
Effect of Groove Width on Micromachine Groove Texture Tribology Characteristics of 0Cr17Ni7Al


Abstract
:1. Introduction
2. Materials and Methods
2.1. Micromachining Plate
2.2. Friction and Wear Test Material
2.3. Friction and Wear Calculation
3. Results and Discussion
3.1. Friction and Wear
3.2. Wear Morphology Analysis
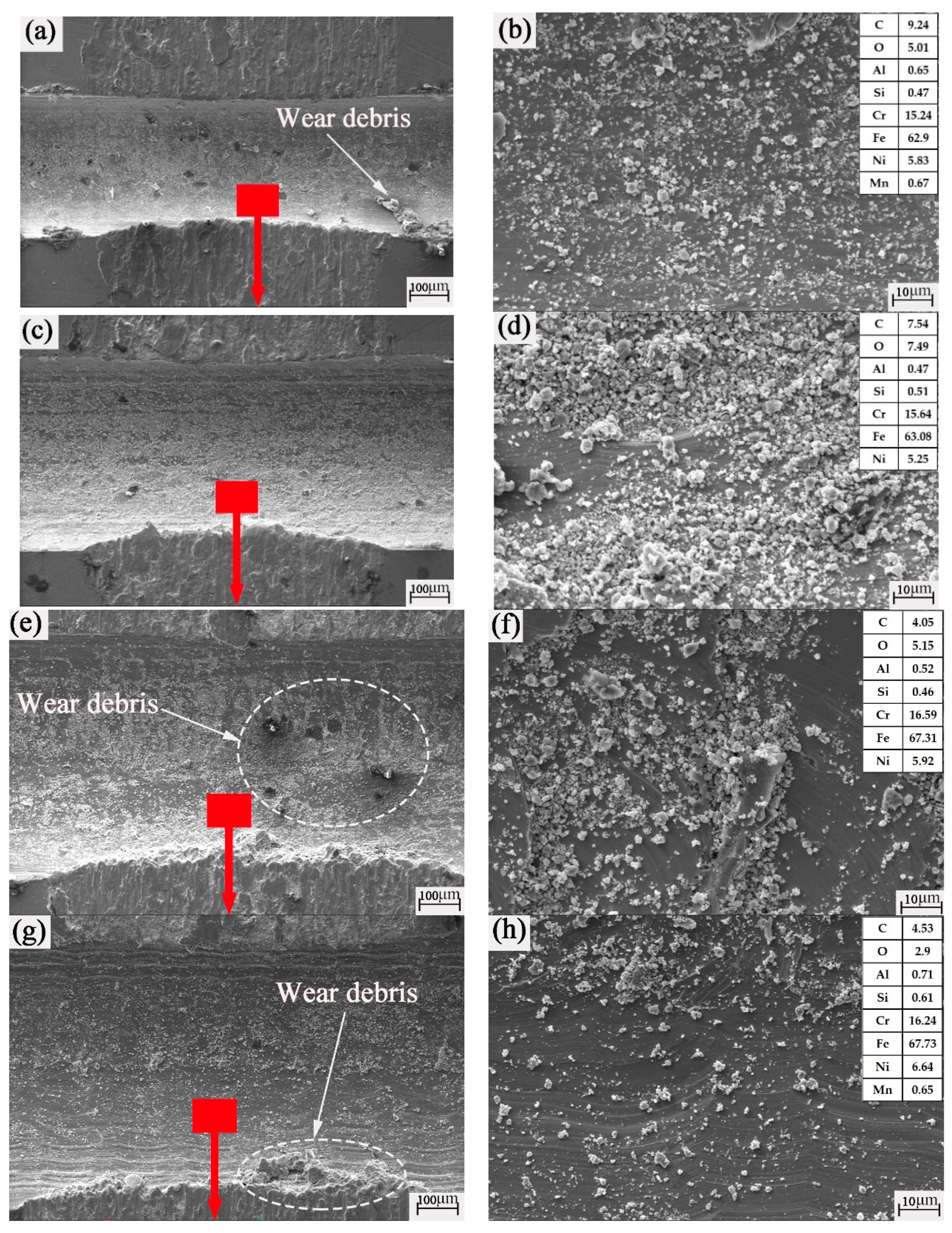
3.3. Scanning Electron Microscope and Energy-Spectrum Analysis of Plate Worn Surface
3.4. Scanning Electron Microscope and Energy-Spectrum Analysis of Ball Worn Surface
4. Conclusions
- (1)
- Micromachining can produce groove texture. The friction coefficient and wear rate of groove texture with a width of 0.4, 0.6, 0.8, or 1.0 mm were lower than those of the untextured surface. The friction coefficient and wear rate decreased first and then increased with the increase of the groove width. The minimum friction coefficient at the groove with a width of 0.6 mm was σ = 0.632. The minimum wear rate was ω = 3.351 ×. The surface groove texture had good friction reduction and wear resistance.
- (2)
- It was found that for groove texture, the more times the groove is crossed, the better. It is not that the lower the number of leaps, the better, but within a reasonable range. In this study, the total number of leaps of the 0.6 mm groove texture was 40,000, which is a more reasonable number of leaps.
- (3)
- This study was compared with previous studies on electric spark, picosecond laser, nanosecond laser, and femtosecond laser [34]. When the size parameters of the groove texture were 0.8 mm-wide, 30 grooves, and the friction radius was 18 mm, the friction reduction performance of the micromachined texture was the best, friction coefficient σ = 0.730. However, the friction coefficient of the five textures was lower than that of the untextured surface. It shows that no matter whether the processing mode did not affect the friction reduction effect of textured or untextured samples, the friction reduction effect of different processing modes was different. The wear rate of the nanosecond laser textured surface was higher than that of the untextured surface under the same friction radius of 18 mm. The texture of other machining methods was smaller than that of the untextured surface, and the wear resistance of EDM texture was the best: wear rate ω = 4.266 ×. This indicates that when the processing mode of texture is incorrect, the effect of friction reduction may not be achieved.
- (4)
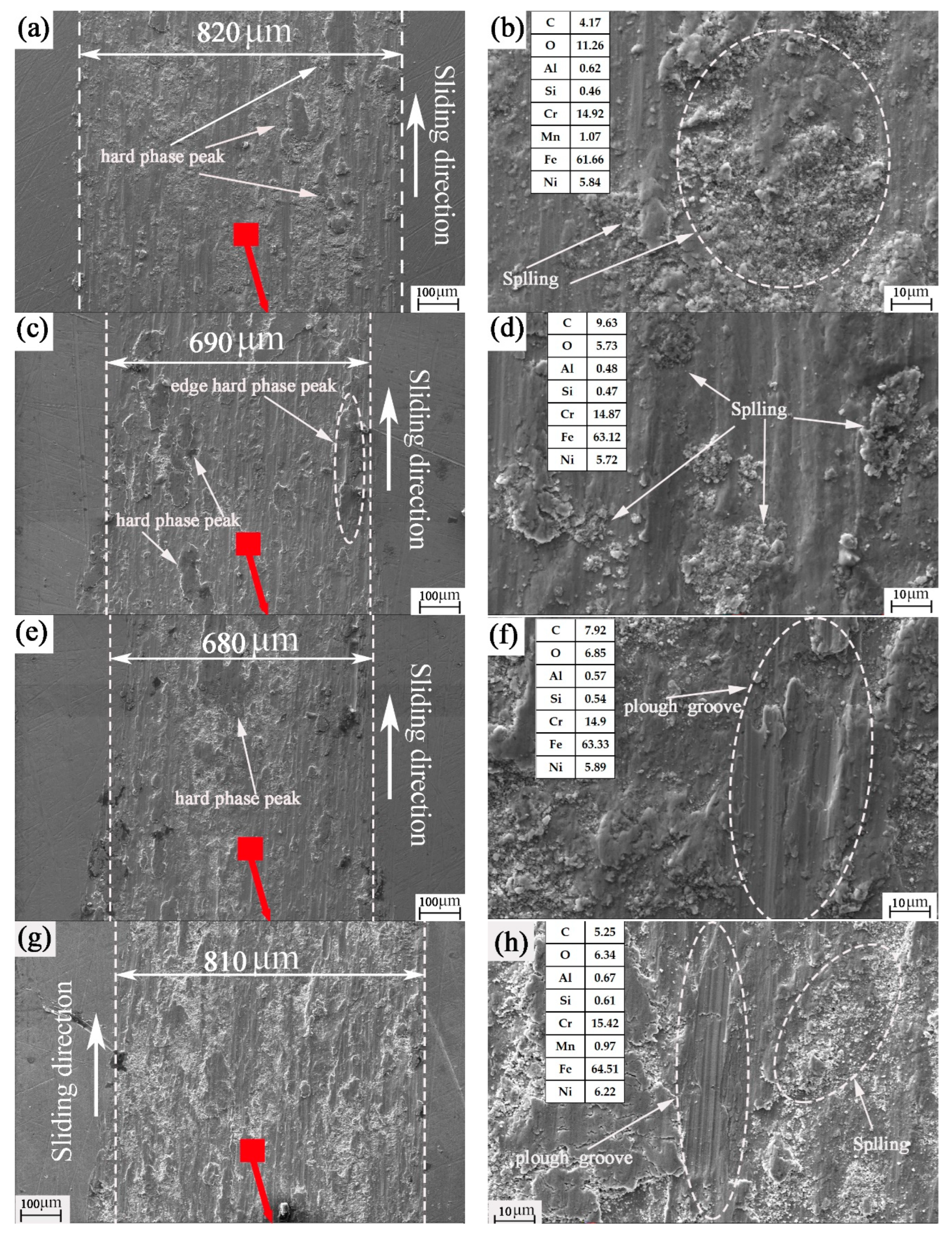
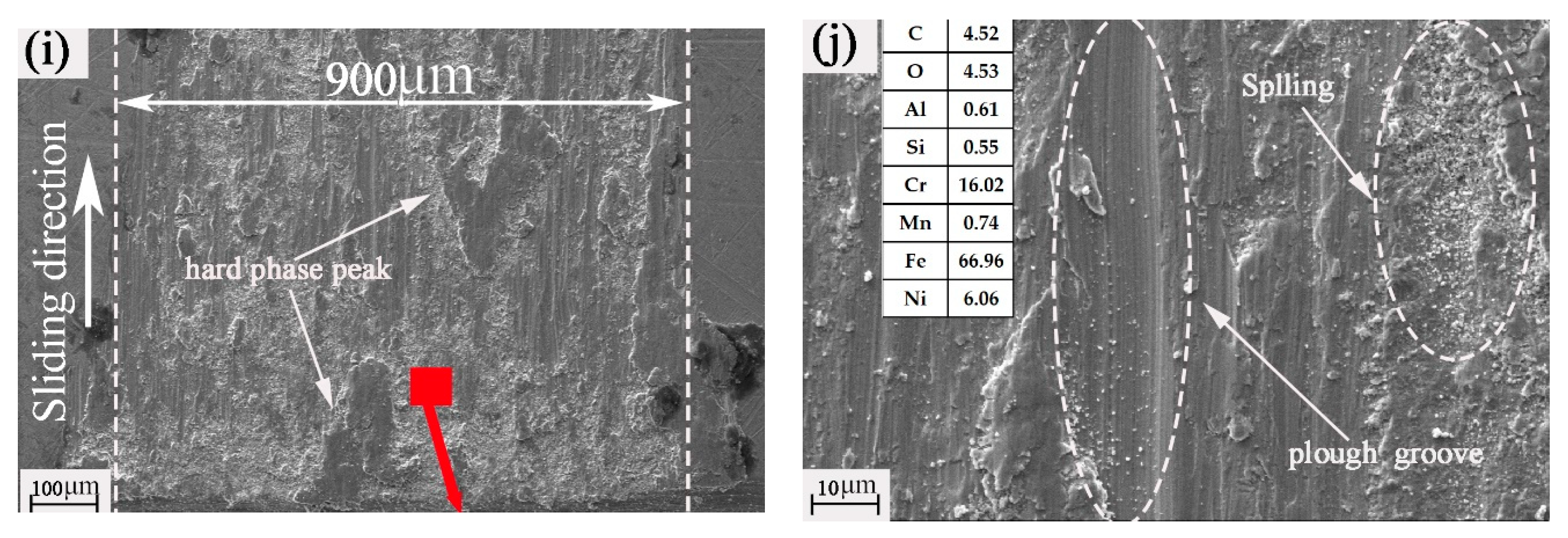
- In the process of friction, on the one hand, the groove of the texture is conducive to the capture and storage of wear particles by the groove texture. On the other hand, the collision after the ball leaps over the groove promotes the wear debris to the edge of the wear mark. It is beneficial to texture friction reduction and wear resistance. Through the oxygen element in the friction process, it can be seen that there is abrasive wear, adhesive wear, and oxidation corrosion wear in the friction and wear process. A wavy friction reduction zone is formed on the surface of the ball. This wavy surface has the function of reducing resistance and friction.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Xi, J.J.; Li, H.F. Research Progress of Friction and Wear Properties of MoSi2 and Its Composite. Hot Work. Technol. 2013, 42, 4. [Google Scholar] [CrossRef]
- Pogrebnjak, A.; Ivashchenko, V.; Bondar, O.; Beresnev, V.; Sobol, O.; Załęski, K.; Jurga, S.; Coy, E.; Konarski, P.; Postolnyi, B. Multilayered vacuum-arc nanocomposite TiN/ZrN coatings before and after annealing: Structure, properties, first-principles calculations. Mater. Charact. 2017, 134, 55–63. [Google Scholar] [CrossRef] [Green Version]
- Maksakova, O.V.; Simoẽs, S.; Pogrebnjak, A.D.; Bondar, O.V.; Kravchenko, Y.; Koltunowicz, T.N.; Shaimardanov, Z. Multilayered ZrN/CrN coatings with enhanced thermal and mechanical properties. J. Alloys Compd. 2019, 776, 679–690. [Google Scholar] [CrossRef]
- Walsh, M.J.; Weinstein, L.M. Drag and heat transfer on surfaces with small longitudinal fins. Aiaa 1978. [Google Scholar] [CrossRef]
- Etsion, I.; Burstein, L. A Model for Mechanical Seals with Regular Microsurface Structure. Tribol. Trans. 1996, 39, 677–683. [Google Scholar] [CrossRef]
- Grützmacher, P.G.; Profito, F.J.; Rosenkranz, A. Multi-Scale Surface Texturing in Tribology-Current Knowledge and Future Perspectives. Lubricants 2019, 7, 95. [Google Scholar] [CrossRef] [Green Version]
- Rosenkranz, A.; Costa, H.L.; Profito, F.; Gachot, C.; Dini, D. Influence of surface texturing on hydrodynamic friction in plane converging bearings—An experimental and numerical approach. Tribol. Int. 2019, 134, 190–204. [Google Scholar] [CrossRef]
- Mao, Y.; Yang, J.; Xu, W.; Liu, Y. Study on the influence of round pits arrangement patterns on tribological properties of journal bearings. Ind. Lubr. Tribol. 2019, 71, 931–941. [Google Scholar] [CrossRef] [Green Version]
- Ramesh, A.; Akram, W.; Mishra, S.P.; Cannon, A.H.; Polycarpou, A.A.; King, W.P. Friction characteristics of microtextured surfaces under mixed and hydrodynamic lubrication. Tribol. Int. 2013, 57, 170–176. [Google Scholar] [CrossRef]
- Bai, S.X.; Peng, X.D.; LI, J.Y.; Meng, L.X. Experimental study on hydrodynamic effect of orientation micro-pored surfaces. Sci. China Technol. Sci. 2011, 54, 659–662. [Google Scholar] [CrossRef]
- Ma, C.B.; Zhu, H. An optimum design model for textured surface with elliptical-shape dimples under hydrodynamic lubrication. Tribol. Int. 2011, 44, 987–995. [Google Scholar] [CrossRef]
- Podgornik, B.; Vilhena, L.M.; Sedlaček, M.; Rek, Z.; Žun, I. Effectiveness and design of surface texturing for different lubrication regimes. Mecc. Milano 2012, 47, 1613–1622. [Google Scholar] [CrossRef]
- Siripuram, R.B.; Stephens, L.S. Effect of Deterministic Asperity Geometry on Hydrodynamic Lubrication. J. Trib. 2004, 126, 527–534. [Google Scholar] [CrossRef]
- Pratap, T.; Patra, K. Mechanical micro-texturing of Ti-6Al-4V surfaces for improved wettability and bio-tribological performances. Surf. Coat. Technol. 2018, 349, 71–81. [Google Scholar] [CrossRef]
- Santos, A.F.; Santiago, A.; Latour, M.; Rizzano, G.; Silva, L. Response of friction joints under different velocity rates. J. Constr. Steel Res. 2020, 168, 106004. [Google Scholar] [CrossRef]
- Weiss, M.; Majchrzycki, U.; Borkowska, E.; Cichomski, M.; Ptak, A. Nanoscale dry friction: Dependence on load and sliding velocity. Tribol. Int. 2021, 162, 107113. [Google Scholar] [CrossRef]
- Saeidi, F.; Meylan, B.; Hoffmann, P.; Wasmer, K. Effect of surface texturing on cast iron reciprocating against steel under starved lubrication conditions: A parametric study. Wear 2016, 348–349, 17–26. [Google Scholar] [CrossRef] [Green Version]
- Galda, L.; Sep, J.; Olszewski, A.; Zochowski, T. Experimental investigation into surface texture effect on journal bearings performance. Tribol. Int. 2019, 136, 372–384. [Google Scholar] [CrossRef]
- Liu, C.; Guo, F.; Wong, P.; Li, X. Laser pattern-induced unidirectional lubricant flow for lubrication track replenishment. Tribol. Int. 2021, 10, 1234–1244. [Google Scholar] [CrossRef]
- Peng, J.; Shen, M.; Cai, Z. Nano Diesel Soot Particles Reduce Wear and Friction Performance Using an Oil Additive on a Laser Textured Surface. Coatings 2018, 8, 89. [Google Scholar] [CrossRef] [Green Version]
- Volpe, A.; Covella, S.; Gaudiuso, C.; Ancona, A. Improving the Laser Texture Strategy to Get Superhydrophobic Aluminum Alloy Surfaces. Coatings 2021, 11, 369. [Google Scholar] [CrossRef]
- Pranav, C.; Do, M.T.; Tsai, Y.C. Analysis of High-Friction Surface Texture with Respect to Friction and Wear. Coatings 2021, 11, 758. [Google Scholar] [CrossRef]
- Wang, Z.; Song, J.; Wang, T.; Wang, H.; Wang, Q. Laser Texturing for Superwetting Titanium Alloy and Investigation of Its Erosion Resistance. Coatings 2021, 11, 1547. [Google Scholar] [CrossRef]
- Qi, X.; Wang, H.; Dong, Y.; Fan, B.; Zhang, W.; Zhang, Y.; Ma, J.; Zhou, Y. Experimental analysis of the effects of laser surface texturing on tribological properties of PTFE/Kevlar fabric composite weave structures. Tribol. Int. 2019, 135, 104–111. [Google Scholar] [CrossRef]
- Bai, Q.; Bai, J.; Meng, X.; Ji, C.; Liang, Y. Drag reduction characteristics and flow field analysis of textured surface. Friction 2016, 4, 11. [Google Scholar] [CrossRef] [Green Version]
- Liu, H.B.; Meng, Y.G. Hydrodynamic lubrication analysis of textured surfaces with the domain decomposition method-effect of texture distribution Patterns. Tribology 2007, 27, 555–561. [Google Scholar] [CrossRef]
- Ryk, G.; Kligerman, Y.; Etsion, I. Experimental investigation of laser surface texturing for reciprocating automotive components. ASLE Trans. 2002, 45, 444–449. [Google Scholar] [CrossRef]
- Hsu, S.M.; Jing, Y.; Hua, D.; Zhang, H. Friction reduction using discrete surface textures: Principle and design. J. Phys. D Appl. Phys. 2014, 47, 335307. [Google Scholar] [CrossRef]
- Jiang, W.; Zhang, C.Y.; Gu, Q.M.; Xu, K.; Zhu, H.; Cao, Z.H. Tribological properties of micro-pit texture generated by composite processing. Lubr. Eng. 2019, 44, 85–89. [Google Scholar] [CrossRef]
- Zhang, D.D.; Sun, X.Z.; Gao, F.; Zhong, S.J.; Duan, J.H. Effect of texture parameters on tribological performance of slipper surface in hydraulic motor. Surf. Technol. 2019, 48, 244–250. [Google Scholar] [CrossRef]
- Shi, L.P.; Wei, W.; Wang, T.; Zhang, Y.C.; Zhu, W.; Wang, X.L. Experimental investigation of the effect of typical surface texture patterns on mechanical seal performance. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 1–12. [Google Scholar] [CrossRef]
- Miao, J.Z.; Guo, Z.W.; Yuan, C.Q. Effect of textured surface on the friction performance of cylinder liner-piston ring system in the internal combustion engine. Tribology 2017, 37, 465–471. [Google Scholar] [CrossRef]
- Ge, L.C.; Ma, J.J.; Cao, Y.P.; Ge, G.L.; Hua, G.R.; Wang, Z.G.; Jiang, S.Z. Influence of micro texture and its parameters on the effect of lubrication reduction. Laser Infrared 2019, 49, 921–928. [Google Scholar] [CrossRef]
- Yang, L.; Ma, W.; Gao, F.; Xi, S. Effect of EDM and Femtosecond-Laser Groove-Texture Collision Frequency on Tribological Properties of 0Cr17Ni7Al Stainless Steel. Coatings 2022, 12, 611. [Google Scholar] [CrossRef]
- Yang, L.; Ma, W.; Gao, F.; Li, J.; Deng, M.; Liu, Z.; Ma, L.; Meng, H. Study on Tribological Properties of groove texture in surface micromachining. Tool Technol. 2021, 55, 73–76. [Google Scholar] [CrossRef]
- Ping, G.; Ehmann, K.F. An Analysis of the Surface Generation Mechanics of the Elliptical Vibration Texturing Process. Int. J. Mach. Tools Manuf. 2013, 64, 85–95. [Google Scholar] [CrossRef]
- Chae, J.; Park, S.S.; Freiheit, T. Investigation of micro-cutting operations. Int. J. Mach. Tools Manuf. 2006, 46, 313–332. [Google Scholar] [CrossRef]
- Zhang, T.; Liu, Z.; Xu, C. Influence of size effect on burr formation in micro cutting. Int. J. Adv. Manuf. Technol. 2013, 68, 1911–1917. [Google Scholar] [CrossRef]
- Cho, M.H.; Park, S. Micro CNC surface texturing on polyoxymethylene (POM) and its tribological performance in lubricated sliding. Tribol. Int. 2011, 44, 859–867. [Google Scholar] [CrossRef]
- Greco, A.; Raphaelson, S.; Ehmann, K.; Wang, Q.J. Surface texturing of tribological interfaces using the vibromechanical texturing method. J. Manuf. Sci. Eng. 2009, 131, 1–8. [Google Scholar] [CrossRef]
- Kumar, S.; Singh, R.; Singh, T.P.; Sethi, B.L. Surface modification by electrical discharge machining: A review. J. Mater. Processing Technol. 2009, 209, 3675–3687. [Google Scholar] [CrossRef]
- Tanvir Ahmmed, K.M.; Grambow, C.; Kietzig, A. Fabrication of Micro/Nano Structures on Metals by Femtosecond Laser Micromachining. Micromachines 2014, 5, 1219–1253. [Google Scholar] [CrossRef]
- Uehara, Y.; Wakuda, M.; Yamauchi, Y.; Kanzaki, S.; Sakaguchi, S. Tribological properties of dimpled silicon nitride under oil lubrication. J. Eur. Ceram. Soc. 2004, 24, 369–373. [Google Scholar] [CrossRef]
- Fang, S.; Zhao, H.; Zhang, Q. The Application Status and Development Trends of Ultrasonic Machining Technology. J. Mech. Eng. 2017, 53, 22–32. [Google Scholar] [CrossRef]
- Parreira, J.G.; Gallo, C.A.; Costa, H.L. New advances on maskless electrochemical texturing (MECT) for tribological purposes. Surf. Coat. Technol. 2012, 212, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Natsu, W.; Ikeda, T.; Kunieda, M. Generating complicated surface with electrolyte jet machining. Precis. Eng. 2007, 31, 33–39. [Google Scholar] [CrossRef]
- Kern, P.; Veh, J.; Michler, J. New developments in through-mask electrochemical micromachining of titanium. J. Micromech. Microeng. 2007, 17, 1168. [Google Scholar] [CrossRef]
- Yang, L.; Ma, W.; Gao, F.; Xi, S. Effect of Different Laser Groove Texture Collation Frequency on Tribological Properties of 0Cr17Ni7Al Stainless Steel. Materials 2022, 15, 4419. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value | Unit |
|---|---|---|
| Spindle speed | 13,000 | r/m (s) |
| Feed speed | 1000 | mm/m (F) |
| Slotting speed | 100 | % |
| Cutting speed | 100 | % |
| Cutting angle | 0.02 | mm |
| Maximum depth of each layer | 0.009 | mm |
| Specimen Name | Number of Grooves (PCs) | Groove Width (mm) | Groove Depth (mm) | Groove Length (mm) |
|---|---|---|---|---|
| 0.4 mm texture | 60 | 0.4 | 0.15 | 12 |
| 0.6 mm texture | 40 | 0.6 | 0.15 | 12 |
| 0.8 mm texture | 30 | 0.8 | 0.15 | 12 |
| 1.0 mm texture | 24 | 1.0 | 0.15 | 12 |
| Test Piece | Geometric Dimension | Material | Accuracy | Surface Roughness | Hardness |
|---|---|---|---|---|---|
| Upper test ball | Ø 9.525 mm | 9Cr18 | G5 | 0.014 µm | 64 HRC |
| Lower test plate | Ø 50.8 mm × 6.35 mm | 0Cr17Ni7Al | - | 0.05 µm | 42 HRC |
| Specimen Name | Test Radius (mm) | Rotation Speed (r/min) | Load (N) | Time (min) |
|---|---|---|---|---|
| untextured | 18 | 50 | 10 | 20 |
| 0.4 mm texture | 18 | 50 | 10 | 20 |
| 0.6 mm texture | 18 | 50 | 10 | 20 |
| 0.8 mm texture | 18 | 50 | 10 | 20 |
| 1.0 mm texture | 18 | 50 | 10 | 20 |
| Specimen Name | Rotation Radius (mm) | Wear Rate (10−4 mm3/(N·mm)) | Average Friction Coefficient |
|---|---|---|---|
| untextured | 18 | 6.352 | 0.870 |
| 0.4 mm | 18 | 3.584 | 0.664 |
| 0.6 mm | 18 | 3.351 | 0.632 |
| 0.8 mm | 18 | 5.784 | 0.730 |
| 1.0 mm | 18 | 4.131 | 0.853 |
| Specimen Name | Rotation Radius (mm) | Speed (r/min) | Number of Grooves per Turn | Total Number of Friction Turns | Time (min) | Total Times of Leap |
|---|---|---|---|---|---|---|
| 0.4 mm | 18 | 50 | 60 | 1000 | 20 | 60,000 |
| 0.6 mm | 18 | 50 | 40 | 1000 | 20 | 40,000 |
| 0.8 mm | 18 | 50 | 30 | 1000 | 20 | 30,000 |
| 1.0 mm | 18 | 50 | 24 | 1000 | 20 | 24,000 |
| Specimen Name | Material | P | C | Cr | S | Mn | Ni | Si | Al |
|---|---|---|---|---|---|---|---|---|---|
| Plate | 0Cr17Ni7Al | 0.04 | 0.09 | 16~18 | 0.03 | 1.0 | 6.5~7.75 | 1.0 | 0.75~1.5 |
| Ball | 9Cr18 | 0.04 | 0.9~1.0 | 17~19 | 0.03 | 0.8 | 0.06 | 0.8 | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, L.; Ma, W.; Gao, F.; Xi, S. Effect of Groove Width on Micromachine Groove Texture Tribology Characteristics of 0Cr17Ni7Al. Coatings 2022, 12, 1221. https://doi.org/10.3390/coatings12081221
Yang L, Ma W, Gao F, Xi S. Effect of Groove Width on Micromachine Groove Texture Tribology Characteristics of 0Cr17Ni7Al. Coatings. 2022; 12(8):1221. https://doi.org/10.3390/coatings12081221
Chicago/Turabian StyleYang, Liguang, Wensuo Ma, Fei Gao, and Shiping Xi. 2022. "Effect of Groove Width on Micromachine Groove Texture Tribology Characteristics of 0Cr17Ni7Al" Coatings 12, no. 8: 1221. https://doi.org/10.3390/coatings12081221
APA StyleYang, L., Ma, W., Gao, F., & Xi, S. (2022). Effect of Groove Width on Micromachine Groove Texture Tribology Characteristics of 0Cr17Ni7Al. Coatings, 12(8), 1221. https://doi.org/10.3390/coatings12081221