
Macroscopic and Microstructural Features of Metal Thin-Wall Fabricated by Laser Material Deposition: A Review

Abstract
:1. Introduction
2. Surface Quality and Dimension Precision
2.1. Matching of Z-Increment and Single Deposition Height
2.2. Thin-Wall with Complex Structures
3. Microstructures
3.1. Grain Size
3.2. Growth of Columnar
4. Microhardness
4.1. Effect of Grain Size and Phases
4.2. Distribution of Microhardness
5. Tensile Properties
5.1. Effect of Grain Size
5.2. Effect of Phases
5.3. Effect of Loading Direction
6. Thermal Stress
6.1. Distribution of Thermal Stress
6.2. Modification of Thermal Stress
7. Conclusions
- (1)
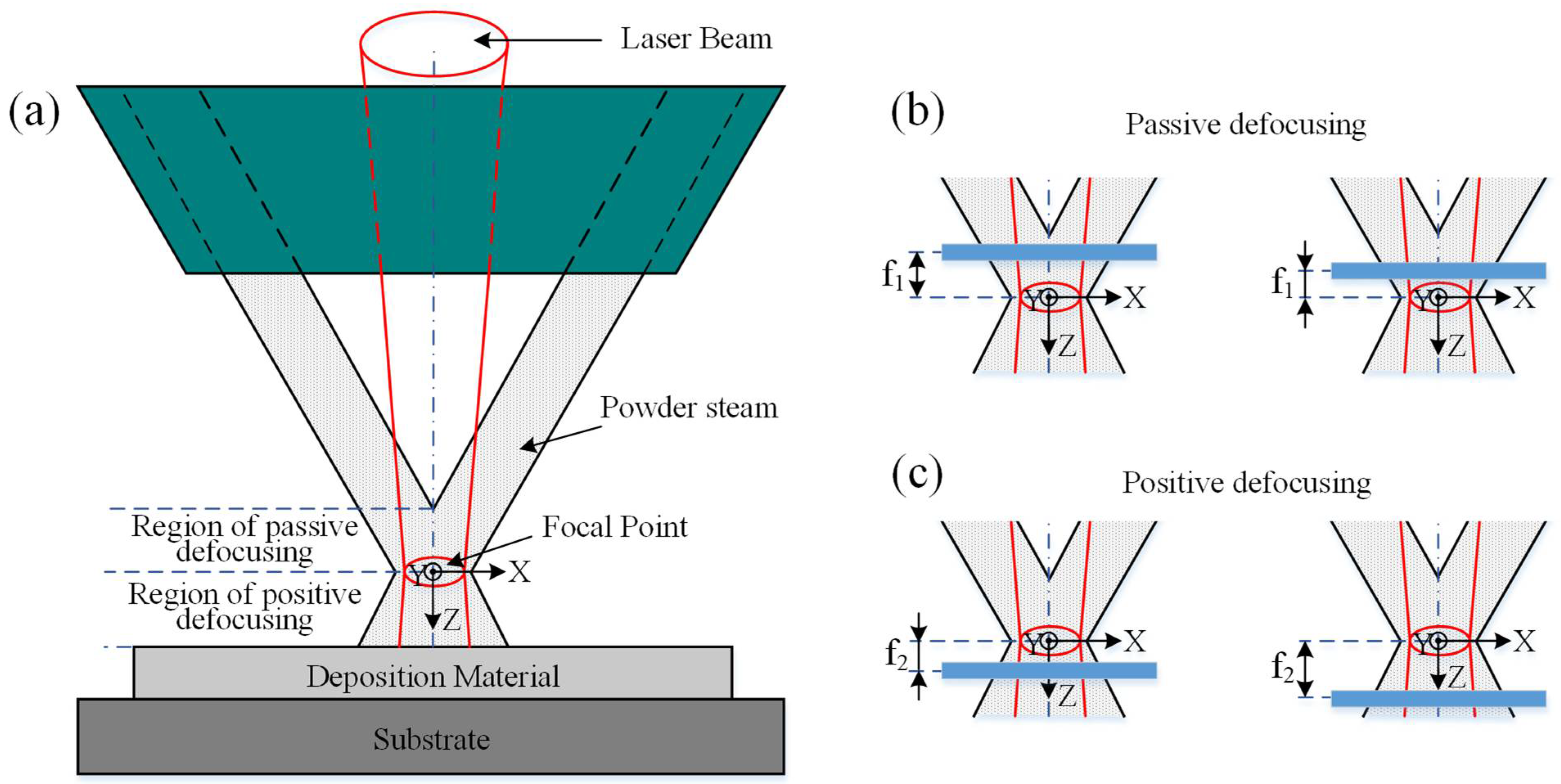
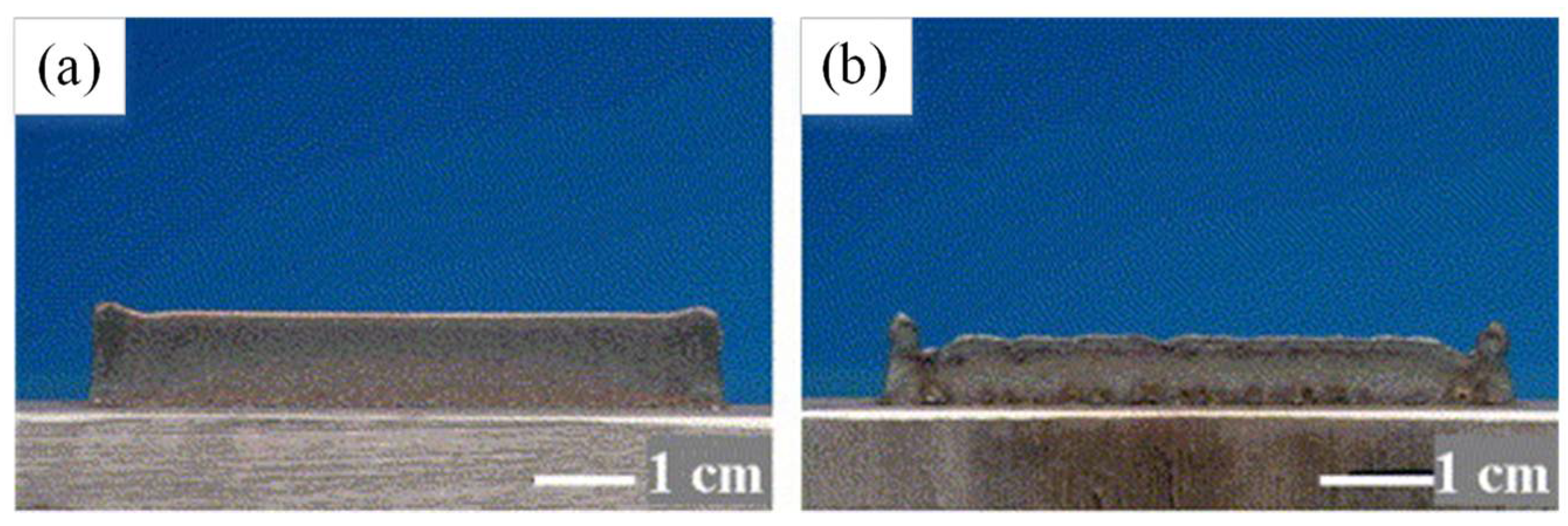
- Except for the process parameters, such as laser power, scanning speed, powder feed rate, the matching of z-increment and single deposition height played a significant role in affecting the surface quality and dimension precision. During the z-increment was bigger than the single deposition height, the positive de-focusing could result in gradually insufficient powder captured by molten pool, decrease of single deposition height, and then the failure in deposition of thin-wall finally because of the inter-actional effect. However, during the z-increment was smaller than the deposition height, the self-regulation-effect could assure the molten pool to capture sufficient powder and create a deposition layer. Based on the optimizing of the fabrication process, some thin-wall parts with complex structures, such as inclined thin-walled cylinder, special-shaped bottom thin-wall, slope thin-wall, thin-walled overhang structures and so on, were fabricated with high quality.
- (2)
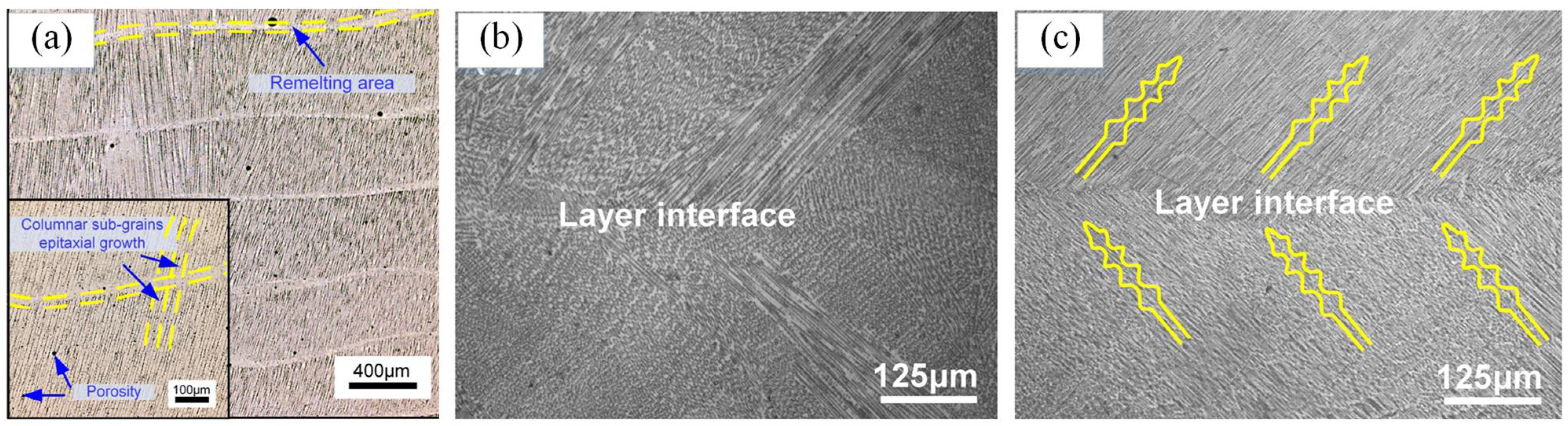
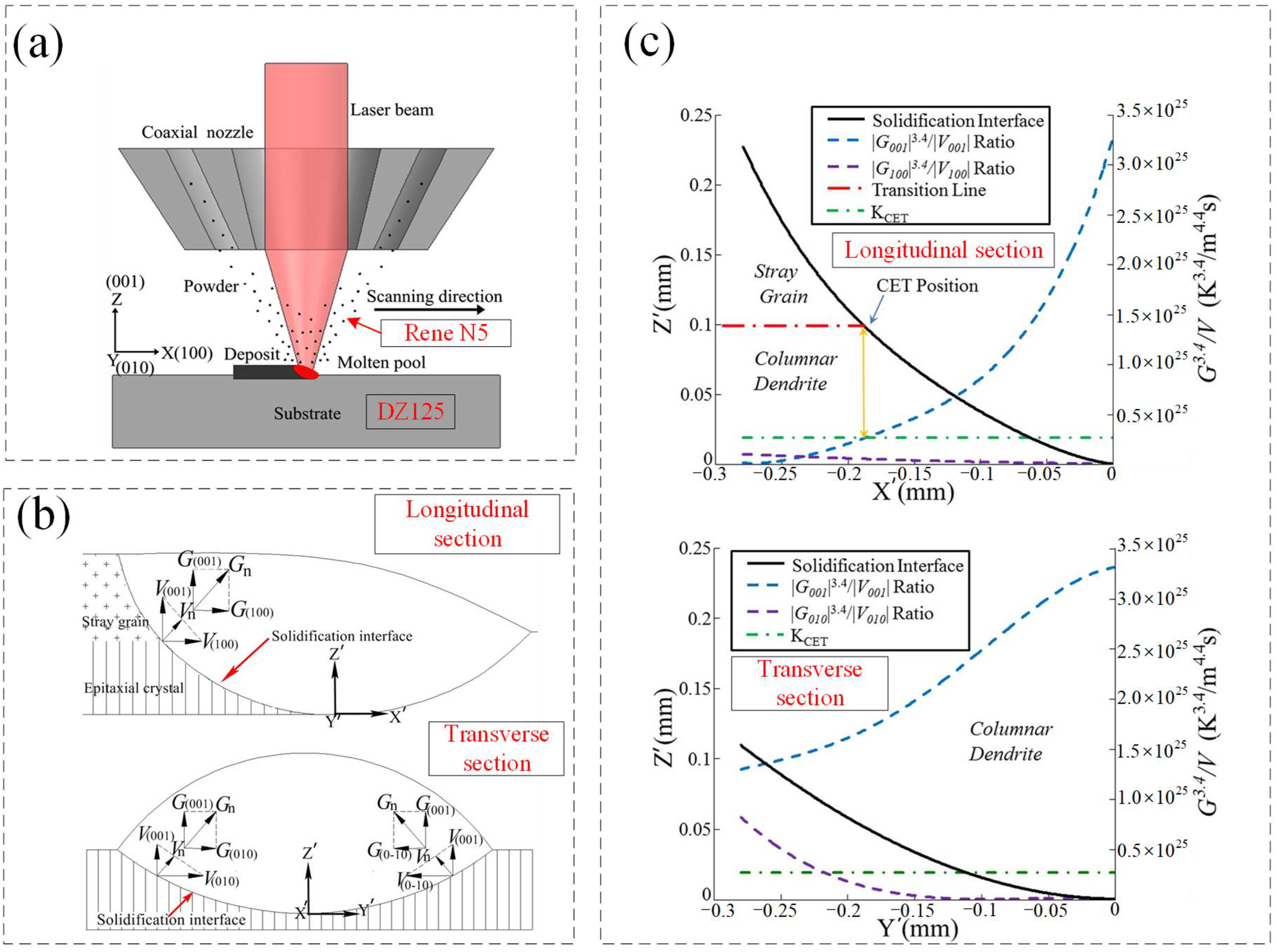
- Based on the microstructures’ characteristics, the thin-wall could be divided into three regions which names the upper, middle, and bottom region. Plane, columnar, and cellular crystal presented in the bottom, middle, and upper region of thin-wall, respectively. Owing to the decrease of temperature gradient with the increase of deposition height, the grain size gradually decreases because of the reduction of cooling rate. The long columnar grains of the thin-wall grew almost along the height direction and passed through multiple deposition layers that attributed to the epitaxial mechanism. The growth direction of columnar grains could be affected by the changing of heat dissipation direction.
- (3)
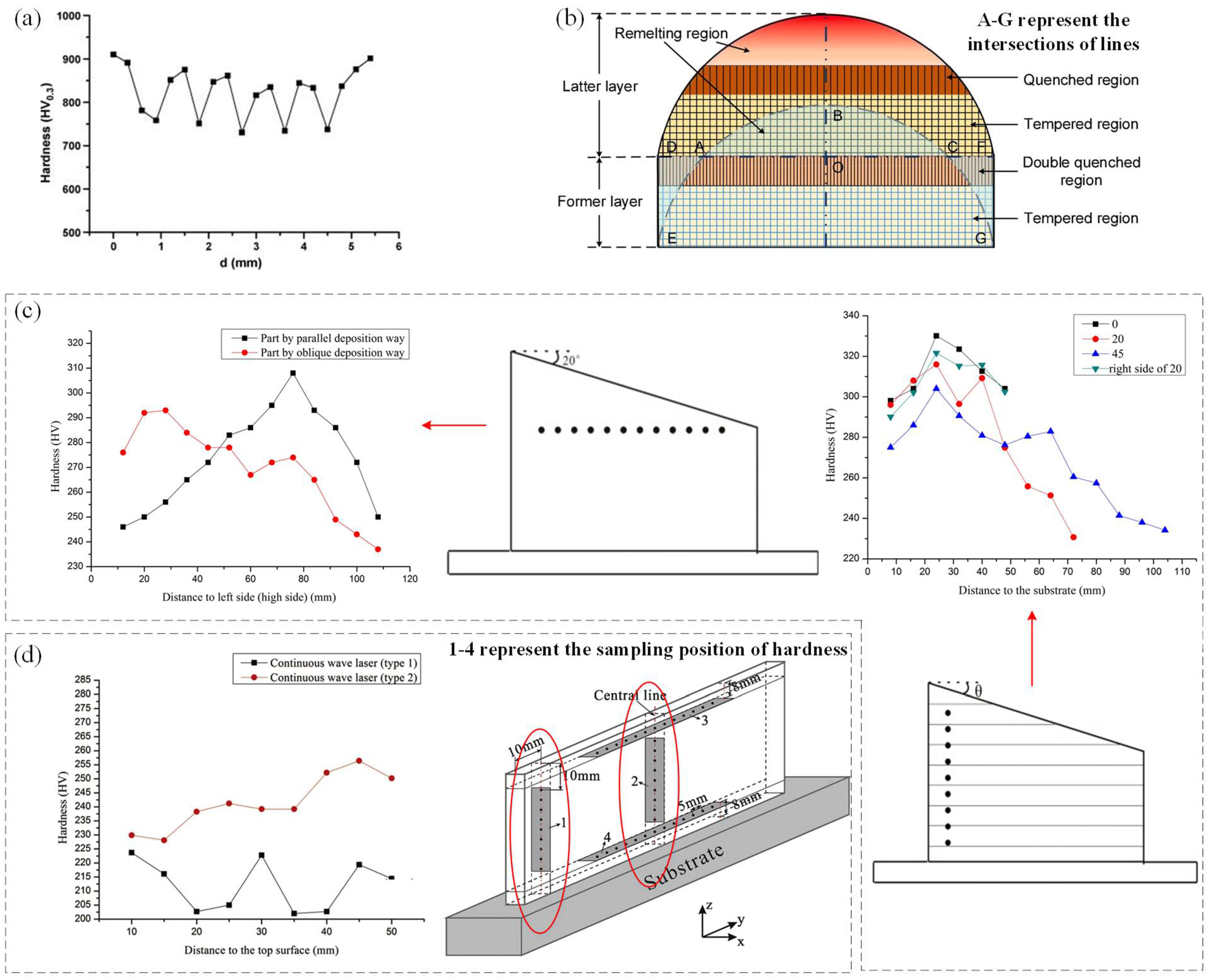
- Microhardness had a negative correlation with the grain size. During the deposition height is small, the hardness decreased slightly form the bottom to upper region because of the decrease of grain size. Owing to the remelting and reheating which could lead to the coarse regions, the hardness was periodic variation. During the deposition height is great, the hardness increased initially and then decreased with the increase of height that attributed to the temping effect between the former layers and latter layers. The formation of strengthening structure and hardening phase also contribute to the improvement of hardness. In addition, the hardness distribution along the parallel direction was relatively uniform because of the similar conditions and grain size.
- (4)
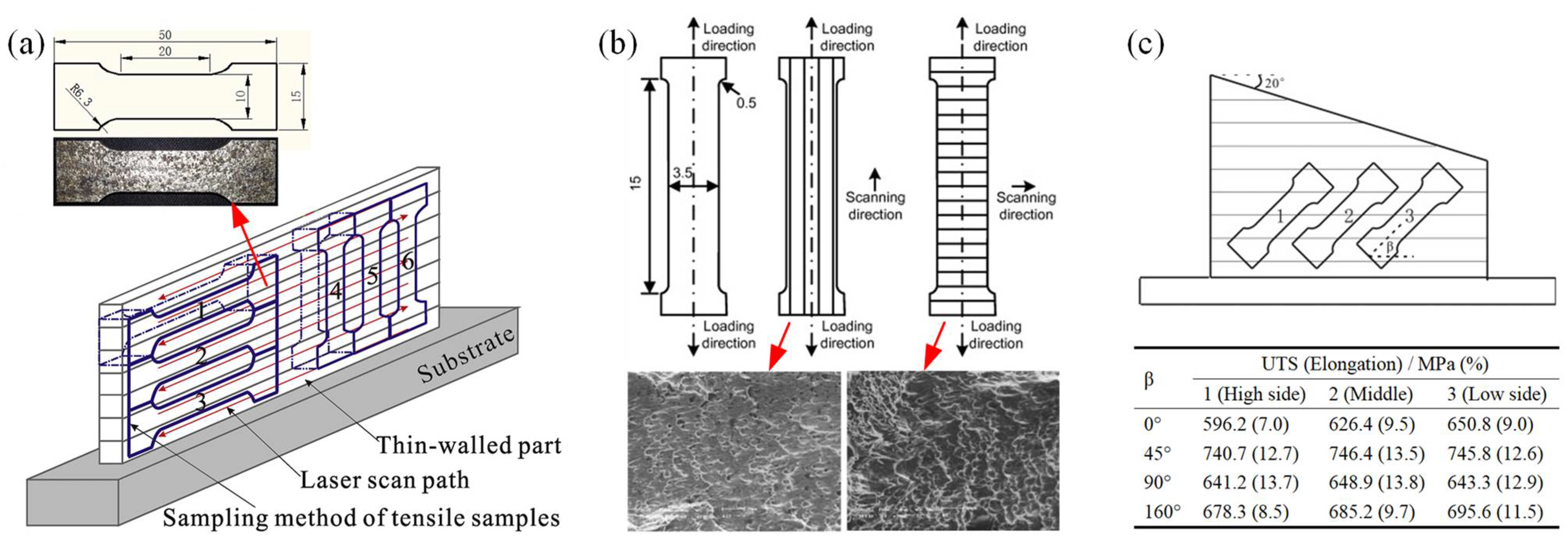
- The finer grains can improve the tensile strength because of the higher grain boundaries and dislocation density which can hindering the movement of the dislocations. The UTS of thin-wall fabricated by LMD process was bigger than that by conventional process such as casting. However, the elongation presented adverse rules. During the tensile loading was along the parallel direction, the small shearing force contributes to the big tensile strength. In the case of vertical direction of tensile loading, owing to the small angle between the sliding surface and tensile force, the low tensile strength was present because of the high shearing force during the tensile test. The intense thermal cycling effects may induce solid phase transition and eventually affects the tensile properties of thin-wall. In addition, with the changing of shape of thin-wall, the tensile strength could be changed owing to the different direction of MPBs.
- (5)
- The encountered transient thermal gradients significantly affected the state and magnitude of residual stress. By pre-heating of the substrate and utilization of pulsed laser, the pattern of thermal stress could be modified.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, J.; Li, L. Direct fabrication of thin-wall parts by laser cladding. J. Manuf. Process. 2006, 8, 1–7. [Google Scholar] [CrossRef]
- Wang, X.; Deng, D.; Qi, M.; Zhang, H. Influences of deposition strategies and oblique angle on properties of AISI316L stainless steel oblique thin-walled part by direct laser fabrication. Opt. Laser Technol. 2016, 80, 138–144. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, C.; Liu, W.; Ma, Y.; Zhang, C.; Cai, Q.; Liu, B. Microstructure and properties of Ti/Al lightweight graded material by direct laser deposition. Mater. Sci. Technol. 2018, 34, 945–951. [Google Scholar] [CrossRef]
- Ouyang, H.; Yu, Z.; Chen, T.; Fu, X.-J. Sub-Regional Process Planning for Large Nuclear Power Head. Mach. Des. Manuf. 2014, 5, 253–255. [Google Scholar]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Huang, S.H.; Liu, P.; Mokasdar, A.; Hou, L. Additive manufacturing and its societal impact: A literature review. Int. J. Adv. Manuf. Technol. 2012, 67, 1191–1203. [Google Scholar] [CrossRef]
- Shim, D.-S.; Baek, G.-Y.; Seo, J.-S.; Shin, G.-Y.; Kim, K.-P.; Lee, K.-Y. Effect of layer thickness setting on deposition characteristics in direct energy deposition (DED) process. Opt. Laser Technol. 2016, 86, 69–78. [Google Scholar] [CrossRef]
- Thompson, S.M.; Bian, L.; Shamsaei, N.; Yadollahi, A. An overview of Direct Laser Deposition for additive manufacturing; Part I: Transport phenomena, modeling and diagnostics. Addit. Manuf. 2015, 8, 36–62. [Google Scholar] [CrossRef]
- Shamsaei, N.; Yadollahi, A.; Bian, L.; Thompson, S.M. An overview of Direct Laser Deposition for additive manufacturing; Part II: Mechanical behavior, process parameter optimization and control. Addit. Manuf. 2015, 8, 12–35. [Google Scholar] [CrossRef]
- Das, S.; Beama, J.J.; Wohlert, M.; Bourell, D.L. Direct laser freeform fabrication of high performance metal components. Rapid Prototyp. J. 1998, 4, 112–117. [Google Scholar] [CrossRef]
- Zhang, B.; Dembinski, L.; Coddet, C. The study of the laser parameters and environment variables effect on mechanical properties of high compact parts elaborated by selective laser melting 316L powder. Mater. Sci. Eng. A 2013, 584, 21–31. [Google Scholar] [CrossRef]
- Mumtaz, K.; Hopkinson, N. Selective laser melting of thin wall parts using pulse shaping. J. Mater. Process. Technol. 2010, 210, 279–287. [Google Scholar] [CrossRef]
- Shifeng, W.; Shuai, L.; Qingsong, W.; Yan, C.; Sheng, Z.; Yusheng, S. Effect of molten pool boundaries on the mechanical properties of selective laser melting parts. J. Mater. Process. Technol. 2014, 214, 2660–2667. [Google Scholar] [CrossRef]
- Zhang, K.; Wang, S.; Liu, W.; Shang, X. Characterization of stainless steel parts by Laser Metal Deposition Shaping. Mater. Des. 2014, 55, 104–119. [Google Scholar] [CrossRef]
- El Cheikh, H.; Courant, B.; Branchu, S.; Huang, X.; Hascoët, J.-Y.; Guillén, R. Direct Laser Fabrication process with coaxial powder projection of 316L steel. Geometrical characteristics and microstructure characterization of wall structures. Opt. Lasers Eng. 2012, 50, 1779–1784. [Google Scholar] [CrossRef] [Green Version]
- Sun, W. Application Status and Development Trend of Additive Manufacturing Technology for Metal Materials. Guangdong Sci. Ence Technol. 2021, 30, 99–102. [Google Scholar]
- Yap, C.Y.; Chua, C.K.; Dong, Z.L.; Liu, Z.H.; Zhang, D.Q.; Loh, L.E.; Sing, S.L. Review of selective laser melting: Materials and applications. Appl. Phys. Rev. 2015, 2, 041101. [Google Scholar] [CrossRef]
- Lu, L.; Guo, K.; Sun, J.; Zhang, G.; Sun, C. Investigation on hot sizing process based on creep mechanism for laser cladded thin-walled titanium alloy components. J. Laser Appl. 2019, 31, 042002. [Google Scholar] [CrossRef]
- Yu, J.; Lin, X.; Ma, L.; Wang, J.; Fu, X.; Chen, J.; Huang, W. Influence of laser deposition patterns on part distortion, interior quality and mechanical properties by laser solid forming (LSF). Mater. Sci. Eng. A 2011, 528, 1094–1104. [Google Scholar] [CrossRef]
- Zhang, H.; Chong, K.; Zhao, W.; Sun, Z. Effects of pulse parameters on in-situ Ti-V carbides size and properties of Fe-based laser cladding layers. Surf. Coat. Technol. 2018, 344, 163–169. [Google Scholar] [CrossRef]
- Zhan, M.; Sun, G.; Wang, Z.; Shen, X.; Yan, Y.; Ni, Z. Numerical and experimental investigation on laser metal deposition as repair technology for 316L stainless steel. Opt. Laser Technol. 2019, 118, 84–92. [Google Scholar] [CrossRef]
- Yu, J.; Rombouts, M.; Maes, G. Cracking behavior and mechanical properties of austenitic stainless steel parts produced by laser metal deposition. Mater. Des. 2013, 45, 228–235. [Google Scholar] [CrossRef]
- Ocylok, S.; Weisheit, A.; Kelbassa, I. Functionally graded multi-layers by laser cladding for increased wear and corrosion protection. Phys. Procedia 2010, 5, 359–367. [Google Scholar] [CrossRef]
- Abioye, T.E.; Farayibi, P.K.; Kinnel, P.; Clare, A.T. Functionally graded Ni-Ti microstructures synthesised in process by direct laser metal deposition. Int. J. Adv. Manuf. Technol. 2015, 79, 843–850. [Google Scholar] [CrossRef] [Green Version]
- Corbin, D.; Nassar, A.; Reutzel, E.; Allison, M.; Nathan, A. Effect of directed energy deposition processing parameters on laser deposited Inconel® 718: External morphology. J. Laser Appl. 2017, 29, 022001. [Google Scholar] [CrossRef]
- Wang, X.; Liu, Z.; Guo, Z.; Hu, Y. A fundamental investigation on three–dimensional laser material deposition of AISI316L stainless steel. Opt. Laser Technol. 2020, 126, 106107. [Google Scholar] [CrossRef]
- Zhang, K.; Liu, W.; Shang, X. Research on the processing experiments of laser metal deposition shaping. Opt. Laser Technol. 2007, 39, 549–557. [Google Scholar] [CrossRef] [Green Version]
- D’Oliveira, A.S.C.M.; da Silva, P.S.C.P.; Vilar, R.M.C. Microstructural features of consecutive layers of Stellite 6 deposited by laser cladding. Surf. Coat. Tech. 2002, 153, 203–209. [Google Scholar] [CrossRef]
- Wang, X.; Lei, L.; Yu, H. A Review on Microstructural Features and Mechanical Properties of Wheels/Rails Cladded by Laser Cladding. Micromachines 2021, 12, 152. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.; Yu, H.; Jiang, J.; Xia, C.; Zhang, Z. Influences of Pulse Shaping on Single-Track Clad of AISI316L Stainless Steel by Laser Material Deposition. Coatings 2022, 12, 248. [Google Scholar] [CrossRef]
- Lepski, D.; Brückner, F. Laser Cladding; Springer: Berlin/Heidelberg, Germany, 2009; pp. 235–279. [Google Scholar]
- Bi, G.; Gasser, A.; Wissenbach, K.; Drenker, A.; Poprawe, R. Investigation on the direct laser metallic powder deposition process via temperature measurement. Appl. Surf. Sci. 2006, 253, 1411–1416. [Google Scholar] [CrossRef]
- Zhu, G.; Li, D.; Zhang, A.; Pi, G.; Tang, Y. The influence of laser and powder defocusing characteristics on the surface quality in laser direct metal deposition. Opt. Laser Technol. 2012, 44, 349–356. [Google Scholar] [CrossRef]
- Gangxian, Z.; Anfeng, Z.; Dichen, L.; Gang, P. Model of layer thickness of thin-walled parts in laser metal direct manufacturing. Trans. China Weld. Inst. 2010, 8, 57–60. [Google Scholar]
- Jiayu, S.; Tianbiao, Y.; Yu, Z.; Lin, Y.; Chuang, G. Research on laser cladding forming process of circumferentially inclined thin-walled cylinders. Chin. J. Lasers 2018, 45, 0802004. [Google Scholar] [CrossRef]
- Mahmood, K.; Pinkerton, A.J. Direct laser deposition with different types of 316L steel particle: A comparative study of final part properties. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2013, 227, 520–531. [Google Scholar] [CrossRef]
- Wang, X.; Deng, D.; Yi, H.; Xu, H.; Yang, S.; Zhang, H. Influences of pulse laser parameters on properties of AISI316L stainless steel thin-walled part by laser material deposition. Opt. Laser Technol. 2017, 92, 5–14. [Google Scholar] [CrossRef]
- Yu, T.; Sun, J.; Qu, W.; Zhao, Y.; Yang, L. Influences of z-axis increment and analyses of defects of AISI 316L stainless steel hollow thin-walled cylinder. Int. J. Adv. Manuf. Technol. 2018, 97, 2203–2220. [Google Scholar] [CrossRef]
- Xin, B.; Zhou, X.; Cheng, G.; Yao, J.; Gong, Y. Microstructure and mechanical properties of thin-wall structure by hybrid laser metal deposition and laser remelting process. Opt. Laser Technol. 2020, 127, 106087. [Google Scholar] [CrossRef]
- Zhang, Y.; Yu, G.; He, X.; Ning, W.; Zheng, C. Numerical and experimental investigation of multilayer SS410 thin wall built by laser direct metal deposition. J. Mater. Process. Technol. 2012, 212, 106–112. [Google Scholar] [CrossRef] [Green Version]
- Tan, H.; Chen, J.; Zhang, F.; Lin, X.; Huang, W. Process analysis for laser solid forming of thin-wall structure. Int. J. Mach. Tools Manuf. 2010, 50, 1–8. [Google Scholar] [CrossRef]
- Zhu, G.; Zhang, A.; Li, D.; Tang, Y.; Tong, Z.; Lu, Q. Numerical simulation of thermal behavior during laser direct metal deposition. Int. J. Adv. Manuf. Technol. 2011, 55, 945–954. [Google Scholar] [CrossRef]
- Alimardani, M.; Toyserkani, E.; Huissoon, J.P.; Paul, C.P. On the delamination and crack formation in a thin wall fabricated using laser solid freeform fabrication process: An experimental–numerical investigation. Opt. Lasers Eng. 2009, 47, 1160–1168. [Google Scholar] [CrossRef]
- Pinkerton, A.J.; Li, L. An experimental and numerical study of the influence of diode laser beam shape on thin wall direct metal deposition. J. Laser Appl. 2005, 17, 47–56. [Google Scholar] [CrossRef]
- Lu, L.; Shi, T.; Zhang, J.; Mei, Y.; Cheng, D.; Fu, G.; Yu, S. Research on surface finish of thin-wall parts by laser with coaxial inside-beam powder feeding. J. Laser Appl. 2021, 33, 022003. [Google Scholar] [CrossRef]
- Yu, J.; Sun, W.; Huang, H.; Huang, Y. Study on the deformation control and microstructures of thin-walled parts repaired by laser cladding. Coatings 2020, 10, 369. [Google Scholar] [CrossRef] [Green Version]
- Liu, J.; Li, L. Effects of powder concentration distribution on fabrication of thin-wall parts in coaxial laser cladding. Opt. Laser Technol. 2005, 37, 287–292. [Google Scholar] [CrossRef]
- Jardin, R.T.; Tuninetti, V.; Tchuindjang, J.T.; Hashemi, N.; Carrus, R.; Mertens, A.; Duchêne, L.; Tran, H.S.; Habraken, A.M. Sensitivity Analysis in the Modelling of a High Speed Steel Thin-Wall Produced by Directed Energy Deposition. Metals 2020, 10, 1554. [Google Scholar] [CrossRef]
- Yu, T.; Bao, Y. Research on manufacturing technology of thin-walled parts of Fe105 metal based on laser cladding. J. Phys. Conf. Ser. 2019, 1187, 032043. [Google Scholar] [CrossRef]
- Zhang, K.; Wang, S.; Liu, W.; Long, R. Effects of substrate preheating on the thin-wall part built by laser metal deposition shaping. Appl. Surf. Sci. 2014, 317, 839–855. [Google Scholar] [CrossRef]
- Long, R.; Sun, S.; Lian, Z. The influence of scanning methods on the cracking failure of thin-wall metal parts fabricated by laser direct deposition shaping. Eng. Fail. Anal. 2016, 59, 269–278. [Google Scholar] [CrossRef]
- Zhang, H.; Zhu, L.; Xue, P. Laser direct metal deposition of variable width thin-walled structures in Inconel 718 alloy by coaxial powder feeding. Int. J. Adv. Manuf. Technol. 2020, 108, 821–840. [Google Scholar] [CrossRef]
- Liu, F.; Lin, X.; Leng, H.; Cao, J.; Liu, Q.; Huang, C.; Huang, W. Microstructural changes in a laser solid forming Inconel 718 superalloy thin wall in the deposition direction. Opt. Laser Technol. 2013, 45, 330–335. [Google Scholar] [CrossRef]
- Xiao, H.; Cheng, M.; Song, L. Direct fabrication of single-crystal-like structure using quasi-continuous-wave laser additive manufacturing. J. Mater. Sci. Technol. 2021, 60, 216–221. [Google Scholar] [CrossRef]
- Balichakra, M.; Bontha, S.; Krishna, P.; Balla, V.K. Prediction and validation of residual stresses generated during laser metal deposition of γ titanium aluminide thin wall structures. Mater. Res. Express 2019, 6, 106550. [Google Scholar] [CrossRef]
- Ahsan, M.N.; Pinkerton, A.J.; Moat, R.J.; Shackleton, J. A comparative study of laser direct metal deposition characteristics using gas and plasma-atomized Ti–6Al–4V powders. Mater. Sci. Eng. A 2011, 528, 7648–7657. [Google Scholar] [CrossRef]
- Ahsan, M.N.; Bradley, R.; Pinkerton, A.J. Microcomputed tomography analysis of intralayer porosity generation in laser direct metal deposition and its causes. J. Laser Appl. 2011, 23, 022009. [Google Scholar] [CrossRef]
- Xue, P.; Zhu, L.; Xu, P.; Ren, Y.; Xin, B.; Wang, S.; Yang, Z.; Ning, J.; Meng, G.; Liu, Z. CrCoNi medium-entropy alloy thin-walled parts manufactured by laser metal deposition: Microstructure evolution and mechanical anisotropy. Mater. Sci. Eng. A 2021, 817, 141306. [Google Scholar] [CrossRef]
- Zhao, T.; Cai, W.; Dahmen, M.; Schaible, J.; Hong, C.; Gasser, A.; Weisheit, A.; Biermann, T.; Kelbassa, I.; Zhang, H. Ageing response of an Al-Mg-Mn-Sc-Zr alloy processed by laser metal deposition in thin-wall structures. Vacuum 2018, 158, 121–125. [Google Scholar] [CrossRef]
- Huang, Y.-L.; Liu, J.; Ma, N.-H.; Li, J.-G. Three-dimensional analytical model on laser-powder interaction during laser cladding. J. Laser Appl. 2006, 18, 42–46. [Google Scholar] [CrossRef]
- Cong, W.; Ning, F. A fundamental investigation on ultrasonic vibration-assisted laser engineered net shaping of stainless steel. Int. J. Mach. Tools Manuf. 2017, 121, 61–69. [Google Scholar] [CrossRef]
- Huang, W.; Chen, J.; Li, Y.; Lin, X. Laser rapid forming technology of high-performance dense metal components with complex structure. In Proceedings of Lasers in Material Processing and Manufacturing II; SPIE: Bellingham, WA, USA; pp. 67–75.
- Wang, J.-H.; Han, F.-Z.; Ying, W.-S. Surface evenness control of laser solid formed thin-walled parts based on the mathematical model of the single cladding layer thickness. J. Laser Appl. 2019, 31, 022009. [Google Scholar]
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar]
- Devesse, W.; De Baere, D.; Guillaume, P. Modeling of laser beam and powder flow interaction in laser cladding using ray-tracing. J. Laser Appl. 2015, 27, S29208. [Google Scholar] [CrossRef]
- Dongsheng, L.; Tuo, S.; Shihong, S.; Weiwei, J.; Shuguang, W. Laser Cladding Forming Technology of Flat-Top Thin-Walled Part Based on Special-Shaped Base Surface. Chin. J. Lasers 2019, 46, 1102002. [Google Scholar] [CrossRef]
- Carroll, B.E.; Palmer, T.A.; Beese, A.M. Anisotropic tensile behavior of Ti–6Al–4V components fabricated with directed energy deposition additive manufacturing. Acta Mater. 2015, 87, 309–320. [Google Scholar] [CrossRef]
- Wang, X.; Deng, D.; Hu, Y.; Ning, F.; Wang, H.; Cong, W.; Zhang, H. Overhang structure and accuracy in laser engineered net shaping of Fe-Cr steel. Opt. Laser Technol. 2018, 106, 357–365. [Google Scholar]
- Selcuk, C. Laser metal deposition for powder metallurgy parts. Powder Metall. 2011, 54, 94–99. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, J.; Tian, Y. A Review on Macroscopic and Microstructural Features of Metallic Coating Created by Pulsed Laser Material Deposition. Micromachines 2022, 13, 659. [Google Scholar] [CrossRef]
- Bontha, S.; Klingbeil, N.W.; Kobryn, P.A.; Fraser, H.L. Thermal process maps for predicting solidification microstructure in laser fabrication of thin-wall structures. J. Mater. Process. Technol. 2006, 178, 135–142. [Google Scholar] [CrossRef]
- Yang, K.; Wang, Z.D.; Chen, M.Z.; Lan, H.F.; Sun, G.F.; Ni, Z.H. Effect of pulse frequency on the morphology, microstructure, and corrosion resistance of high-nitrogen steel prepared by laser directed energy deposition. Surf. Coat. Technol. 2021, 421, 127450. [Google Scholar] [CrossRef]
- Cao, Y.; Farouk, N.; Taheri, M.; Yumashev, A.V.; Bozorg, S.F.K.; Ojo, O.O. Evolution of solidification and microstructure in laser-clad IN625 superalloy powder on GTD-111 superalloy. Surf. Coat. Technol. 2021, 412, 127010. [Google Scholar] [CrossRef]
- Kim, M.J.; Saldana, C. Thin wall deposition of IN625 using directed energy deposition. J. Manuf. Process. 2020, 56, 1366–1373. [Google Scholar] [CrossRef]
- Tabernero, I.; Lamikiz, A.; Martínez, S.; Ukar, E.; Figueras, J. Evaluation of the mechanical properties of Inconel 718 components built by laser cladding. Int. J. Mach. Tools Manuf. 2011, 51, 465–470. [Google Scholar] [CrossRef]
- Atwood, C.; Ensz, M.; Greene, D.; Griffith, M.; Harwell, L.; Reckaway, D.; Romero, T.; Schlienger, E.; Smugeresky, J. Laser engineered net shaping (LENS (TM)): A tool for direct fabrication of metal parts. In International Congress on Applications of Lasers & Electro-Optics; Laser Institute of America: Orlando, FL, USA, 1998. [Google Scholar]
- Huang, F.; Jiang, Z.; Liu, X.; Lian, J.; Chen, L. Microstructure and properties of thin wall by laser cladding forming. J. Mater. Process. Technol. 2009, 209, 4970–4976. [Google Scholar] [CrossRef]
- Hu, Y.; Wang, L.; Yao, J.; Xia, H.; Li, J.; Liu, R. Effects of electromagnetic compound field on the escape behavior of pores in molten pool during laser cladding. Surf. Coat. Technol. 2020, 383, 125198. [Google Scholar] [CrossRef]
- Liu, H.; Ji, S.; Jiang, Y.; Zhang, X.; Wang, C. Microstructure and Property of Fe60 Composite Coatings by Rotating Magnetic Field Auxiliary Laser Cladding. Chin. J. Lasers 2013, 40, 0103007. [Google Scholar]
- Gatzen, M.; Tang, Z.; Vollertsen, F. Effect of electromagnetic Stirring on the Element Distribution in Laser Beam Welding of Aluminium with Filler Wire. Phys. Procedia 2011, 12, 56–65. [Google Scholar] [CrossRef] [Green Version]
- Ning, F.; Cong, W. Microstructures and mechanical properties of Fe-Cr stainless steel parts fabricated by ultrasonic vibration-assisted laser engineered net shaping process. Mater. Lett. 2016, 179, 61–64. [Google Scholar] [CrossRef]
- Sun, S.-H.; Hagihara, K.; Nakano, T. Effect of scanning strategy on texture formation in Ni-25 at.% Mo alloys fabricated by selective laser melting. Mater. Des. 2018, 140, 307–316. [Google Scholar] [CrossRef]
- Xiang, S.; Li, J.; Luan, H.; Amar, A.; Lu, S.; Li, K.; Zhang, L.; Liu, X.; Le, G.; Wang, X. Effects of process parameters on microstructures and tensile properties of laser melting deposited CrMnFeCoNi high entropy alloys. Mater. Sci. Eng. A 2019, 743, 412–417. [Google Scholar] [CrossRef]
- Liu, Z.; Qi, H. Effects of substrate crystallographic orientations on crystal growth and microstructure formation in laser powder deposition of nickel-based superalloy. Acta Mater. 2015, 87, 248–258. [Google Scholar] [CrossRef]
- Chen, H.; Lu, Y.; Luo, D.; Lai, J.; Liu, D. Epitaxial laser deposition of single crystal Ni-based superalloys: Repair of complex geometry. J. Mater. Process. Technol. 2020, 285, 116782. [Google Scholar] [CrossRef]
- Fu, Y.; Guo, N.; Wang, G.; Yu, M.; Cheng, Q.; Zhang, D. Underwater additive manufacturing of Ti-6Al-4V alloy by laser metal deposition: Formability, gran growth and microstructure evolution. Mater. Des. 2021, 197, 109196. [Google Scholar] [CrossRef]
- Wang, K.; Du, D.; Liu, G.; Chang, B.; Ju, J.; Sun, S.; Fu, H. Microstructure and property of laser clad Fe-based composite layer containing Nb and B4C powders. J. Alloys Compd. 2019, 802, 373–384. [Google Scholar] [CrossRef]
- Li, Z.; Chen, J.; Sui, S.; Zhong, C.; Lu, X.; Lin, X. The microstructure evolution and tensile properties of Inconel 718 fabricated by high-deposition-rate laser directed energy deposition. Addit. Manuf. 2020, 31, 100941. [Google Scholar] [CrossRef]
- Xu, L.; Chai, Z.; Chen, H.; Zhang, X.; Xie, J.; Chen, X. Tailoring Laves phase and mechanical properties of directed energy deposited Inconel 718 thin-wall via a gradient laser power method. Mater. Sci. Eng. A 2021, 824, 141822. [Google Scholar] [CrossRef]
- Xiang, K.; Chai, L.; Wang, Y.; Wang, H.; Guo, N.; Ma, Y.; Murty, K.L. Microstructural characteristics and hardness of CoNiTi medium-entropy alloy coating on pure Ti substrate prepared by pulsed laser cladding. J. Alloys Compd. 2020, 849, 156704. [Google Scholar] [CrossRef]
- Hansen, N. Hall–Petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Shi, Y.; Wang, Y.-D.; Li, S.; Li, R.; Wang, Y. Mechanical behavior in boron-microalloyed CoCrNi medium-entropy alloy studied by in situ high-energy X-ray diffraction. Mater. Sci. Eng. A 2020, 788, 139600. [Google Scholar] [CrossRef]
- Liu, X.; Laplanche, G.; Kostka, A.; Fries, S.; Pfetzing-Micklich, J.; Liu, G.; George, E. Columnar to equiaxed transition and grain refinement of cast CrCoNi medium-entropy alloy by microalloying with titanium and carbon. J. Alloys Compd. 2019, 775, 1068–1076. [Google Scholar] [CrossRef]
- Peters, M.; Hemptenmacher, J.; Kumpfert, J.; Leyens, C. Structure and properties of titanium and titanium alloys. In Titanium and Titanium Alloys: Fundamentals and Applications; Wiley-VCH: Hoboken, NJ, USA, 2003; pp. 1–36. [Google Scholar]
- Qiu, C.; Ravi, G.A.; Dance, C.; Ranson, A.; Dilworth, S.; Attallah, M.M. Fabrication of large Ti-6Al-4V structures by direct laser deposition. J. Alloys Compd. 2015, 629, 351–361. [Google Scholar] [CrossRef]
- Balla, V.K.; Das, M.; Mohammad, A.; Al-Ahmari, A.M. Additive Manufacturing of γ-TiAl: Processing, Microstructure, and Properties. Adv. Eng. Mater. 2016, 18, 1208–1215. [Google Scholar] [CrossRef]
- Long, R.-S.; Liu, W.-J.; Xing, F.; Wang, H.-B. Numerical simulation of thermal behavior during laser metal deposition shaping. Trans. Nonferrous Met. Soc. China 2008, 18, 691–699. [Google Scholar] [CrossRef] [Green Version]
- Bergman, T.L.; Lavine, A.S.; Incropera, F.P.; DeWitt, D.P. Introduction to Heat Transfer; John Wiley & Sons: Hoboken, NJ, USA, 2011. [Google Scholar]
- Rangaswamy, P.; Griffith, M.L.; Prime, M.B.; Holden, T.M.; Rogge, R.B.; Edwards, J.M.; Sebring, R.J. Residual stresses in LENS® components using neutron diffraction and contour method. Mater. Sci. Eng. A 2005, 399, 72–83. [Google Scholar] [CrossRef]
- Wang, L.; Felicelli, S.D.; Pratt, P. Residual stresses in LENS-deposited AISI 410 stainless steel plates. Mater. Sci. Eng. A 2008, 496, 234–241. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Substrate | Powder (Particle Size) | Z-Increment (mm) | Laser Power (W) | Scanning Speed (mm/s) | Powder Feed Rate (g/s) | Ref. | |
|---|---|---|---|---|---|---|---|
| steel C1045, 20#45# steel, 304, 304L, 316L, 42CrMo4 steel | Fe-based (15~150) | 316L, 410, 304L, 313 | 0.05–0.3 | 250, 300, 350, 800, 1000, 1600 | 1~14, 5.5, 6, 8.3, 13 | 0.13, 0.194, 0.04, 0.078 | [2,26,32,33,34,35,36,37,38,39,40,41,42,43,44,45] |
| Fe-16Al (wt%) | 0.25 | - | 9 | 0.2 | [46] | ||
| 24# steel, Pure iron | - | 220, 250, 300 | 2.5~3.5 | 0.012, 0.58, 0.77 | [1,47] | ||
| M4, Fe 105 steel | - | 260, 440, 500 | 5.5, 8.3 | 0.1 | [48,49] | ||
| 45# steel, 316L, Q235 | Ni-based (45~106) | Ni60, Ni60A | - | 800, 2500 | 3.3, 5 | 0.067, 0.083, 0.117 | [50,51] |
| IN 718, IN625 | 0.3 | 175~275, 650, 1000 | 6~10 | 0.033, 0.198, 0.333 | [52,53,54] | ||
| γ-TiAl, Ti-6Al-4V | Ti-based (45~150) | γ-TiAl | - | 200, 250, 300 | 8, 10, 12 | 0.048~0.733 | [55] |
| Ti-6Al-4V | - | 800, 1000 | 5 | 0.033~0.135 | [56,57] | ||
| 316L | - | CrCoNi | 0.4 | 800 | 9.5 | 0.228 | [58] |
| EN AW-5083 | - | Al-Mg-Mn | - | 500, 550, 600 | 9.167 | - | [59] |
| Dp (mm) | Dl (mm) | Total Layer Numbers | Surface Unevenness (mm) |
|---|---|---|---|
| −1 | + (Above the substrate) | 90 | 0.325 |
| 0 | 1.098 | ||
| 1 | 2.886 | ||
| + (Above the substrate) | −3 | 2.403 | |
| 0 | 1.098 | ||
| 3 | 0.702 |
| Powder | Process Route | Loading Direction | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation (%) | Ref. |
|---|---|---|---|---|---|---|
| CrCoNi | LAM | vertical | 360.793 | 584.584 | 53.690 | [58] |
| parallel | 364.941 | 574.558 | 36.943 | |||
| Casting | - | 257.713 | 547.935 | 82.650 | ||
| - | ~170 | ~480 | ~55 | [93] | ||
| 316 | LAM | vertical | 352 | 536 | 46 | [14] |
| parallel | 558 | 639 | 21 | |||
| Anneal | - | 241 | 586 | 50 |
| Built Part Geometry | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|
| Test coupon | 1105 ± 19 | 1163 ± 22 | 4 ± 1 |
| Tall wall | 1052 ± 27 | 1153 ± 13 | 5.3 ± 2.1 |
| Flat plate | 984 ± 25 | 1069 ± 19 | 5.4 ± 1 |
| Cruciform thin-wall | 959 ± 22 | 1064 ± 23 MPa | 11 |
| Wrought | 973 ± 8 | 1050 ± 8 | 17 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Jiang, J.; Xia, C.; Yu, Y. Macroscopic and Microstructural Features of Metal Thin-Wall Fabricated by Laser Material Deposition: A Review. Coatings 2022, 12, 1104. https://doi.org/10.3390/coatings12081104
Wang X, Jiang J, Xia C, Yu Y. Macroscopic and Microstructural Features of Metal Thin-Wall Fabricated by Laser Material Deposition: A Review. Coatings. 2022; 12(8):1104. https://doi.org/10.3390/coatings12081104
Chicago/Turabian StyleWang, Xinlin, Jinkun Jiang, Chengui Xia, and Yang Yu. 2022. "Macroscopic and Microstructural Features of Metal Thin-Wall Fabricated by Laser Material Deposition: A Review" Coatings 12, no. 8: 1104. https://doi.org/10.3390/coatings12081104