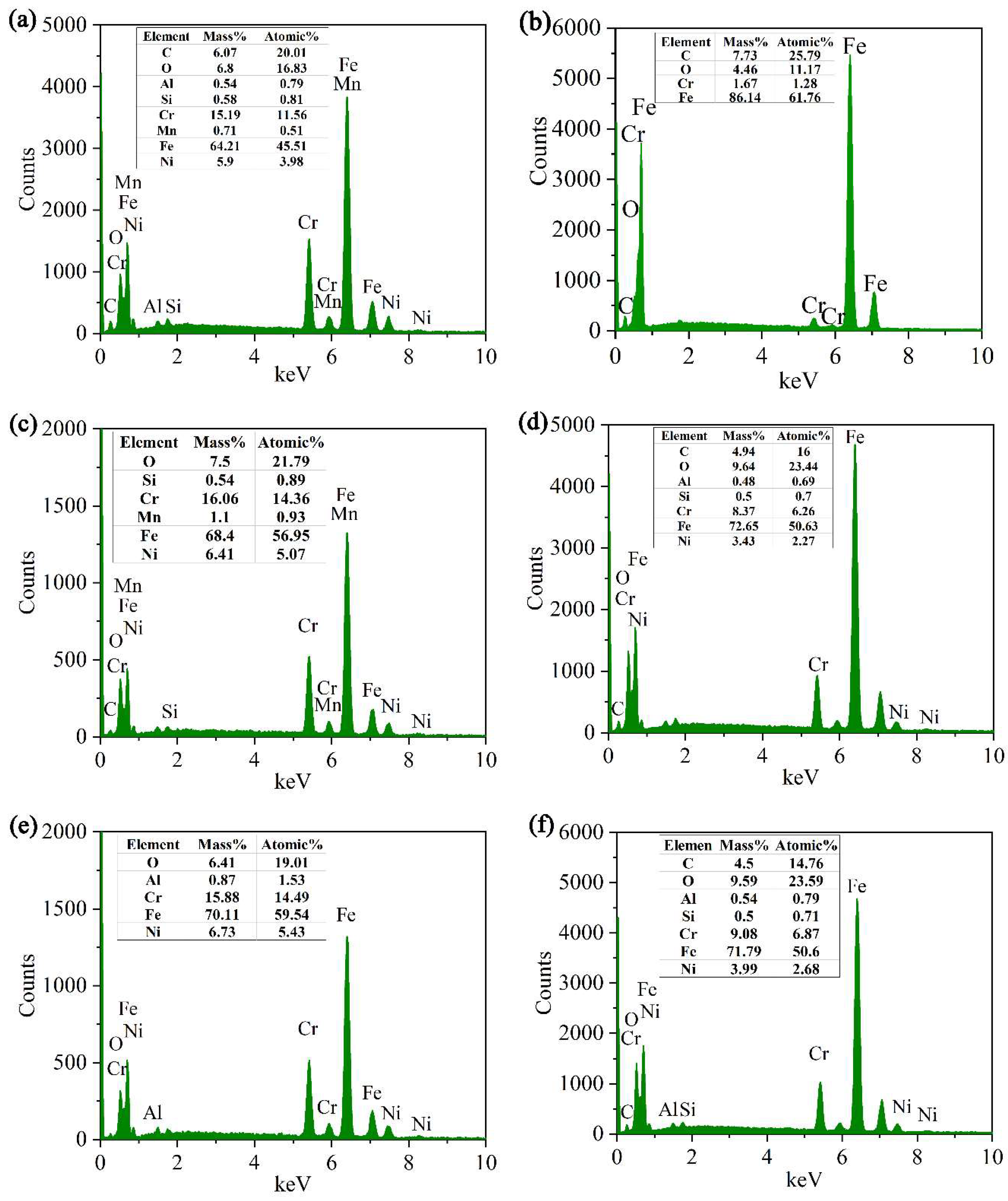
3.4. Energy-Spectrum Analysis of Worn Surface
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pettersson, U.; Jacobson, S. Textured surfaces in sliding boundary lubricated contacts—Mechanisms, possibilities and limitations. Tribol.-Mater. Surf. Interfaces 2013, 1, 181–189. [Google Scholar] [CrossRef]
- Kim, B.; Chae, Y.H.; Choi, H.S. Effects of surface texturing on the frictional behavior of cast iron surfaces. Tribol. Int. 2014, 70, 128–135. [Google Scholar] [CrossRef]
- Shen, X.H.; Tao, G.C. Tribological behaviors of two micro textured surfaces generated by vibrating milling under boundary lubricated sliding. Int. J. Adv. Manuf. Technol. 2015, 79, 1995–2002. [Google Scholar] [CrossRef]
- Han, J.; Fang, L.; Sun, J.; Ge, S. Hydrodynamic lubrication of microdimple textured surface using three-dimensional CFD. Tribol. Trans. 2010, 53, 860–870. [Google Scholar] [CrossRef]
- Lu, X.; Khonsari, M.M. An experimental investigation of dimple effect on the stribeck curve of journal bearings. Tribol. Lett. 2007, 27, 169–176. [Google Scholar] [CrossRef]
- Wang, X.; Liu, W.; Zhou, F.; Zhu, D. Preliminary investigation of the effect of dimple size on friction in line contacts. Tribol. Int. 2009, 42, 1118–1123. [Google Scholar] [CrossRef]
- Ping, G.; Ehmann, K.F. An analysis of the surface generation mechanics of the elliptical vibration texturing process. Int. J. Mach. Tools Manuf. 2013, 64, 85–95. [Google Scholar] [CrossRef]
- Tanvir Ahmmed, K.M.; Grambow, C.; Kietzig, A. Fabrication of micro/nano structures on metals by femtosecond laser micromachining. Micromachines 2014, 5, 1219–1253. [Google Scholar] [CrossRef]
- Parreira, J.G.; Gallo, C.A.; Costa, H.L. New advances on maskless electrochemical texturing (MECT) for tribological purposes. Surf. Coat. Technol. 2012, 212, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Kumar, S.; Singh, R.; Singh, T.P.; Sethi, B.L. Surface modification by electrical discharge machining: A review. J. Mater. Process. Technol. 2009, 209, 3675–3687. [Google Scholar] [CrossRef]
- Uehara, Y.; Wakuda, M.; Yamauchi, Y.; Kanzaki, S.; Sakaguchi, S. Tribological properties of dimpled silicon nitride under oil lubrication. J. Eur. Ceram. Soc. 2004, 24, 369–373. [Google Scholar] [CrossRef]
- Fang, S.; Zhao, H.; Zhang, Q. The application status and development trends of ultrasonic machining technology. J. Mech. Eng. 2017, 53, 22–32. [Google Scholar] [CrossRef]
- Natsu, W.; Ikeda, T.; Kunieda, M. Generating complicated surface with electrolyte jet machining. Precis. Eng. 2007, 31, 33–39. [Google Scholar] [CrossRef]
- Kern, P.; Veh, J.; Michler, J. New developments in through-mask electrochemical micromachining of titanium. J. Micromech. Microeng. 2007, 17, 1168. [Google Scholar] [CrossRef]
- Brizmer, V.; Kligerman, Y.; Etsion, I. A laser surface textured parallel thrust bearing. Tribol. Trans. 2003, 46, 397–403. [Google Scholar] [CrossRef]
- Liu, X.; Dong, L.; Wang, S.; Li, G.; Liu, K. Influence of micro-cavity textured surface on tribological property of grease lubricated spherical bearing. Tribology 2014, 34, 387–392. [Google Scholar] [CrossRef]
- Dong, H.; Liu, K.; Wang, W.; Liu, X. Laser textured shaft surfaces on the pumping action and frictional properties of lip seals. Tribology 2012, 32, 126–132. [Google Scholar] [CrossRef]
- Enomoto, T.; Sugihara, T.; Yukinaga, S.; Hirose, K.; Satake, U. Highly wear-resistant cutting tools with textured surfaces in steel cutting. CIRP Ann.-Manuf. Technol. 2012, 61, 571–574. [Google Scholar] [CrossRef]
- Xi, P.; Cong, Q.; Teng, F.; Guo, H. Design and experiment of bionics pit shape grinding roller for improving wear resistance and crushability. Trans. Chin. Soc. Agric. Eng. 2018, 34, 55–61. [Google Scholar] [CrossRef]
- Ling, T.D.; Liu, P.; Xiong, S.; Grzina, D.; Cao, J.; Wang, Q.J.; Xia, Z.C.; Talwar, R. Surface texturing of drill bits for adhesion reduction and tool life enhancement. Tribol. Lett. 2013, 52, 113–122. [Google Scholar] [CrossRef]
- Yin, B.; Lu, Z.; Liu, S.; Fu, Y.; Wang, Y. Theoretical and experimental research on lubrication performance of laser surface texturing cylinder liner. J. Mech. Eng. 2012, 48, 91–96. [Google Scholar] [CrossRef]
- Bruzzone, A.A.G.; Costa, H.L.; Lonardo, P.M.; Lucca, D.A. Advances in engineered surfaces for functional performance. CIRP Ann.-Manuf. Technol. 2008, 57, 750–769. [Google Scholar] [CrossRef]
- Saeidi, F.; Meylan, B.; Hoffmann, P.; Wasmer, K. Effect of surface texturing on cast iron reciprocating against steel under starved lubrication conditions: A parametric study. Wear 2016, 348–349, 17–26. [Google Scholar] [CrossRef] [Green Version]
- Galda, L.; Sep, J.; Olszewski, A.; Zochowski, T. Experimental investigation into surface texture effect on journal bearings performance. Tribol. Int. 2019, 136, 372–384. [Google Scholar] [CrossRef]
- Liu, C.; Guo, F.; Wong, P.; Li, X. Laser pattern-induced unidirectional lubricant flow for lubrication track replenishment. Friction 2021, 10, 1234–1244. [Google Scholar] [CrossRef]
- Peng, J.; Shen, M.; Cai, Z. Nano diesel soot particles reduce wear and friction performance using an oil additive on a laser textured surface. Coatings 2018, 8, 89. [Google Scholar] [CrossRef] [Green Version]
- Qi, X.; Wang, H.; Dong, Y.; Fan, B.; Zhang, W.; Zhang, Y.; Ma, J.; Zhou, Y. Experimental analysis of the effects of laser surface texturing on tribological properties of PTFE/Kevlar fabric composite weave structures. Tribol. Int. 2019, 135, 104–111. [Google Scholar] [CrossRef]
- Volpe, A.; Covella, S.; Gaudiuso, C.; Ancona, A. Improving the laser texture strategy to get superhydrophobic aluminum alloy surfaces. Coatings 2021, 11, 369. [Google Scholar] [CrossRef]
- Pranav, C.; Do, M.T.; Tsai, Y.C. Analysis of high-friction surface texture with respect to friction and wear. Coatings 2021, 11, 758. [Google Scholar] [CrossRef]
- Wang, Z.; Song, J.; Wang, T.; Wang, H.; Wang, Q. Laser texturing for superwetting titanium alloy and investigation of its erosion resistance. Coatings 2021, 11, 1547. [Google Scholar] [CrossRef]
- Bai, Q.; Bai, J.; Meng, X.; Ji, C.; Liang, Y. Drag reduction characteristics and flow field analysis of textured surface. Friction 2016, 4, 11. [Google Scholar] [CrossRef] [Green Version]
- Pham, D.T.; Dimov, S.S.; Bigot, S.; Ivanov, A.; Popov, K. Micro-EDM—Recent developments and research issues. J. Mater. Process. Technol. 2004, 149, 50–57. [Google Scholar] [CrossRef]
- Chichkov, B.N.; Momma, C.; Nolte, S.; Alvensleben, F.V.; Tünermann, A. Femtosecond, picosecond and nanosecond laser ablation of solids. Appl. Phys. A 1996, 63, 109–115. [Google Scholar] [CrossRef]
- Yang, L.; Ma, W.; Gao, F.; Li, J.; Deng, M.; Liu, Z.; Ma, L.; Meng, H. Study on Tribological Properties of groove texture in surface micromachining. Tool Technol. 2021, 55, 73–76. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value | Unit |
|---|---|---|
| Productivity | 500 (max) | mm3/min |
| Processing current | 50A (max) | nm |
| Machining dimension | 600 × 400 | mm |
| Total power | 9 | KVA |
| Electrode loss | 0.1 (max) | % |
| Surface roughness | 0.1 | µm |
| Parameters | Value | Unit |
|---|---|---|
| Pulse frequency | 1–2000 | KHz |
| Laser wavelength | 1030 | nm |
| Cutting format | 700 × 600 | mm |
| Cutting efficiency | 800–7000 | mm/s |
| Laser power | 20 (max) | W |
| Comprehensive accuracy | ±30 | µm |
| Test Piece | Geometric Dimension | Hardness | Material | Surface Roughness |
|---|---|---|---|---|
| Upper test ball | Φ9.525 mm | 64 HRC | 9Cr18 | 0.014 µm |
| Lower test plate | Φ50.8 mm × 6.35 mm | 42 HRC | 0Cr17Ni7Al | 0.05 µm |
| Specimen Name | Test Radius (mm) | Rotation Speed (r/min) | Load (N) | Time (min) |
|---|---|---|---|---|
| Electric-spark texture | 15 | 60 | 10 | 20 |
| 18 | 50 | 10 | 20 | |
| 22.5 | 40 | 10 | 20 | |
| Femtosecond texture | 15 | 60 | 10 | 20 |
| 18 | 50 | 10 | 20 | |
| 22.5 | 40 | 10 | 20 | |
| Untexture | 15 | 60 | 10 | 20 |
| 18 | 50 | 10 | 20 | |
| 22.5 | 40 | 10 | 20 |
| Specimen Name | Rotation Radius (mm) | Average Friction Coefficient | Wear Rate |
|---|---|---|---|
| (10−4 mm3/N·mm) | |||
| Electric-spark texture | 15 | 0.7686 | 5.926 |
| 18 | 0.7149 | 4.266 | |
| 22.5 | 0.6755 | 3.662 | |
| Femtosecond texture | 15 | 0.7883 | 6.82 |
| 18 | 0.7386 | 5.031 | |
| 22.5 | 0.8177 | 3.73 | |
| Untexture | 15 | 0.8949 | 5.219 |
| 18 | 0.8696 | 6.352 | |
| 22.5 | 0.8672 | 5.14 |
| Rotation Radius (mm) | Time | Speed | Number of Grooves per Turn | Total Number of Friction Turns | Total Times of Friction and Collision |
|---|---|---|---|---|---|
| (min) | (r/min) | ||||
| 15 | 20 | 60 | 30 | 1200 | 36,000 |
| 18 | 20 | 50 | 30 | 1000 | 30,000 |
| 22.5 | 20 | 40 | 30 | 800 | 24,000 |
| Specimen Name | Material | C | Si | Mn | P | S | Ni | Cr | Al |
|---|---|---|---|---|---|---|---|---|---|
| Plate | 0Cr17Ni7Al | 0.09 | 1.0 | 1.0 | 0.04 | 0.03 | 6.5~7.75 | 16~18 | 0.75~1.5 |
| Ball | 9Cr18 | 0.9~1.0 | 0.8 | 0.8 | 0.04 | 0.03 | 0.06 | 17~19 | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, L.; Ma, W.; Gao, F.; Xi, S. Effect of EDM and Femtosecond-Laser Groove-Texture Collision Frequency on Tribological Properties of 0Cr17Ni7Al Stainless Steel. Coatings 2022, 12, 611. https://doi.org/10.3390/coatings12050611
Yang L, Ma W, Gao F, Xi S. Effect of EDM and Femtosecond-Laser Groove-Texture Collision Frequency on Tribological Properties of 0Cr17Ni7Al Stainless Steel. Coatings. 2022; 12(5):611. https://doi.org/10.3390/coatings12050611
Chicago/Turabian StyleYang, Liguang, Wensuo Ma, Fei Gao, and Shiping Xi. 2022. "Effect of EDM and Femtosecond-Laser Groove-Texture Collision Frequency on Tribological Properties of 0Cr17Ni7Al Stainless Steel" Coatings 12, no. 5: 611. https://doi.org/10.3390/coatings12050611
APA StyleYang, L., Ma, W., Gao, F., & Xi, S. (2022). Effect of EDM and Femtosecond-Laser Groove-Texture Collision Frequency on Tribological Properties of 0Cr17Ni7Al Stainless Steel. Coatings, 12(5), 611. https://doi.org/10.3390/coatings12050611