
The Influence of Negative Voltage on Corrosion Behavior of Ceramic Coatings Prepared by MAO Treatment on Steel


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of MAO Coatings
2.3. Characterization of MAO Coatings
2.4. Corrosion Characterization
2.5. Bond Strength Test
3. Results and Discussions
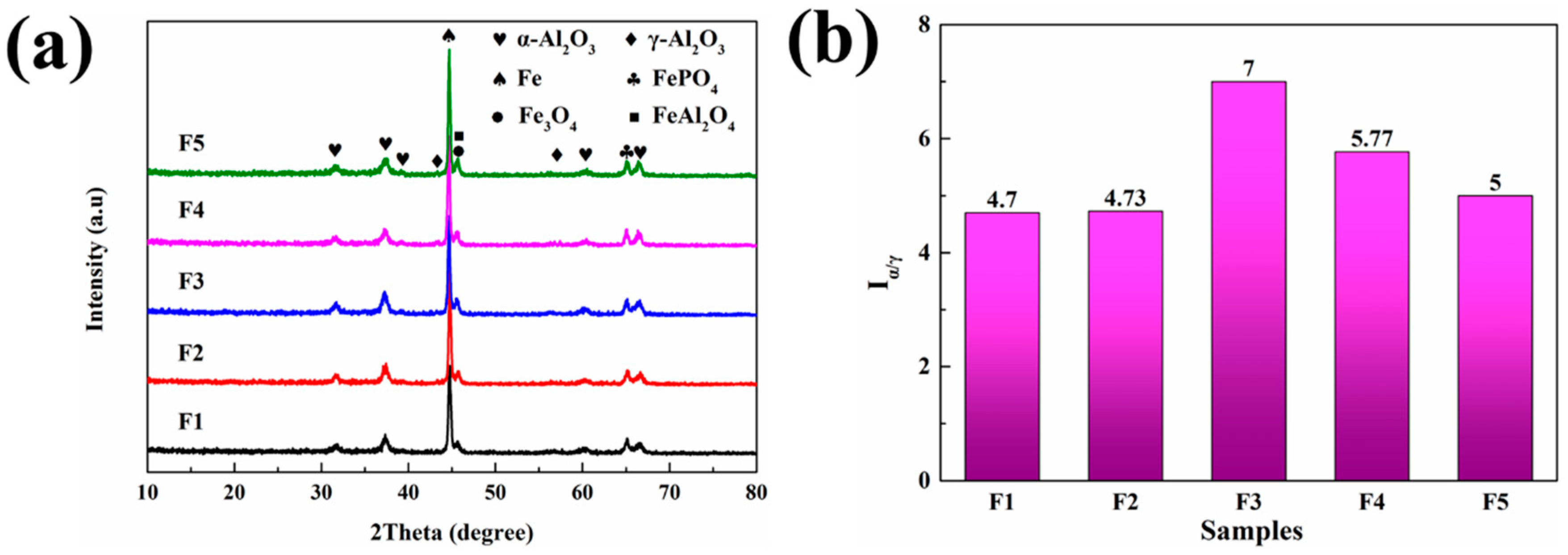
3.1. Coating Composition
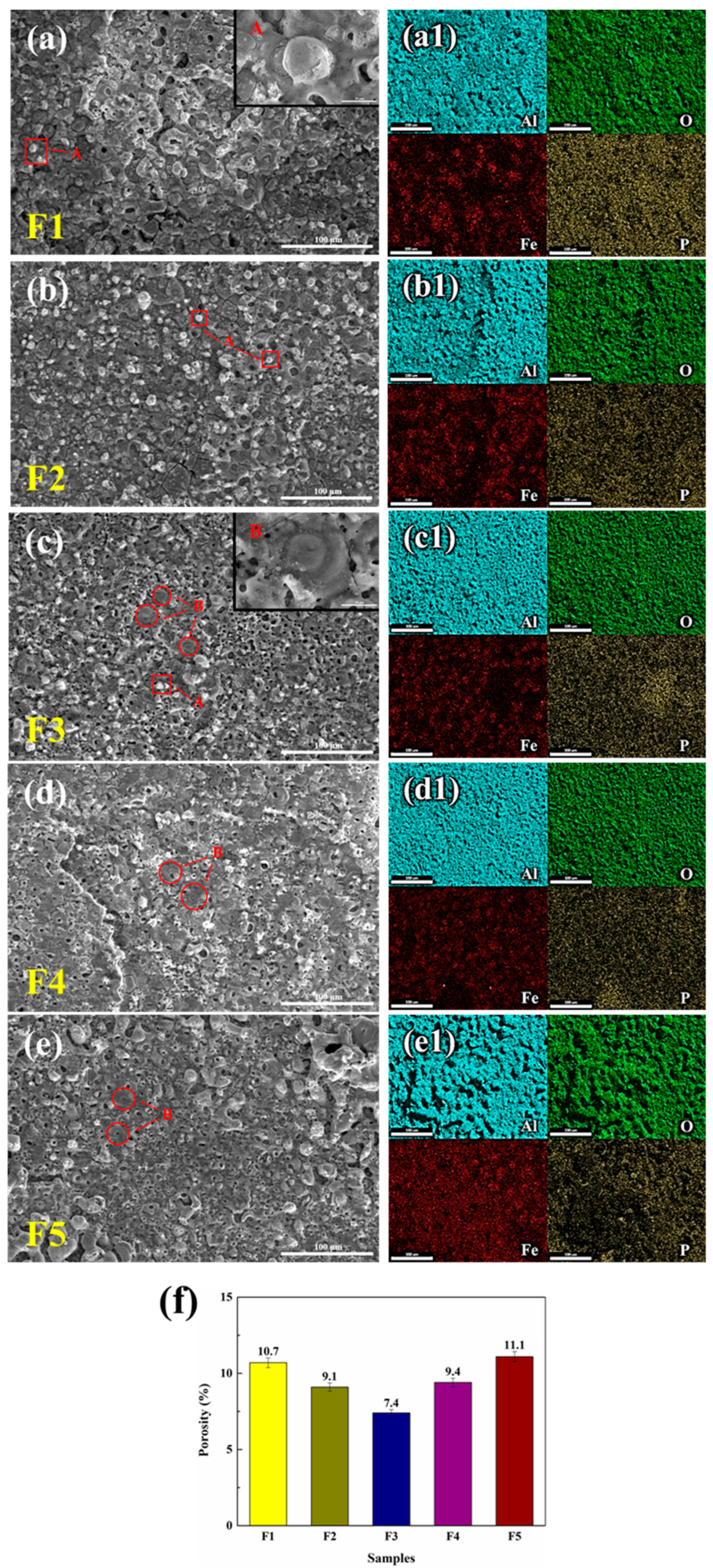
3.2. Surface Morphology Analysis
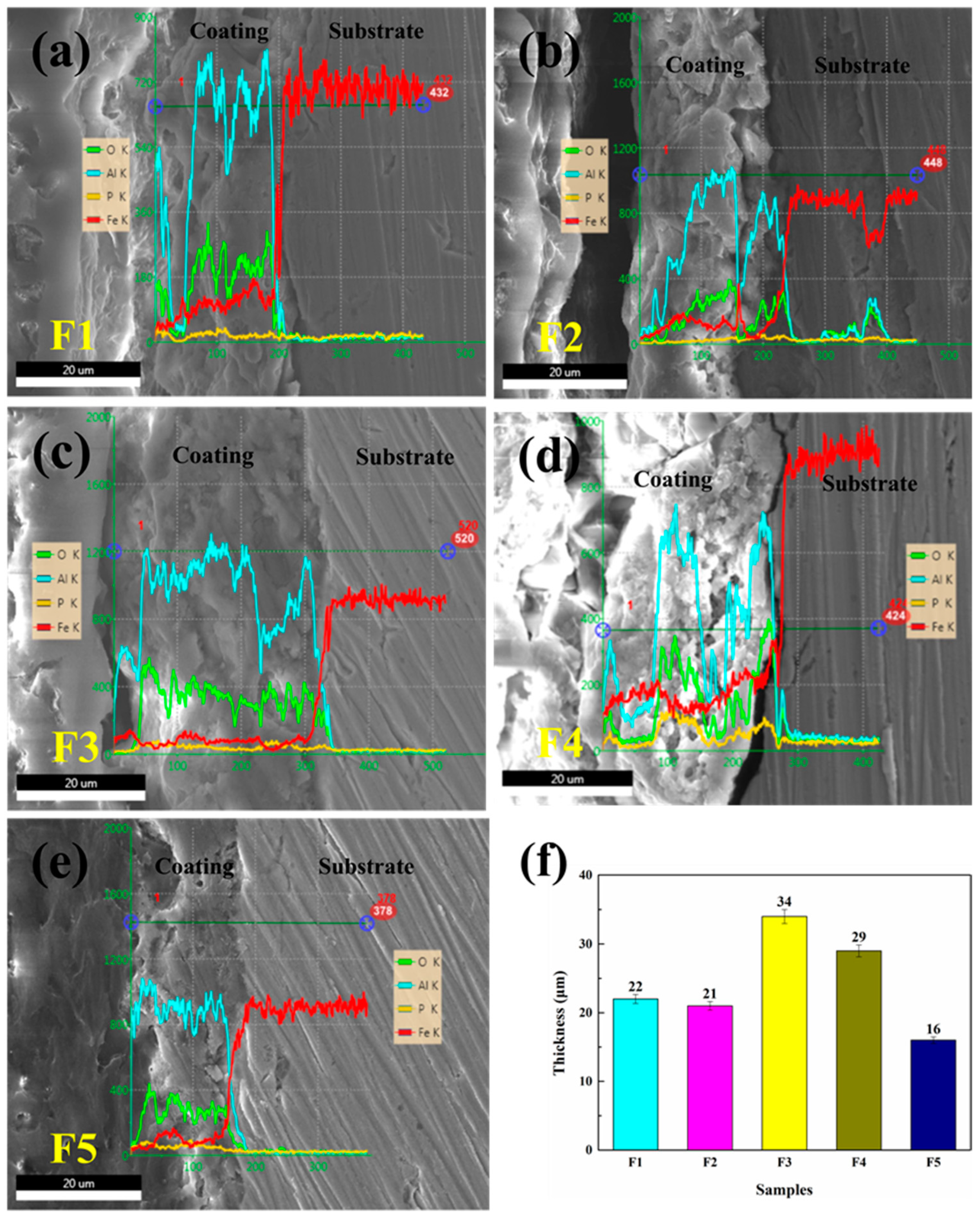
3.3. Cross-Section Morphology Analysis
3.4. XPS Analysis
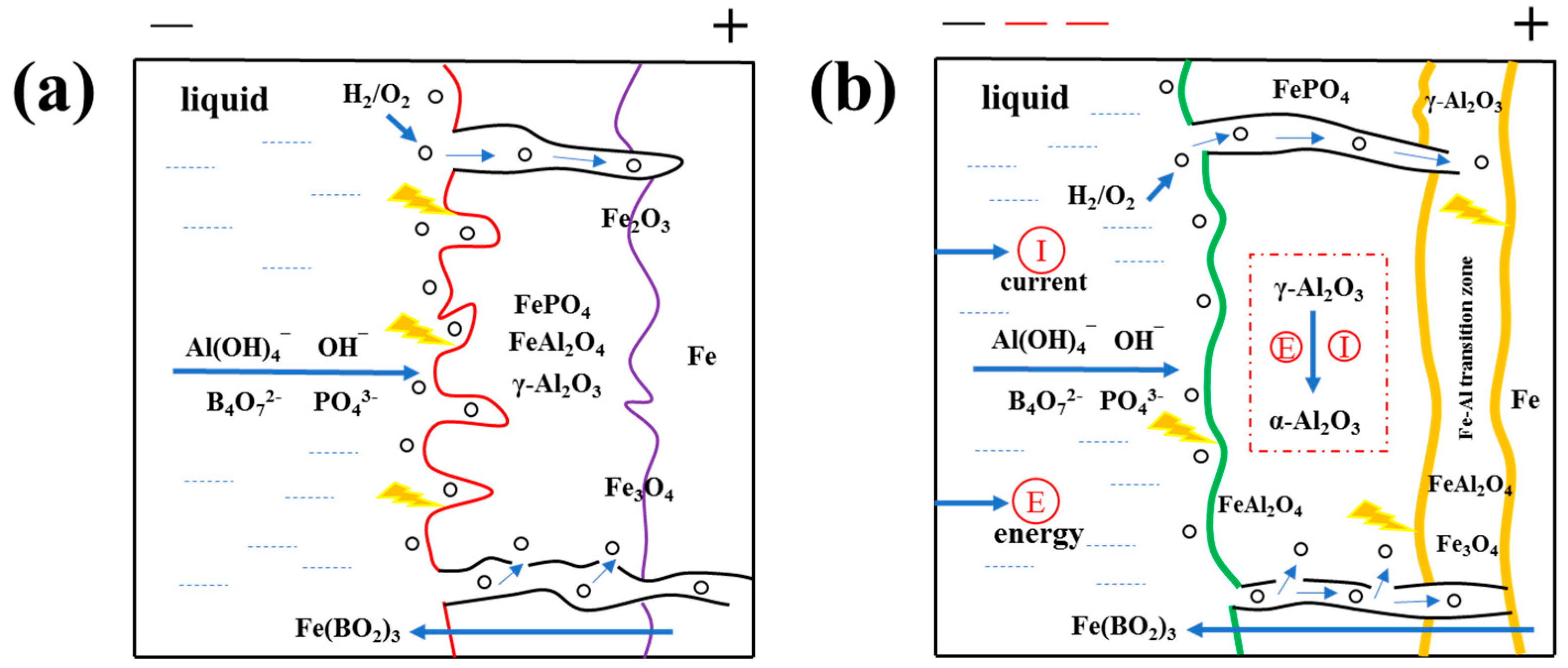
3.5. Formation Mechanism
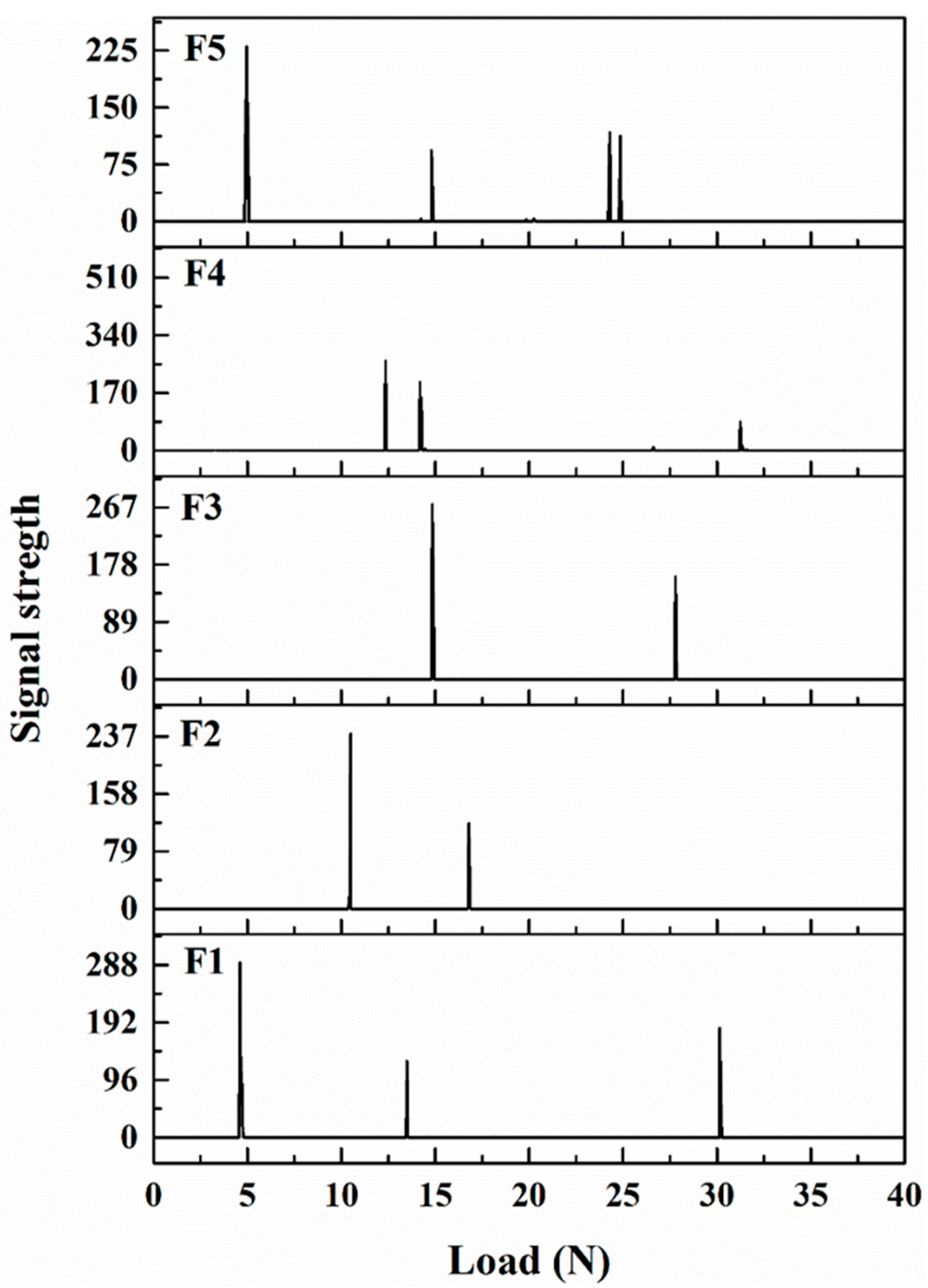
3.6. Coating Bonding Strength
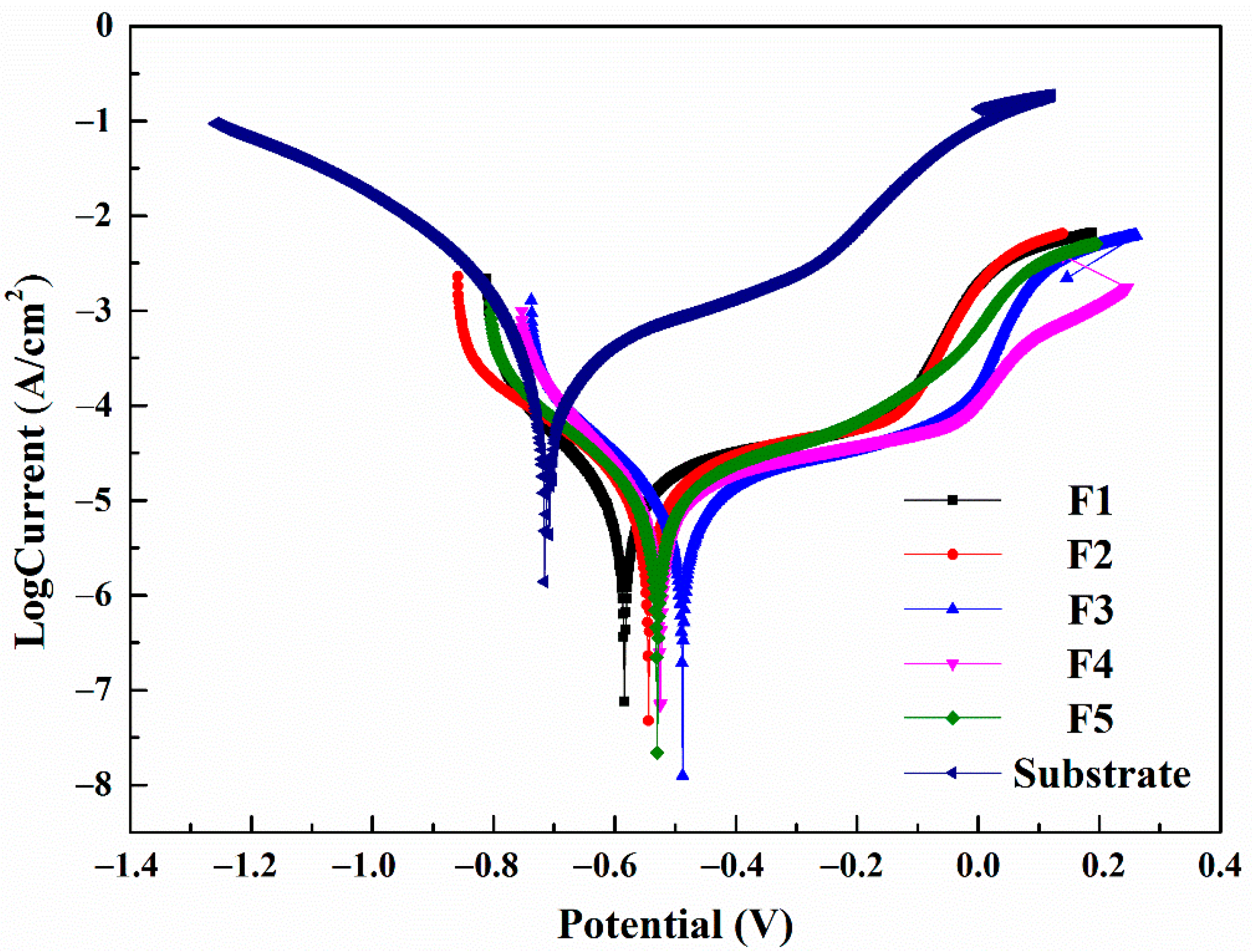
3.7. Potentiometric Polarization Test
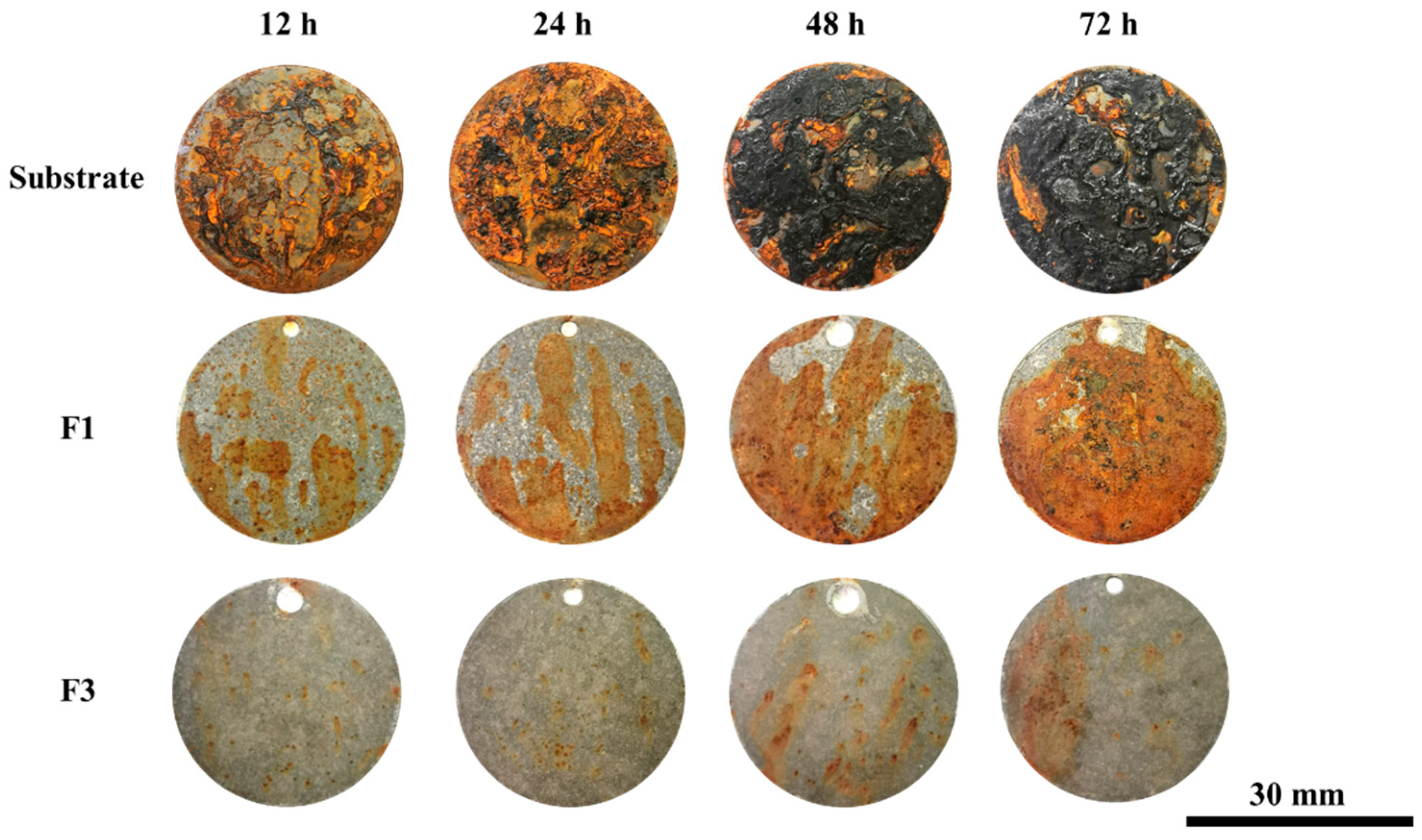
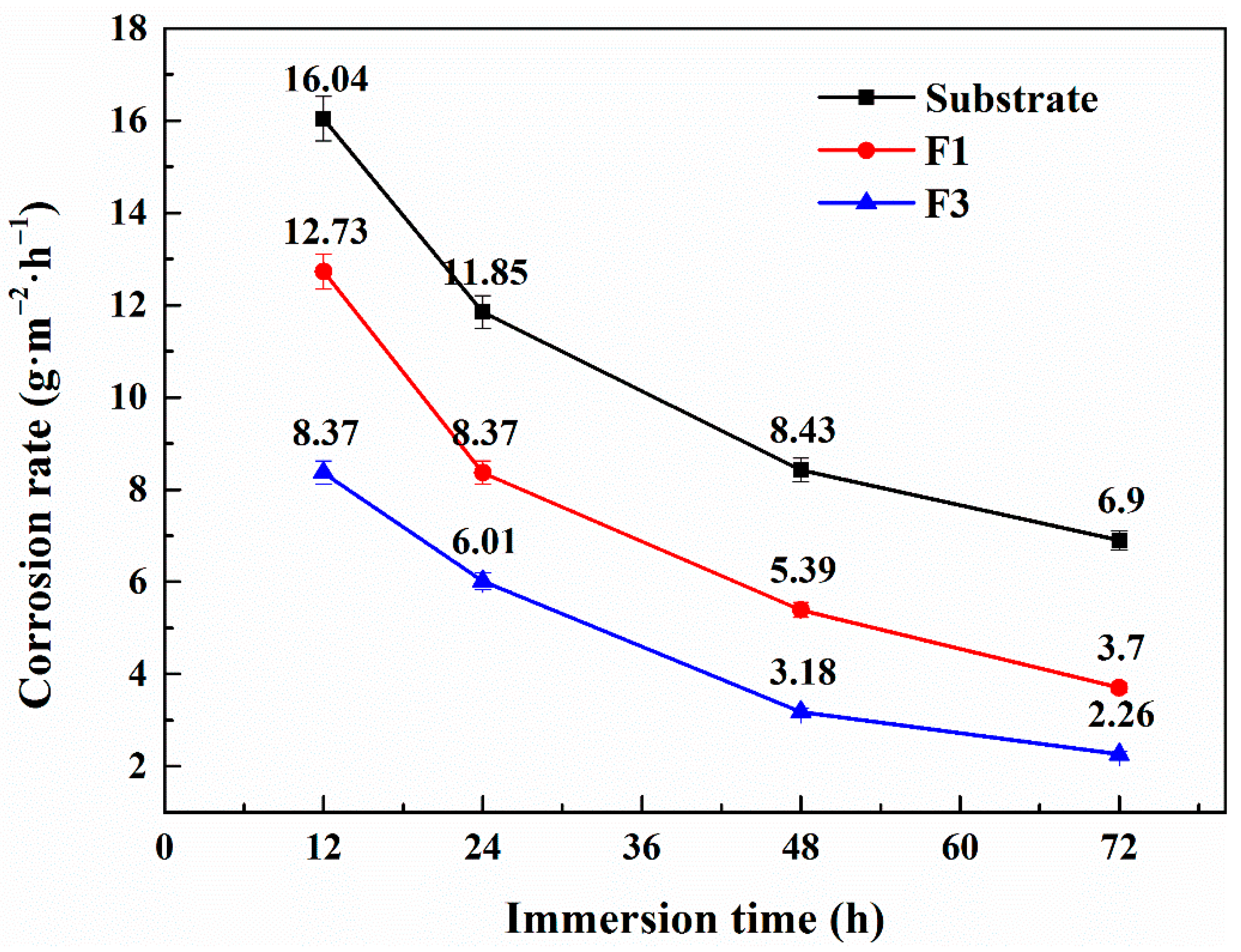
3.8. Neutral Salt Spray Experiment
4. Conclusions
- (1)
- All MAO coatings are composed mainly of α-Al2O3, γ-Al2O3, Fe3O4, and FePO4, and the negative voltage can significantly affect the surface morphology and composition in the coating;
- (2)
- The coating without a negative voltage or with a lower negative voltage has a higher content of γ-Al2O3 and a porous and loose structure. Under a negative voltage of −100 V, the content of α-Al2O3 in the coating is increased, and the surface morphology is more compact and denser with a porosity of 7.4%. The coating thickness rises to 34 μm, and the bonding strength reaches 118.2 ± 3.54 MPa;
- (3)
- The appropriate negative voltage also greatly improves the corrosion resistance of the coating, and after 72 h of salt spray testing, the corrosion rate of the sample declines to 2.26 g·m−2·h−1. The coating obtained under −100 V exhibits the best corrosion resistance, significantly improving the corrosion resistance of 10B21 steel.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- García-Rodríguez, S.; Torres, B.; Pulido-González, N. 316L stainless steel coatings on ZE41 magnesium alloy using HVOF thermal spray for corrosion protection. Surf. Coat. Technol. 2016, 287, 9–19. [Google Scholar] [CrossRef]
- Xie, W.; Li, J.; Li, Y. Electrochemical corrosion behavior of carbon steel and hot dip galvanized steel in simulated concrete solution with different pH values. Mater. Sci. 2017, 23, 280–284. [Google Scholar] [CrossRef] [Green Version]
- Wang, W.Z.; Feng, S.S.; Li, Z.M.; Chen, Z.G.; Zhao, T.Y. Microstructure and properties of micro-arc oxidation ceramic films on AerMet100 steel. J. Mater. Eng. Perform. 2020, 9, 6014–6027. [Google Scholar] [CrossRef]
- Lu, L.H.; Shen, D.J.; Zhang, J.W.; Song, J.; Li, L. Evolution of micro-arc oxidation behaviors of the hot-dipping aluminum coatings on Q235 steel substrate. Appl. Surf. Sci. 2011, 257, 4144–4150. [Google Scholar]
- Pezzato, L.; Settimi, A.G.; Cerchier, P.; Brunelli, K. Microstructural and corrosion properties of PEO coated zinc-aluminized (ZA) steel. Coatings 2020, 10, 448. [Google Scholar] [CrossRef]
- Zhao, G.H.; Zhao, J.H. Surface modification of die casting mold steel by a composite technique of hot-dipping and plasma electrolytic oxidation. Rare Met. 2012, 31, 362–367. [Google Scholar] [CrossRef]
- Lekbir, C.; Houn, N.D.; Guetitech, A.; Hacid, A.; Ziouche, A.; Ouaad, K.; Djadoun, A. Effect of immersion time and cooling mode on the electrochemical behavior of hot-dip galvanized steel in sulfuric acid medium. J. Mater. Eng. Perform. 2017, 26, 2502–2511. [Google Scholar] [CrossRef]
- Wang, J.H.; Du, M.H.; Han, F.Z.; Yang, J. Effects of the ratio of anodic and cathodic currents on the characteristics of micro-arc oxidation ceramic coatings on Al alloys. Appl. Surf. Sci. 2014, 292, 658–664. [Google Scholar] [CrossRef]
- Wang, D.G.; Lin, Z.Q.; Chen, C.Z.; Yu, H.J.; He, S.Y. Effect of Na2WO4 on growth process and corrosion resistance of micro-arc oxidation coatings on 2A12 aluminum alloys in CH3COONa electrolyte. J. Mater. Eng. Perform. 2016, 25, 297–303. [Google Scholar]
- Liu, C.; Lu, X.; Li, Y.; Chen, Q.; Zhang, T.; Wang, F. Influence of post-treatment process on corrosion and wear properties of PEO coatings on AM50 Mg alloy. J. Alloys Compd. 2021, 870, 159462. [Google Scholar] [CrossRef]
- Attarzadeh, N.; Kazemi, A.; Molaei, M.; Fattah-Alhosseini, A. Multipurpose surface modification of PEO coatings using tricalcium phosphate addition to improve the bedding for apatite compounds. J. Alloys Compd. 2021, 877, 160275. [Google Scholar] [CrossRef]
- Zuo, Y.; Li, T.L.; Yu, P.H.; Zhao, Z.C.; Chen, X.Y.; Zhang, Y.; Chen, F. Effect of graphene oxide additive on tribocorrosion behavior of MAO coatings prepared on Ti6Al4V alloy. Appl. Surf. Sci. 2019, 480, 26–34. [Google Scholar] [CrossRef]
- Montazeri, M.; Dehghanian, C.; Shokouhfar, M.; Baradaran, A. Investigation of the voltage and time effects on the formation of hydroxyapatite-containing titania prepared by plasma electrolytic oxidation on Ti6Al4V alloy and its corrosion behavior. Appl. Surf. Sci. 2011, 257, 7268–7275. [Google Scholar] [CrossRef]
- Pezzato, L.; Brunelli, K.; Dolcet, P.; Dabal, M. Plasma electrolytic oxidation coating produced on 39NiCrMo3 steel. Surf. Coat. Technol. 2016, 307, 73–80. [Google Scholar] [CrossRef]
- Wang, Y.L.; Jiang, Z. In situ formation of low friction ceramic coatings on carbon steel by plasma electrolytic oxidation in two types of electrolytes. Appl. Surf. Sci. 2009, 255, 6240–6243. [Google Scholar] [CrossRef]
- Wang, Y.L.; Jiang, Z.; Yao, Z. Microstructure and corrosion resistance of ceramic coating on carbon steel prepared by plasma electrolytic oxidation. Surf. Coat. Technol. 2010, 204, 1685–1688. [Google Scholar] [CrossRef]
- Wang, Y.L.; Jiang, Z.; Yao, Z. Effects of Na2WO4, and Na2SiO3, additives in electrolytes on microstructure and properties of PEO coatings on Q235 carbon steel. J. Alloys Compd. 2009, 481, 725–729. [Google Scholar] [CrossRef]
- Wang, Y.L.; Jiang, Z.; Yao, Z. Preparation and properties of ceramic coating on Q235 carbon steel by plasma electrolytic oxidation. Cur. Appl. Phys. 2009, 9, 1067–1071. [Google Scholar] [CrossRef]
- Yang, W.B.; Li, Q.; Liu, W.; Liang, J.; Peng, Z.; Liu, B. Characterization and properties of plasma electrolytic oxidation coating on low carbon steel fabricated from aluminate electrolyte. Vacuum 2017, 144, 207–216. [Google Scholar] [CrossRef]
- Li, Y.K.; Chen, M.F.; You, C. Preparation characteristics and corrosion properties of α-Al2O3 coatings on 10B21 carbon steel by micro-arc oxidation. Surf. Coat. Technol. 2019, 358, 637–645. [Google Scholar] [CrossRef]
- Zhao, Z.H.; Chen, M.F.; You, C.; Li, W.; Liu, H.F. Effect of α-Al2O3 additive on the microstructure and properties of MAO coatings prepared on low carbon steel. J. Mater. Res. Technol. 2020, 9, 3875–3884. [Google Scholar] [CrossRef]
- Jayaraj, R.K.; Malarvizhi, S.; Balasubramanian, V. Optimizing the micro-arc oxidation (MAO) parameters to attain coatings with minimum porosity and maximum hardness on the friction stir welded AA6061 aluminum alloy welds. Def. Technol. 2017, 13, 111–117. [Google Scholar] [CrossRef]
- Pan, Y.K.; Wang, D.G.; Chen, C.Z. Effect of negative voltage on the microstructure, degradability and in vitro bioactivity of microarc oxidized coatings on ZK60 magnesium alloy. Mater. Lett. 2014, 119, 127–130. [Google Scholar] [CrossRef]
- Shahri, Z.; Allahkaram, S.R.; Soltani, R.; Jafari, H. Optimization of plasma electrolyte oxidation process parameters for corrosion resistance of Mg alloy. J. Magnes. Alloys 2020, 8, 431–440. [Google Scholar] [CrossRef]
- Di, S.C. Influencing factors of surface roughness of MAO ceramic coating on AZ91D. Trans. Nonferrous Met. Soc. China 2006, S3, 1810–1813. [Google Scholar]
- Yao, J.T.; Wang, S.; Zhou, Y.; Dong, H. Effects of the power supply mode and loading parameters on the characteristics of micro-arc oxidation coatings on magnesium alloy. Metals 2020, 10, 1452. [Google Scholar] [CrossRef]
- Li, X.J.; Zhang, M.; Wang, S.; Mao, X.; Wei, G.H.; Guo, Y.Y.; Wang, Y.X. Microstructure and wear resistance of micro-arc oxidation ceramic coatings prepared on 2A50 aluminum alloys. Surf. Coat. Technol. 2020, 394, 125853–125859. [Google Scholar] [CrossRef]
- Wang, Y.S.; Chen, M.F.; Zhao, Y. Preparation and corrosion resistance of microarc oxidation-coated biomedical Mg–Zn–Ca alloy in the silicon–phosphorus-mixed electrolyte. ACS Omega 2019, 4, 20937–20947. [Google Scholar] [CrossRef] [Green Version]
- Górecki, G. Iron phosphate coatings–composition and corrosion resistance. Corrosion 2012, 48, 613–616. [Google Scholar] [CrossRef]
- Malinovschi, V.; Marin, A.; Malinovschi, M.; Iosub, I. Preparation and characterization of coatings on carbon steel obtained by PEO in silicate/carbonate electrolyte. Surf. Coat. Technol. 2016, 296, 96–103. [Google Scholar] [CrossRef]
- Huang, M.; Wang, Y.; Chu, C.H.; Zhang, M.X.; Wang, H.B.; Xue, S.X. Wear resistance of alumina-coated oil casing steel N80 via MAO with rare earth additive. Ceram. Int. 2017, 43, 6397–6402. [Google Scholar] [CrossRef]
- Yang, W.B.; Liu, W.M.; Peng, Z.J.; Liu, B.X.; Liang, J. Characterization of plasma electrolytic oxidation coating on low carbon steel prepared from silicate electrolyte with Al nanoparticles. Ceram. Int. 2017, 43, 16851–16858. [Google Scholar] [CrossRef]
- Li, Q.B.; Liang, J.; Liu, B.X.; Peng, Z.J.; Wang, Q. Effects of cathodic voltages on structure and wear resistance of plasma electrolytic oxidation coatings formed on aluminum alloy. Appl. Surf. Sci. 2014, 297, 176–181. [Google Scholar] [CrossRef]
- Li, Z.; Kang, S.H.; Tu, W.B.; Cheng, Y.L. A re-understanding of the breakdown theory from the study of the plasma electrolytic oxidation of a carbon steel—A non-valve metal. Electrochim. Acta 2018, 284, 681–695. [Google Scholar] [CrossRef]
- Sah, S.P.; Tsuji, E.; Aoki, Y. Cathodic pulse breakdown of anodic films on aluminium in alkaline silicate electrolyte—Understanding the role of cathodic half-cycle in AC plasma electrolytic oxidation. Corros. Sci. 2012, 55, 90–96. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.K.; Li, C.X.; Yao, Z.P.; Yang, M.; Wang, Y.J.; Xia, Q.X.; Jiang, Z.H. Preparation of Fenton-like coating catalyst on Q235 carbon steel by plasma electrolytic oxidation in silicate electrolyte. Surf. Coat. Technol. 2016, 307, 1315–1321. [Google Scholar] [CrossRef]
- Wang, P.; Wu, T.; Peng, H.; Guo, X.Y. Effect of NaAlO2 concentrations on the properties of micro-arc oxidation coatings on pure titanium. Mater. Lett. 2016, 170, 171–174. [Google Scholar]
- Xue, W.B.; Deng, Z.W.; Lai, Y.C.; Chen, R.Y. Analysis of phase distribution for ceramic coatings formed by microarc oxidation on aluminum alloy. J. Am. Ceram. Soc. 2010, 81, 1365–1368. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | B |
|---|---|---|---|---|---|---|
| Content | 0.18–0.23 | ≤0.10 | 0.70–1.00 | ≤0.030 | ≤0.035 | ≥0.0008 |
| F1 | F2 | F3 | F4 | F5 |
|---|---|---|---|---|
| 0 V | −50 V | −100 V | −150 V | −200 V |
| Sample | Al (%) | O (%) | Fe (%) | P (%) |
|---|---|---|---|---|
| F1 | 63 | 24 | 5 | 8 |
| F2 | 67 | 20 | 7 | 6 |
| F3 | 73 | 17 | 4 | 6 |
| F4 | 72 | 18 | 5 | 6 |
| F5 | 67 | 19 | 10 | 4 |
| Element Region | C 1s | O 1s | Al 2p | Fe 2p |
|---|---|---|---|---|
| Atomic (%) | 50.25 | 35.09 | 12.05 | 2.61 |
| F1 | F2 | F3 | F4 | F5 | |
|---|---|---|---|---|---|
| Bonding force (N) | 4.60 ± 0.14 | 10.45 ± 0.31 | 14.85 ± 0.44 | 12.35 ± 0.37 | 4.95 ± 0.15 |
| Bonding strength (MPa) | 36.6 ± 1.10 | 83.2 ± 2.49 | 118.2 ± 3.54 | 98.3 ± 2.94 | 39.4 ± 1.18 |
| −Ecorr (V) | Icorr (μA·cm−2) | βa (V dec) | −βc (V dec) | Rp (kΩ·cm2) | |
|---|---|---|---|---|---|
| Substrate | 0.713 | 161 | 0.296 | 0.095 | 0.1 |
| F1 | 0.583 | 4.81 | 0.134 | 0.099 | 5.1 |
| F2 | 0.544 | 4.54 | 0.117 | 0.095 | 5.0 |
| F3 | 0.488 | 3.64 | 0.103 | 0.138 | 7.0 |
| F4 | 0.524 | 4.79 | 0.110 | 0.167 | 6.0 |
| F5 | 0.539 | 4.92 | 0.140 | 0.103 | 5.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiang, M.; Li, T.; Zhao, Y.; Chen, M. The Influence of Negative Voltage on Corrosion Behavior of Ceramic Coatings Prepared by MAO Treatment on Steel. Coatings 2022, 12, 710. https://doi.org/10.3390/coatings12050710
Xiang M, Li T, Zhao Y, Chen M. The Influence of Negative Voltage on Corrosion Behavior of Ceramic Coatings Prepared by MAO Treatment on Steel. Coatings. 2022; 12(5):710. https://doi.org/10.3390/coatings12050710
Chicago/Turabian StyleXiang, Mingzhe, Tianlu Li, Yun Zhao, and Minfang Chen. 2022. "The Influence of Negative Voltage on Corrosion Behavior of Ceramic Coatings Prepared by MAO Treatment on Steel" Coatings 12, no. 5: 710. https://doi.org/10.3390/coatings12050710
APA StyleXiang, M., Li, T., Zhao, Y., & Chen, M. (2022). The Influence of Negative Voltage on Corrosion Behavior of Ceramic Coatings Prepared by MAO Treatment on Steel. Coatings, 12(5), 710. https://doi.org/10.3390/coatings12050710