
Functionally Gradient Material Fabrication Based on Cr, Ti, Fe, Ni, Co, Cu Metal Layers via Spark Plasma Sintering

 , , , , ,
, , , , , 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
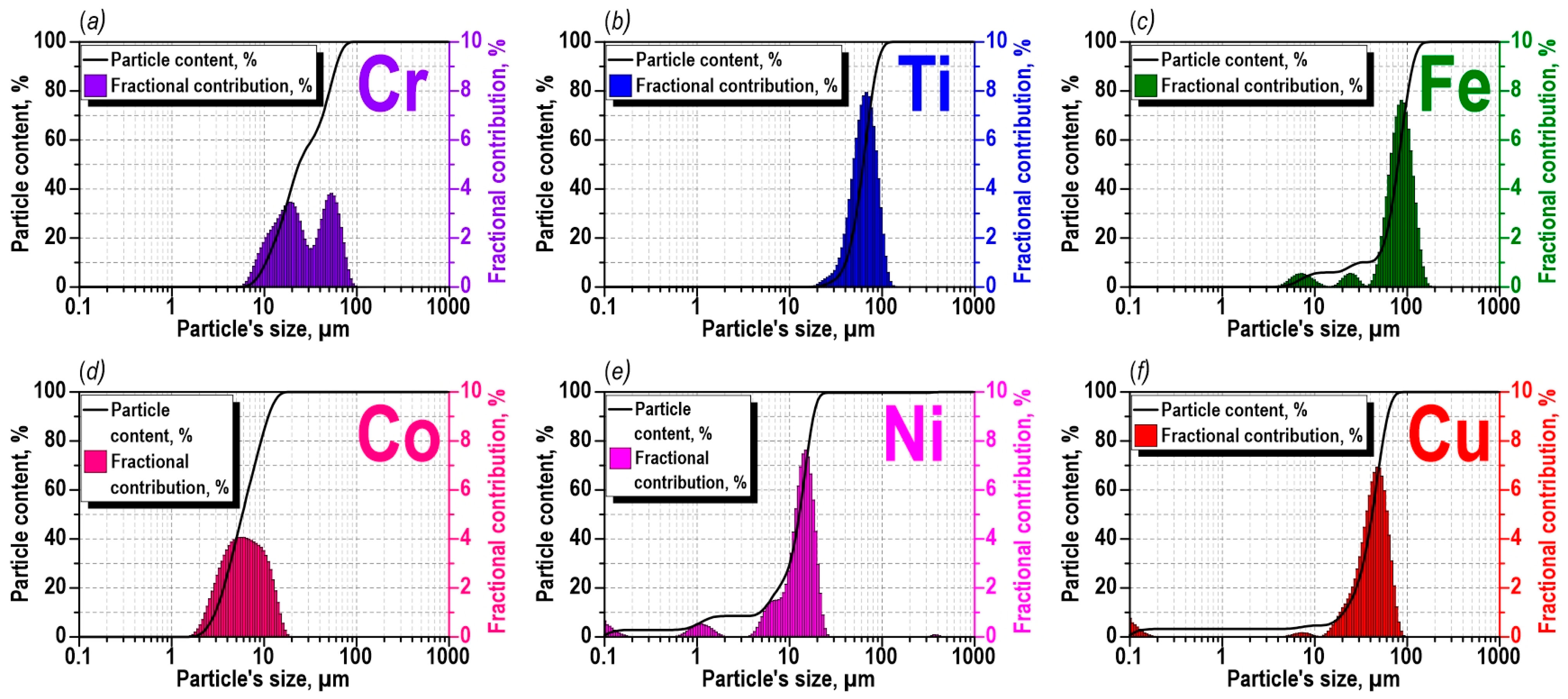
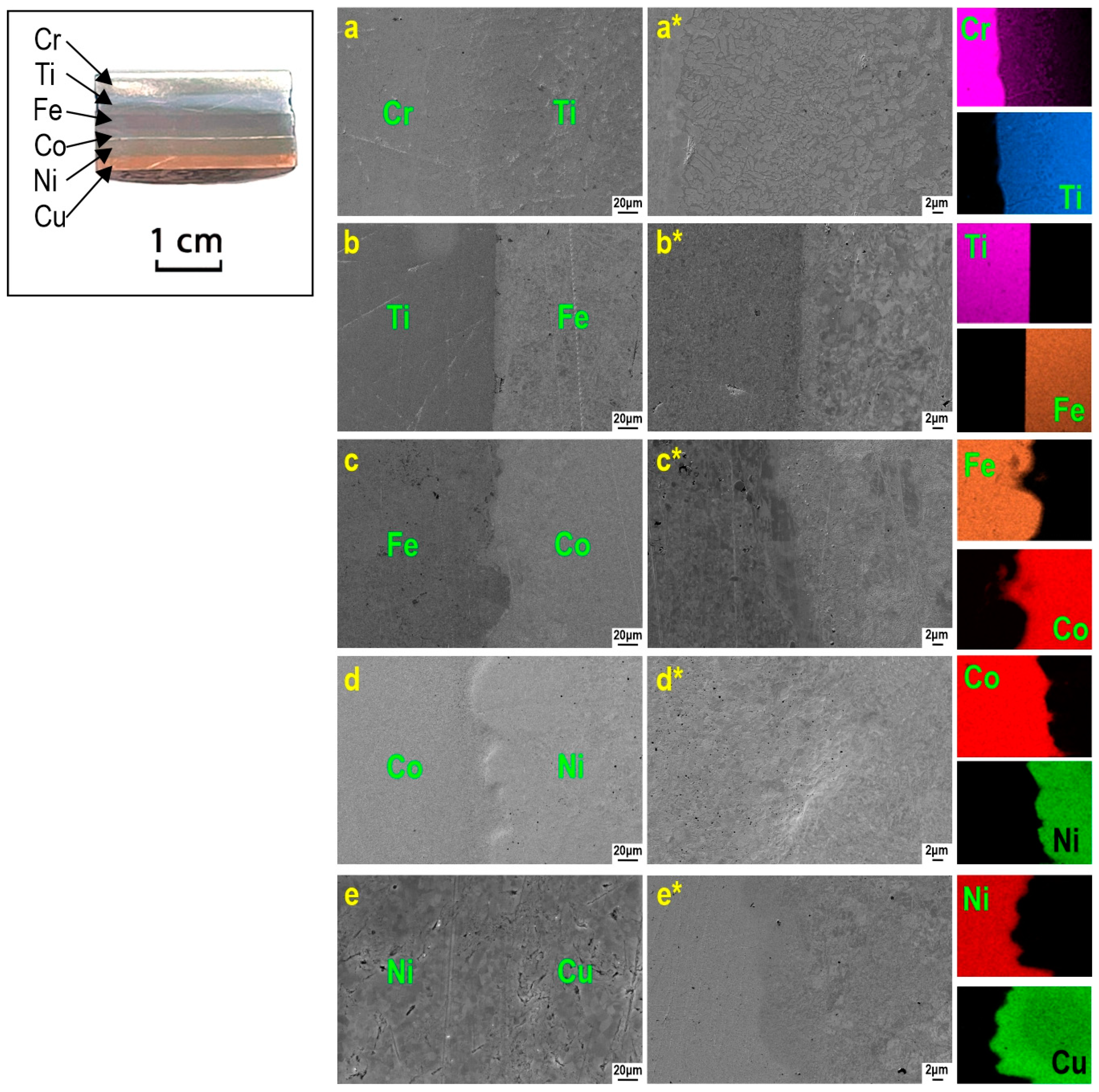
- (1)
- Consolidation of Cr and Ti powders into a two-layer Cr-Ti compact by pouring them layer by layer into a graphite mold and heating at 1200 °C for 5 min, with a pressing pressure of 24.5 MPa;
- (2)
- Consolidation of Cr-Ti and Fe, Co, Ni and Cu (in the order from the bottom to the top vertically) powders in a graphite mold at 900 °C for 5 min at pressing pressure of 24.5 MPa.
3. Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pasha, A.; Rajaprakash, B.M. Functionally Graded Materials (FGM) Fabrication and Its Potential Challenges & Applications. Mater. Today Proc. 2022, 52, 413–418. [Google Scholar] [CrossRef]
- Fathi, R.; Wei, H.; Saleh, B.; Radhika, N.; Jiang, J.; Ma, A.; Ahmed, M.H.; Li, Q.; Ostrikov, K.K. Past and Present of Functionally Graded Coatings: Advancements and Future Challenges. Appl. Mater. Today 2022, 26, 101373. [Google Scholar] [CrossRef]
- Naebe, M.; Shirvanimoghaddam, K. Functionally Graded Materials: A Review of Fabrication and Properties. Appl. Mater. Today 2016, 5, 223–245. [Google Scholar] [CrossRef]
- Sam, M.; Jojith, R.; Radhika, N. Progression in Manufacturing of Functionally Graded Materials and Impact of Thermal Treatment—A Critical Review. J. Manuf. Process. 2021, 68, 1339–1377. [Google Scholar] [CrossRef]
- Ruys, A.J.; Sutton, B.A. Metal-Ceramic Functionally Graded Materials (FGMs). In Metal-Reinforced Ceramics; Elsevier: Amsterdam, The Netherlands, 2021; pp. 327–359. [Google Scholar]
- Sasaki, M.; Hirai, T. Fabrication and Properties of Functionally Gradient Materials. J. Ceram. Soc. Jpn. 1991, 99, 1002–1013. [Google Scholar] [CrossRef] [Green Version]
- Miyamoto, Y.; Niino, M.; Koizumi, M. FGM Research Programs in Japan—From Structural to Functional Uses. In Functionally Graded Materials 1996; Elsevier: Amsterdam, The Netherlands, 1997; pp. 1–8. [Google Scholar]
- Kato, T.; Morimoto, K.; Isogai, K.; Kato, M.; Fukushima, T.; Fukuda, R. Development of Efficient Thermionic Energy Converter. In Functionally Graded Materials 1996; Elsevier: Amsterdam, The Netherlands, 1997; pp. 661–666. [Google Scholar]
- Duvall, D.S.; Ruckle, D.L. Ceramic thermal barrier coatings for turbine engine components. In Proceedings of the ASME 1982 International Gas Turbine Conference and Exhibit, London, UK, 18–22 April 1982. [Google Scholar]
- Heikinheimo, L.; Sirén, M.; Gasik, M.M. Al2O3 to Ni-Superalloy Diffusion Bonded FG-Joints for High Temperature Applications**This Study Has Been Supported by the European Commission through the Project BE-7249 under the Contract BRE2-CT94-0928. In Functionally Graded Materials 1996; Elsevier: Amsterdam, The Netherlands, 1997; pp. 313–318. [Google Scholar]
- Rakesh, P.; Davim, J.P. Joining Processes for Dissimilar and Advanced Materials; Woodhead Publishing: Soston, UK, 2021; ISBN 9780323853996. [Google Scholar]
- Zhang, Y.; Chen, Y.K.; Yu, D.S.; Sun, D.Q.; Li, H.M. A Review Paper on Effect of the Welding Process of Ceramics and Metals. J. Mater. Res. Technol. 2020, 9, 16214–16236. [Google Scholar] [CrossRef]
- Dai, X.; Cao, J.; Chen, Z.; Song, X.; Feng, J. Brazing SiC Ceramic Using Novel B4C Reinforced Ag-Cu-Ti Composite Filler. Ceram. Int. 2016, 42, 6319–6328. [Google Scholar] [CrossRef]
- Nascimento, R.M.D.; Martinelli, A.E.; Buschinelli, A.J.A. Review Article: Recent Advances in Metal-Ceramic Brazing. Cerâmica 2003, 49, 178–198. [Google Scholar] [CrossRef]
- Saleh, B.; Jiang, J.; Fathi, R.; Al-hababi, T.; Xu, Q.; Wang, L.; Song, D.; Ma, A. 30 Years of Functionally Graded Materials: An Overview of Manufacturing Methods, Applications and Future Challenges. Compos. Part B 2020, 201, 108376. [Google Scholar] [CrossRef]
- Manière, C.; Torresani, E.; Olevsky, E. Simultaneous Spark Plasma Sintering of Multiple Complex Shapes. Mater. 2019, 12, 557. [Google Scholar] [CrossRef]
- Shichalin, O.O.; Medkov, M.A.; Grishchenko, D.N.; Yu Mayorov, V.; Fedorets, A.N.; Belov, A.A.; Golub, A.V.; Gridasova, E.A.; Papynov, E.K. SPS-RS Technique for Solid-Phase “in Situ” Synthesis of Biocompatible ZrO2 Porous Ceramics. IOP Conf. Ser. Mater. Sci. Eng. 2018, 307, 012031. [Google Scholar] [CrossRef]
- Papynov, E.K.; Shichalin, O.O.; Apanasevich, V.I.; Afonin, I.S.; Evdokimov, I.O.; Mayorov, V.Y.; Portnyagin, A.S.; Agafonova, I.G.; Skurikhina, Y.E.; Medkov, M.A. Synthetic CaSiO3 Sol-Gel Powder and SPS Ceramic Derivatives: “In Vivo” Toxicity Assessment. Prog. Nat. Sci. Mater. Int. 2019, 29, 569–575. [Google Scholar] [CrossRef]
- Papynov, E.K.; Belov, A.A.; Shichalin, O.O.; Buravlev, I.Y.; Azon, S.A.; Golub, A.V.; Gerasimenko, A.V.; Parotkina, Y.A.; Zavjalov, A.P.; Tananaev, I.G.; et al. SrAl2Si2O8 Ceramic Matrices for 90Sr Immobilization Obtained via Spark Plasma Sintering-Reactive Synthesis. Nucl. Eng. Technol. 2021, 53, 2289–2294. [Google Scholar] [CrossRef]
- Papynov, E.K.; Shichalin, O.O.; Buravlev, I.Y.; Belov, A.A.; Portnyagin, A.S.; Fedorets, A.N.; Azarova, Y.A.; Tananaev, I.G.; Sergienko, V.I. Spark Plasma Sintering-Reactive Synthesis of SrWO4 Ceramic Matrices for 90Sr Immobilization. Vacuum 2020, 180, 109628. [Google Scholar] [CrossRef]
- Papynov, E.K.; Portnyagin, A.S.; Modin, E.B.; Mayorov, V.Y.; Shichalin, O.O.; Golikov, A.P.; Pechnikov, V.S.; Gridasova, E.A.; Tananaev, I.G.; Avramenko, V.A. A Complex Approach to Assessing Porous Structure of Structured Ceramics Obtained by SPS Technique. Mater. Charact. 2018, 145, 294–302. [Google Scholar] [CrossRef]
- Shichalin, O.O.; Buravlev, I.Y.; Portnyagin, A.S.; Dvornik, M.I.; Mikhailenko, E.A.; Golub, A.V.; Zakharenko, A.M.; Sukhorada, A.E.; Talskikh, K.Y.; Buravleva, A.A.; et al. SPS Hard Metal Alloy WC-8Ni-8Fe Fabrication Based on Mechanochemical Synthetic Tungsten Carbide Powder. J. Alloys Compd. 2020, 816, 152547. [Google Scholar] [CrossRef]
- Papynov, E.K.; Shichalin, O.O.; Medkov, M.A.; Grishchenko, D.N.; Tkachenko, I.A.; Fedorets, A.N.; Pechnikov, V.S.; Golub, A.V.; Buravlev, I.Y.; Tananaev, I.G.; et al. Spark Plasma Sintering of Special-Purpose Functional Ceramics Based on UO2, ZrO2, Fe3O4/α-Fe2O3. Glas. Phys. Chem. 2018, 44, 632–640. [Google Scholar] [CrossRef]
- Simonenko, E.P.; Simonenko, N.P.; Gordeev, A.N.; Kolesnikov, A.F.; Papynov, E.K.; Shichalin, O.O.; Tal’skikh, K.Y.; Gridasova, E.A.; Avramenko, V.A.; Sevastyanov, V.G.; et al. Impact of a Supersonic Dissociated Air Flow on the Surface of HfB2–30 Vol % SiC UHTC Produced by the Sol–Gel Method. Russ. J. Inorg. Chem. 2018, 63, 1484–1493. [Google Scholar] [CrossRef]
- Naveen Kumar, N.; Janaki Ram, G.D.; Bhattacharya, S.S. Spark Plasma Sintering of Graded Dissimilar Metals. Trans. Indian Inst. Met. 2019, 72, 1837–1852. [Google Scholar] [CrossRef]
- Hu, Z.Y.; Zhang, Z.H.; Cheng, X.W.; Wang, F.C.; Zhang, Y.F.; Li, S.L. A Review of Multi-Physical Fields Induced Phenomena and Effects in Spark Plasma Sintering: Fundamentals and Applications. Mater. Des. 2020, 191, 108662. [Google Scholar] [CrossRef]
- Thermal Expansion. In Mechanical Engineering Principles; Routledge: Abingdon, UK, 2002; pp. 229–236.
- Dunn, B.D. Materials and Processes; Springer International Publishing: Cham, Switzerland, 2016; ISBN 978-3-319-23361-1. [Google Scholar]
- Guisbiers, G.; Khanal, S.; Ruiz-zepeda, F.; Roque, J.; Puente, D.; José-yacaman, M. Cu–Ni Nano-Alloy: Mixed, Core–Shell or Janus Nano-Particle? Nanoscale 2014, 6, 14630–14635. [Google Scholar] [CrossRef] [PubMed]
- Nishizawa, T.; Ishida, K. The Co-Ni (Cobalt-Nickel) System Co-Ni. Bull. Alloy Phase Diagrams 1983, 4, 390–395. [Google Scholar] [CrossRef]
- Okamoto, H. Co-Fe (Cobalt-Iron). Suppl. Lit. Rev. Sect. III 2008, 29, 383–384. [Google Scholar] [CrossRef]
- Feni, T. Enthalpy of Formation of Intermetallic Phases from Fe-Ni-Ti System. Comparative Studies. Archives Metall. Mater. 2012, 57, 1095–1104. [Google Scholar] [CrossRef]
- Ghosh, G. Thermodynamic and Kinetic Modeling of the Cr-Ti-V System. J. Phase Equilibria 2002, 23, 310–328. [Google Scholar] [CrossRef]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shichalin, O.O.; Papynov, E.K.; Buravlev, I.Y.; Buravleva, A.A.; Chuklinov, S.V.; Gridasova, E.A.; Pogodaev, A.V.; Nepomnyushchaya, V.A.; Kornakova, Z.E.; Lembikov, A.O.; et al. Functionally Gradient Material Fabrication Based on Cr, Ti, Fe, Ni, Co, Cu Metal Layers via Spark Plasma Sintering. Coatings 2023, 13, 138. https://doi.org/10.3390/coatings13010138
Shichalin OO, Papynov EK, Buravlev IY, Buravleva AA, Chuklinov SV, Gridasova EA, Pogodaev AV, Nepomnyushchaya VA, Kornakova ZE, Lembikov AO, et al. Functionally Gradient Material Fabrication Based on Cr, Ti, Fe, Ni, Co, Cu Metal Layers via Spark Plasma Sintering. Coatings. 2023; 13(1):138. https://doi.org/10.3390/coatings13010138
Chicago/Turabian StyleShichalin, Oleg O., Evgeniy K. Papynov, Igor Yu. Buravlev, Anastasiya A. Buravleva, Sergey V. Chuklinov, Ekaterina A. Gridasova, Anton V. Pogodaev, Valreiia A. Nepomnyushchaya, Zlata E. Kornakova, Alexey O. Lembikov, and et al. 2023. "Functionally Gradient Material Fabrication Based on Cr, Ti, Fe, Ni, Co, Cu Metal Layers via Spark Plasma Sintering" Coatings 13, no. 1: 138. https://doi.org/10.3390/coatings13010138