
A High-Efficiency Technology for Manufacturing Aircraft Carbon Brake Discs with Stable Friction Performance

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Manufacturing of the Test Brake
2.2. Microstructural Characterization
2.3. Physical Property Characterization
2.4. Mechanical Property Characterization
2.5. Thermal Property Characterization
2.6. Characterization of Friction and Wear Properties
3. Results
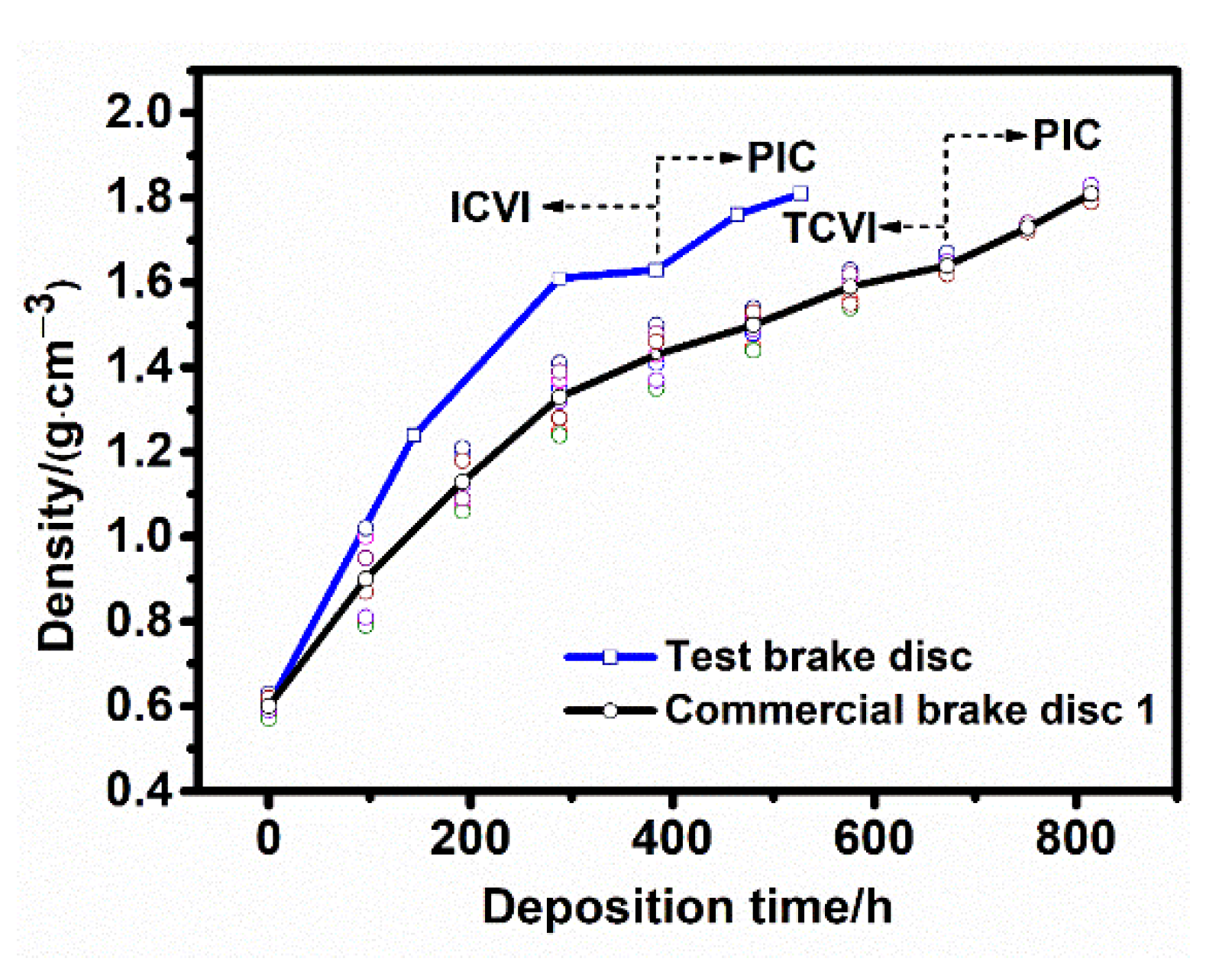
3.1. Densification Efficiency
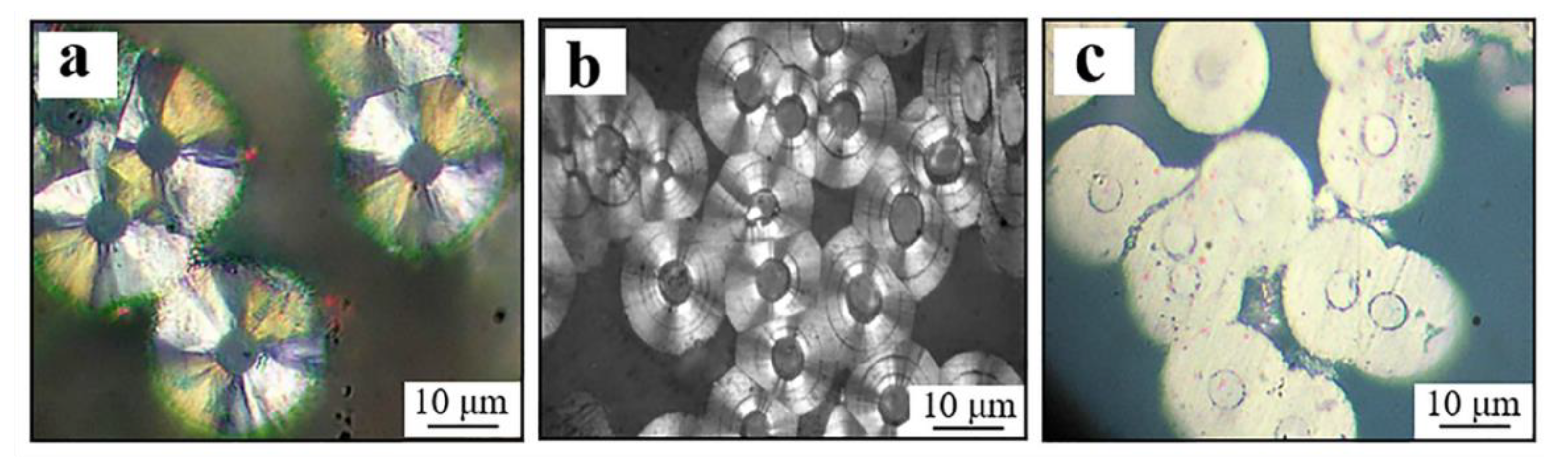
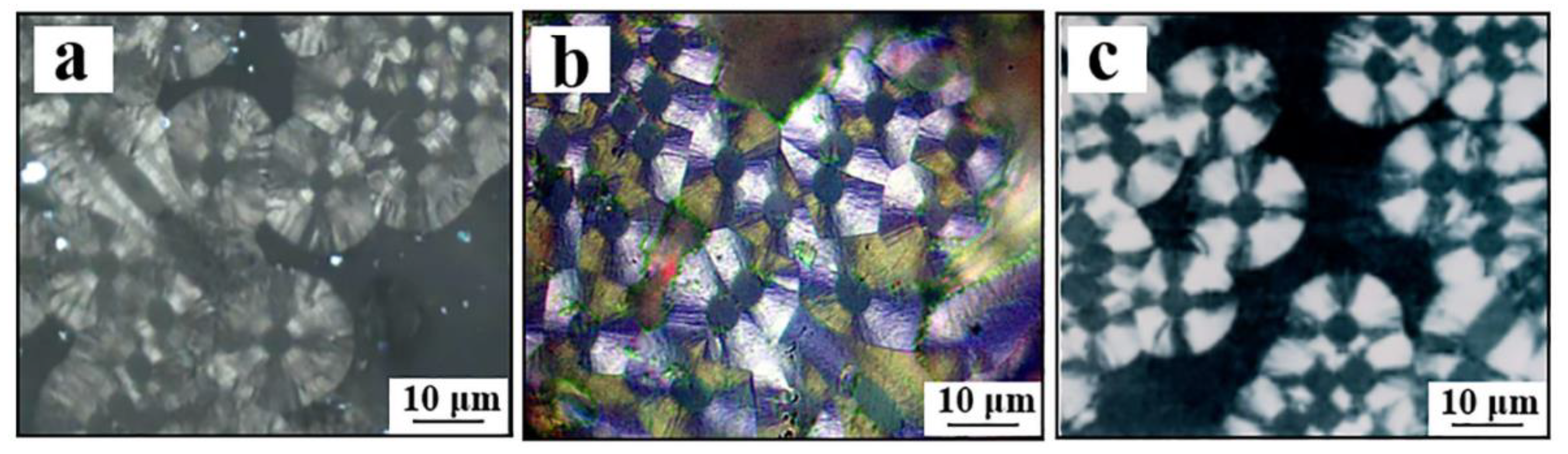
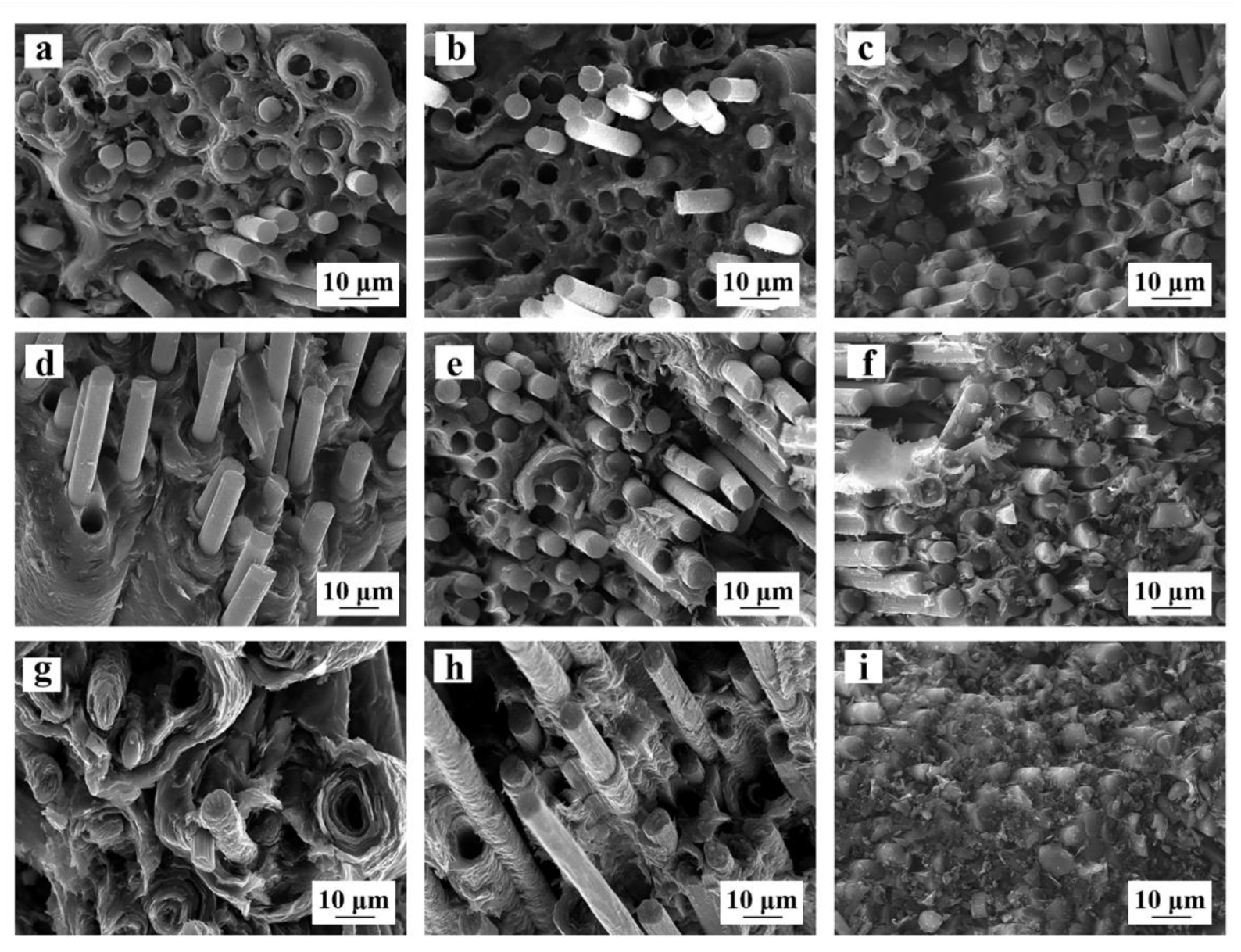
3.2. Microstructure
3.3. Thermophysical and Mechanical Properties
3.4. Friction and Wear Properties
4. Conclusions
- (1)
- The test brake disc had a rough layer of pyrolytic carbon with a highly uniform structure as well as a flat, smooth friction surface, retaining a binary carbon matrix composed of pyrolytic carbon and resin carbon;
- (2)
- The test brake discs were densified through CVI with natural gas and PIC processes, which presented enhanced furrow wear and abrasive wear compensating for the adhesive wear, which decreased the friction coefficient and stabilized the friction coefficient;
- (3)
- The density and thermal conductivity of the test disc produced in this work were comparable to those of the commercial discs. The degree of graphitization was comparable to that of commercial disc 1 and slightly higher than that of commercial disc 2. The mechanical properties were comparable to commercial disc 1 and significantly higher than commercial disc 2;
- (4)
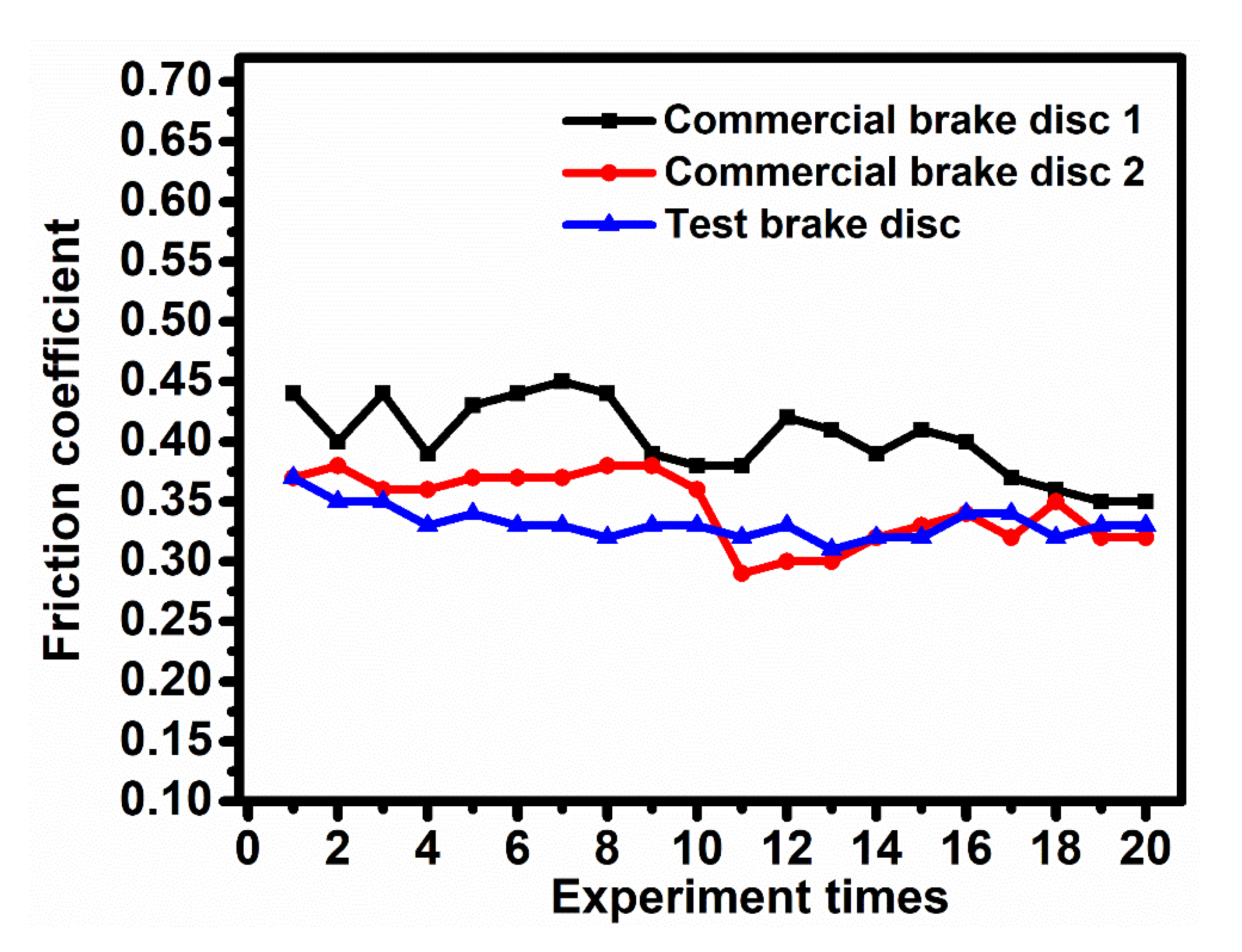
- The produced test disc had a friction coefficient comparable to that of commercial disc 2 and lower than that of commercial disc 1. The test brake disc had a stable friction coefficient, with the friction coefficient dispersion decreasing to 3.90%, which was approximately 50% lower than those of the two commercial discs. The wear rate was intermediate between the two commercial discs;
- (5)
- The test brake disc’s production efficiency was 36% higher than that of commercial brake disc 1 manufactured using the TCVI process with gaseous propylene as the carbon source and, thus, provided a more cost-effective solution for C/C aircraft brake discs.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wu, S.; Yi, M.; Ge, Y.; Ran, L.; Peng, K. Effect of carbon fiber reinforcement on the tribological performance and behavior of aircraft carbon brake discs. Carbon 2017, 117, 279–292. [Google Scholar] [CrossRef]
- Hao, M.; Luo, R.; Hou, Z.; Yang, W.; Xiang, Q.; Yang, C. Effect of fiber-types on the braking performances of carbon/carbon composites. Wear 2014, 319, 145–149. [Google Scholar] [CrossRef]
- Yevtushenko, A.A.; Grzes, P.; Adamowicz, A. The temperature mode of the Carbon-Carbon Multi-Disc brake in the view of the interrelations of its operating characteristics. Materials 2020, 13, 1878. [Google Scholar] [CrossRef]
- Su, J.M.; Xiao, Z.C.; Liu, Y.Q.; Meng, F.C.; Peng, Z.G.; Gu, L.M.; Li, G.F.; Xing, R.P. Preparation and characterization of carbon/carbon aircraft brake materials with long service life and good frictional properties. New Carbon Mater. 2010, 25, 329–334. [Google Scholar] [CrossRef]
- Lyu, Y.; Olofsson, U. On black carbon emission from automotive disc brakes. J. Aerosol Sci. 2020, 148, 105610. [Google Scholar] [CrossRef]
- Sinnur, K.H.; Selvam, P.; Rao, J.G. Effect of type of carbon matrix on tribological properties of C/C aircraft brake discs. Defence Sci. J. 2019, 69, 585–590. [Google Scholar]
- Fan, S.-W.; Yang, C.; He, L.-Y.; Du, Y.; Krenkel, W.; Greil, P.; Travitzky, N. Progress of ceramic matrix composites brake materials for aircraft application. Rev. Adv. Mater. Sci. 2016, 44, 313–325. [Google Scholar]
- Zaghlou, M.M.Y.M. Mechanical properties of linear low-density polyethylene fire-retarded with melamine polyphosphate. J. Appl. Polym. Sci. 2018, 135, 46770. [Google Scholar] [CrossRef]
- Zaghloul, M.M.Y.; Steel, K.; Veidt, M.; Heitzmann, M.T. Wear behaviour of polymeric materials reinforced with man-made fibres: A comprehensive review about fibre volume fraction influence on wear performance. J. Reinf. Plast. Comp. 2021, 41, 215–241. [Google Scholar] [CrossRef]
- Ambrosio, E.P.; Pavese, M.; Biamino, S.; Epicoco, P.; Tulliani, J.M.; Fossati, P.; Marino, F.; Fino, P. Cost effective glassy carbon brake pad solution for automotive systems. Adv. Appl. Ceram. 2013, 111, 427–432. [Google Scholar] [CrossRef]
- Dietrich, S.; Gebert, J.M.; Stasiuk, G.; Wanner, A.; Weidenmann, K.A.; Deutschmann, O.; Tsukrov, I.; Piat, R. Microstructure characterization of CVI-densified carbon/carbon composites with various fiber distributions. Compos. Sci. Technol. 2012, 72, 1892–1900. [Google Scholar] [CrossRef]
- Zhao, J.-G.; Li, K.-Z.; Li, H.-J.; Wang, C. The influence of thermal gradient on pyrocarbon deposition in carbon/carbon composites during the CVI process. Carbon 2006, 44, 786–791. [Google Scholar] [CrossRef]
- Wu, S.; Liu, Y.; Ge, Y.; Ran, L.; Peng, K.; Yi, M. Structural transformation of carbon/carbon composites for aircraft brake pairs in the braking process. Tribol. Int. 2016, 102, 497–506. [Google Scholar] [CrossRef]
- Kumar, P.; Srivastava, V.K. Tribological behaviour of C/C–SiC composites-A review. J. Adv. Ceram. 2016, 5, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Kim, H.-G.; Ji, W.; Kwon, H.J.; Yoon, S.; Kim, J.-I.; Bae, S.; Cho, N.C. Full-scale multi-physics numerical analysis of an isothermal chemical vapor infiltration process for manufacturing C/C composites. Carbon 2021, 172, 174–188. [Google Scholar] [CrossRef]
- Stadler, Z.; Krnel, K.; Kosmač, T. Friction and wear of sintered metallic brake linings on a C/C-SiC composite brake disc. Wear 2008, 265, 278–285. [Google Scholar] [CrossRef]
- Kepekci, H.; Kosa, E.; Ezgi, C.; Cihan, A. Three-dimensional CFD modeling of thermal behavior of a disc brake and pad for an automobile. Int. J. Low Carbon Technol. 2020, 15, 543–549. [Google Scholar] [CrossRef]
- Li, G.; Yan, Q.; Jianren, X.; Qi, G.; Yang, X. The Stability of the Coefficient of Friction and Wear Behavior of C/C–SiC. Tribol. Lett. 2015, 58, 13. [Google Scholar] [CrossRef]
- Aijun, L.; Hejun, L.; Kezhi, L.; Zhengbing, G. Applications of neural networks and genetic algorithms to CVI processes in carbon/carbon composites. Acta Mater. 2004, 52, 299–305. [Google Scholar] [CrossRef]
- Kuo, H.H.; Chern Lin, J.H.; Ju, C.P. Tribological behavior of fast-carbonized PAN/phenolic-based carbon/carbon composite and method for improving same. Wear 2005, 258, 1555–1561. [Google Scholar] [CrossRef]
- Li, G.; Yan, Q. Comparison of friction and wear behavior between C/C, C/C-SiC and metallic composite materials. Tribol. Lett. 2015, 60, 15. [Google Scholar] [CrossRef]
- Zhang, L.; She, D.; Shi, L. Influence of graphitization degree of nuclear graphite on HTGR reactor physics calculation. Ann. Nuc. Energy. 2020, 143, 107458. [Google Scholar] [CrossRef]
- Fan, S.; Zhang, L.; Xu, Y.; Cheng, L.; Tian, G.; Ke, S.; Xu, F.; Liu, H. Microstructure and tribological properties of advanced carbon/silicon carbide aircraft brake materials. Comp. Sci. Technol. 2008, 68, 3002–3009. [Google Scholar] [CrossRef]
- Cai, R.; Zhang, J.; Nie, X.; Tjong, J.; Matthews, D.T.A. Wear mechanism evolution on brake discs for reduced wear and particulate emissions. Wear 2020, 452–453, 203–283. [Google Scholar] [CrossRef]
- Fan, S.; Zhang, L.; Cheng, L.; Tian, G.; Yang, S. Effect of braking pressure and braking speed on the tribological properties of C/SiC aircraft brake materials. Comp. Sci. Technol. 2010, 70, 959–965. [Google Scholar] [CrossRef]
- Faga, M.G.; Casamassa, E.; Iodice, V.; Sin, A.; Gautier, G. Morphological and structural features affecting the friction properties of carbon materials for brake pads. Tribol. Int. 2019, 140, 105889. [Google Scholar] [CrossRef]
- Zhou, X.; Zhu, D.; Xie, Q.; Luo, F.; Zhou, W. Friction and wear properties of C/C–SiC braking composites. Ceram. Inter. 2012, 38, 2467–2473. [Google Scholar] [CrossRef]
- Gadow, R.; Jiménez, M. Carbon fiber-reinforced carbon composites for aircraft brakes. AM. Ceram. Soc. Bull. 2019, 98, 28–34. [Google Scholar]
- Yevtushenko, A.; Kuciej, M.; Topczewska, K. Frictional heating during braking of the C/C composite disc. Materials 2020, 13, 2691. [Google Scholar] [CrossRef]
- Zaghloul, M.M.Y.; Zaghloul, M.Y.M.; Zaghloul, M.M.Y. Experimental and modeling analysis of mechanical-electrical behaviors of polypropylene composites filled with graphite and MWCNT fillers. Polym. Test. 2017, 63, 467–474. [Google Scholar] [CrossRef]
- Mahmoud Zaghloul, M.Y.; Yousry Zaghloul, M.M.; Yousry Zaghloul, M.M. Developments in polyester composite materials—An in-depth review on natural fibres and nano fillers. Compos. Struct. 2021, 278, 114698. [Google Scholar] [CrossRef]
- Sharma, S.; Patel, B.; Patel, R. Friction and wear characteristics of robust carbon-carbon composites developed solely from petroleum pitch without reimpregnation. Friction 2019, 8, 945–956. [Google Scholar] [CrossRef] [Green Version]
- Policandriotes, T.; Filip, P. Effects of selected nanoadditives on the friction and wear performance of carbon–carbon aircraft brake composites. Wear 2011, 271, 2280–2289. [Google Scholar] [CrossRef]
- Goo, B.C. Tribological properties of a C/C–SiC–Cu composite brake disc. J. Frict. Wear. 2017, 38, 455–461. [Google Scholar] [CrossRef]
- Zhang, C.; Zhang, L.; Zeng, Q.; Fan, S.; Cheng, L. Simulated three-dimensional transient temperature field during aircraft braking for C/SiC composite brake disc. Mater. Design. 2011, 32, 2590–2595. [Google Scholar] [CrossRef]
- Shi, Q.; Xiao, P. Effect of pyrolytic carbon content on microstructure and tribological properties of C/C–SiC brake composites fabricated by isothermal chemical vapor infiltration. Solid State Sci. 2012, 14, 26–34. [Google Scholar] [CrossRef]
- Byeong-Choon, G.; In-Sik, C. Microstructural analysis and wear performance of Carbon-Fiber-Reinforced SiC composite for brake pads. Materials 2017, 10, 701. [Google Scholar] [CrossRef]
- Pevec, M.; Oder, G.; Potrč, I.; Šraml, M. Elevated temperature low cycle fatigue of grey cast iron used for automotive brake discs. Eng. Fail. Anal. 2014, 42, 221–230. [Google Scholar] [CrossRef]
- Fan, S.; Sun, H.; Ma, X.; Deng, J.; Yang, C.; Cheng, L.; Zhang, L. Microstructure and properties of a new structure-function integrated C/C-SiC brake material. J. Alloy. Compd. 2018, 769, 239–249. [Google Scholar] [CrossRef]
- Mohanty, R.M. Climate based performance of Carbon-Carbon disc brake for high speed aircraft braking system. Defence. Sci. J. 2013, 63, 531–538. [Google Scholar] [CrossRef] [Green Version]
- Li, W.; Yang, X.; Wang, S.; Xiao, J.; Hou, Q. Comprehensive analysis on the performance and material of automobile brake discs. Metals 2020, 10, 377. [Google Scholar] [CrossRef] [Green Version]
- Li, Z.; Xiao, P.; Zhang, B.-g.; Li, Y.; Lu, Y.-h. Preparation and tribological properties of C/C–SiC brake composites modified by in situ grown carbon nanofibers. Ceram. Inter. 2015, 41, 11733–11740. [Google Scholar] [CrossRef]
- Zhang, B.; Xiao, P.; Li, Y.; Li, Z.; Zhou, W.; Luo, H.; Lu, Y. Microstructures and tribological properties of carbon/carbon-boron nitride composites fabricated by powdered additives and chemical vapor infiltration. Ceram. Inter. 2017, 43, 7607–7617. [Google Scholar] [CrossRef]
- Kwak, N.S.; Kim, J.Y.; Gao, J.C. Detection of small-flaw in carbon brake disc (C-C) using air-coupled ultrasonic C-scan technique. Int. J. Precis. Eng. Man. 2017, 18, 987–994. [Google Scholar] [CrossRef]
- Djafri, M.; Bouchetara, M.; Busch, C.; Khatir, S.; Khatir, T.; Weber, S.; Shbaita, K.; Abdel Wahab, M. Influence of thermal fatigue on the wear behavior of brake discs sliding against organic and semimetallic friction materials. Trib. T. 2018, 61, 861–868. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Condition | Brake Pressure (MPa) | Braking Speed (km/h) | Braking Energy (MJ) |
|---|---|---|---|
| Designed landing energy | 8.0–11.5 | 239 | 28.22 |
| Overload landing energy | 9.0–11.5 | 275 | 37.8 |
| Static torque test | 20.7 | - | - |
| Structure | d002 (nm) | Density (g/cm3) | Thermal Conductivity (W/m·K) | Extinction Angle |
|---|---|---|---|---|
| RL | 0.3461 | 2.07–2.12 | 96.14 | Ae ≥ 18 |
| SL | 0.3476 | 1.95–2.07 | 25.08 | 12 ≤ Ae < 18 |
| ISO | - | - | - | 4 ≤ Ae < 12 |
| DL | 0.354 | 1.66–1.75 | 25.08 | Ae < 4 |
| Properties | Test Brake Disc | Commercial Brake Disc 1 (Envelope) | Commercial Brake Disc 2 (Envelope) |
|---|---|---|---|
| Density (g/cm3) | 1.78 | 1.76~1.82 | 1.71~1.82 |
| Graphitization degree (%) | 27 | 18~54 | 7~14 |
| Compressive strength (axial direction) (MPa) | 258 | 211.4~280 | 125~154 |
| Bending strength (radial direction) (MPa) | 83.3 | 70.5~140 | 49.6~81.6 |
| Shearing strength (radial direction) (MPa) | 64.3 | 47.1~76.4 | 35.7~36.4 |
| Thermal conductivity in the axial direction (800 °C) (W/m·K) | 25.75 | 25.78~43.15 | 25.24 |
| Experiment | Minimum Value | Maximum Value | Mean Value | Data Range | Number of Experiments | Coefficient of Dispersion |
|---|---|---|---|---|---|---|
| Test brake disc | 0.31 | 0.37 | 0.33 | 0.32~0.33 | 20 | 3.90% |
| Commercial brake disc 1 | 0.35 | 0.45 | 0.40 | 0.37~0.44 | 20 | 7.70% |
| Commercial brake disc 2 | 0.29 | 0.38 | 0.34 | 0.30~0.38 | 20 | 8.45% |
| Experiment | Number of Experiments | Mean Friction Coefficient |
|---|---|---|
| Test brake disc | 1 | 0.34 |
| Commercial brake disc 1 | 5 | 0.32 |
| Commercial brake disc 2 | 6 | 0.28 |
| Experiment | Number of Experiments | Friction Coefficient | Mean Friction Coefficient |
|---|---|---|---|
| Test brake disc | 1 | 0.37 | 0.37 |
| Commercial brake disc 1 | 3 | 0.23, 0.24, 0.27 | 0.25 |
| Commercial brake disc 2 | 3 | 0.18, 0.21, 0.27 | 0.22 |
| Experiment | Number of Experiments | Linear Wear Amount (mm) | Linear Wear Rate (10−3mm/(Times · Friction Surface)) |
|---|---|---|---|
| Test brake disc | 20 | 0.31 | 0.97 |
| Commercial brake disc 1 | 101 | 1.52 | 0.94 |
| Commercial brake disc 2 | 62 | 0.97 | 0.98 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, D.; Cui, H.; Liu, J.; Cheng, H.; Guo, Q.; Gao, P.; Li, R.; Li, Q.; Hou, W. A High-Efficiency Technology for Manufacturing Aircraft Carbon Brake Discs with Stable Friction Performance. Coatings 2022, 12, 768. https://doi.org/10.3390/coatings12060768
Zhao D, Cui H, Liu J, Cheng H, Guo Q, Gao P, Li R, Li Q, Hou W. A High-Efficiency Technology for Manufacturing Aircraft Carbon Brake Discs with Stable Friction Performance. Coatings. 2022; 12(6):768. https://doi.org/10.3390/coatings12060768
Chicago/Turabian StyleZhao, Daming, Hong Cui, Jilin Liu, Hao Cheng, Qiaoqin Guo, Peihu Gao, Rui Li, Qiao Li, and Weiquan Hou. 2022. "A High-Efficiency Technology for Manufacturing Aircraft Carbon Brake Discs with Stable Friction Performance" Coatings 12, no. 6: 768. https://doi.org/10.3390/coatings12060768