
Microstructure and Wear Resistance of TiCp/Ti6Al4V Composite Coatings by Follow-Up Ultrasonic-Assisted Laser Additive Manufacturing


Abstract
:1. Introduction
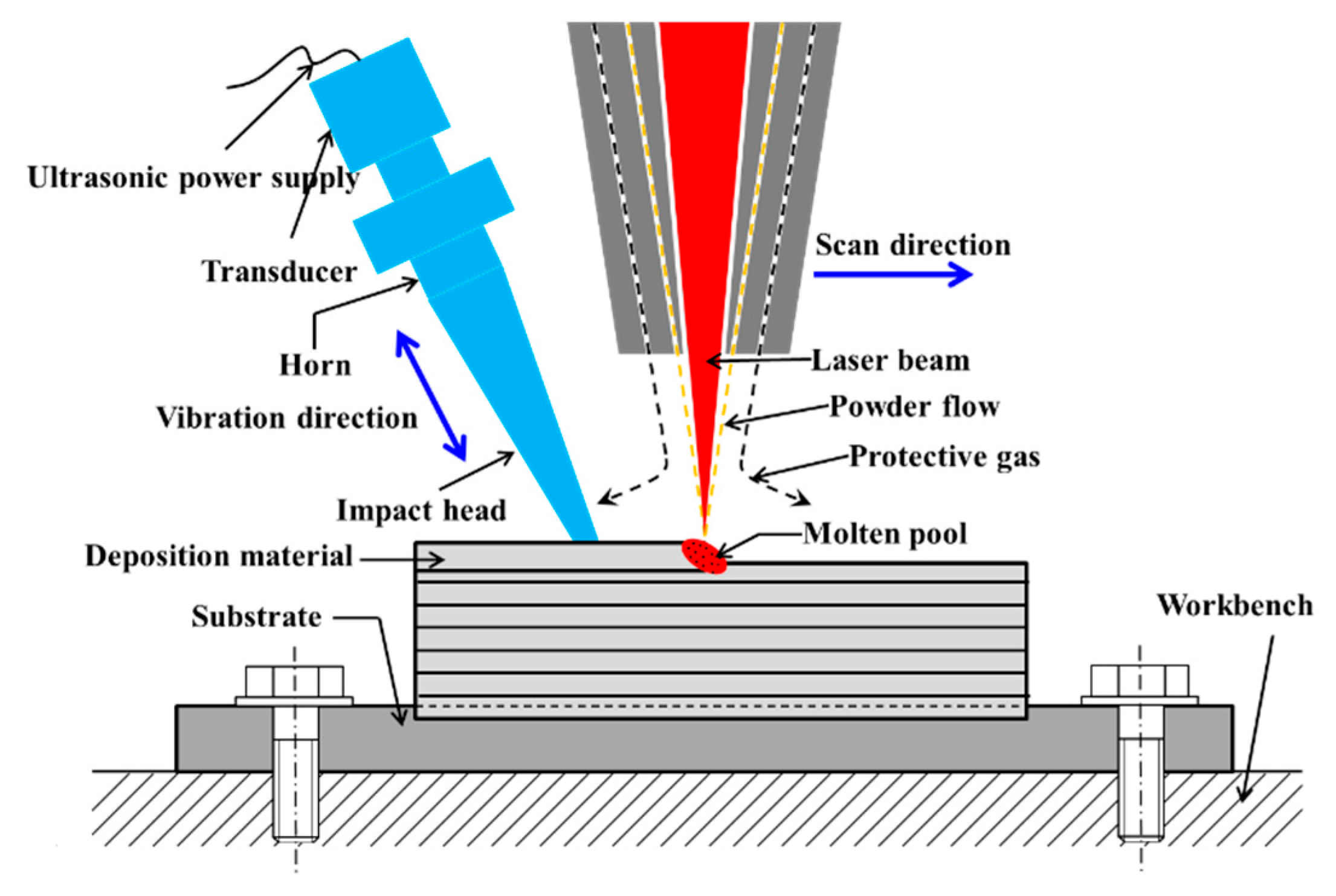
2. Experimental Materials and Process
3. Analysis and Discussion
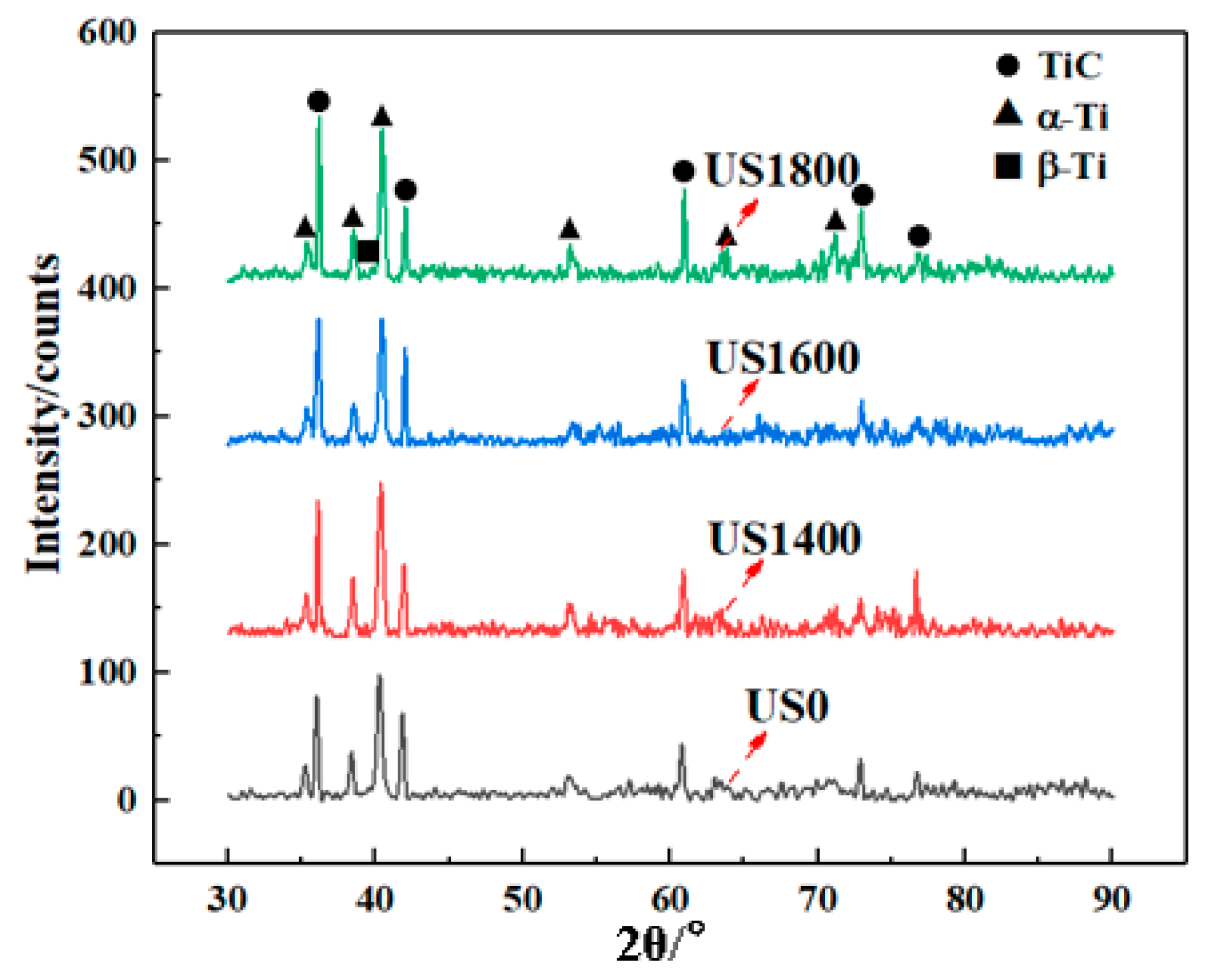
3.1. Phase Analysis
3.2. Microstructure Analysis
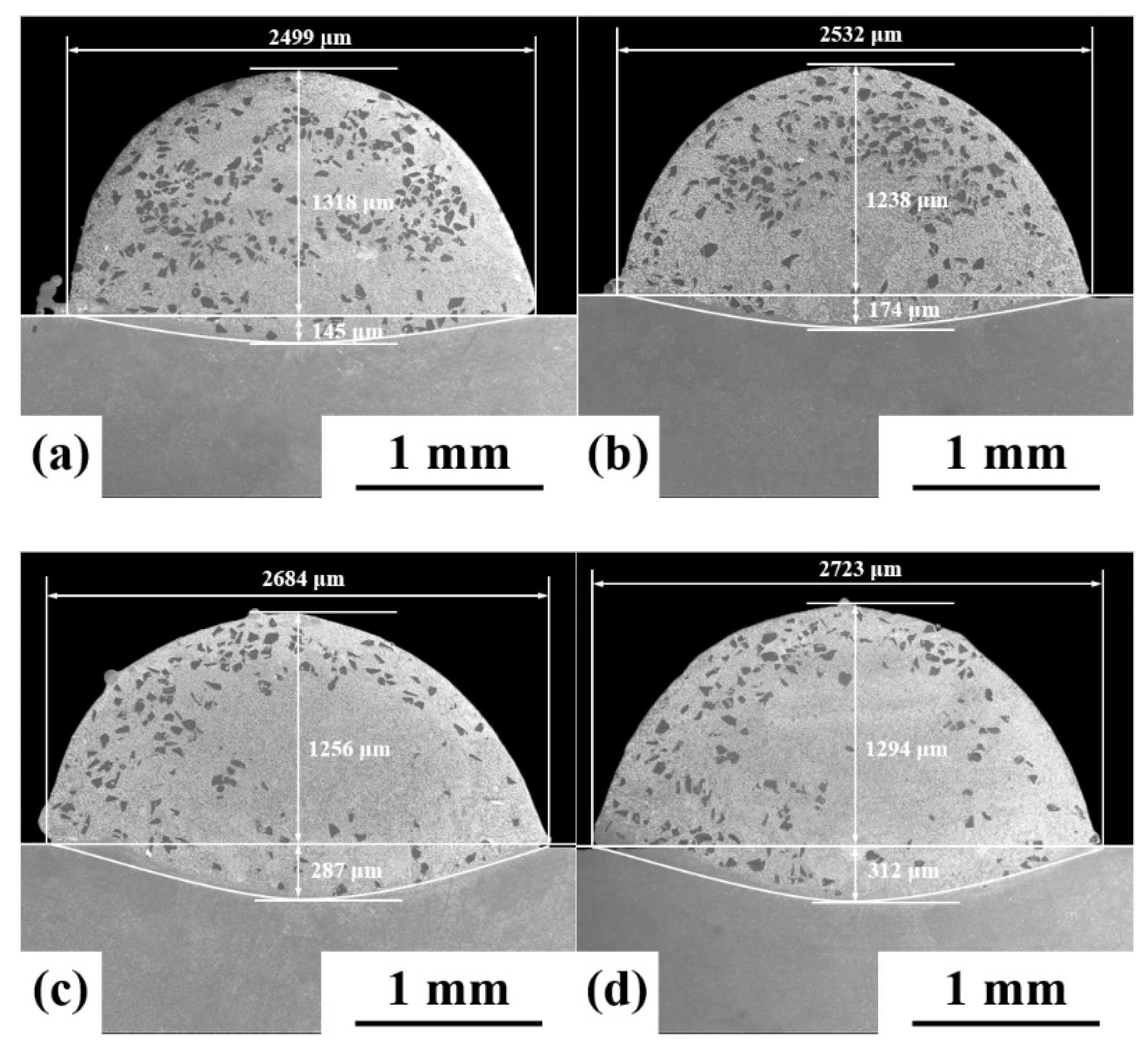
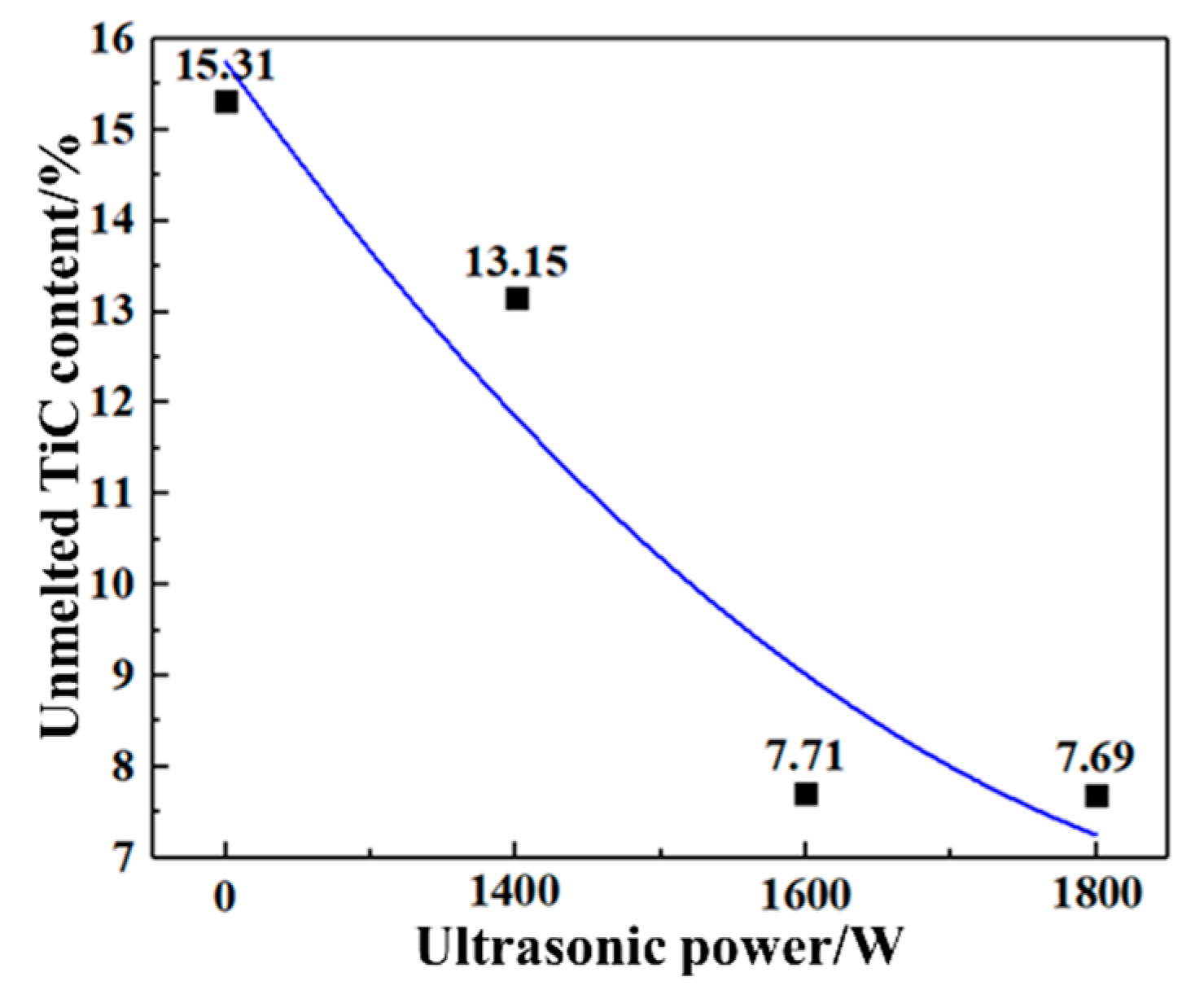
3.2.1. Content and Distribution of Unmelted TiC
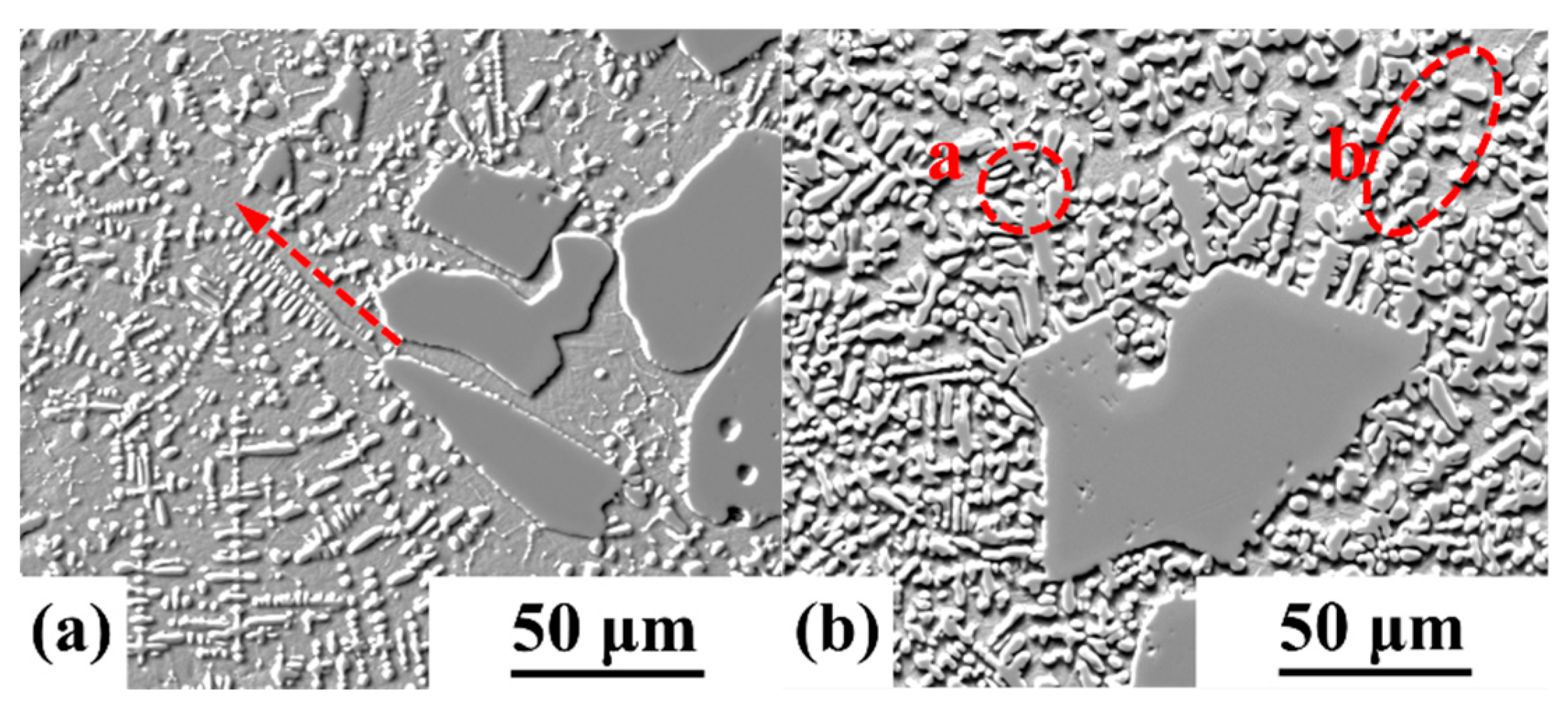
3.2.2. Content and Distribution of Primary TiC
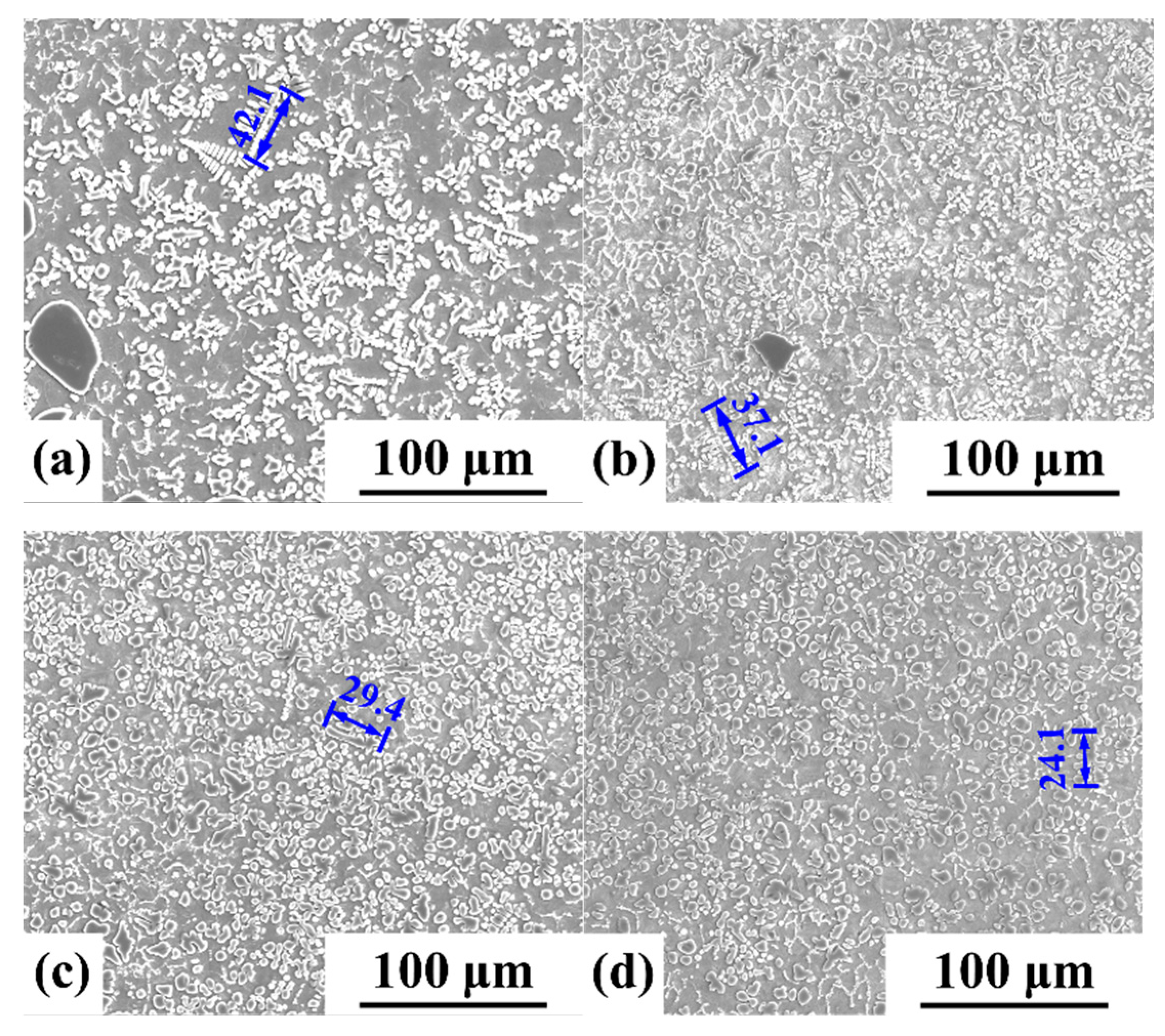
3.2.3. Texture Orientation and Grain Size
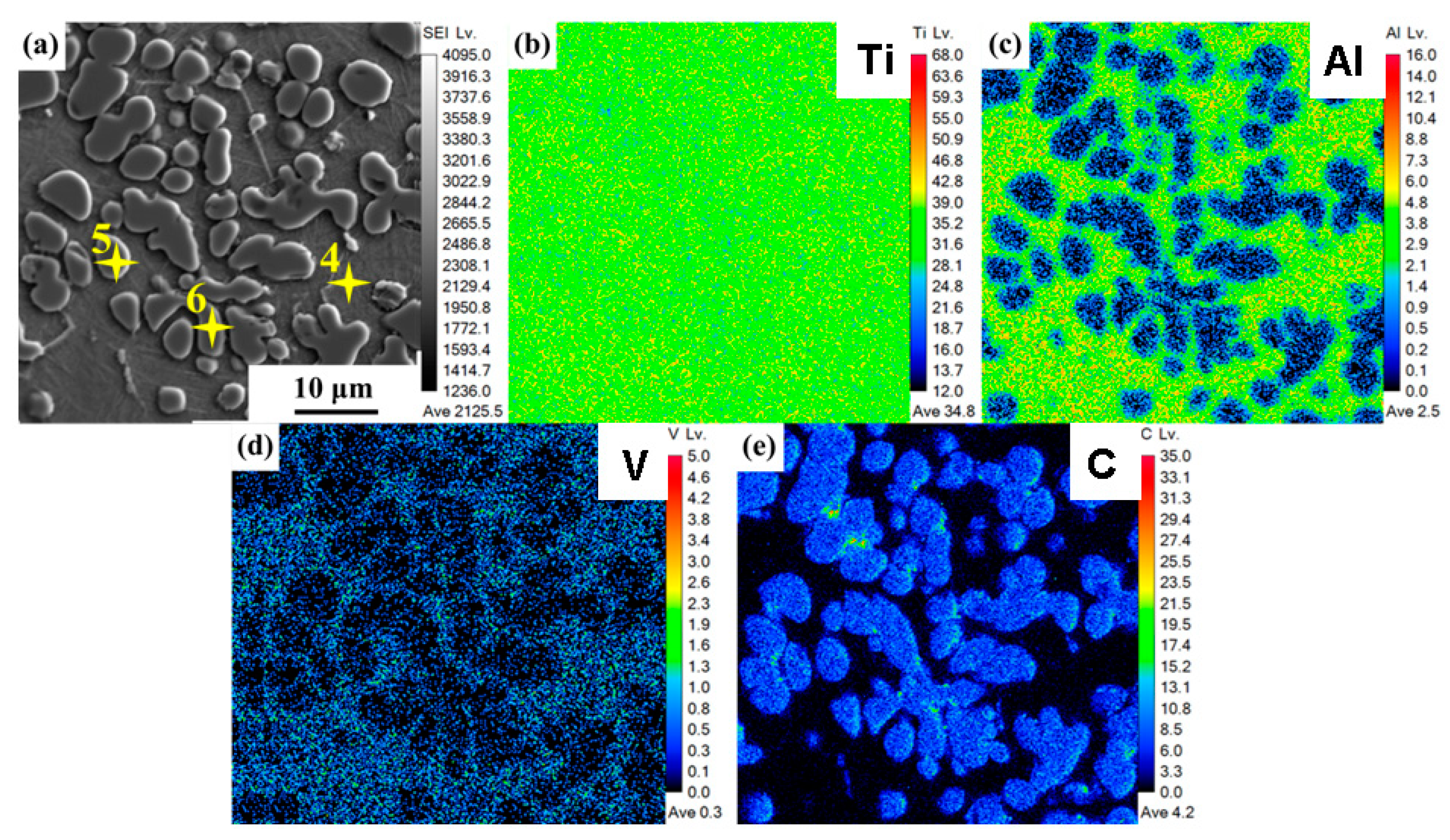
3.3. Elemental Distribution
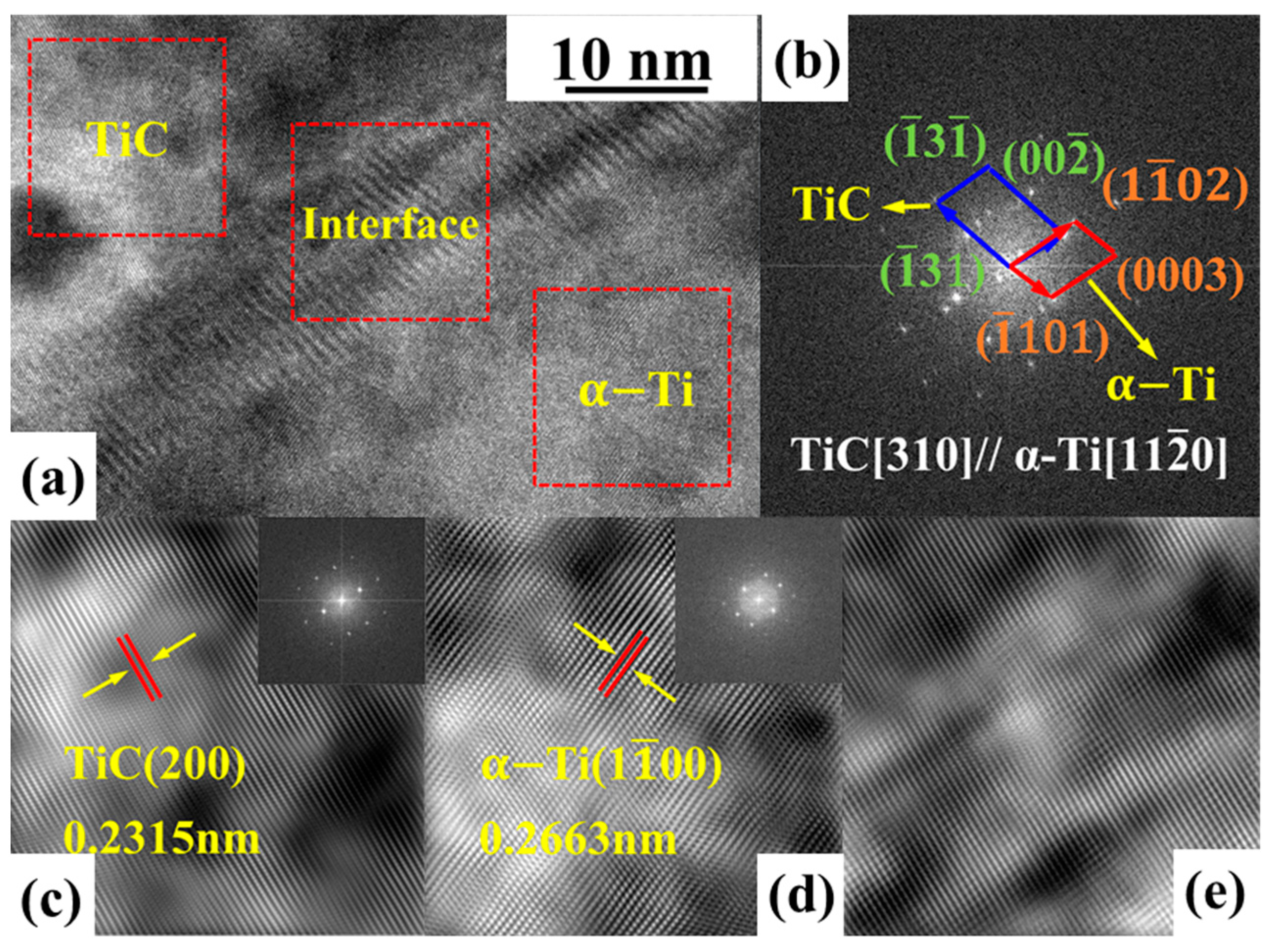
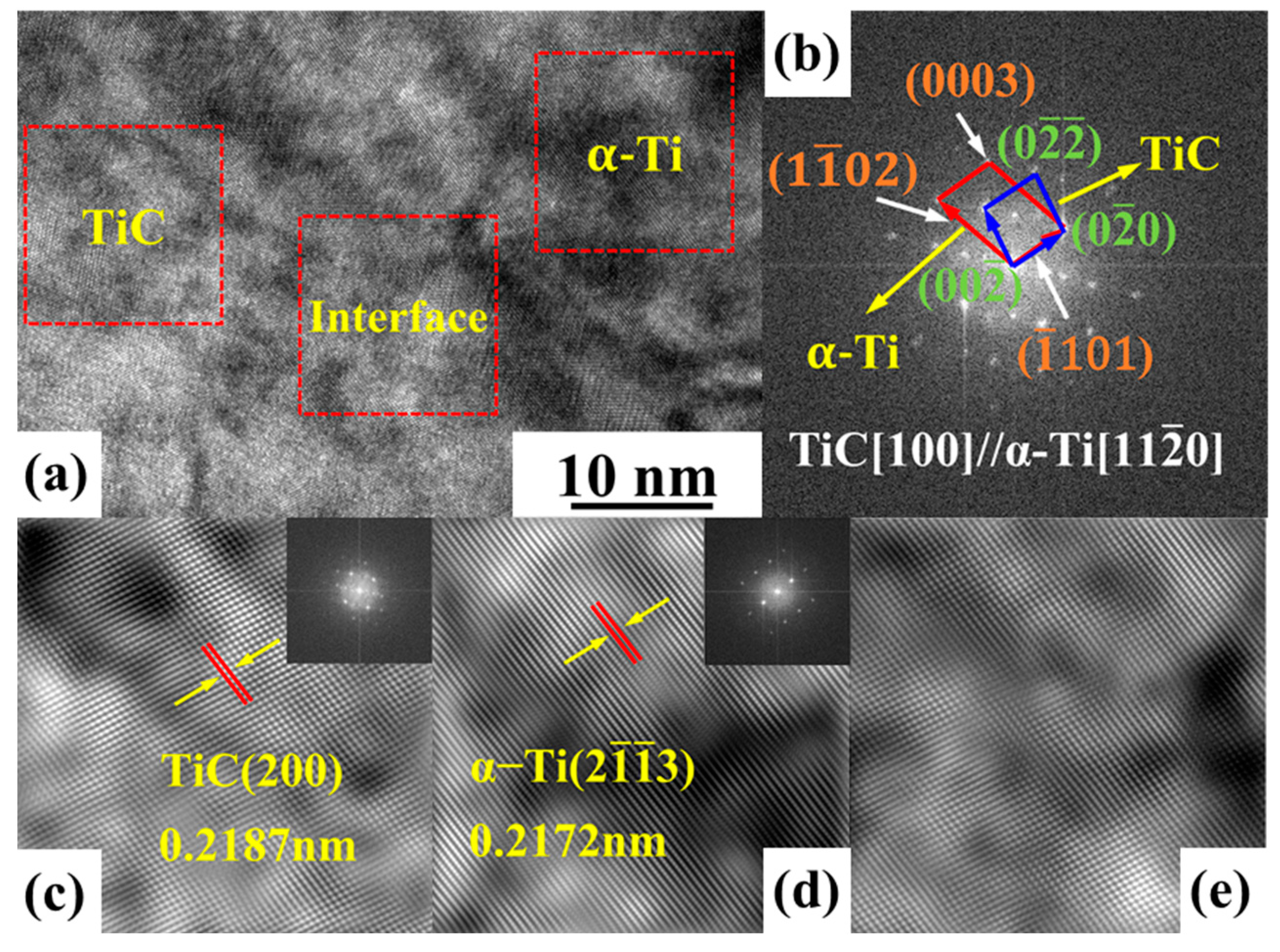
3.4. Interface Characteristics
3.5. Mechanical Properties Analysis
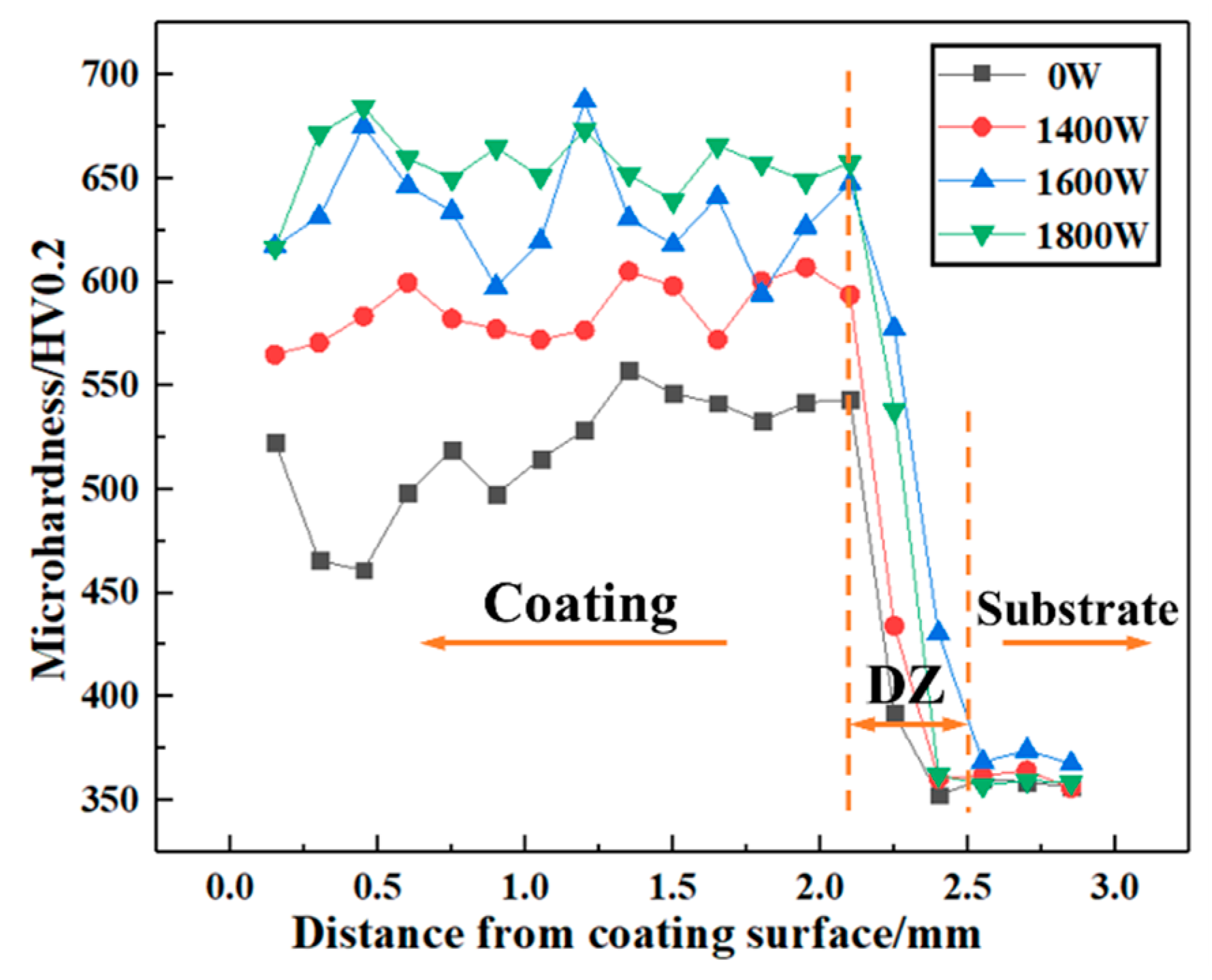
3.5.1. Microhardness Analysis
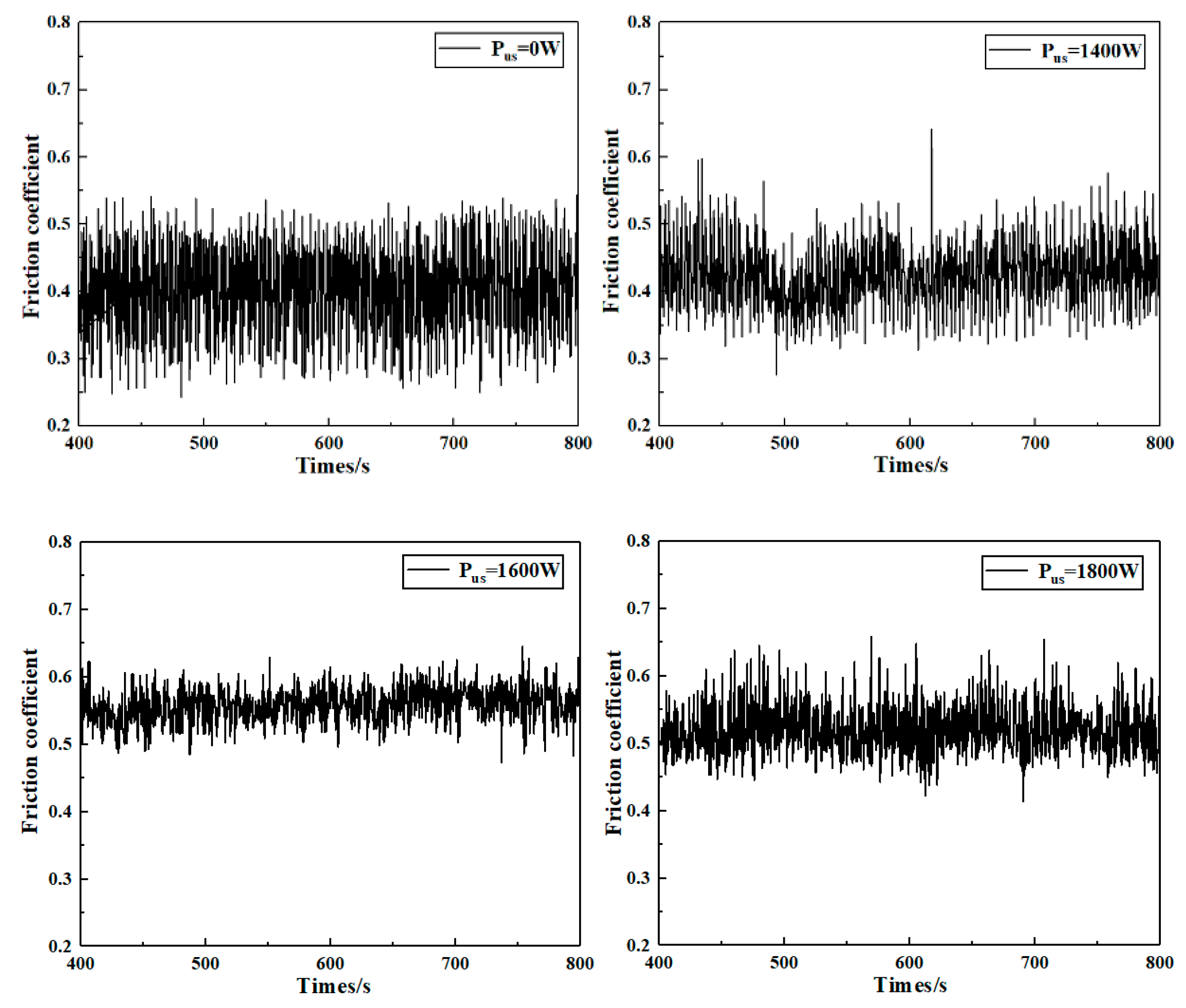
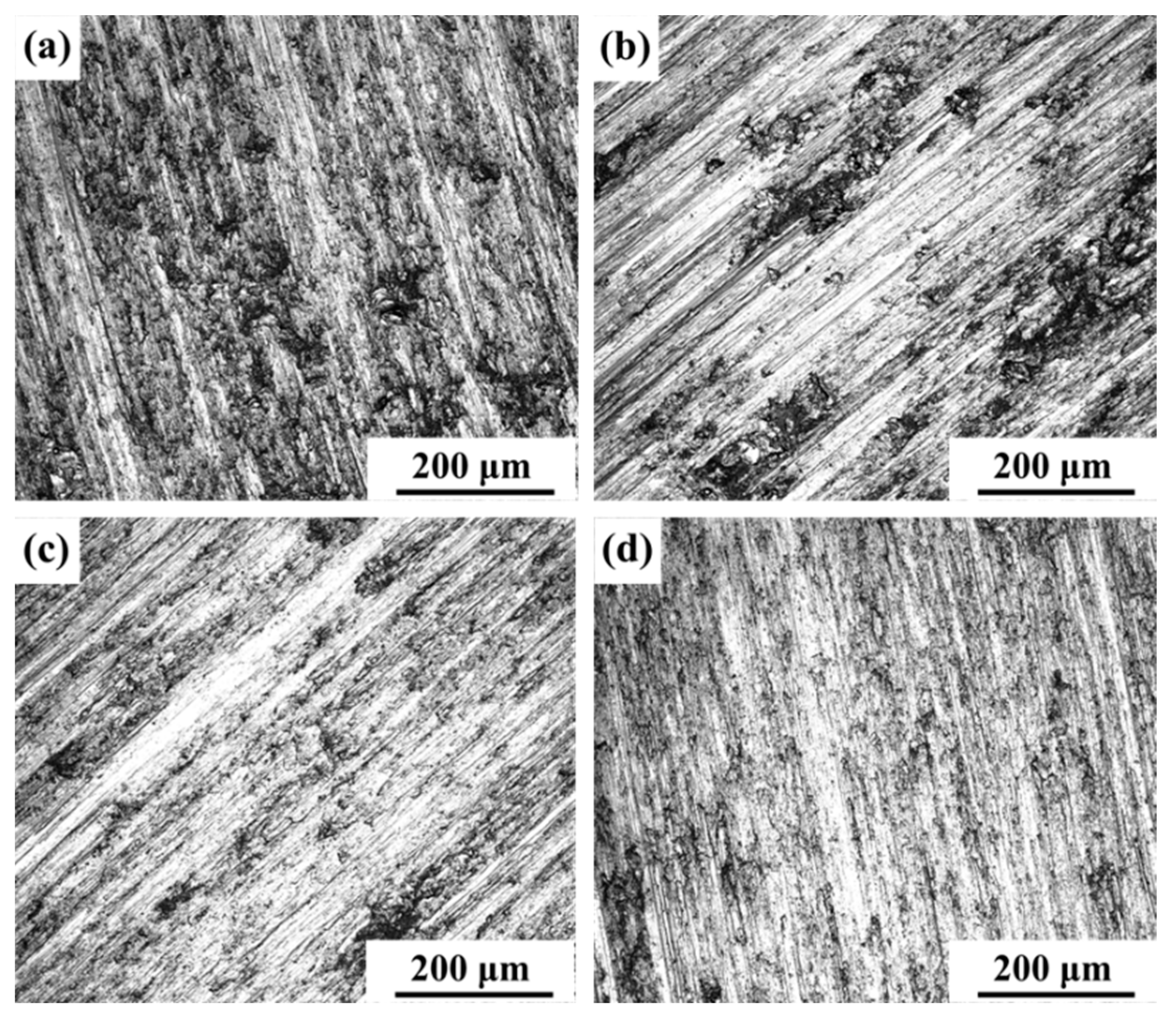
3.5.2. Friction and Wear Performance Analysis
4. Conclusions
- (1)
- Cavitation bubbles generated by the ultrasonic-cavitation effect will produce instantaneous high temperature and high pressure when they break. On the one hand, the temperature of the molten pool is increased, and the content of the unmelted TiC is decreased. On the other hand, the primary TiC in the melting process is broken by high pressure, and the distribution uniformity of the primary TiC is improved by the acceleration of the flow of the molten pool under the effect of ultrasonic acoustic streaming. When the ultrasonic power was 1800 W, the content of the unmelted TiC in the composite coating decreased significantly, and was only 50.23% of that without ultrasound;
- (2)
- The average size of the dendritic primary TiC in the high-temperature-gradient region of the composite coating decreased from 61.59 to 27.04 μm under ultrasound, which is 56.10% lower than that without ultrasound. The grain size of the α-Ti in the matrix is also affected by ultrasonic power, but there is no obvious change rule. At the same time, the addition of an ultrasonic energy field helps to improve the bonding interface between the primary TiC and α-Ti phases. The lattice mismatch between the primary TiC and α-Ti decreased from 15.03% to 0.69% under 1800 W ultrasonic power, which helped to improve the bonding strength of the primary TiC and α-Ti;
- (3)
- With the increase in ultrasonic power, the average microhardness of the composite coating increased. When the ultrasonic power was 1800 W, the average microhardness of the composite coating reached the highest value of 656.70 HV0.2, which is 83.21% higher than that of Ti6Al4 V, and 26.44% higher than that without ultrasound. The strengthening mechanism was mainly the TiC-dispersion strengthening and solid-solution strengthening of the C element;
- (4)
- The friction and wear properties of composite coatings are also affected by ultrasonic power. With the increase in ultrasonic power, the fluctuation range of the friction coefficient of the composite coatings decreases with time, while the average friction coefficient increases, and the wear mechanism changes from abrasive wear to adhesive wear.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, Z.Q.; Yang, F.; Zhang, T.G.; Zhang, H.W.; Zhang, D.L. Research progress of laser cladding titanium carbide reinforced titanium-based composite coating. Surf. Technol. 2020, 49, 138–151. [Google Scholar]
- Xing, Y.Z.; Jiang, C.P.; Hao, J.M. Time dependence of microstructure and hardness in plasma carbonized Ti-6A1-4V alloys. Vacuum 2013, 95, 12–17. [Google Scholar] [CrossRef]
- Xiao, L.; Tian, S.G.; Bao, X.Y.; Chen, L.Q. Creep properties and effect factors of hot continuous rolled Ti-6Al-4V alloy. Mater. Sci. Eng. A 2011, 526, 452–458. [Google Scholar]
- Hao, Y.J.; Liu, J.X.; Li, J.C.; Li, S.; Zou, Q.; Chen, X. Rapid preparation of TiC reinforced Ti6Al4V based composites by carburizing method through spark plasma sintering technique. Mater. Des. 2015, 65, 94–97. [Google Scholar] [CrossRef]
- Nemati, A.; Saghafi, M.; Khamseh, S.; Alibakhshi, E.; Zarrintaj, P.; Saeb, M.R. Magnetron-sputtered TixNy thin films applied on titanium based alloys for biomedical applications: Composition-microstructure-property relationships. Surf. Coat. Technol. 2018, 349, 251–259. [Google Scholar] [CrossRef]
- Chen, C.Y.; Deng, Q.L.; Song, J.L. The effect of Ultrasonic Vibration on Laser Cladding Process. Electromech. Mould. 2005, 37–39. [Google Scholar]
- Cong, W.L.; Ning, F.D. A fundamental investigation on ultrasonic vibration-assisted laser engineered net shaping of stainless steel. Int. J. Mach. Tool Manufact. 2017, 121, 61–69. [Google Scholar] [CrossRef]
- Wang, Y.L.; Liu, S.Y.; Zhang, X.Y.; Liu, Y.; Li, R. Experiments and analyses of 3540Fe/CeO2 coatings by ultrasonic vibration assisted laser cladding. China Mech. Eng. 2018, 29, 84–89. [Google Scholar] [CrossRef]
- Ning, F.D.; Cong, W.L. Microstructures and mechanical properties of Fe-Cr stainless steel parts fabricated by ultrasonic vibration-assisted laser engineered net shaping process. Mater. Lett. 2016, 179, 61–64. [Google Scholar] [CrossRef]
- Li, M.Y.; Zhang, Q.; Han, B.; Song, L.; Cui, G.; Yang, J.; Li, J. Microstructure and property of Ni/WC/La2O3 coatings by ultrasonic vibration-assisted laser cladding treatment. Opt. Lasers Eng. 2020, 125, 105848. [Google Scholar] [CrossRef]
- Fallah, V.; Corbin, S.F.; Khajepour, A. Process optimization of Ti–Nb alloy coatings on a Ti–6Al–4V plate using a fiber laser and blended elemental powders. J. Mater. Process. Technol. 2010, 210, 2081–2087. [Google Scholar] [CrossRef]
- Wu, X.W.; Zhu, B.D.; Zeng, X.Y.; Hu, X.; Cui, K. Critical state of laser cladding with powder auto-feeding. Surf. Coat. Technol. 1996, 79, 200–204. [Google Scholar] [CrossRef]
- Zhou, S.F.; Dai, X.G.; Zeng, X.Y. Effects of processing parameters on structure of Ni-based WC composite coatings during laser induction hybrid rapid cladding. Appl. Surf. Sci. 2009, 255, 8494–8500. [Google Scholar] [CrossRef]
- Liu, X.C.; Wu, C.S.; Padhy, G.K. Characterization of plastic deformation and material flow in ultrasonic vibration enhanced friction stir welding. Scr. Mater. 2015, 102, 95–98. [Google Scholar] [CrossRef]
- Ya, B.; Zhou, B.W.; Yang, H.S.; Huang, B.; Jia, F.; Zhang, X. Microstructure and mechanical properties of in situ casting TiC/Ti6Al4V composites through adding multi-walled carbon nanotubes. J. Alloys Compd. 2015, 637, 456–460. [Google Scholar] [CrossRef]
- Ma, G.Y.; Yu, C.; Tang, B.K.; Li, Y.; Niu, F.; Wu, D.; Bi, G.; Liu, S. High-mass-proportion TiCp/Ti6Al4V titanium matrix composites prepared by directed energy deposition. Addit. Manuf. 2020, 35, 101323. [Google Scholar] [CrossRef]
- Liu, S.N.; Liu, Z.D.; Wang, Y.; Yue, P. Ti-based composite coatings with gradient TiCx reinforcements on Ti6Al4V titanium alloy prepared by laser cladding. Sci. China Technol. Sci. 2014, 57, 1454–1461. [Google Scholar] [CrossRef]
- Wu, D.J.; Song, C.C.; Di, T.D.; Niu, F.; Ma, G. Intermetallic regulation mechanism of inconel 718/Ti6Al4V composite by novel follow-up ultrasonic assisted laser additive manufacturing. Compos. Part B Eng. 2022, 235, 109736. [Google Scholar] [CrossRef]
- Li, L.Q.; Wang, J.D.; Lin, P.P.; Liu, H. Microstructure and mechanical properties of functionally graded TiCp/Ti6Al4V composite fabricated by laser melting deposition. Ceram. Int. 2017, 43, 16638–16651. [Google Scholar] [CrossRef]
- Liu, H.D.; Hu, F.Y.; Cui, A.Y.; Li, H. Experimental on thermal cycle of laser welding with ultrasonic processing across different phases. Trans. China Weld. Inst. 2015, 36, 13–17. [Google Scholar]
- Weng, F.; Yu, H.J.; Chen, C.Z.; Liu, J.; Zhao, L. Microstructures and properties of TiN reinforced Co-based composite coatings modified with Y2O3 by laser cladding on Ti–6Al–4V alloy. J. Alloys Compd. 2015, 650, 178–184. [Google Scholar] [CrossRef]
- Su, Y.Y.; Wang, Z.F.; Lu, H.F.; Luo, K.; Lu, J. Improved wear resistance of directed energy deposited Fe-Ni-Cr alloy via closed-loop controlling laser power. J. Manuf. Process. 2022, 75, 802–813. [Google Scholar] [CrossRef]
- Xu, X.; Lu, H.F.; Qin, J.X.; Luo, K.; Su, Y.; Xing, F.; Lu, J. High-speed-rate direct energy deposition of Fe-based stainless steel: Process optimization, microstructural features, corrosion and wear resistance. J. Manuf. Process. 2022, 75, 243–258. [Google Scholar] [CrossRef]
- Braschkin, V.V.; Popova, S.V. The formation, structure and thermal stability of the amorphous alloy Cu0.85Sn0.15 obtained by high pressure treatment. J. Less Common Met. 1988, 138, 39–45. [Google Scholar] [CrossRef]
- Li, J.Y.; Zhao, G.Z.; Wu, S.S.; Huang, Z.; Lü, S.; Chen, Q.; Li, F. Preparation of hybrid particulates SiCnp and Mg2Si reinforced Al-Cu matrix composites. Mater. Sci. Eng. A 2019, 751, 107–114. [Google Scholar] [CrossRef]
- Fruhauf, J.B.; Roger, J.; Dezellus, O.; Gourdet, S.; Karnatak, N.; Peillon, N.; Saunier, S.; Montheillet, F.; Desrayaud, C. Microstructural and mechanical comparison of Ti+15%TiCp composites prepared by free sintering, HIP and extrusion. Mater. Sci. Eng. A 2012, 554, 22–32. [Google Scholar] [CrossRef]
- Ochonogor, O.F.; Meacock, C.; Abdulwahab, M.; Pityana, S.; Popoola, A.P.I. Effects of Ti and TiC ceramic powder on laser-cladded Ti–6Al–4V in situ intermetallic composite. Appl. Surf. Sci. 2012, 263, 591–596. [Google Scholar] [CrossRef]
- Vasanthakumar, K.; Bakshi, S.R. Effect of C/Ti ratio on densification, microstructure and mechanical properties of TiCx prepared by reactive spark plasma sintering. Ceram. Int. 2018, 44, 484–494. [Google Scholar] [CrossRef]
- Dong, S.Y.; Ma, Y.Z.; Xu, B.S.; Han, W.Z. Current Status of Material for Laser Cladding. Mater. Rep. 2006, 20, 5–9. [Google Scholar]
- Luo, X.; Li, J.; Li, G.J. Effect of NiCrBSi content on microstructural evolution, cracking susceptibility and wear behaviors of laser cladding WC/Ni–NiCrBSi composite coatings. J. Alloys Compd. 2015, 626, 102–111. [Google Scholar] [CrossRef]
- Lu, H.F.; Xue, K.N.; Xu, X.; Luo, K.Y.; Xing, F.; Yao, J.H.; Lu, J.Z. Effects of laser shock peening on microstructural evolution and wear property of laser hybrid remanufactured Ni25/Fe104 coating on H13 tool steel. J. Mater. Process. Tech. 2021, 291, 117016. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ultrasonic Power/W | 0 | 1400 | 1600 | 1800 |
|---|---|---|---|---|
| Average grain size of α-Ti/μm | 0.84 | 0.73 | 1.06 | 0.75 |
| Points | Al | - | Ti | - | V | - | C | - |
|---|---|---|---|---|---|---|---|---|
| - | wt.% | at.% | wt.% | at.% | wt.% | at.% | wt.% | at.% |
| 1 | 6.39 | 10.52 | 88.81 | 82.33 | 4.46 | 3.88 | 0.88 | 3.26 |
| 2 | 0.46 | 0.56 | 89.31 | 62.37 | 1.33 | 0.87 | 12.99 | 36.19 |
| 3 | 0.38 | 0.47 | 87.90 | 61.50 | 1.21 | 0.79 | 13.34 | 37.23 |
| 4 | 7.13 | 11.61 | 88.73 | 81.35 | 4.42 | 3.81 | 0.88 | 3.23 |
| 5 | 0.34 | 0.42 | 88.09 | 62.15 | 1.33 | 0.88 | 12.98 | 36.54 |
| 6 | 0.35 | 0.43 | 88.17 | 61.51 | 0.97 | 0.64 | 13.45 | 37.42 |
| Ultrasonic Power/W | 0 | 1400 | 1600 | 1800 |
|---|---|---|---|---|
| Average friction coefficients of composite coatings | 0.426 | 0.435 | 0.570 | 0.529 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Niu, F.; Li, Y.; Song, C.; Yan, X.; Zhang, Z.; Ma, G.; Wu, D. Microstructure and Wear Resistance of TiCp/Ti6Al4V Composite Coatings by Follow-Up Ultrasonic-Assisted Laser Additive Manufacturing. Coatings 2022, 12, 986. https://doi.org/10.3390/coatings12070986
Niu F, Li Y, Song C, Yan X, Zhang Z, Ma G, Wu D. Microstructure and Wear Resistance of TiCp/Ti6Al4V Composite Coatings by Follow-Up Ultrasonic-Assisted Laser Additive Manufacturing. Coatings. 2022; 12(7):986. https://doi.org/10.3390/coatings12070986
Chicago/Turabian StyleNiu, Fangyong, Yang Li, Chenchen Song, Xinrui Yan, Ziao Zhang, Guangyi Ma, and Dongjiang Wu. 2022. "Microstructure and Wear Resistance of TiCp/Ti6Al4V Composite Coatings by Follow-Up Ultrasonic-Assisted Laser Additive Manufacturing" Coatings 12, no. 7: 986. https://doi.org/10.3390/coatings12070986
APA StyleNiu, F., Li, Y., Song, C., Yan, X., Zhang, Z., Ma, G., & Wu, D. (2022). Microstructure and Wear Resistance of TiCp/Ti6Al4V Composite Coatings by Follow-Up Ultrasonic-Assisted Laser Additive Manufacturing. Coatings, 12(7), 986. https://doi.org/10.3390/coatings12070986