

A High Proportion Reuse of RAP in Plant-Mixed Cold Recycling Technology and Its Benefits Analysis

Abstract
:1. Introduction
2. Materials and Methods
2.1. Reclaimed Asphalt Pavement
2.2. Recycling Asphalt from the RAP
2.3. Mineral Aggregate
2.4. Cement
2.5. Emulsified Asphalt
3. Results and Discussion
3.1. Proportioning Design
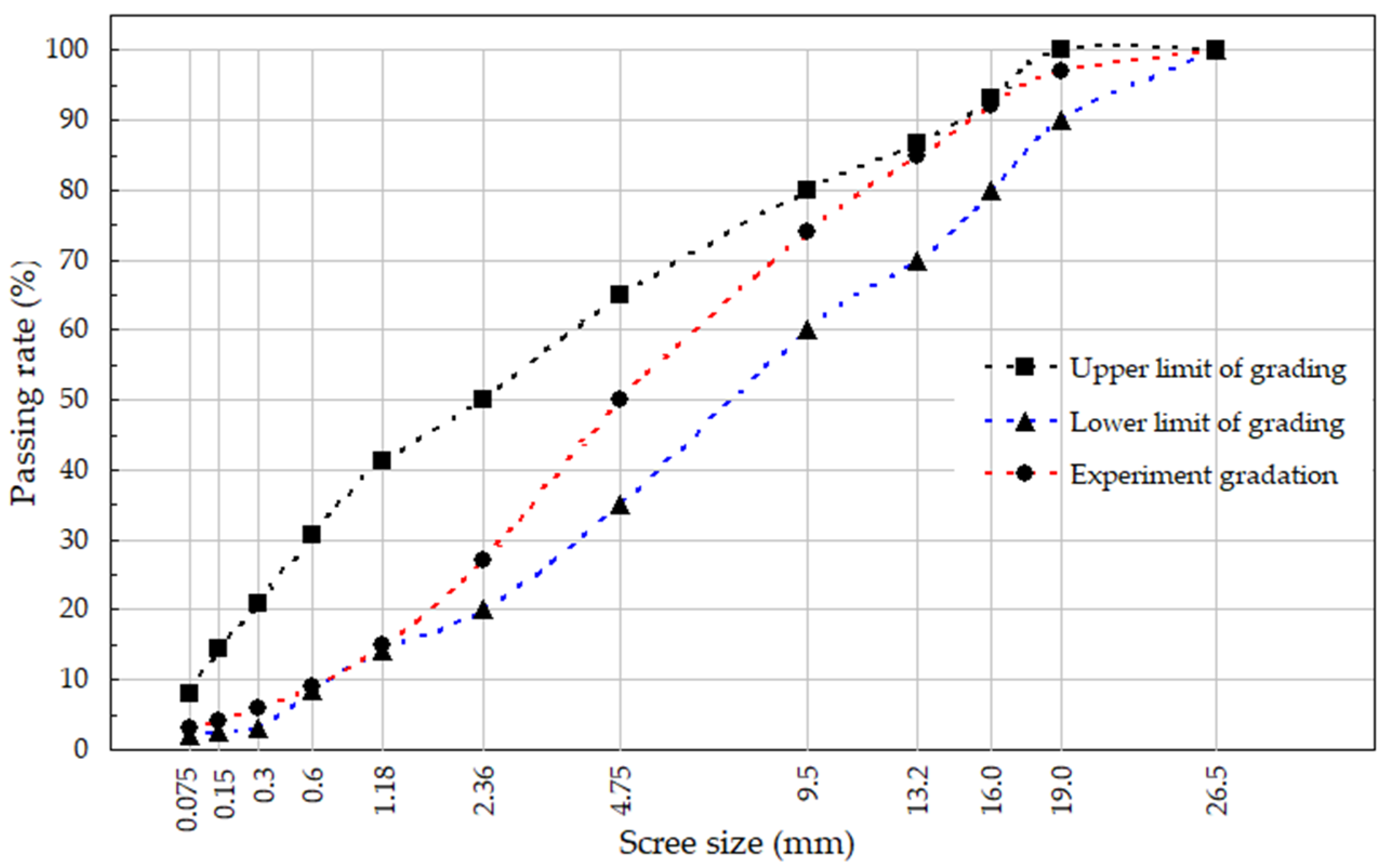
3.1.1. Experimental Gradation
3.1.2. Mixing Proportion
3.1.3. High-Temperature Stability
3.1.4. Water Damage Resistance
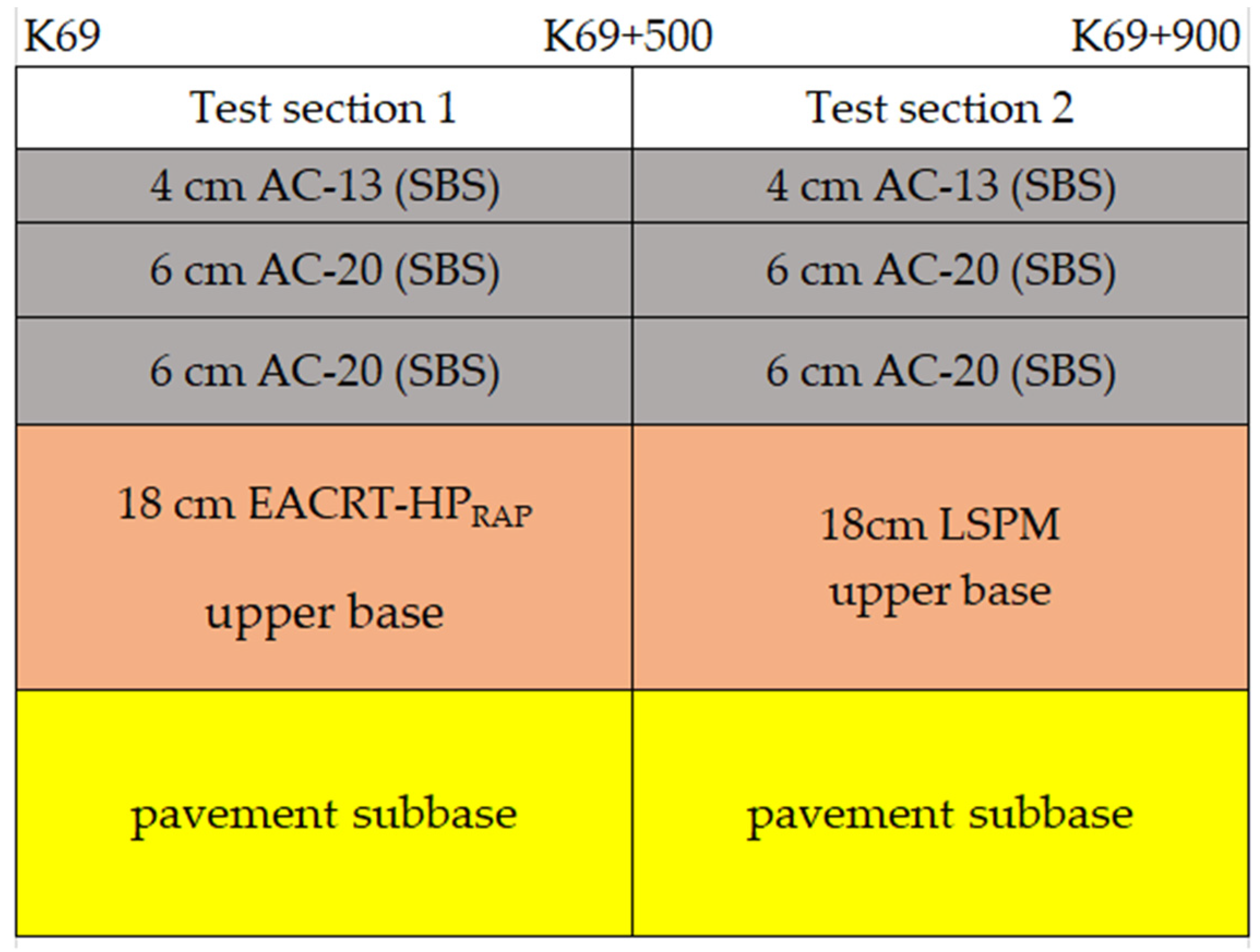
3.2. Proportioning Verification
3.2.1. Compressive Strength
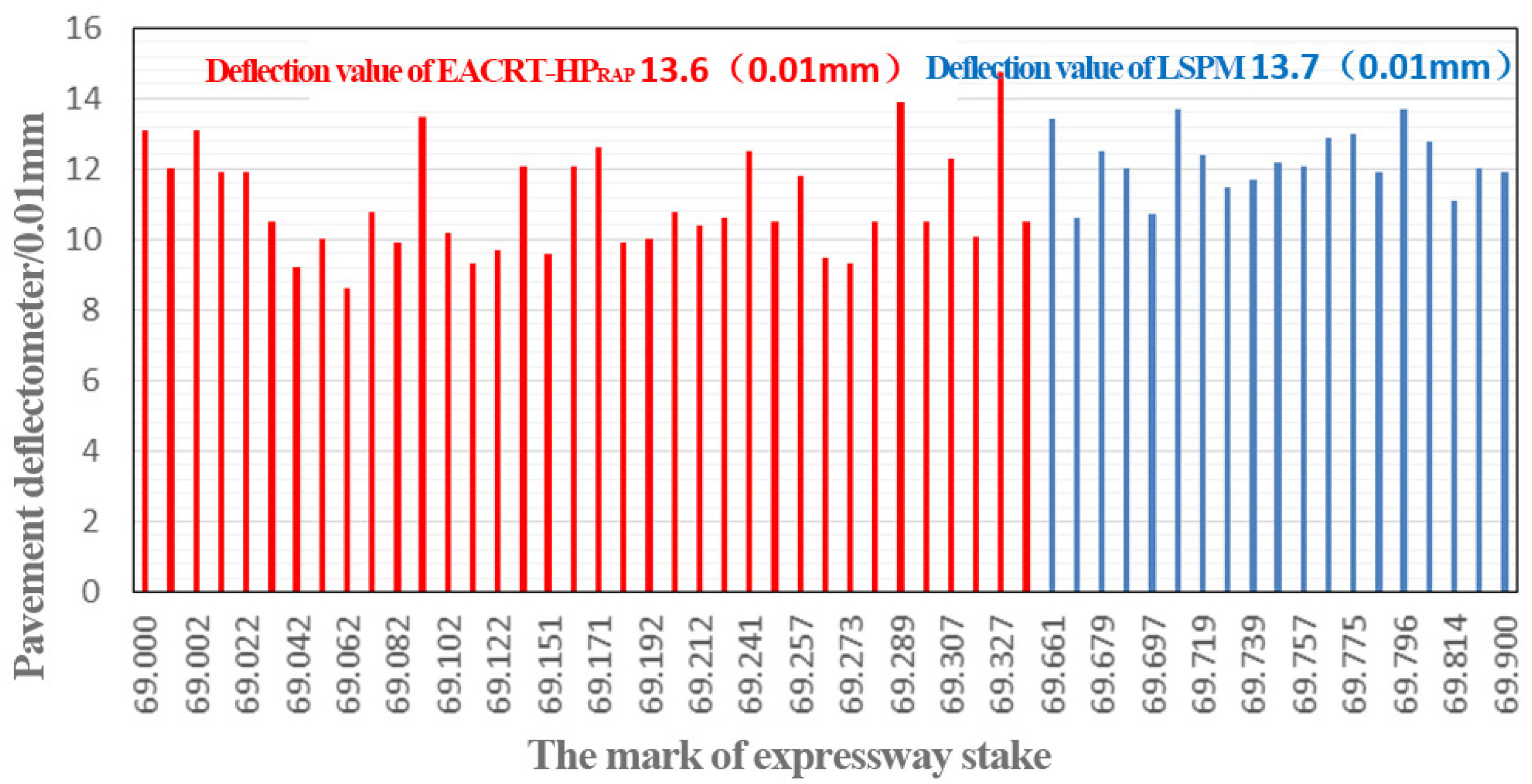
3.2.2. Deflection Value
3.3. Benefits Analysis
3.3.1. Resource Savings
3.3.2. Energy Savings
3.3.3. Emissions Reduction
4. Conclusions
- Using the cold regeneration technique with emulsified asphalt mixed with a high proportion of RAP is a feasible way to pave the upper base layer of expressway renovation projects. With an experimentally optimized gradation and mixing proportion, its high-temperature stability, water damage resistance and pavement strength can meet the requirements of relevant specifications.
- The EAPM-HPRAP mixture reduces the need to mine new ore resources and allocate land for RAP storage. It also mitigates the soil and water pollution risks caused by the aged asphalt contained in RAP.
- Compared with conventional pavement technology, EAPM-HPRAP generates considerable economic benefits while reusing RAP resources. This study indicates that engineering costs of CNY 1.5–1.8 million per km of pavement can be saved, while the whole expressway renovation project (105 km) could save CNY 158–189 million by using EAPM-HPRAP as the upper base layer.
- The reuse of RAP can save energy equivalent to 67.41 tons of standard coal per km when used as the upper base layer in an expressway renovation project. Further calculations show that every km of pavement (at a roadbed width of 27.5 m) could reduce CO2 emissions by 176.6 tons, SO2 emissions by 0.6 tons, NOX emissions by 0.5 tons, ash emissions by 17.6 tons and soot emissions by 1.0 tons. Using it for the whole road section could reduce CO2 emissions by 18,543 tons, SO2 emissions by 60.2 tons, NOX emissions by 52.5 tons, ash emissions by 1848 tons, and soot emissions by nearly 105 tons. These energy and emissions savings are very significant, indicating that the proposed approach warrants further development.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Apeagyei, A.K.; Diefenderfer, B.K. Evaluation of cold in-place and cold central-plant recycling methods using laboratory testing of field-cored specimens. J. Mater. Civ. Eng. 2013, 25, 1712–1720. [Google Scholar] [CrossRef]
- Wang, T.; Xiao, F.; Zhu, X.; Huang, B.; Wang, J.; Amirkhanian, S. Energy consumption and environmental impact of rubberized asphalt pavement. J. Clean. Prod. 2018, 180, 139–158. [Google Scholar] [CrossRef]
- Kim, Y.; Lee, H.D.; Heitzman, M. Dynamic modulus and repeated load tests of cold in-place recycling mixtures using foamed asphalt. J. Mater. Civ. Eng. 2009, 21, 279–285. [Google Scholar] [CrossRef]
- Shingles, R.A. Application of reclaimed asphalt pavement and recycled asphalt Shingles in hot-mix asphalt. Citeseer. 2014, pp. 26–29. Available online: https://citeseerx.ist.psu.edu/viewdoc/download?doi=10.1.1.671.363&rep=rep1&type=pdf (accessed on 25 August 2022).
- Davidson, J.; Blais, C.; Croteau, J. Review of in-place cold recycling/reclamation in Canada. In Proceedings of the Annual Conference and Exhibition of the Transportation Association of Canada, Transportation Innovation-Accelerating the Pace, Quebec, QC, Canada, 19–22 September 2004; pp. 238–245. [Google Scholar]
- Pan, J.S.; Li, Y.J.; Gu, J.F.; Hu, M.J. Research and application prospect of computer simulation on heat treatment process. J. Shanghai Jiaotong Univ. (Sci.) 2000, 5, 1–13. [Google Scholar]
- Wang, T.; Hao, P. Benefits in Energy Saving and CO2 Reducing by Using Reclaimed Asphalt Pavement. J. China Foreign Highw. 2013, 33, 325–330. [Google Scholar]
- Turk, J.; Pranjić, A.M.; Mladenovič, A.; Cotič, Z.; Jurjavčič, P. Environmental comparison of two alternative road pavement rehabilitation techniques: Cold-in-place-recycling versus traditional reconstruction. J. Clean. Prod. 2016, 121, 45–55. [Google Scholar] [CrossRef]
- Gao, L.; Li, C.; Li, Y. A new upper bound on the infinity norm of the inverse of Nekrasov matrices. J. Appl. Math. 2014, 125, 89–94. [Google Scholar] [CrossRef]
- Wang, J.; Yuan, J.; Xiao, F.; Li, Z.; Wang, J.; Xu, Z. Performance investigation and sustainability evaluation of multiple-polymer asphalt mixtures in airfield pavement. J. Clean. Prod. 2018, 189, 67–77. [Google Scholar] [CrossRef]
- Cross, S.A.; Chesner, W.H.; Justus, H.G.; Kearney, E.R. Life-Cycle environmental analysis for evaluation of pavement rehabilitation options. Transp. Res. Rec. 2011, 2227, 43–52. [Google Scholar] [CrossRef]
- Sivilevičius, H.; Bražiūnas, J.; Prentkovskis, O. Technologies and Principles of Hot Recycling and Investigation of Preheated Reclaimed Asphalt Pavement Batching Process in an Asphalt Mixing Plant. Appl. Sci. 2017, 7, 1104. [Google Scholar] [CrossRef]
- Gao, L.; Li, H.; Xie, J.; Yu, Z.; Charmot, S. Evaluation of pavement performance for reclaimed asphalt materials in different layers. Constr. Build. Mater. 2018, 159, 561–566. [Google Scholar] [CrossRef]
- Research Institute of Highway Ministry of Transport. Test Methods of Aggregate for Highway Engineering; China Communications Press: Beijing, China, 2005. [Google Scholar]
- Karlsson, R.; Isacsson, U. Application of FTIR-ATR to Characterization of Bitumen Rejuvenator Diffusion. 2003, 15, 157–165. J. Mater. Civ. Eng. 2003, 15, 157–165. [Google Scholar] [CrossRef]
- Lin, J.; Huo, L.; Xu, F.; Xiao, Y.; Hong, J. Development of microstructure and early-stage strength for 100% cold recycled asphalt mixture treated with emulsion and cement. Constr. Build. Mater. 2018, 189, 924–933. [Google Scholar] [CrossRef]
- Tarefder, R.A.; Zaman, M.; Sisson, R. Field and laboratory properties of lime-treated cold in-place recycled asphalt pavements. J. Test. Eval. 2006, 34, 31–41. [Google Scholar] [CrossRef]
- Lee Hosin, D.; Kim, Y. Influences of binder and RAP temperatures and foaming water content on cold in-place recycling mix design process using foamed asphalt. Airfield Highw. Pavement 2006, 377–387. [Google Scholar] [CrossRef]
- Research Institute of Highway Ministry of Transport. Technical Specification for Highway Asphalt Pavement Recycling; China Communications Press: Beijing, China, 2008. [Google Scholar]
- Research Institute of Highway Ministry of Transport. Test Methods of Soils for Highway Engineering; China Communications Press: Beijing, China, 2007. [Google Scholar]
- Lytton, R.L.; Zhang, Y.; Gu, F.; Luo, X. Characteristics of damaged asphalt mixtures in tension and compression. Int. J. Pavement Eng. 2018, 19, 292–306. [Google Scholar] [CrossRef]
- Javilla, B.; Fang, H.; Mo, L.; Shu, B.; Wu, S. Test evaluation of rutting performance indicators of asphalt mixtures. Constr. Build. Mater. 2017, 155, 1215–1223. [Google Scholar] [CrossRef]
- Research Institute of Highway Ministry of Transport. Standard Test Methods of Bitumen and Bituminous Mixture for Highway Engineering; China Communications Press: Beijing, China, 2011. [Google Scholar]
- Thenoux, G.; Gonzalez, A.; Dowling, R. Energy consumption comparison for different asphalt pavements rehabilitation techniques used in Chile. Resour. Conserv. Recycl. 2007, 49, 325–339. [Google Scholar] [CrossRef]
- Alkins, A.E.; Lane, B.; Kazmierowski, T. Sustainable pavements: Environmental, economic, and social benefits of in situ pavement recycling. Transp. Res. Rec. 2008, 2084, 100–103. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Wu, D. Application of Ammonia Desulfurization Technology in Energy Saving and Carbon Emission Reduction of Sulfur Plant. Saf. Health Environ. 2021, 21, 42–45. [Google Scholar]
- Zhu, J.; Liu, L.; Gao, T. Investigation of the Status of Soil and Groundwater in a Gas Station. Saf. Health Environ. 2021, 21, 34–39. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Screen Size (mm) | 26.5 | 19 | 9.5 | 4.75 | 2.36 | 1.18 | 0.6 | 0.3 | 0.15 | 0.075 |
|---|---|---|---|---|---|---|---|---|---|---|
| Passing rate (%) | 100 | 97.4 | 80 | 52.2 | 29 | 18.7 | 11 | 6.3 | 4.1 | 2.6 |
| Aggregate Type | Parameter (%) | Result | Standard |
|---|---|---|---|
| Coarse aggregate | Asphalt content | 3.8 | T 0722-1993 |
| Needle-like content | 6.6 | T 0312-2005 | |
| Crushed stone value | 16.2 | T 0316-2005 | |
| Fine aggregate | Asphalt content | 4.9 | T 0722-1993 |
| Needle-like content | 7.6 | T 0722-1993 | |
| Angularity | 33.5 | T 0345-2005 | |
| Sand equivalent | 69.3 | T 0334-2D05 |
| Parameter | Result | Standard |
|---|---|---|
| Density (g.cm−3) | 2.673 | T 0352-2000 |
| H-C | 0.671 | T 0353-2000 |
| MBV (g/kg) | 1.00 | T 0349-2005 |
| Parameter | Requirement | Result |
|---|---|---|
| Fineness (80 μm, %) | ≤10 | 0.7 |
| Standard consistency water consumption (%) | ≤28 | 28 |
| Initial setting time (min) | ≥90 | 167 |
| Final setting time (min) | ≤600 | 223 |
| Specific surface area (m2/kg) | 300–450 | 328 |
| 3-day flexural strength (MPa) | >2.5 | 3.0 |
| 3-day flexural strength (MPa) | >5.5 | 6.4 |
| 3-day compressive strength (MPa) | >11.0 | 15.5 |
| 28-day compressive strength (MPa) | >32.5 | 34.3 |
| Parameter | Unit | Requirement | Result | Experimental Method | |
|---|---|---|---|---|---|
| Demulsification speed | — | Slow or moderate | Slow crack | T 0658 | |
| Charge of the particle | — | Cationic (+) | Cationic (+) | T 0653 | |
| Engla viscosity E25 | — | 2–30 | 4 | T 0622 | |
| Adhesion to coarse aggregates | — | ≥2/3 | Qualified | T 0654 | |
| Adhesion to fine aggregates | — | Mix well | Mix well | T 0659 | |
| Residue content by evaporation | % | ≥55 | 62 | T 0651 | |
| Sieve residue (1.18 mm) | % | ≤0.1 | 0 | T 0652 | |
| Residual asphalt | Penetration (25 °C) | 0.1 mm | 45–150 | 62 | T 0604 |
| Ductility (15 °C) | cm | ≥40 | 88.2 | T 0605 | |
| Storage stability | 1 d, 25 °C | % | ≤1 | 0.8 | T 0655 |
| 5 d, 25 °C | % | ≤5 | 3 | T 0655 | |
| Screen Size (mm) | 0.075 | 0.15 | 0.3 | 0.6 | 1.18 | 2.36 | 4.75 | 9.5 | 13.2 | 16 | 19 | 26.5 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Upper limit of grading | 8 | 14.5 | 21 | 30.6 | 41.2 | 50 | 65 | 80 | 86.6 | 93.2 | 100 | 100 |
| Lower limit of grading | 2 | 2.5 | 3 | 8.6 | 14.2 | 20 | 35 | 60 | 70 | 80 | 90 | 100 |
| Experimental gradation | 3 | 4 | 6 | 9 | 15 | 27 | 50 | 74 | 85 | 92 | 97 | 100 |
| EA Content (%) | External Water Dosage (%) | Bulk Specific Density | Theoretical Maximum Relative Gravity | Void Ratio (%) | Marshall Stability (kN) | Residual Marshall Stability (kN) |
|---|---|---|---|---|---|---|
| 3.0 | 3.5 | 2.255 | 2.512 | 9.8 | 12.7 | 14.1 |
| 3.5 | 3.0 | 2.258 | 2.521 | 10.1 | 14.5 | 17.1 |
| 4.0 | 2.5 | 2.266 | 2.559 | 10.6 | 14.9 | 18.3 |
| 4.5 | 2.0 | 2.263 | 2.507 | 9.6 | 14.1 | 17.5 |
| 5.0 | 1.5 | 2.261 | 2.496 | 9.3 | 12.5 | 13.8 |
| Road Location | Maximum Load (kN) | Compressive Strength (MPa) |
|---|---|---|
| K 69 + 100 (overtaking lane) | 26.41 | 3.36 |
| K 69 + 100 (carriage way) | 32.21 | 4.09 |
| K 69 + 200 (overtaking lane) | 29.12 | 3.70 |
| K 69 + 200 (carriage way) | 26.14 | 3.32 |
| Average value | 28.49 | 3.62 |
| Parameters | Specific Heat (J/kg·K) | Mass (kg) | Initial Temperature (°C) | Discharge Temperature (°C) | Energy Required (MJ) | Standard Coal Equivalent (kg) |
|---|---|---|---|---|---|---|
| Dry aggregate | 920 | 953.98 | 25 | 160 | 118.484 | 4.05 |
| Water | 2260 kJ/kg | 4.79 | 25 | 100 | 10.825 | 0.37 |
| Asphalt | 1340 | 41.23 | 25 | 175 | 8.287 | 0.28 |
| Total | — | 1000 | — | — | 137.596 | 4.70 |
| Energy Source | Calorific Value (MJ/kg; MJ/m3) | Standard Coal Equivalent (kgce/kg) | Energy Saving (t) | Price (CNY/t) | Cost Saving (Thousands of CNY) |
|---|---|---|---|---|---|
| Standard coal | 29.30 | 1.000 | 67.41 | — | — |
| Diesel | 42.65 | 1.457 | 46.27 | 8946 | 414 |
| Petroleum | 43.07 | 1.471 | 45.83 | 10,247 | 470 |
| Electric | 3600 kJ/(kWh) | 0.123 | 5.48×105 KWh | 0.7715 | 423 |
| Emissions | CO2 (t) | SO2 (t) | NOX (t) | Ash (t) | Soot (t) |
|---|---|---|---|---|---|
| 1 ton of standard coal | 2.62 | 0.0085 | 0.0074 | 0.26 | 0.015 |
| 1 km of EAPM-HPRAP | 176.6 | 0.6 | 0.5 | 17.6 | 1.0 |
| Whole road section | 18,543.0 | 60.2 | 52.5 | 1848.0 | 105.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Zhang, Y.; Zhang, S. A High Proportion Reuse of RAP in Plant-Mixed Cold Recycling Technology and Its Benefits Analysis. Coatings 2022, 12, 1283. https://doi.org/10.3390/coatings12091283
Li Y, Zhang Y, Zhang S. A High Proportion Reuse of RAP in Plant-Mixed Cold Recycling Technology and Its Benefits Analysis. Coatings. 2022; 12(9):1283. https://doi.org/10.3390/coatings12091283
Chicago/Turabian StyleLi, Yanan, Yuzhen Zhang, and Shucai Zhang. 2022. "A High Proportion Reuse of RAP in Plant-Mixed Cold Recycling Technology and Its Benefits Analysis" Coatings 12, no. 9: 1283. https://doi.org/10.3390/coatings12091283