
Effect of Fine Aggregate Gradation on Macro and Micro Properties of Cold Recycling Mixture Using Emulsified Asphalt

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. RAP and Raw Aggregates
2.1.2. Emulsified Asphalt and Cement
2.1.3. Mixture Design
2.2. Preparation of CRME Specimens
2.3. Experimental Method
2.3.1. Indirect Tensile Test
2.3.2. Unconfined Compressive Strength
2.3.3. Triaxial Test
2.3.4. Scanning Electron Microscopy Test
2.3.5. X-ray Computed Tomography Test
3. Results and Discussion
3.1. Macro-Mechanical Properties of CRME
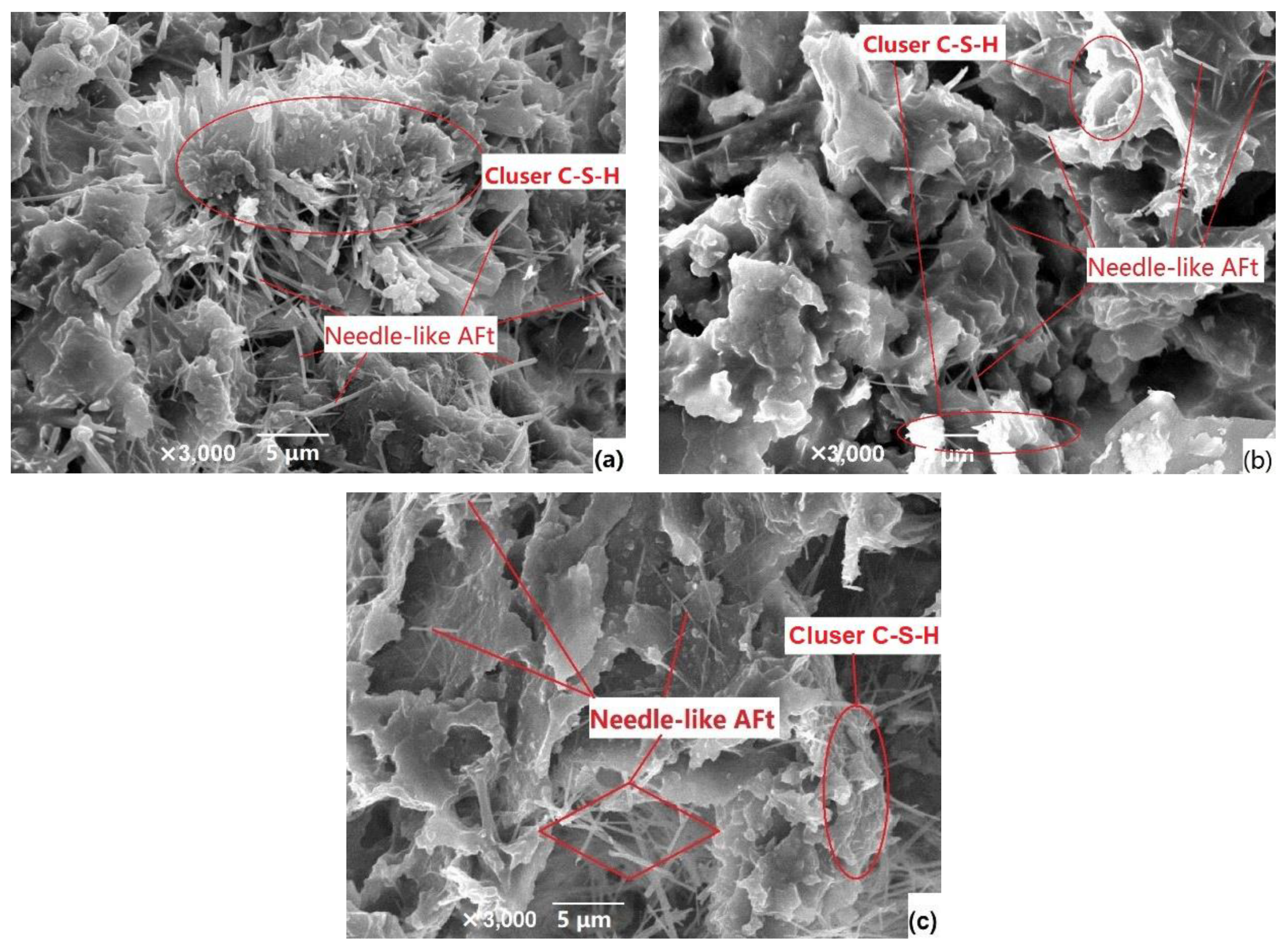
3.2. Microstructure Characteristics of the RAP Interface
3.3. Air Void Structure Characteristics of CRME
3.3.1. Air Void Amount Distribution of CRME
3.3.2. Equivalent Average Radius of Air Voids in CRME
4. Conclusions
- (1)
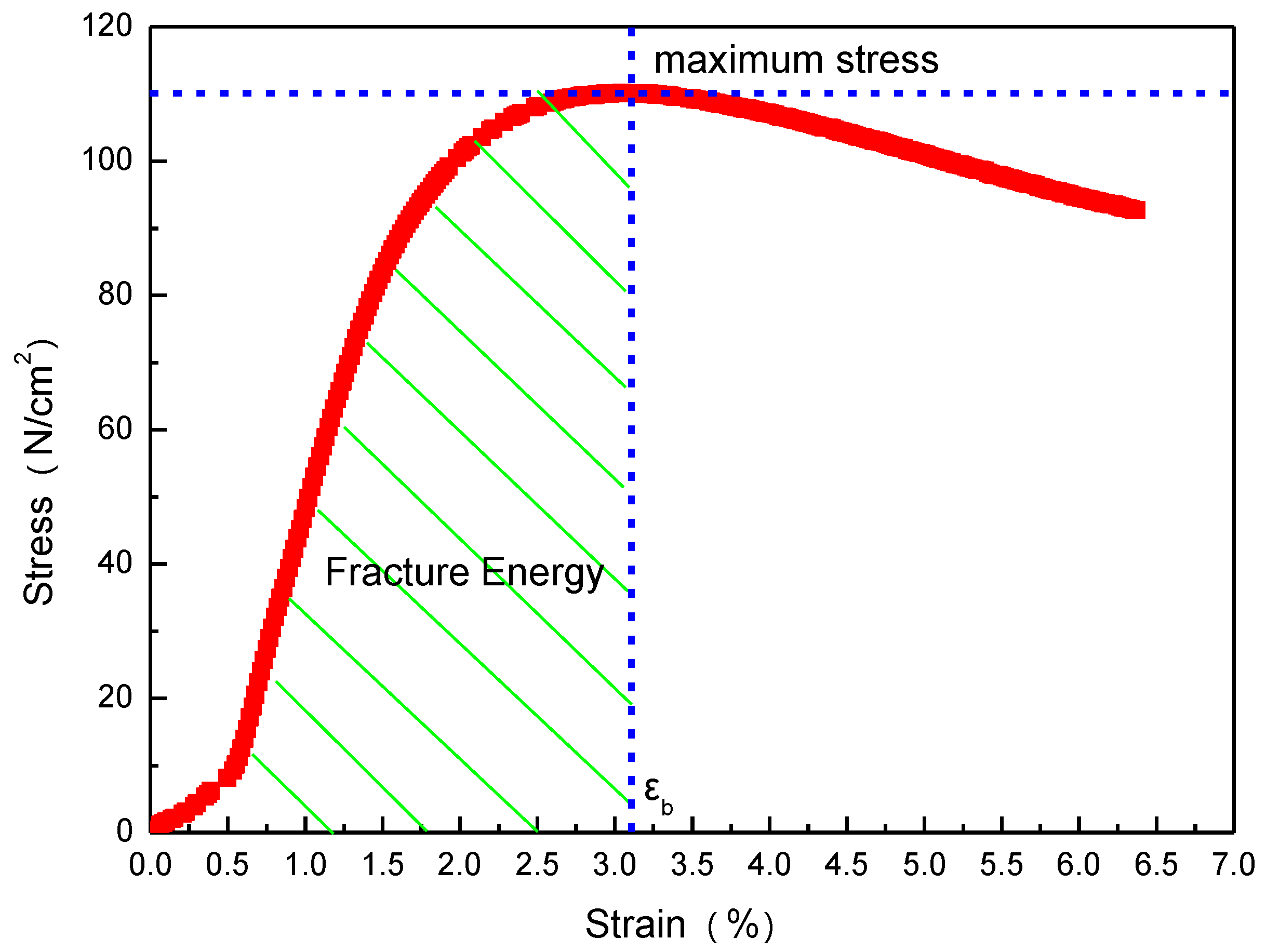
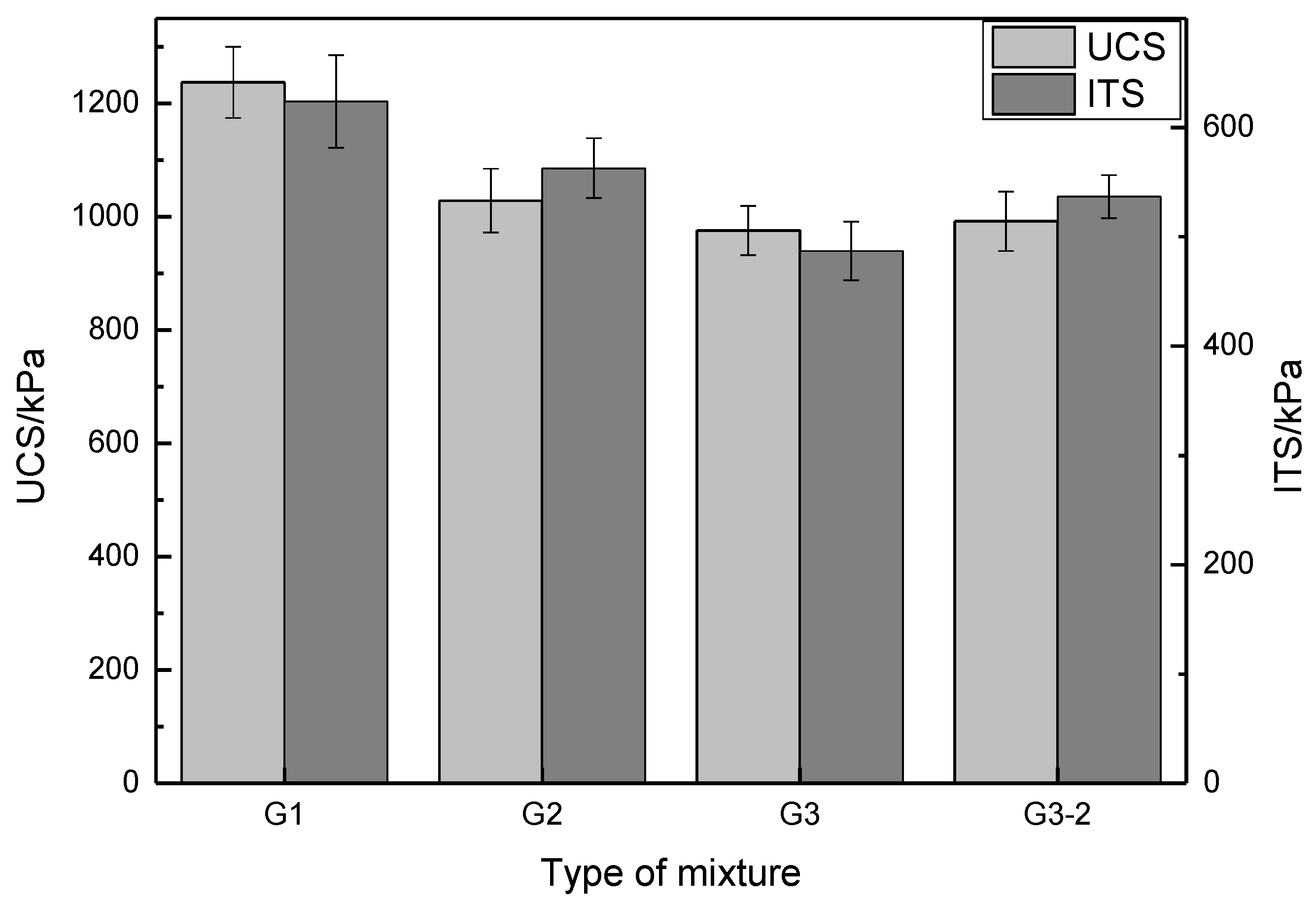
- The content of fine aggregate had a significant effect on the ITS, UCS and shear strength of CRME. As the gradation of fine aggregate becomes finer, the emulsified asphalt content increased obviously. As a result, compared with the G1 mixture, the fracture energy and failure strain of the G3-2 mixture decreased by 16.2% and 18.2%, respectively (100 kPa).
- (2)
- Emulsified asphalt mortar and cement hydration products interweaved to form a “spatial network structure”, which had “reinforcement”, “anchorage”, “filling” and “crack resistance” effects. It was one of the most important factors for the strength formation of CRME.
- (3)
- While the powder filler was insufficient, part of the cement was coated with emulsified asphalt, which resulted in the cement failing to hydrate completely. Microscopically, fewer hydration products on the aggregate surface could be found with sufficient powder filler, while relatively more hydration products on the aggregate surface could be found with insufficient powder filler.
- (4)
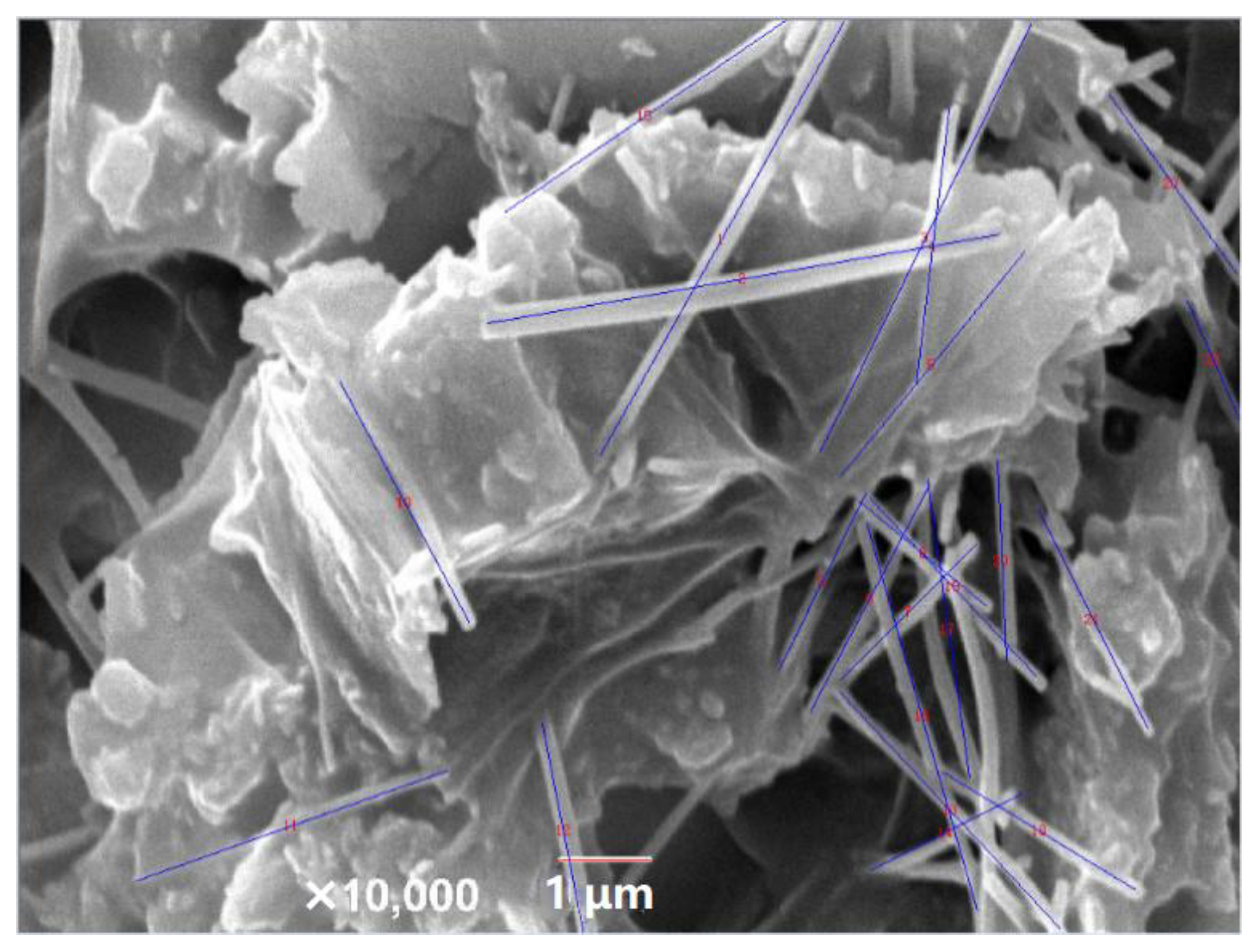
- Quantitative analysis of the length of AFt hydration products was carried out. At about 70% distribution frequency, the length of the hydration products of the G1 mixture ranged from 4 to 8 μm, while that of the G3 and G3-2 mixtures ranged from 2 to 5 μm and 1 to 4 μm, respectively. Part of the cement in the G3 and G3-2 mixtures was not completely hydrated due to being coated with emulsified asphalt.
- (5)
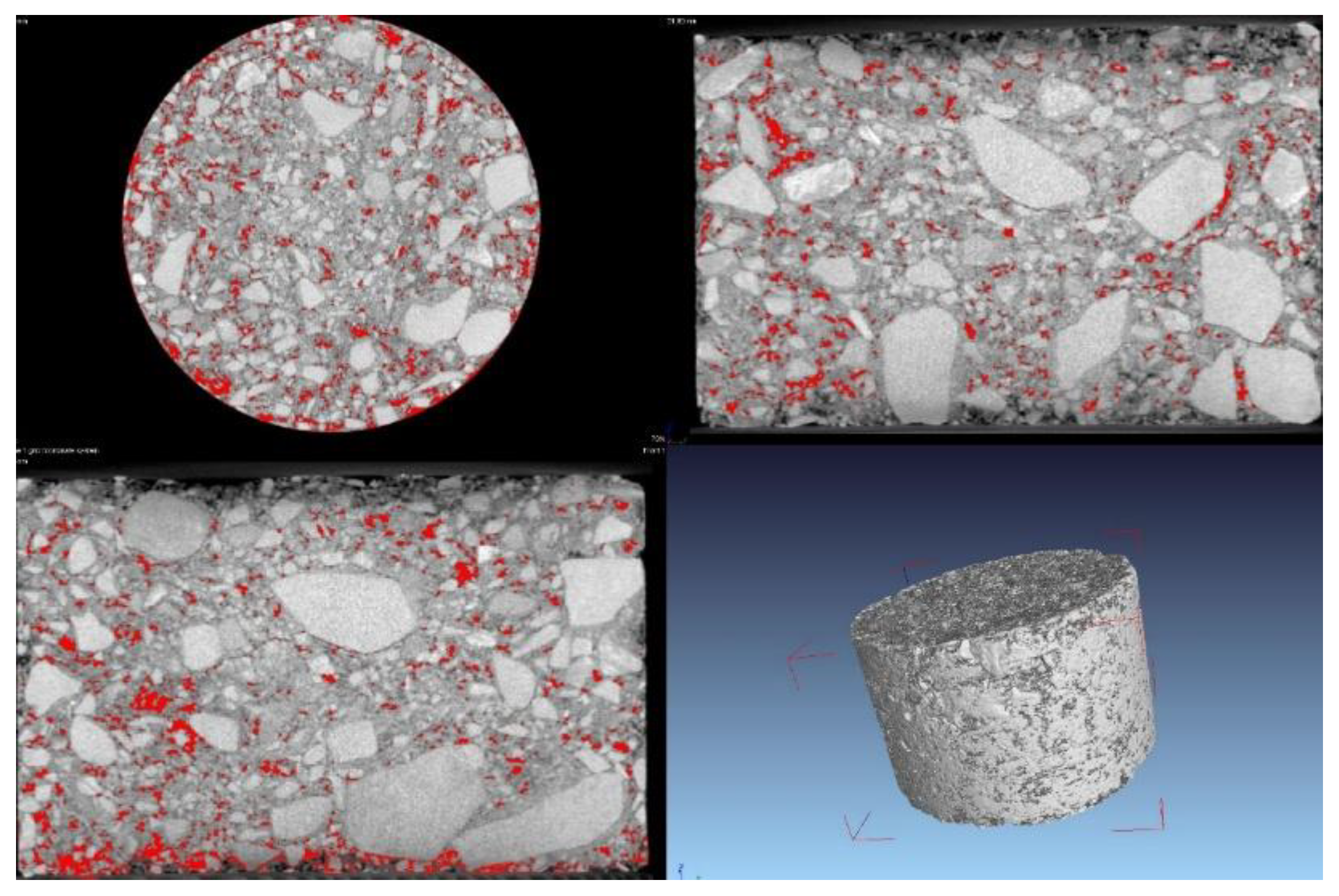
- An increase in the filler content in fine aggregate resulted in an increase in the emulsified asphalt content in CRME. With the same emulsified asphalt content, when compared with the G3-2 mixture, the number of air voids in the G1 mixture in the volume range of 0.5 mm3 ≤ V < 5 mm3 in CRME decreased by 27.9%; and that of G1 in the volume range of V < 0.5 mm3 increased by 20.1%. Compared to the G3-2 and G1 mixtures, the equivalent radius of the air voids decreased by 13.4% with the increase in filler content.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hamed, A.; Ahmad, A.B. Life cycle assessment of incorporating recycled materials in pavement design. J. King Saud Univ. Eng. Sci. 2022; in press. [Google Scholar]
- Fawaz, A.; Fahad, A.; Meshal, A.; Husnain, H.; Ahmed, E.; Sherif, E. Sustainability Evaluation of Cold In-Place Recycling and Hot Mix Asphalt Pavements: A Case of Qassim, Saudi Arabia. Coatings 2022, 12, 50. [Google Scholar]
- Ruviaro, S.A.; Silvestro, L.; Pelisser, F.; Azevedo, G.R.A.; Matos, R.P.; Gastaldini, G.L.A. Long-term effect of recycled aggregate on microstructure, mechanical properties, and CO2 sequestration of rendering mortars. Constr. Build. Mater. 2022, 321, 126357. [Google Scholar] [CrossRef]
- Ren, J.L.; Zhang, L.; Zhao, H.B.; Zhao, Z.D.; Wang, S.Y. Determination of the fatigue equation for the cement-stabilized cold recycled mixtures with road construction waste materials based on data-driven. Int. J. Fatigue 2022, 158, 106765. [Google Scholar] [CrossRef]
- Turk, J.; Mauko, P.A.; Mladenovi, A. Cotič, Z.; Jurjavčič, P. Environmental comparison of two alternative road pavement rehabilitation techniques: Cold-in-place-recycling versus traditional reconstruction. J. Clean. Prod. 2016, 121, 45–55. [Google Scholar] [CrossRef]
- Xu, J.Z.; Hao, P.W.; Zhang, D.P.; Yuan, G.A. Investigation of reclaimed asphalt pavement blending efficiency based on micro-mechanical properties of layered asphalt binders. Constr. Build. Mater. 2018, 163, 390–401. [Google Scholar] [CrossRef]
- Iglesias, P.O.; Pasandín, A.M.R.; Pérez, I.P. Compaction and volumetric analysis of cold in-place recycled asphalt mixtures prepared using gyratory, static, and impact procedures. Constr. Build. Mater. 2021, 296, 123620. [Google Scholar]
- Zarei, W.; Ouyang, J.; Yang, W.T.; Zhao, Y.Q. Experimental analysis of semi-flexible pavement by using an appropriate cement asphalt emulsion paste. Constr. Build. Mater. 2020, 230, 116994. [Google Scholar] [CrossRef]
- Hou, Y.Q.; Ji, X.P.; Li, J.; Li, X.H. Adhesion between Asphalt and Recycled Concrete Aggregate and Its Impact on the Properties of Asphalt Mixture. Materials 2018, 11, 2528. [Google Scholar] [CrossRef] [Green Version]
- Pan, C.L.; Liang, D.Q.; Mo, L.T.; Riara, M.; Lin, J.T. Influence of Different Modifiers on Bonding Strength and Rheological Performance of Bitumen Emulsion. Materials 2019, 12, 2414. [Google Scholar] [CrossRef] [Green Version]
- Mubaraki, M.; Osman, S.; Sallam, H.E.M. Effect of RAP content on flexural behavior and fracture toughness of flexible pavement. Lat. Am. J. Solids Struct. 2019, 16, e177. [Google Scholar] [CrossRef]
- Lv, Z.H.; Shen, A.Q.; Qin, X.; Guo, Y.C.; Ruan, C.H. Performance Optimization and Mechanism of Emulsified Asphalt Cold Recycled Mixtures. J. Build. Mater. 2018, 21, 90–95. [Google Scholar]
- Lin, J.T.; Wei, T.Z.; Hong, J.X.; Zhao, Y.L.; Liu, J.P. Research on development mechanism of early-stage strength for cold recycled asphalt mixture using emulsion asphalt. Constr. Build. Mater. 2015, 99, 137–142. [Google Scholar] [CrossRef]
- Yang, Y.H.; Yang, Y.; Qian, B.T. Performance and Microstructure of Cold Recycled Mixes Using Asphalt Emulsion with Different Contents of Cement. Materials 2019, 12, 2548. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xu, J.Z.; Hao, P.W.; Wang, H.; He, L.J. Influences of two binder materials on performance of cold recycled mixtures stabilized with foamed asphalt. Acta Mater. Compos. Sinica 2017, 34, 687–693. [Google Scholar]
- Mubaraki, M.; Sallam, H.E.M. Reliability study on fracture and fatigue behavior of pavement materials using SCB specimen. Int. J. Pavement Eng. 2018, 21, 1563–1575. [Google Scholar] [CrossRef]
- Wang, H. Meso-microscopic Void Distribution Characteristics of Emulsified Asphalt Cold Recycled Mixture with Different Cement Contents. J. Highw. Transp. Res. Dev. 2016, 33, 27–34. [Google Scholar]
- Li, Z.G.; Hao, P.W.; Xu, J.Z. Study on Impacts of Freeze-thaw Cycles on the Shear Performances of Emulsified Asphalt Cold Recycle Mixture. Mater. Rev. 2016, 30, 121–125. [Google Scholar]
- Li, Z.G.; Hao, P.W.; Liu, H.Y.; Xu, J.Z. Effect of cement on the strength and microcosmic characteristics of cold recycled mixtures using foamed asphalt. J. Cleaner Prod. 2019, 230, 956–965. [Google Scholar] [CrossRef]
- Bahiense, A.V.; Alexandre, J.; Xavier, G.; Azevedo, G.R.A.; Monteiro, N.S. Dosage of interlocking paving with ornamental rock waste: An experimental design approach, particle packing and polluting potential. Case Stud. Constr. Mater. 2021, 15, e00596. [Google Scholar]
- Lyu, Z.H.; Shen, A.Q.; Qin, X.; Yang, X.L.; Li, Y. Grey target optimization and the mechanism of cold recycled asphalt mixture with comprehensive performance. Constr. Build. Mater. 2019, 198, 269–277. [Google Scholar] [CrossRef]
- Omrani, M.A.; Modarres, A. Stiffness and Fatigue Behavior of Emulsified Cold Recycled Mixture Containing Waste Powder Additives: Mechanical and Microstructural Analysis. J. Mater. Civ. Eng. 2019, 3, 04019061. [Google Scholar] [CrossRef]
- Gao, L.; Wang, Z.Q.; Liu, Y.P.; Zheng, J.Q.; Li, H. Influence of Binder Property and Mortar Thickness on High-Temperature Performance of Cold Recycled Mixtures with Asphalt Emulsion. Materials 2019, 12, 2718. [Google Scholar] [CrossRef] [PubMed]
- Gao, L.; Ni, F.; Luo, H.L.; Charmot, S. Characterization of air voids in cold in-place recycling mixtures using X-ray computed tomography. Constr. Build. Mater. 2015, 84, 429–436. [Google Scholar] [CrossRef]
- Sun, J.X.; Liu, L.P.; Sun, L.J. Effect of fiber on fatigue performance of emulsified asphalt cold recycled mixture. J. Wuhan Univ. Technol. (Transp. Sci. Eng.) 2019, 43, 97–101. [Google Scholar]
- Li, Z.G.; Hao, P.W.; Liu, H.Y.; Xu, J.Z. Investigation of early-stage strength for cold recycled asphalt mixture using foamed asphalt. Constr. Build. Mater. 2016, 127, 410–417. [Google Scholar] [CrossRef]
- Lin, J.T.; Huo, L.; Xu, F.; Xiao, Y.; Hong, J.X. Development of microstructure and early-stage strength for 100% cold recycled asphalt mixture treated with emulsion and cement. Constr. Build. Mater. 2018, 189, 924–933. [Google Scholar] [CrossRef]
- JTG/T 5521-2019; Technical Specifications for Highway Asphalt Pavement Recycling. Ministry of Transport of the People’s Republic of China: Beijing, China, 2019.
- Li, Z.G.; Hao, P.W. Effect of curing procedure to foamed asphalt cold recycled mixture properties. J. Beijing Univ. Technol. 2016, 42, 79–85. [Google Scholar]
- Lytton, R.L.; Zhang, Y.; Gu, F.; Luo, X. Characteristics of damaged asphalt mixtures in tension and compression. Int. J. Pavement Eng. 2018, 19, 292–306. [Google Scholar] [CrossRef] [Green Version]
- JTG E20-2011; Standard Test Methods of Bitumen and Bituminous Mixtures for Highway Engineering. Ministry of Transport of the People’s Republic of China: Beijing, China, 2011.
- Jenkins, K.J.; Collings, D.C. Mix design of bitumen-stabilised materials—South Africa and abroad. Road Mater. Pavement Des. 2017, 18, 331–349. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sieve Size/mm | 26.5 | 19 | 16 | 13.2 | 9.5 | 4.75 | 2.36 | 1.18 | 0.6 | 0.3 | 0.15 | 0.075 |
| Passing Percentage/% | 100 | 95.4 | 83.2 | 66.7 | 60.8 | 32.2 | 17.9 | 13.5 | 7.2 | 5.9 | 3.7 | 2.5 |
| Testing Index | Results |
|---|---|
| Penetration (25 °C; 0.1 mm) | 32 |
| Ductility (25 °C; cm) | 61 |
| Softening point (°C) | 39.5 |
| Test | Results | Specification |
|---|---|---|
| 25 °C penetration/0.1 mm | 72 | 60~80 |
| Softening point/°C | 47 | ≥46 |
| 60 °C Dynamic viscosity/Pa·s | 243 | ≥180 |
| 10 °C ductility/cm | 63 | ≥20 |
| 15 °C Density/(g/cm3) | 1.012 | Report |
| Wax content/% | 1.5 | ≤2.2 |
| Test | Results | Specification | |
|---|---|---|---|
| Emulsifying speed | Slow-Breaking | Slow or median Breaking | |
| Ionic charge | Cationic (+) | Cationic (+) | |
| Residue of 1.18 mm sieves/% | 0.05 | ≤0.1 | |
| Evaporative residues | Residual content/% | 62.8 | ≥62 |
| 25 °C penetration/0.1 mm | 83.2 | 50~300 | |
| 15 °C ductility/cm | 47 | ≥40 | |
| Storage stability | 1 day/% | 0.6 | ≤1 |
| 5 days/% | 2.7 | ≤5 | |
| Sieve Size/mm | Passing Percent/% | Specification | ||
|---|---|---|---|---|
| G1 | G2 | G3 | ||
| 26.5 | 100 | 100 | 100 | 100 |
| 19 | 92.7 | 92.7 | 92.7 | 90~100 |
| 16 | 79.2 | 79.2 | 79.2 | - |
| 13.2 | 72.4 | 72.4 | 72.4 | - |
| 9.5 | 65.3 | 65.3 | 65.3 | 60~80 |
| 4.75 | 42.6 | 42.6 | 42.6 | 35~65 |
| 2.36 | 32.3 | 27.4 | 24.1 | 20~50 |
| 1.18 | 24.2 | 18.3 | 13.7 | - |
| 0.6 | 18.4 | 12.3 | 8.0 | - |
| 0.3 | 14.2 | 8.2 | 4.9 | 3~21 |
| 0.15 | 10.5 | 5.4 | 2.7 | - |
| 0.075 | 8.2 | 3.6 | 1.6 | 2~8 |
| nFA | 0.4 | 0.6 | 0.8 | - |
| Type of Mixture | Optimum Emulsified Asphalt Content/wt.% | Optimum Water Content/wt.% | Maximum Dry Density/(g/cm3) | ITSdry /MPa | Requirements of ITSdry/MPa |
|---|---|---|---|---|---|
| G1 | 4.7 | 4.2 | 2.068 | 0.624 | ≥0.4 |
| G2 | 3.9 | 3.8 | 2.010 | 0.563 | ≥0.4 |
| G3 | 3.6 | 3.6 | 1.923 | 0.487 | ≥0.4 |
| G3-2 | 4.7 | 4.2 | 1.907 | 0.537 | ≥0.4 |
| Type of Mixture | Confining Pressure 50 kPa | Confining Pressure 100 kPa | Confining Pressure 200 kPa | |||
|---|---|---|---|---|---|---|
| Fracture Energy/(N/cm2) | Failure Strain/% | Fracture Energy/(N/cm2) | Failure Strain/% | Fracture Energy/(N/cm2) | Failure Strain/% | |
| G1 | 247.6 | 4.6 | 322.7 | 4.4 | 462.3 | 3.8 |
| G2 | 212.3 | 3.8 | 276.8 | 3.5 | 392.1 | 3.1 |
| G3 | 173.4 | 3.0 | 242.5 | 2.6 | 354.2 | 2.3 |
| G3-2 | 197.5 | 4.1 | 270.4 | 3.6 | 372.7 | 2.9 |
| Type of Mixture | G1 | G2 | G3 | G3-2 |
|---|---|---|---|---|
| Equivalent average radius/mm | 0.712 | 0.786 | 0.975 | 0.824 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Li, K.; Zhang, J.; Ren, R.; Du, P.; Zhao, P.; Zhao, Q.; Geng, L. Effect of Fine Aggregate Gradation on Macro and Micro Properties of Cold Recycling Mixture Using Emulsified Asphalt. Coatings 2022, 12, 674. https://doi.org/10.3390/coatings12050674
Li Z, Li K, Zhang J, Ren R, Du P, Zhao P, Zhao Q, Geng L. Effect of Fine Aggregate Gradation on Macro and Micro Properties of Cold Recycling Mixture Using Emulsified Asphalt. Coatings. 2022; 12(5):674. https://doi.org/10.3390/coatings12050674
Chicago/Turabian StyleLi, Zhigang, Kexin Li, Jianmin Zhang, Ruibo Ren, Pinru Du, Pinhui Zhao, Quanman Zhao, and Litao Geng. 2022. "Effect of Fine Aggregate Gradation on Macro and Micro Properties of Cold Recycling Mixture Using Emulsified Asphalt" Coatings 12, no. 5: 674. https://doi.org/10.3390/coatings12050674