
Numerical Simulation of Preheating Temperature on Molten Pool Dynamics in Laser Deep-Penetration Welding
 , and
, and
Abstract
:1. Introduction
2. Mathematical Modeling
2.1. Numerical Model and Computational Assumptions
2.2. Heat Source Model
2.3. Governing Equations
3. Results and Discussion
3.1. Comparison between the Calculated and the Experimental Result
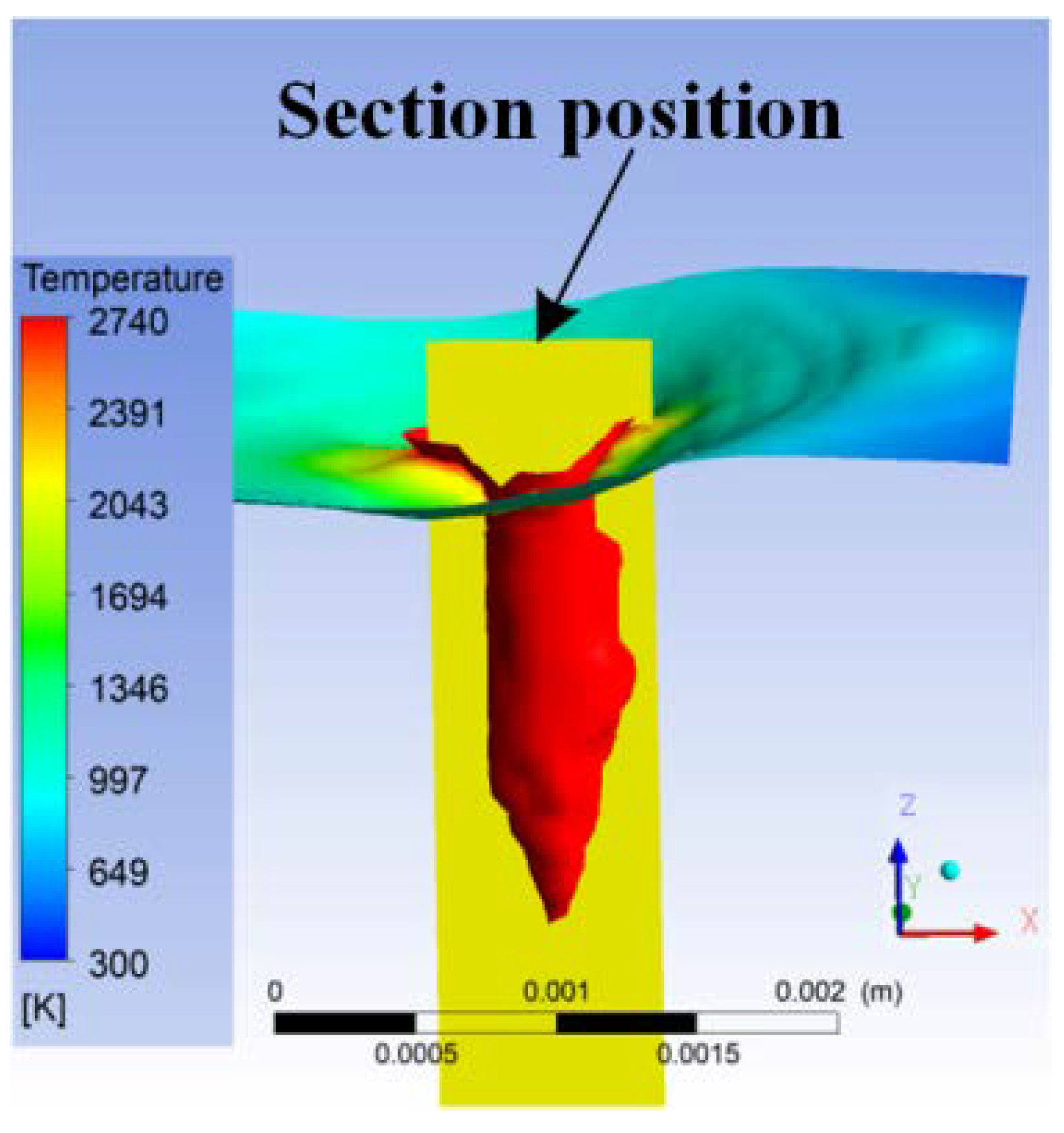
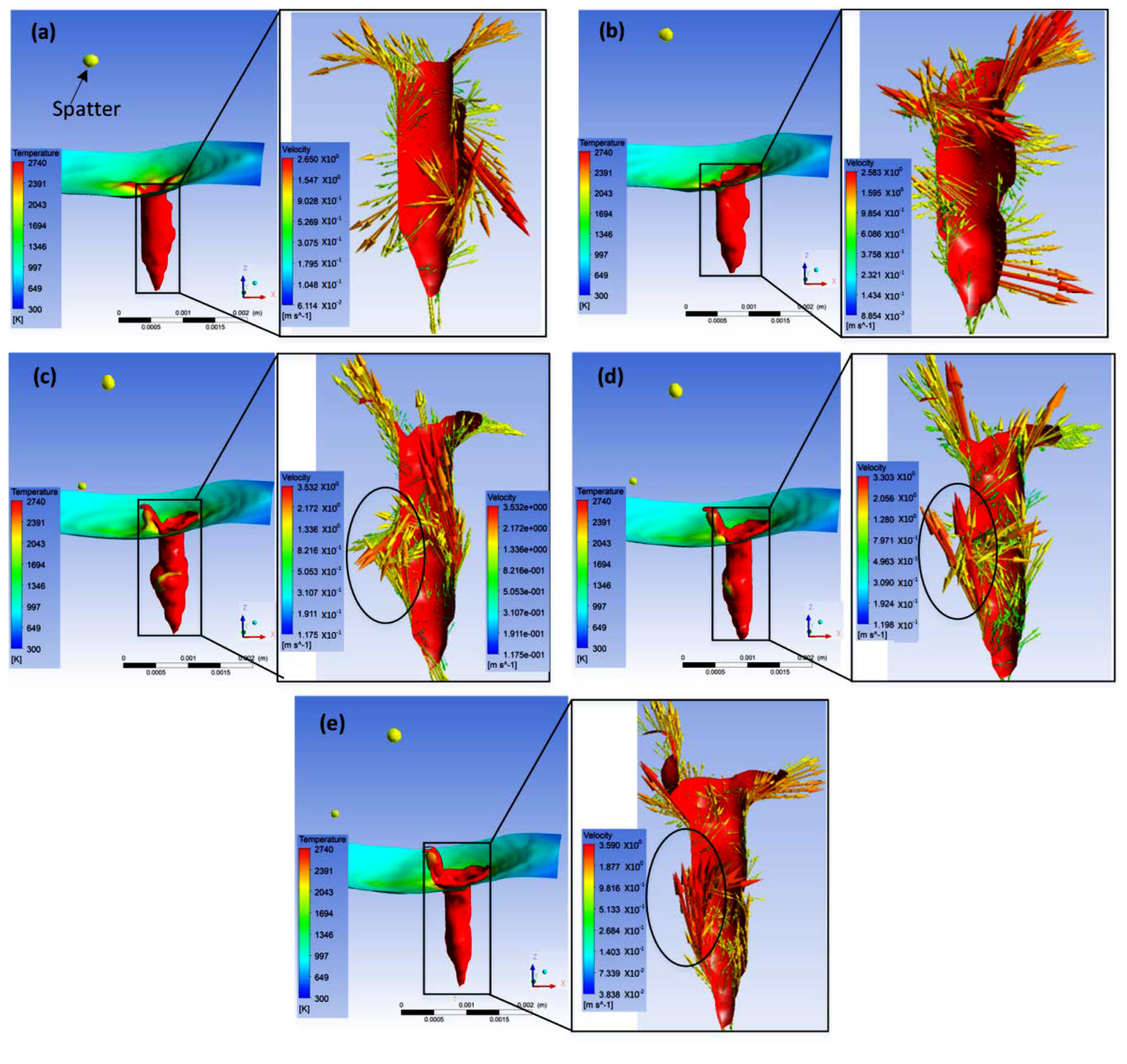
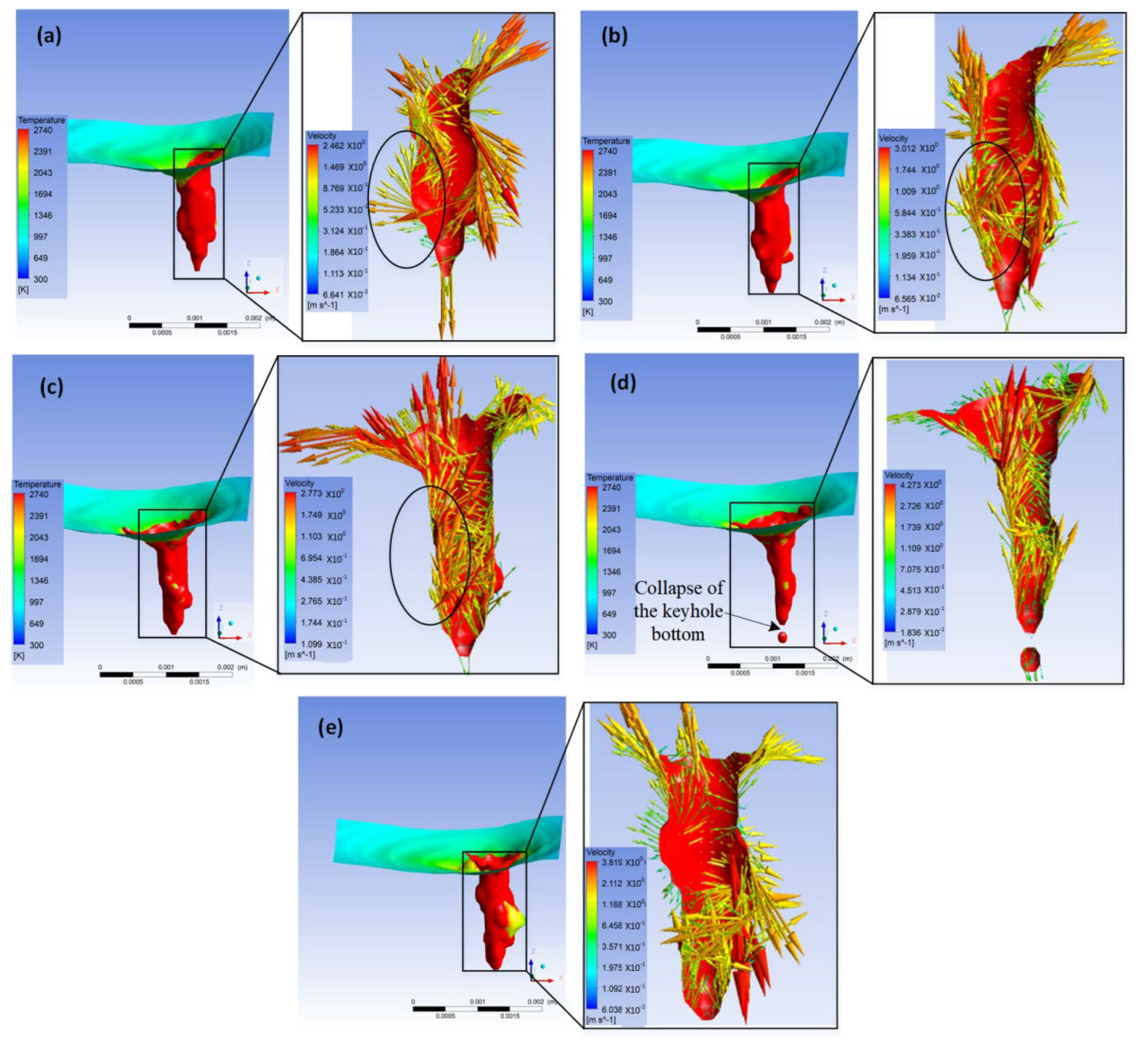
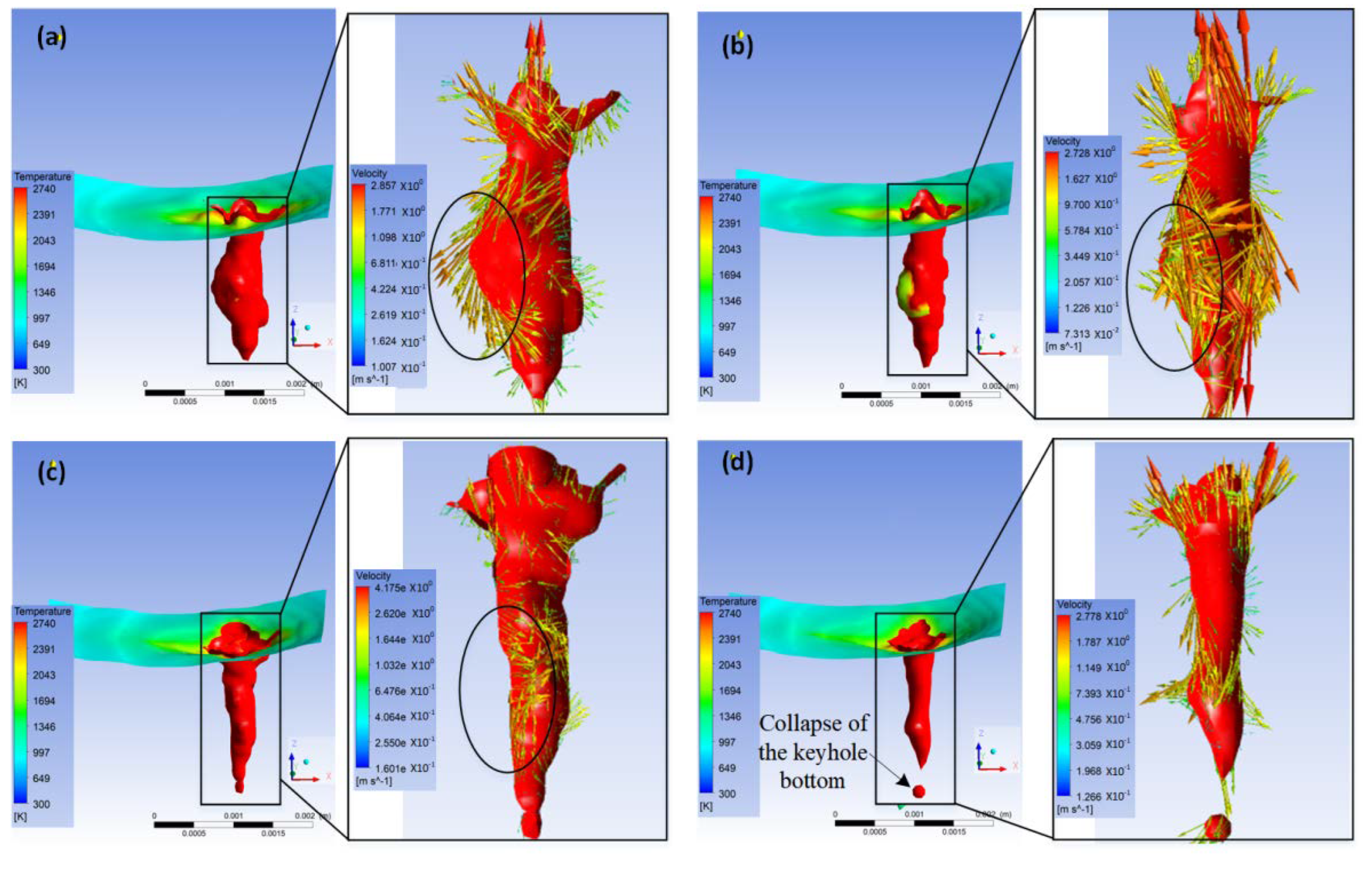
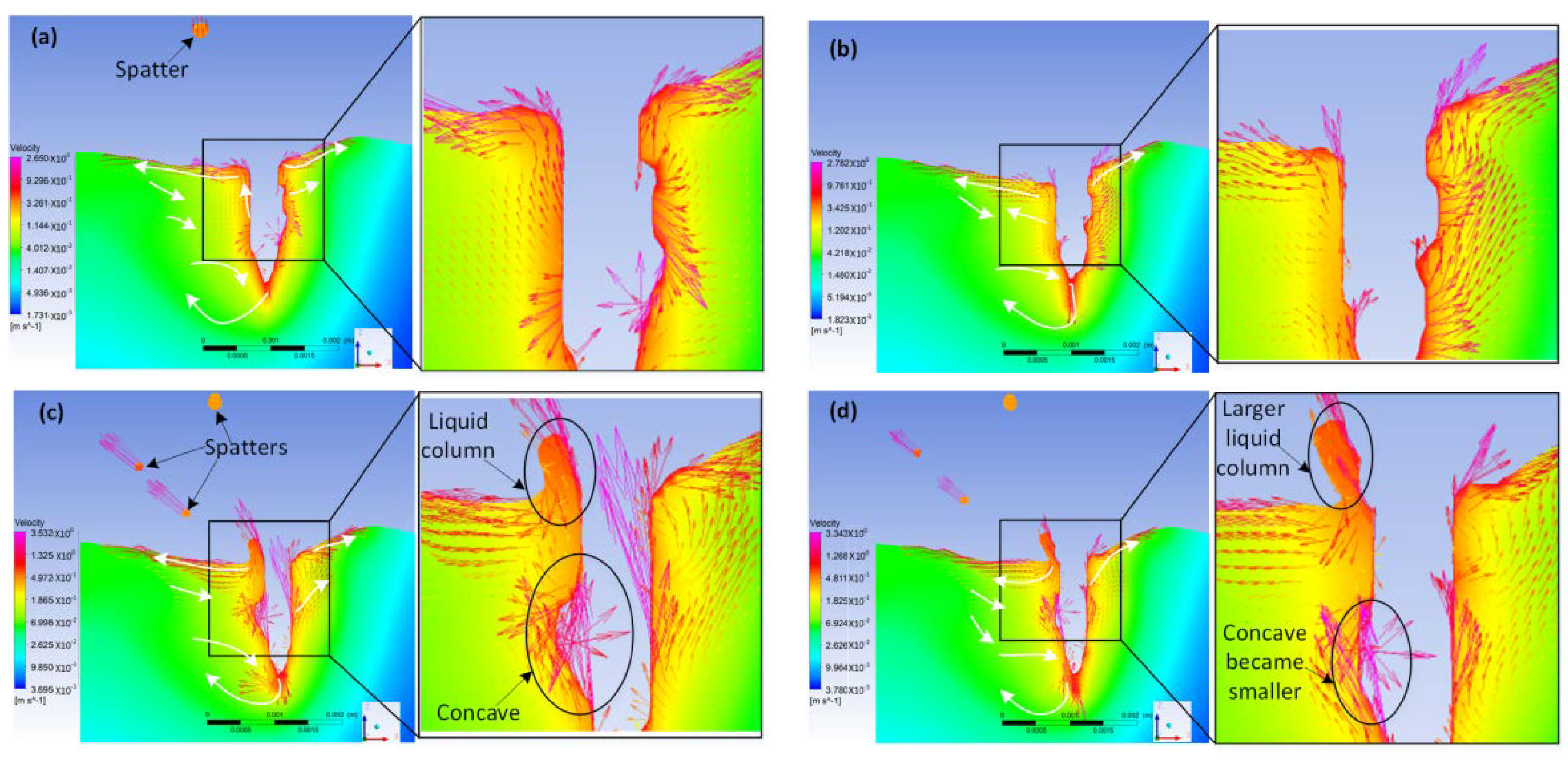
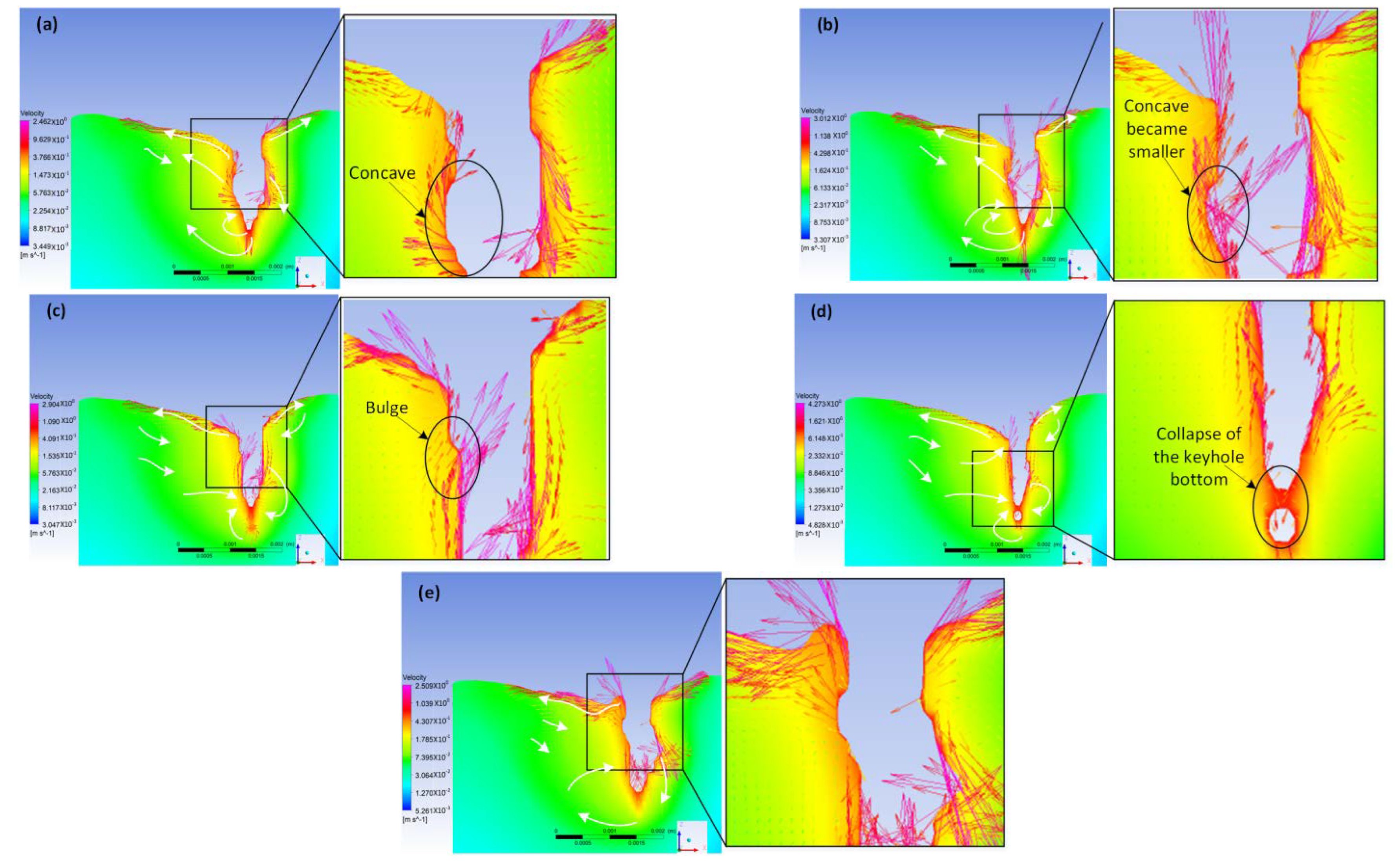
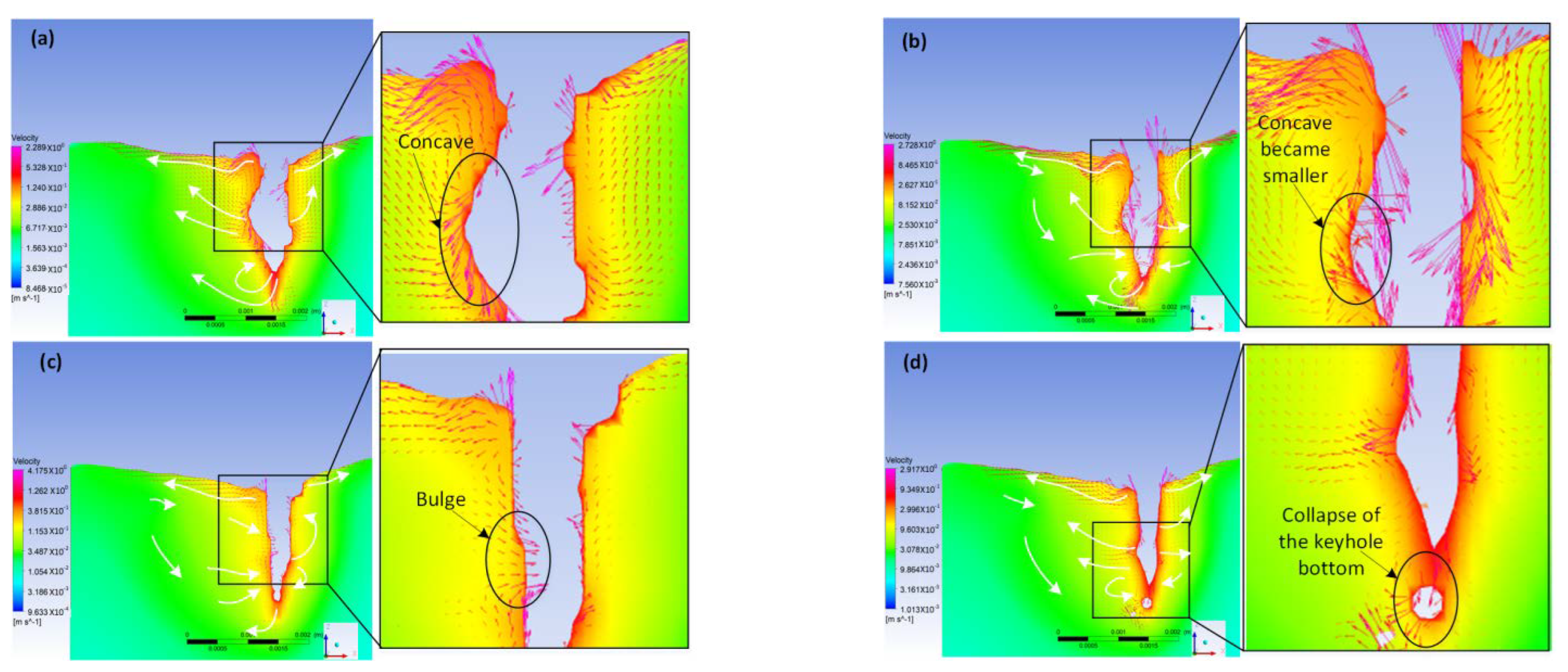
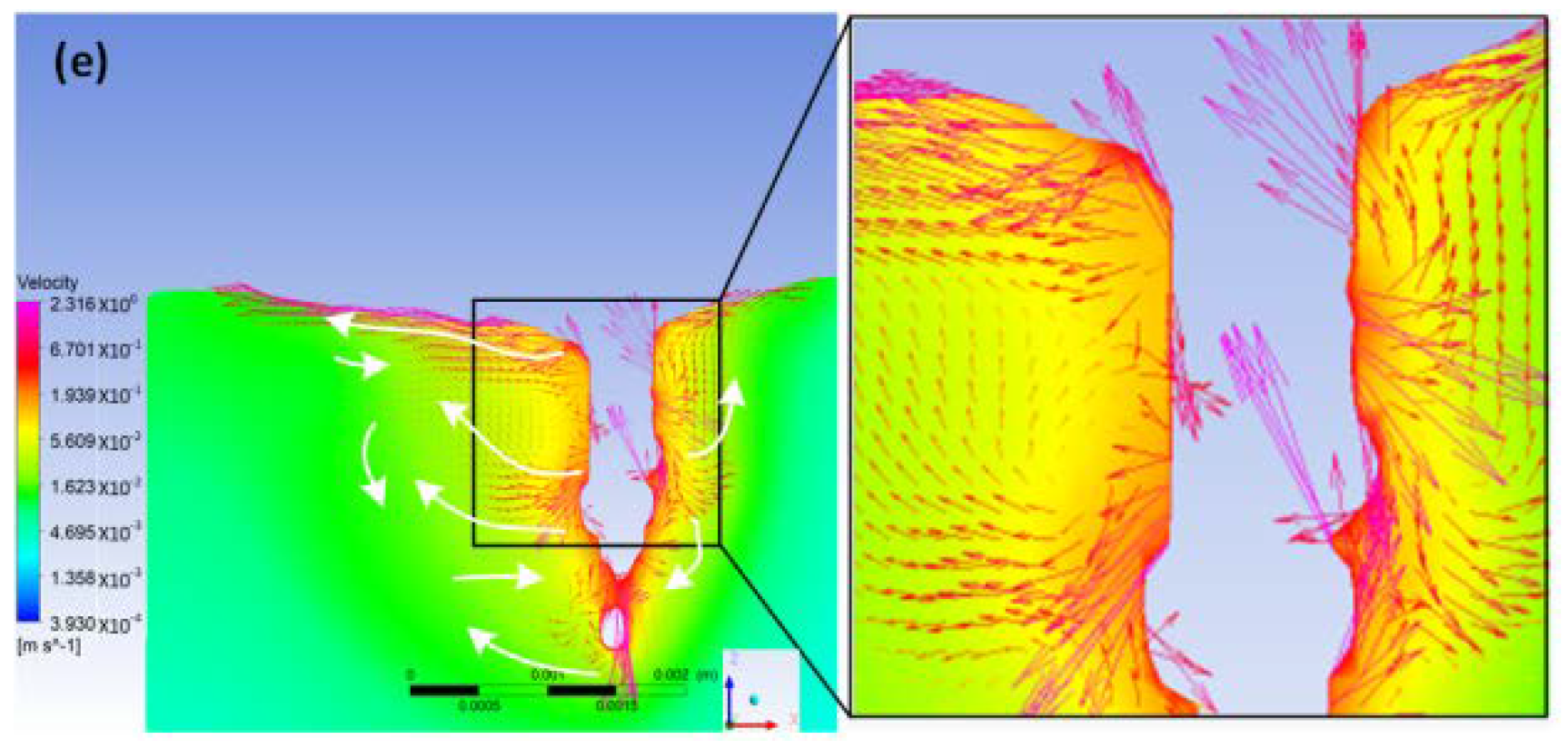
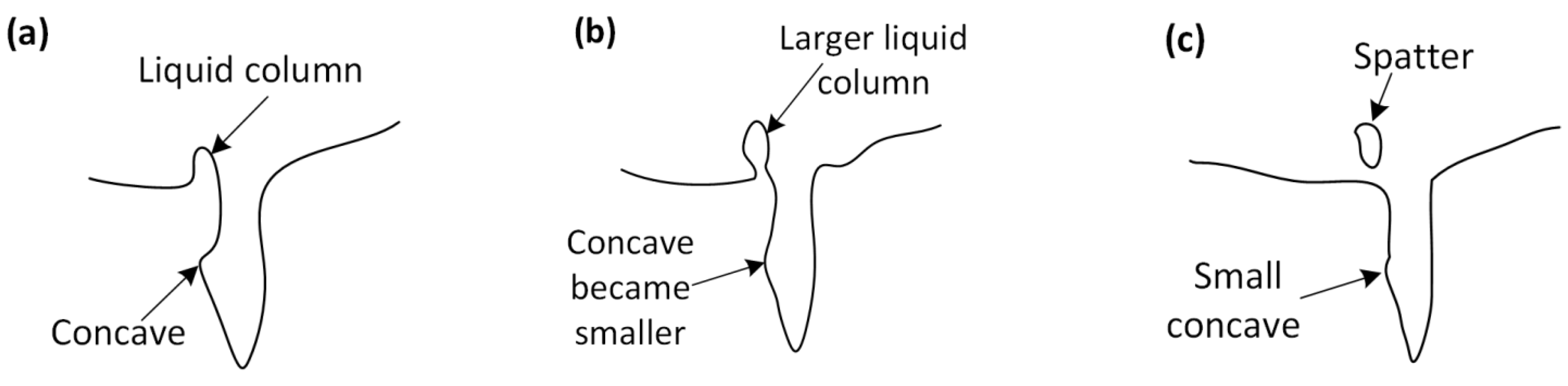
3.2. The Dynamic Fluctuation of Keyhole Wall and the Melt Flow on Keyhole Wall
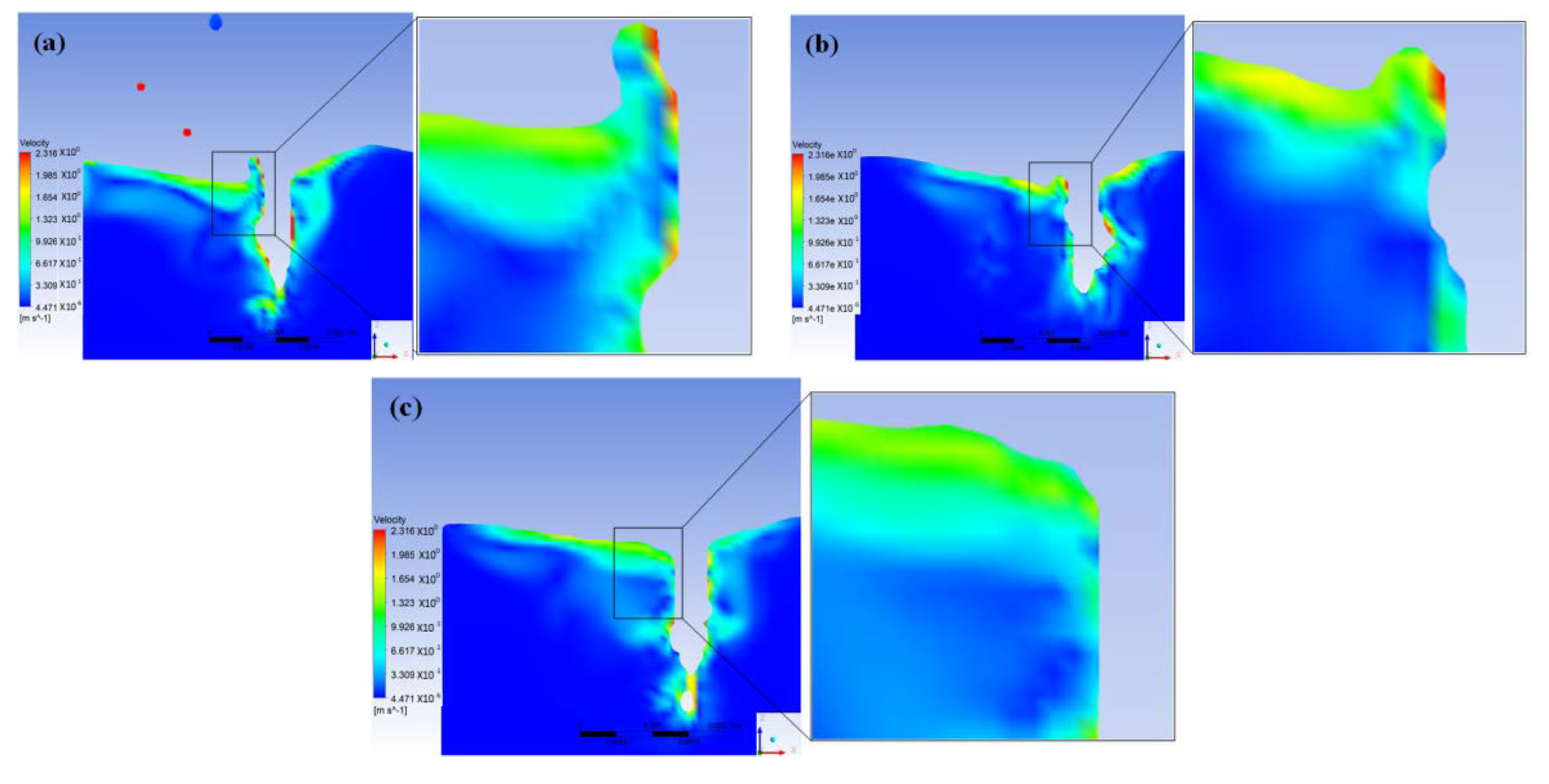
3.3. The Melt Flow Behavior of the Molten Pool
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhu, Y.; Cai, Y.; Dong, H.; Wang, M. Tailoring droplet transfer and molten pool flow during hybrid laser arc welding of nickel base alloy. Opt. Laser Technol. 2022, 147, 107620. [Google Scholar] [CrossRef]
- Cheng, W.; Zhang, X.; Lu, J.; Dai, F.; Luo, K. Effect of laser oscillating welding on microstructure and mechanical properties of 40cr steel/45 steel fillet welded joints. Optik 2021, 231, 166458. [Google Scholar] [CrossRef]
- Pardal, G.; Martina, F.; Williams, S. Laser stabilization of GMAW additive manufacturing of Ti-6Al-4V components. J. Mater. Process. Technol. 2019, 272, 1–8. [Google Scholar] [CrossRef]
- Wei, C.; Zhang, J.; Yang, S.; Tao, W.; Wu, F.; Xia, W. Experiment-based regional characterization of HAZ mechanical properties for laser welding. Int. J. Adv. Manuf. Technol. 2015, 78, 1629–1640. [Google Scholar] [CrossRef]
- Chen, S.; Yang, D.; Li, M.; Zhang, Y.; Huang, J.; Yang, J.; Zhao, X. Laser penetration welding of an overlap titanium-on-aluminum configuration. Int. J. Adv. Manuf. Technol. 2016, 87, 3069–3079. [Google Scholar] [CrossRef]
- Pang, S.; Hirano, K.; Fabbro, R.; Jiang, T. Explanation of penetration depth variation during laser welding under variable ambient pressure. J. Laser Appl. 2015, 27, 022007. [Google Scholar] [CrossRef]
- Nakamura, H.; Kawahito, Y.; Nishimoto, K.; Katayama, S. Elucidation of melt flows and spatter formation mechanisms during high power laser welding of pure titanium. J. Laser Appl. 2015, 27, 032012. [Google Scholar] [CrossRef]
- Matsunawa, A.; Kim, J.-D.; Seto, N.; Mizutani, M.; Katayama, S. Dynamics of keyhole and molten pool in laser welding. J. Laser Appl. 1998, 10, 247–254. [Google Scholar] [CrossRef]
- Matsunawa, A.; Mizutani, M.; Katayama, S. Porosity formation mechanism and its prevention in laser welding. Weld. Int. 2003, 17, 431–437. [Google Scholar] [CrossRef]
- Pang, S.; Chen, W.; Zhou, J.; Liao, D. Self-consistent modeling of keyhole and weld pool dynamics in tandem dual beam laser welding of aluminum alloy. J. Mater. Process. Technol. 2015, 217, 131–143. [Google Scholar] [CrossRef]
- Zhang, D.; Li, C.; Liu, X.; Cao, Y.; Wu, D. Numerical study of spatter formation during fiber laser welding of aluminum alloy. J. Manuf. Process. 2018, 31, 72–79. [Google Scholar] [CrossRef]
- Han, S.-W.; Cho, W.-I.; Na, S.-J.; Kim, C.-H. Influence of driving forces on weld pool dynamics in GTA and laser welding. Weld. World 2013, 57, 257–264. [Google Scholar] [CrossRef]
- Geiger, M.; Leitz, K.H.; Koch, H.; Otto, A. A 3d transient model of keyhole and melt pool dynamics in laser beam welding applied to the joining of zinc coated sheets. Prod. Eng. 2009, 3, 127–136. [Google Scholar] [CrossRef]
- Sohail, M.; Han, S.-W.; Na, S.-J.; Gumenyuk, A.; Rethmeier, M. Characteristics of weld pool behavior in laser welding with various power inputs. Weld. World 2014, 58, 269–277. [Google Scholar] [CrossRef]
- Peng, J.; Li, L.; Lin, S.; Zhang, F.; Pan, Q.; Katayama, S. High-speed X-ray transmission and numerical study of melt flows inside the molten pool during laser welding of aluminum alloy. Math. Probl. Eng. 2016, 2016, 1409872. [Google Scholar] [CrossRef]
- Li, X.; Lu, F.; Cui, H.; Tang, X.; Wu, Y. Numerical modeling on the formation process of keyhole-induced porosity for laser welding steel with t-joint. Int. J. Adv. Manuf. Technol. 2014, 72, 241–254. [Google Scholar] [CrossRef]
- Yang, Z.; Tao, W.; Zhao, X.; Chen, Y.; Shi, C. Numerical modelling and experimental verification of thermal characteristics and their correlations with mechanical properties of double-sided laser welded t-joint. Int. J. Adv. Manuf. Technol. 2017, 92, 1609–1618. [Google Scholar] [CrossRef]
- Zhang, G.; Zhu, B.; Zou, J.; Wu, Q.; Xiao, R. Correlation between the spatters and evaporation vapor on the front keyhole wall during fiber laser keyhole welding. J. Mater. Res. Technol. 2020, 9, 15143–15152. [Google Scholar] [CrossRef]
- Cho, W.-I.; Na, S.-J.; Thomy, C.; Vollertsen, F. Numerical simulation of molten pool dynamics in high power disk laser welding. J. Mater. Process. Technol. 2012, 212, 262–275. [Google Scholar] [CrossRef]
- Zhang, M.J.; Chen, G.Y.; Zhou, Y.; Li, S.C.; Deng, H. Observation of spatter formation mechanisms in high-power fiber laser welding of thick plate. Appl. Surf. Sci. 2013, 280, 868–875. [Google Scholar] [CrossRef]
- Li, S.; Chen, G.; Zhang, Y.; Zhang, M.; Zhou, Y.; Deng, H. Investigation of keyhole plasma during 10 kw high power fiber laser welding. Laser Phys. 2014, 24, 106003. [Google Scholar] [CrossRef]
- Pang, S.; Chen, W.; Wang, W. A quantitative model of keyhole instability induced porosity in laser welding of titanium alloy. Metall. Mater. Trans. A 2014, 45, 2808–2818. [Google Scholar] [CrossRef]
- Fabbro, R.; Chouf, K. Keyhole modeling during laser welding. J. Appl. Phys. 2000, 87, 4075–4083. [Google Scholar] [CrossRef]
- Li, S.; Chen, G.; Zhang, M.; Zhou, Y.; Zhang, Y. Dynamic keyhole profile during high-power deep-penetration laser welding. J. Mater. Process. Technol. 2013, 214, 565–570. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Symbol | Unite | Value |
|---|---|---|---|
| Solid density | ρs | kg·m−3 | 2720 |
| Liquid density | ρl | kg·m−3 | 2590 |
| Solidus temperature | Ts | K | 860 |
| Liquidus temperature | TL | K | 917 |
| Boiling temperature | Tg | K | 2740 |
| Latent heat of fusion | Lm | J·kg−1 | 3.87 × 105 |
| Latent heat of the vapor | Lv | J·kg−1 | 1.08 × 107 |
| Thermal expansion coefficient | βk | K−1 | 1.92 × 10−5 |
| Convective heat transfer coefficient | h0 | W·K−1·m−2 | 15 |
| Surface tension | N·m−1 | 0.914 | |
| Surface tension gradient | N·m−1·K−1 | −3.5 × 10−4 | |
| Radiation emissivity | ε | - | 0.08 |
| Ambient temperature | Tref | K | 300 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peng, J.; Liu, J.; Yang, X.; Ge, J.; Han, P.; Wang, X.; Li, S.; Wang, Y. Numerical Simulation of Preheating Temperature on Molten Pool Dynamics in Laser Deep-Penetration Welding. Coatings 2022, 12, 1280. https://doi.org/10.3390/coatings12091280
Peng J, Liu J, Yang X, Ge J, Han P, Wang X, Li S, Wang Y. Numerical Simulation of Preheating Temperature on Molten Pool Dynamics in Laser Deep-Penetration Welding. Coatings. 2022; 12(9):1280. https://doi.org/10.3390/coatings12091280
Chicago/Turabian StylePeng, Jin, Jigao Liu, Xiaohong Yang, Jianya Ge, Peng Han, Xingxing Wang, Shuai Li, and Yongbiao Wang. 2022. "Numerical Simulation of Preheating Temperature on Molten Pool Dynamics in Laser Deep-Penetration Welding" Coatings 12, no. 9: 1280. https://doi.org/10.3390/coatings12091280