

A Facile Way to Modify Polyester Fabric to Enhance the Adhesion Behavior to Rubber


Abstract
:1. Introduction
2. Experimental
2.1. Materials
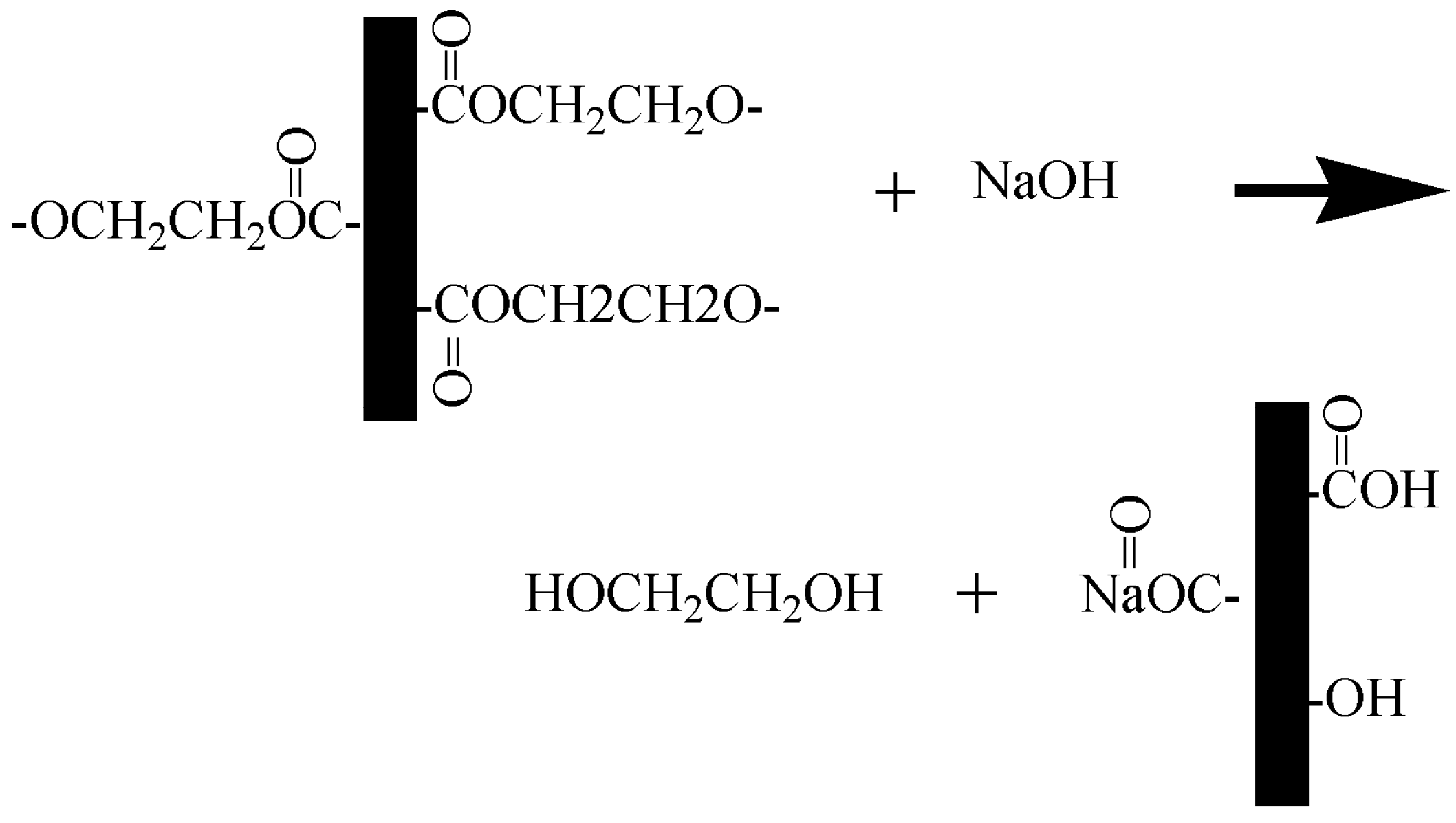
2.2. Surface Treatment of the Fabric
2.3. RFL Dipping Solution
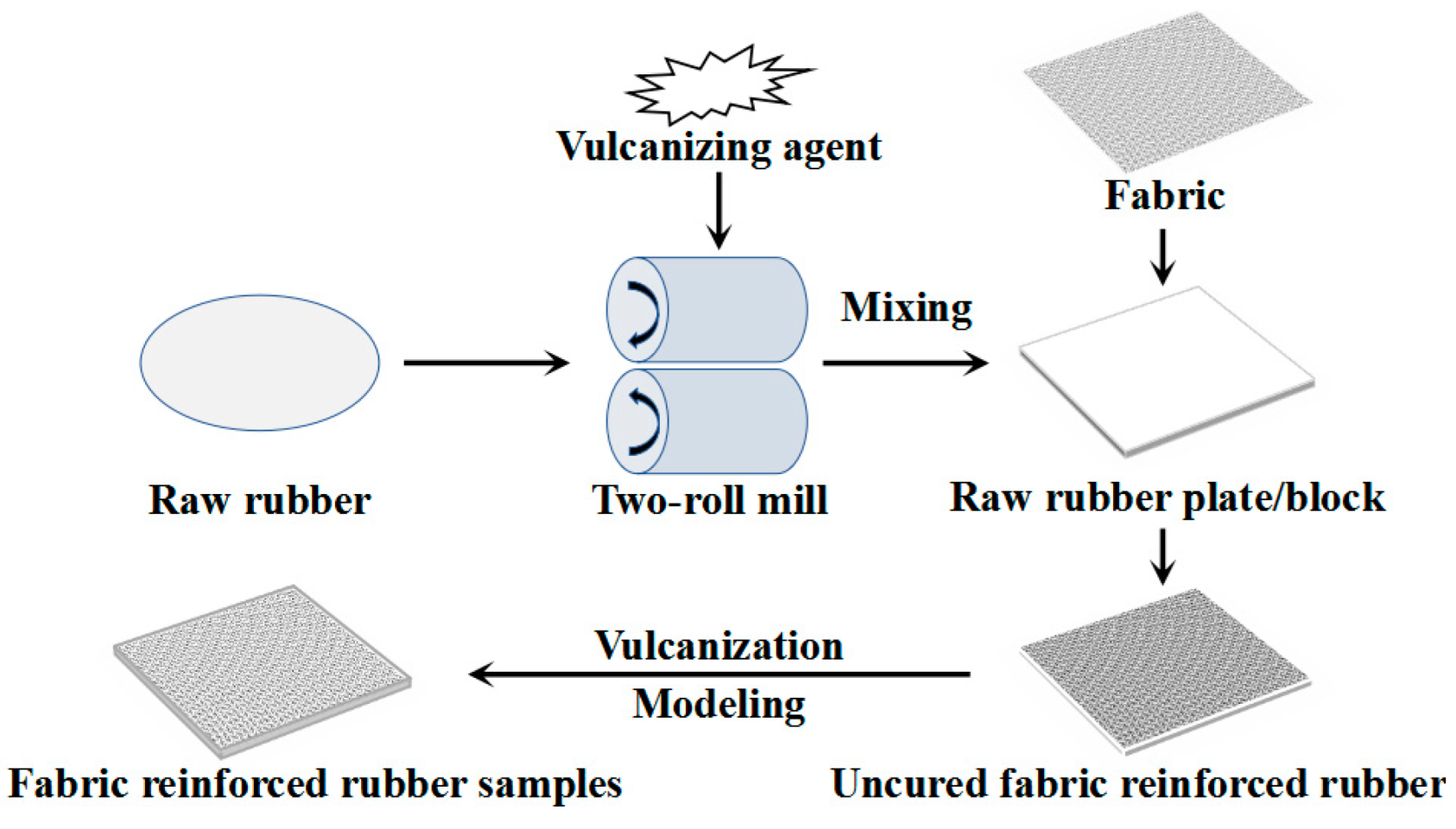
2.4. Preparation of PET/Rubber Composites
2.5. Characterizations
3. Results and Discussion
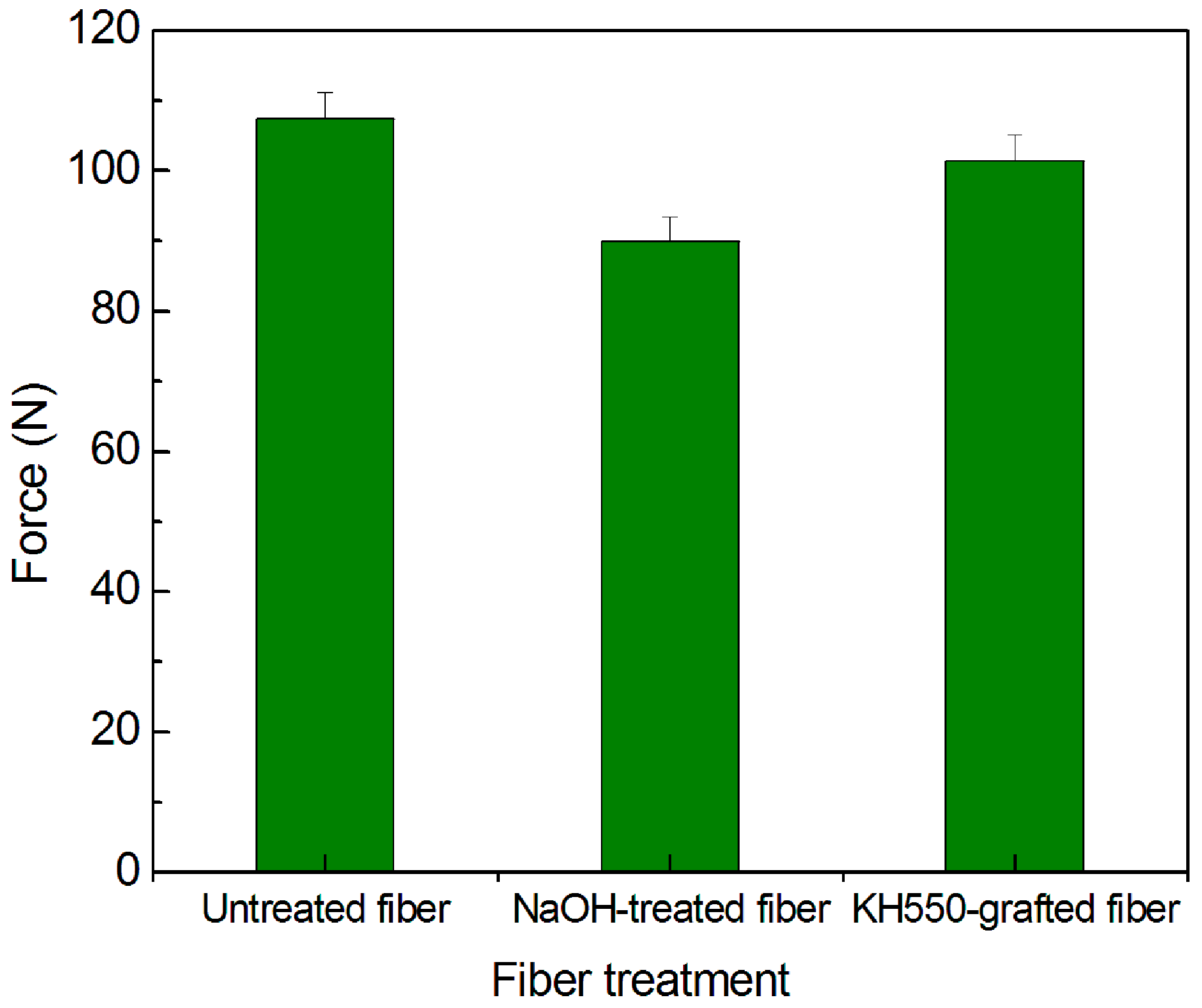
3.1. Fiber Strength after Alkali Treatment and Grafting KH550
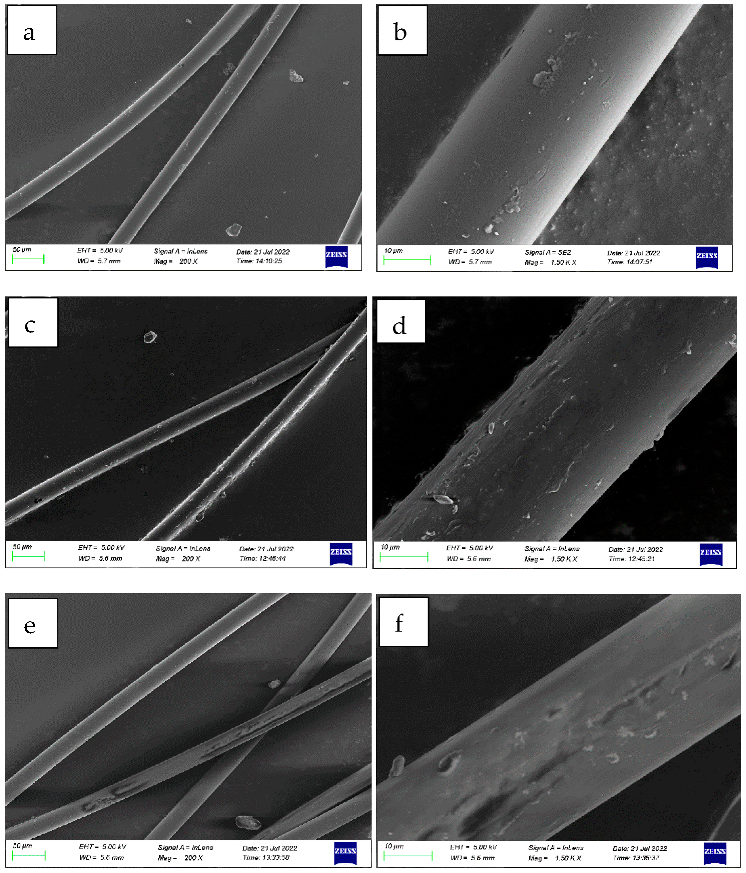
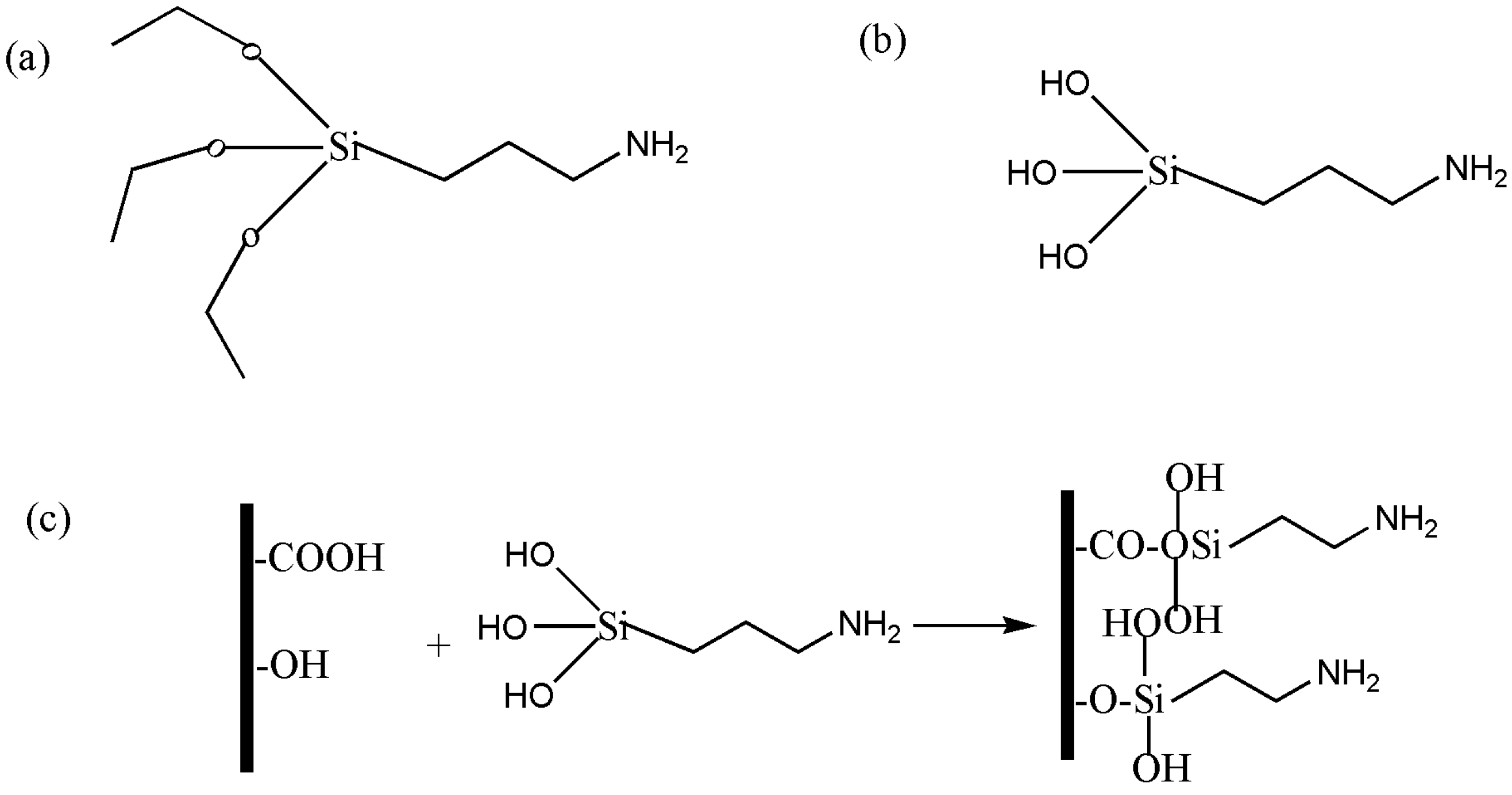
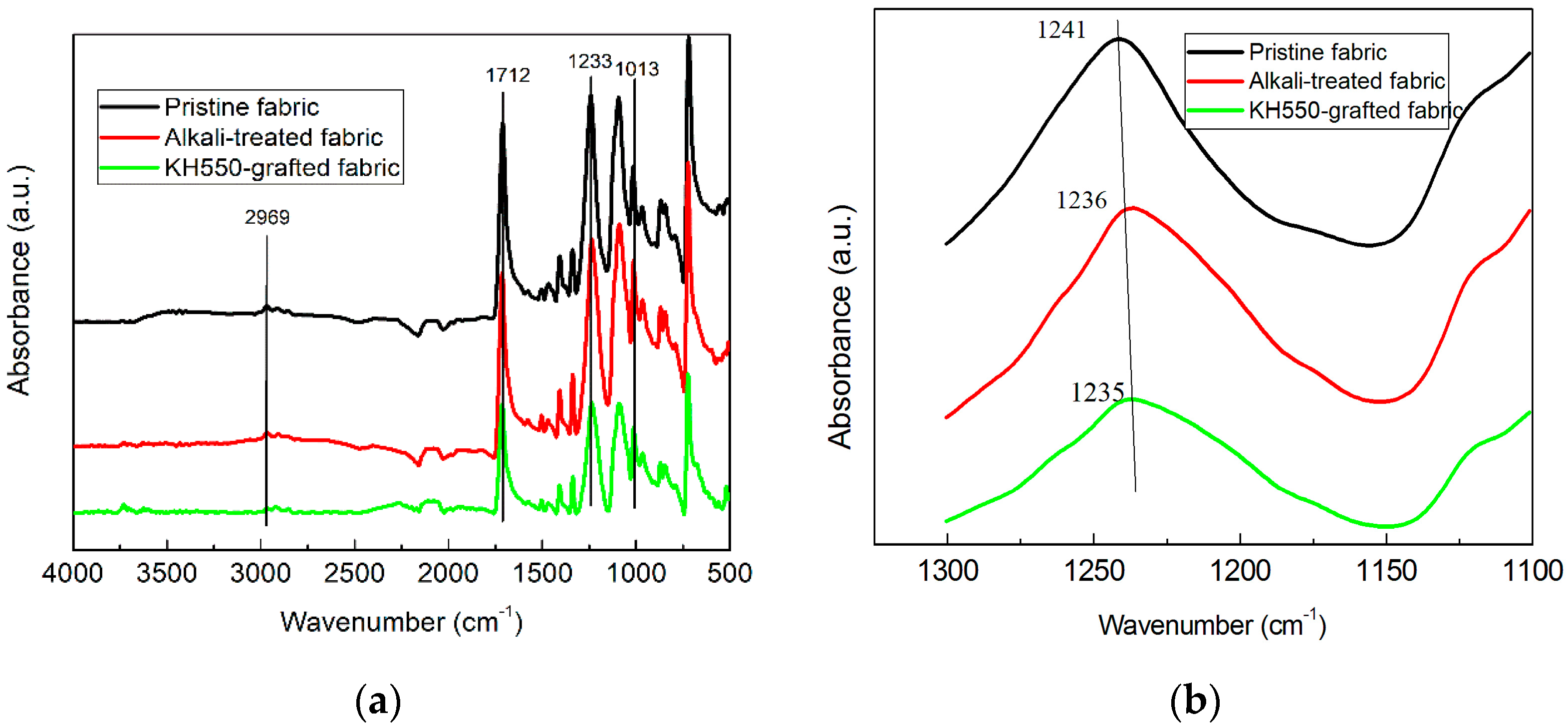
3.2. Surface Modification Analysis of the Fabric
3.3. Vulcanization Characteristics of Fabric/Rubber Composite
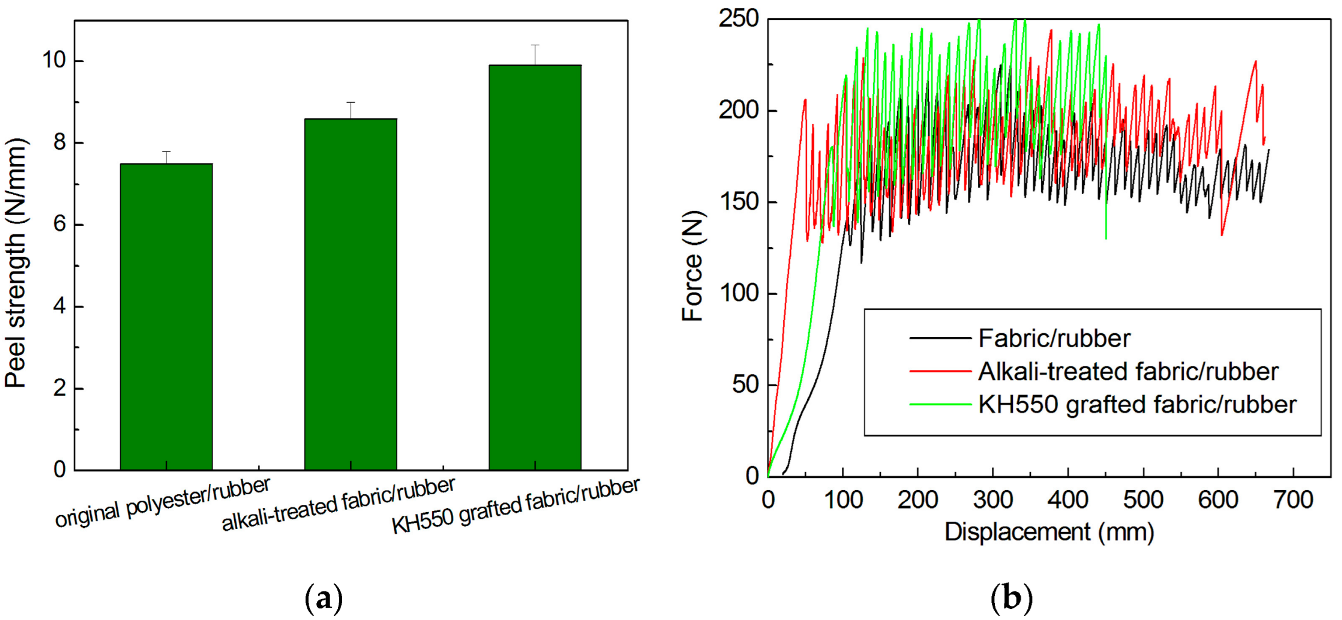
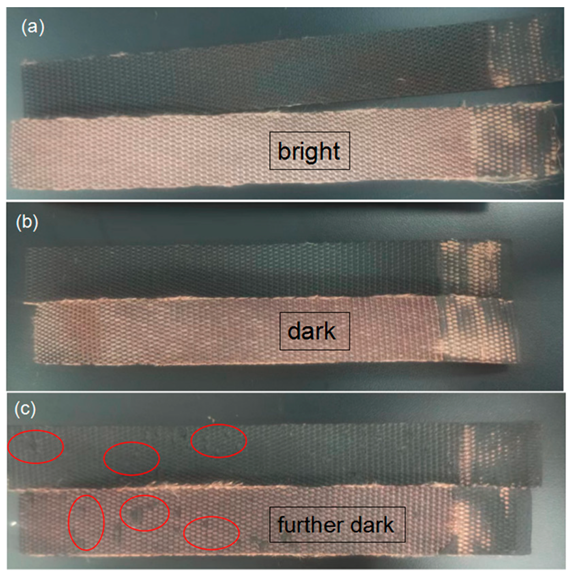
3.4. Adhesion Behaviors of the Composites with Alkali-Treated Fabric and KH550 Grafted Fabric
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wennekes, W.B. Adhesion of RFL-Treated Cords to Rubber: New Insights into Interfacial Phenomena. Ph.D. Thesis, University of Twente, Enschede, The Netherlands, 18 January 2008. [Google Scholar]
- Bas, S.; Cevahir, N.; Acar, A.E. To Kordsa Global Endustriyel Iplik Ve Kord Bezi Sanayi Ve Ticaret Anonim Sirketi. WIPO Patent WO 2014175844 A2, 21 May 2019. [Google Scholar]
- Dong, Y.; Yang, H.; Yan, H.; Yao, X. Design and characteristics of fabric rubber sealing based on microchannel model. Compos. Struct. 2019, 229, 111463. [Google Scholar] [CrossRef]
- Dong, Y.; Yao, X.; Xu, X. Cross section shape optimization design of fabric rubber seal. Compos. Struct. 2021, 256, 113047. [Google Scholar] [CrossRef]
- Wang, Y.; Gregory, C.; Minor, M.A. Improving mechanical properties of molded silicone rubber for soft robotics through fabric compositing. Soft Robot. 2018, 5, 272–290. [Google Scholar] [CrossRef] [PubMed]
- Xu, X.; Yao, X.; Dong, Y.; Yang, H.; Yan, H. Mechanical behaviors of non-orthogonal fabric rubber seal. Compos. Struct. 2021, 259, 113453. [Google Scholar] [CrossRef]
- Han, R.; Shao, Y.; Quan, X.; Niu, K. Effects of titanate on the bonding properties of silicone rubber and polyester fabric. Polym. Compos. 2021, 42, 2370–2379. [Google Scholar] [CrossRef]
- Moustafa, H.; Lawandy, S.N.; Rabee, M.; Zahran, M.A.H. Effect of green modification of nanoclay on the adhesion behavior of EPDM rubber to polyester fabric. Int. J. Adhes. Adhes. 2020, 100, 102617. [Google Scholar] [CrossRef]
- Halim, S.F.; Abou-Kandil, A.I.; Awad, A.; Darwish, N. In situ grafting of maleic anhydride onto natural rubber to improve its adhesion to polyester fabric: Mechanical and spectroscopic analyses. J. Adhes. Sci. Technol. 2009, 23, 71–83. [Google Scholar] [CrossRef]
- Shao, Y.R.; Han, Z.J.; Wang, G.F.; Niu, K.M. In situ grafting coupling agent on polyester fabric to signiffcantly improve the interfacial adhesion to silicone rubber. Colloids Surf. A Physicochem. Eng. Asp. 2021, 629, 1–13. [Google Scholar] [CrossRef]
- Erdine, D. Improving adhesion between polyester cord and rubber by using glycidyl-POSS. J. Appl. Polym. Sci. 2021, 138, 1–17. [Google Scholar]
- Ramsden, M.J.; Phillips, J.A. Factors influencing the kinetics of the alkaline depolymerisation of poly(ethylene terephthalate). I: The effect of solvent. J. Chem. Technol. Biotechnol. 1996, 67, 131–136. [Google Scholar] [CrossRef]
- Collins, M.J.; Zeronian, S.H. The molecular weight distribution and oligomers of sodium hydroxide hydrolyzed poly(ethylene terephthalate). J. Appl. Polym. Sci. 1992, 45, 797–804. [Google Scholar] [CrossRef]
- Kutlu, B.; Sar, B. Adhesion improvement at polyester fabric-silicone rubber interface by plasmas of argon and airto obtain conveyor belt. Ind. Text. 2019, 70, 470–480. [Google Scholar]
- Hamada, T.; Kanai, H.; Koike, T.; Fuda, M. FT-IR study of melamine enrichment in the surface region of polyester/melamine film. Prog. Org. Coat. 1997, 30, 271–278. [Google Scholar] [CrossRef]
- Lu, Z.; Dejong, S.A.; Cassidy, B.M.; Belliveau, R.G.; Myrick, M.L.; Morgan, S.L. Detection limits for blood on fabrics using attenuated total reflection fourier transform infrared (ATR FT-IR) spectroscopy and derivative processing. Appl. Spectrosc. 2017, 71, 839–846. [Google Scholar] [CrossRef] [PubMed]
- Gong, L.; Yang, H.; Ke, Y.; Wang, S.; Yao, X. Investigation on vulcanization degree and residual stress on fabric rubber composites. Compos. Struct. 2019, 209, 472–480. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Curing Characteristics | Pure Rubber | Original Polyester/Rubber | Alkali-Treated Fabric/Rubber | KH550 Grafted Fabric/Rubber |
|---|---|---|---|---|
| MH (dN·m) | 9.91 | 15.16 | 11.11 | 14.05 |
| ML (dN·m) | 1.01 | 0.12 | 0.50 | 0.12 |
| t10 (min) | 2.81 | 1.07 | 2.88 | 2.08 |
| t50 (min) | 3.62 | 2.33 | 4.02 | 2.66 |
| t90 (min) | 8.38 | 8.43 | 9.51 | 8.04 |
| CRI (min−1) | 17.95 | 13.59 | 15.08 | 16.78 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, H.; Wu, P.; Yang, Z.; Shi, Z.; Yu, W.; Liu, F.; Zhu, F.; Zheng, Q.; Zhang, D.; Li, S. A Facile Way to Modify Polyester Fabric to Enhance the Adhesion Behavior to Rubber. Coatings 2022, 12, 1344. https://doi.org/10.3390/coatings12091344
He H, Wu P, Yang Z, Shi Z, Yu W, Liu F, Zhu F, Zheng Q, Zhang D, Li S. A Facile Way to Modify Polyester Fabric to Enhance the Adhesion Behavior to Rubber. Coatings. 2022; 12(9):1344. https://doi.org/10.3390/coatings12091344
Chicago/Turabian StyleHe, Hongwei, Pengfeng Wu, Zeguang Yang, Zhihao Shi, Wenwen Yu, Fuyong Liu, Fengbo Zhu, Qiang Zheng, Dezhong Zhang, and Shumin Li. 2022. "A Facile Way to Modify Polyester Fabric to Enhance the Adhesion Behavior to Rubber" Coatings 12, no. 9: 1344. https://doi.org/10.3390/coatings12091344
APA StyleHe, H., Wu, P., Yang, Z., Shi, Z., Yu, W., Liu, F., Zhu, F., Zheng, Q., Zhang, D., & Li, S. (2022). A Facile Way to Modify Polyester Fabric to Enhance the Adhesion Behavior to Rubber. Coatings, 12(9), 1344. https://doi.org/10.3390/coatings12091344