
Upgrading Paper-Grade Pulp as Dissolving Pulp for Lyocell Fiber Preparation

Abstract
:1. Introduction
2. Materials and Methods
2.1. Upgrading Approach
2.2. Characterization of Treated Pulp
2.3. Lyocell Solution Preparation
2.4. Characterization of Lyocell Solution
2.4.1. Determination of Yield of Regenerated Cellulose
2.4.2. Determination of Stability of Lyocell Solution
2.4.3. Rheology Properties of Lyocell Solution
3. Results and Discussion
3.1. Characterization of Treated Pulp
3.2. Dissolution Properties of Treated Pulp
3.3. Rheology Properties of Treated Pulp
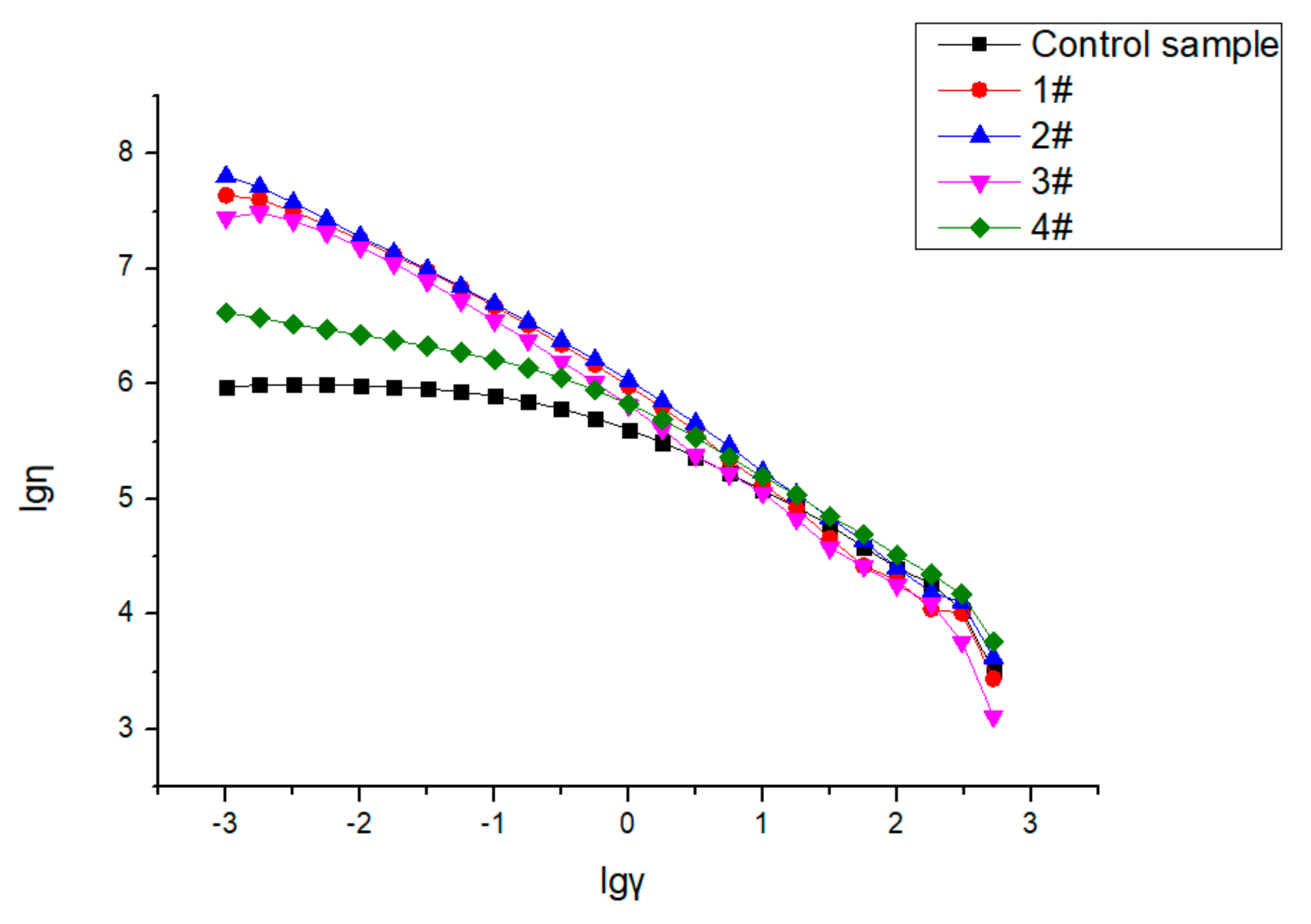
3.3.1. Comparison of Steady-State Shear Flow Performance
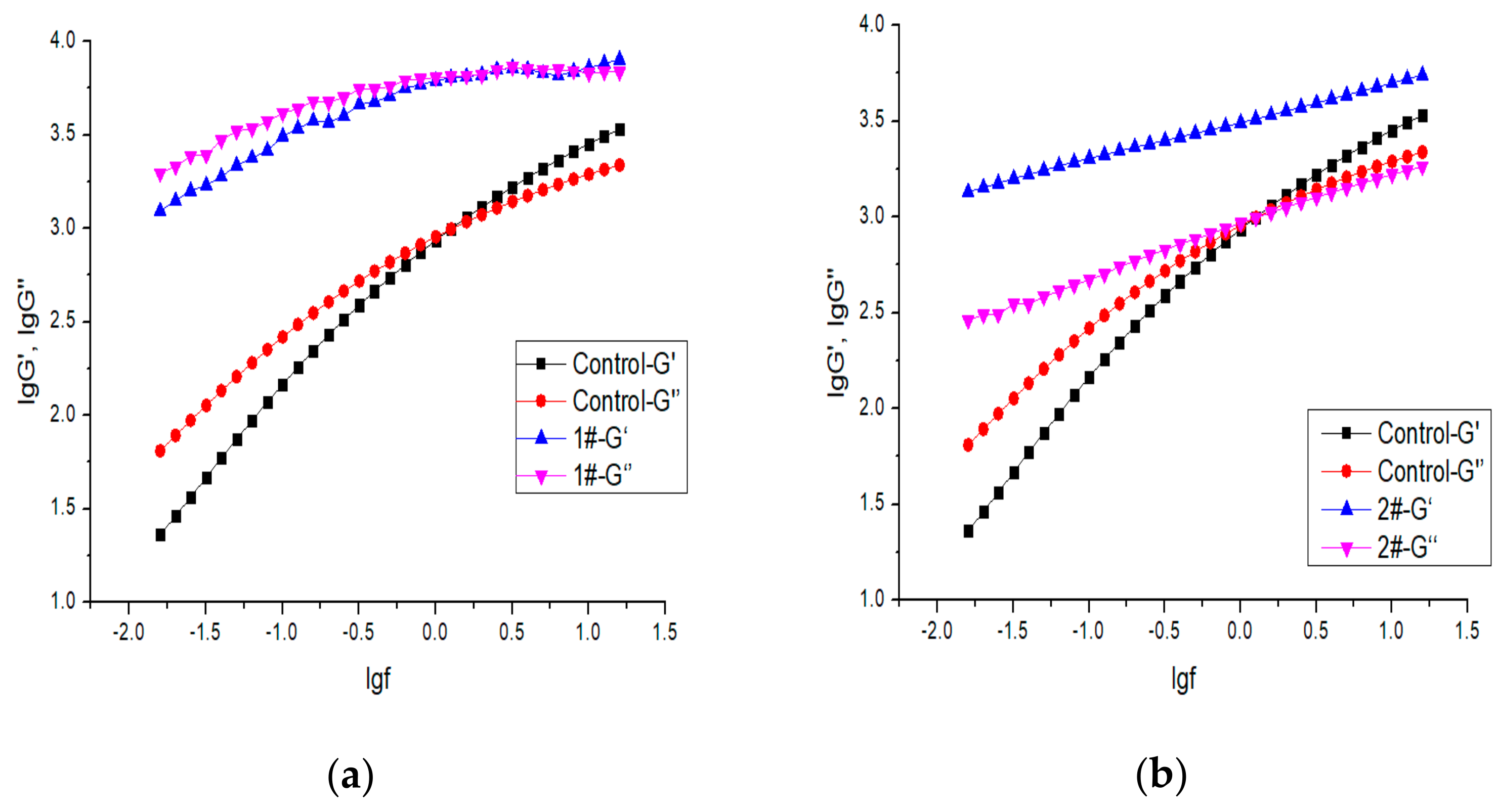
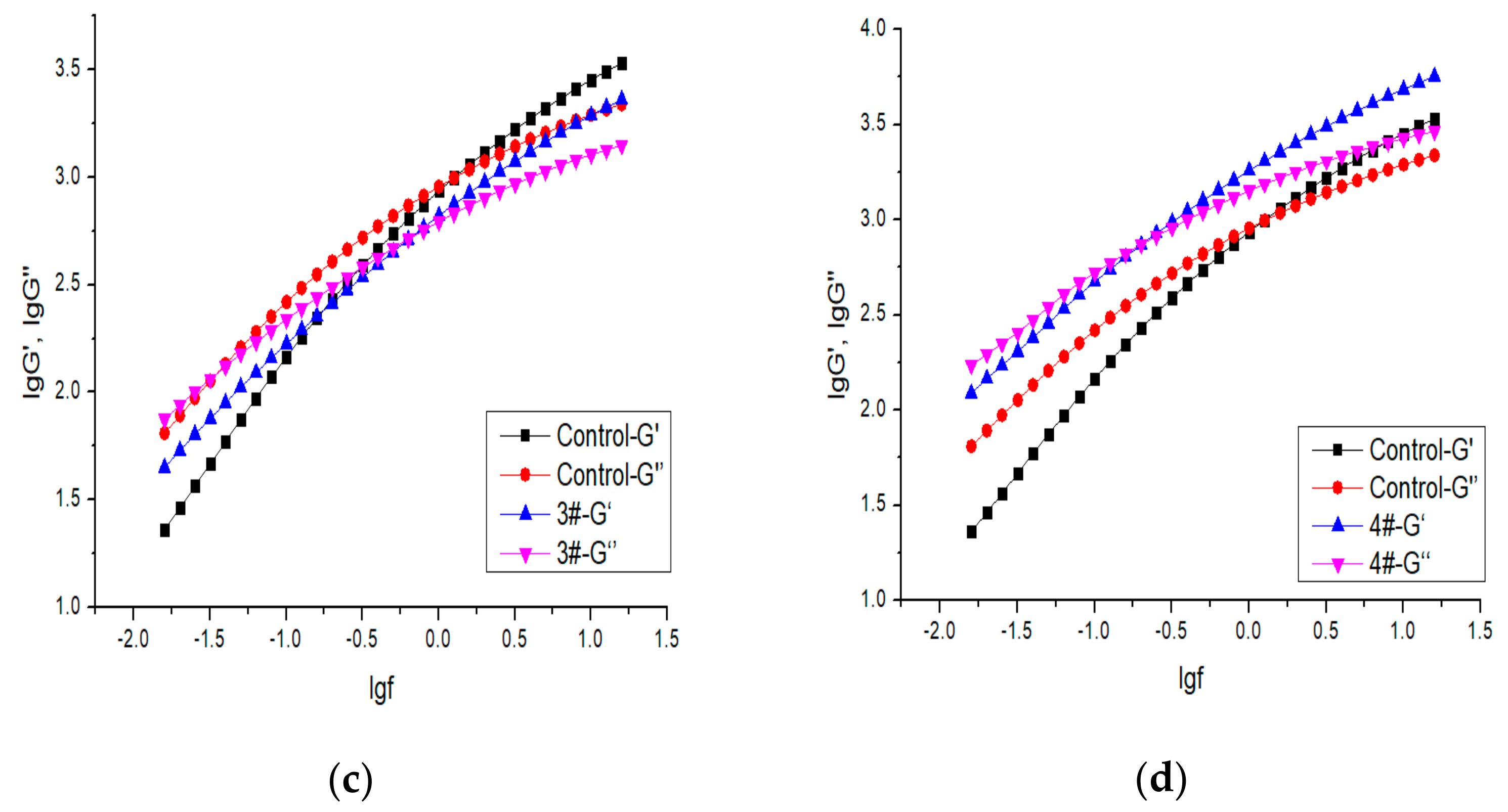
3.3.2. Comparison of Dynamic-State Shear Flow Performance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rosenau, T.; Potthast, A.; Adorjan, I.; Hofinger, A.; Sixta, H.; Firgo, H.; Kosma, P. Cellulose solutions in N-methylmorpholine-N-oxide (NMMO)—Degradation processes and stabilizers. Cellulose 2002, 9, 283–291. [Google Scholar] [CrossRef]
- Fink, H.-P.; Weigel, P.; Purz, H.; Ganster, J. Structure formation of regenerated cellulose materials from NMMO-solutions. Prog. Polym. Sci. 2001, 26, 1473–1524. [Google Scholar] [CrossRef]
- Pulidindi, K.; Chakraborty, S. Lyocell Fiber Market Size Industry Share Report 2017–2024. Available online: https://www.gminsights.com/industry-analysis/lyocell-fiber-market?utm_source=prnewswire.com&utm_medium=referral&utm_campaign=Paid_prnewswire (accessed on 20 July 2020).
- Sayyed, A.J.; Deshmukh, N.A.; Pinjari, D.V. A critical review of manufacturing processes used in regenerated cellulosic fibres: Viscose, cellulose acetate, cuprammonium, LiCl/DMAc, ionic liquids, and NMMO based lyocell. Cellulose 2019, 26, 2913–2940. [Google Scholar] [CrossRef]
- Sayyed, A.J.; Gupta, D.; Deshmukh, N.A.; Mohite, L.V.; Pinjari, D.V. Influence of intensified cellulose dissolution process on spinning and properties of lyocell fibres. Chem. Eng. Process. Process. Intensif. 2020, 155, 108063. [Google Scholar] [CrossRef]
- Jiang, X.; Bai, Y.; Chen, X.; Liu, W. A review on raw materials, commercial production and properties of lyocell fiber. J. Bioresour. Bioprod. 2020, 5, 16–25. [Google Scholar] [CrossRef]
- Arnoul-Jarriault, B.; Lachenal, D.; Chirat, C.; Heux, L. Upgrading softwood bleached kraft pulp to dissolving pulp by cold caustic treatment and acid-hot caustic treatment. Ind. Crop. Prod. 2015, 65, 565–571. [Google Scholar] [CrossRef]
- Ambjörnsson, H.A.; Östberg, L.; Schenzel, K.; Larsson, P.T.; Germgård, U. Enzyme pretreatment of dissolving pulp as a way to improve the following dissolution in NaOH/ZnO. Holzforschung 2014, 68, 385–391. [Google Scholar] [CrossRef]
- Wang, X.; Duan, C.; Zhao, C.; Meng, J.; Qin, X.; Xu, Y.; Ni, Y. Heteropoly acid catalytic treatment for reactivity enhancement and viscosity control of dissolving pulp. Bioresour. Technol. 2018, 253, 182–187. [Google Scholar] [CrossRef] [PubMed]
- Felgueiras, C.; Azoia, N.G.; Gonçalves, C.; Gama, M.; Dourado, F. Trends on the Cellulose-Based Textiles: Raw Materials and Technologies. Front. Bioeng. Biotechnol. 2021, 9, 608826. [Google Scholar] [CrossRef] [PubMed]
- Zhang, H.R.; Liu, X.; Li, D.; Dai, D.; Li, R. Preparation of Lyocell fiber from high hemicellulose pulp. J. Appl. Polym. Sci. 2008, 31, 24–27. [Google Scholar]
- Sixta, H. Dissolving grade pulp. In Handbook of Pulp; Wiley-VCH: Weinheim, Germany, 2006; pp. 1022–1026. [Google Scholar]
- Adorjan, I.; Potthast, A.; Rosenau, T.; Sixta, H.; Kosma, P. Discoloration of cellulose solutions in N-methylmorpholine-N-oxide (Lyocell). Part 1: Studies on model compounds and pulps. Cellulose 2005, 12, 51–57. [Google Scholar] [CrossRef]
- Zhang, H.R. Study on Lyocell Fiber from a Cheap Pulp with High Hemicellulose Content. Ph.D. Thesis, Dong Hua University, Shanghai, China, 2007. [Google Scholar]
- Collier, B.J.; Dever, M.; Petrovan, S.; Collier, J.R.; Li, Z.; Wei, X. Rheology of Lyocell Solutions from Different Cellulose Sources. J. Polym. Environ. 2000, 8, 151–154. [Google Scholar] [CrossRef]
- Cuissinat, C.; Navard, P. Swelling and Dissolution of Cellulose Part 1: Free Floating Cotton and Wood Fibres in N-Methylmorpholine-N-oxide–Water Mixtures. Macromol. Symp. 2006, 244, 1–18. [Google Scholar] [CrossRef]
- Clasen, C.; Kulicke, W.-M. Determination of viscoelastic and rheo-optical material functions of water-soluble cellulose derivatives. Prog. Polym. Sci. 2001, 26, 1839–1919. [Google Scholar] [CrossRef]
- Lefebvre, J.; Doublier, J.L. Rheological behavior of polysaccharides aqueous systems. In Polysaccharides: Structural Diversity and Functional Versatility, 2nd ed.; Severian, D., Ed.; Marcel Dekker: New York, NY, USA, 2005; pp. 357–394. [Google Scholar]
- Blachot, J.-F.; Brunet, N.; Navard, P.; Cavaillé, J.-Y. Rheological behavior of cellulose/monohydrate of n-methylmorpholine n-oxide solutions Part 1: Liquid state. Rheol. Acta 1998, 37, 107–114. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
| Treatment | Enzyme Dosage (ppm) | Alkaline Concentration (%) | Acid Concentration (%) | Temperature (°C) | Pulp Consistency (%) | Time (min) |
|---|---|---|---|---|---|---|
| Enzymatic treatment (E) | 100 | -- | 50 | 5 | 120 | |
| Caustic treatment (C) | -- | 6 | 40 | 10 | 60 | |
| Acid treatment I (A1) | 2 | 80 | 10 | 60 | ||
| Acid treatment I (A2) | 0.25 | 100 | 10 | 60 | ||
| Enzymatic treatment (E) | 100 | -- | 50 | 5 | 120 |
| No. | Sequence |
|---|---|
| 1# | C + A1 |
| 2# | C + A1 + E |
| 3# | C + A2 |
| 4# | C + A2 + E |
| Sample | Intrinsic Viscosity (mL·g−1) | R10 (%) | R18 (%) | R18–R10 (%) | Ash (%) | Fe (mg·kg−1) | Mg (mg·kg−1) | Ca (mg·kg−1) | Cu (mg·kg−1) |
|---|---|---|---|---|---|---|---|---|---|
| 1# | 430 | 90.1 | 91.8 | 1.7 | 0.01 | ND | 39 | ND | ND |
| 2# | 436 | 89.6 | 90.9 | 1.3 | 0.01 | 4.0 | 34 | ND | ND |
| 3# | 468 | 90.6 | 92.6 | 2.0 | 0.01 | 21 | 41 | ND | ND |
| 4# | 468 | 90.3 | 92.0 | 1.7 | 0.01 | 7.0 | 25 | 55 | ND |
| Control | 456 | 89.8 | 95.0 | 5.2 | ND | 5.6 | 34 | ND | ND |
| Raw material | 699 | 85.5 | 86.5 | 1.0 | 0.16 | 9.0 | 143 | 197 | ND |
| Sample | Lyocell Solution Viscosity (cp) | Dissolution Time (min) | Yield (%) | Stability |
|---|---|---|---|---|
| 1# | 125 | 85 | 94.56% | 126.96 |
| 2# | 114 | 70 | 93.28% | 108.90 |
| 3# | 127 | 80 | 90.91% | 167.86 |
| 4# | 125 | 60 | 89.47% | 192.65 |
| Control | 164 | 40 | 93.17% | 96.00 |
| Dissolution Time | 1# | 2# | 3# | 4# |
|---|---|---|---|---|
| 20 min |  |  | 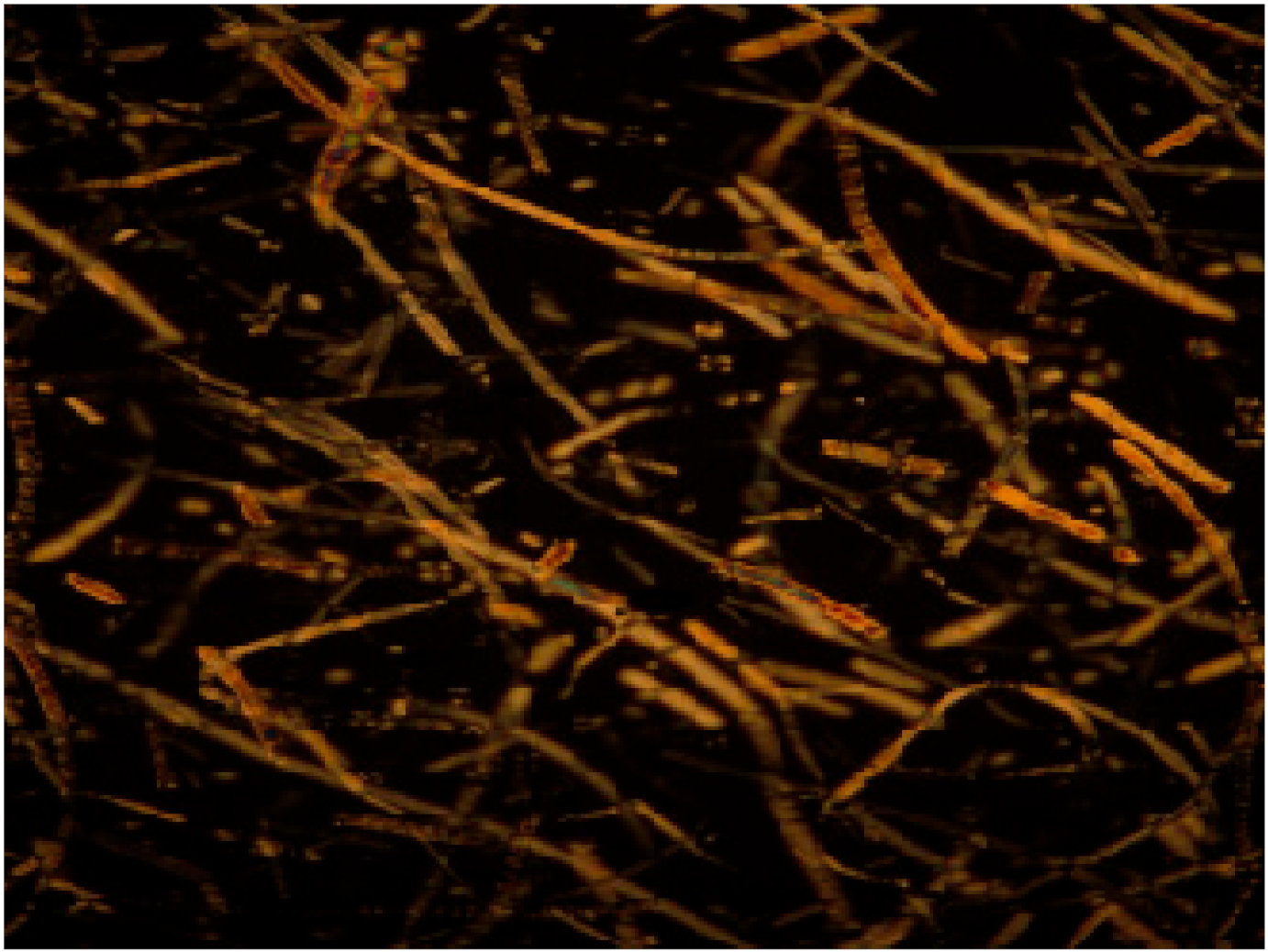 | 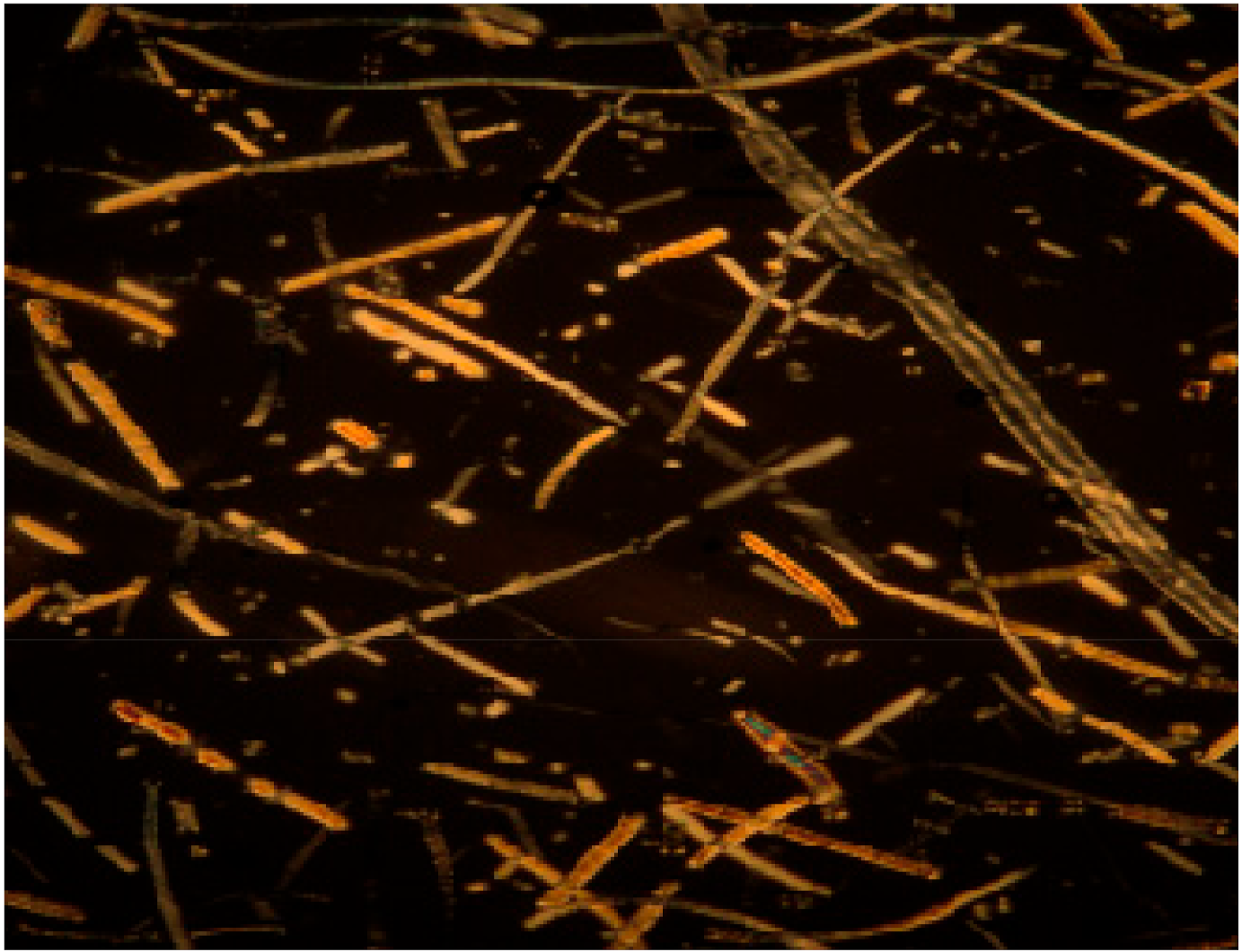 |
| 30 min | 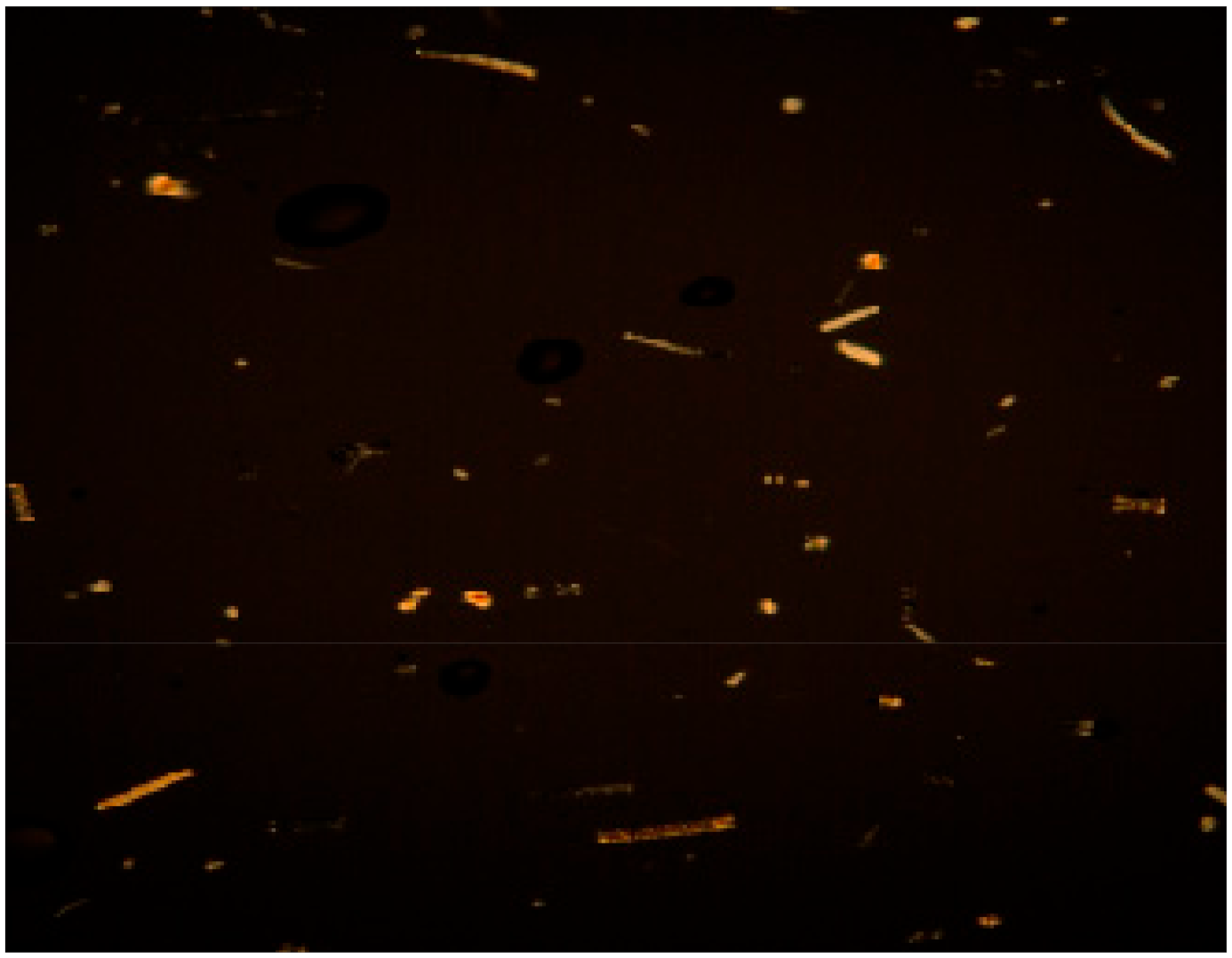 | 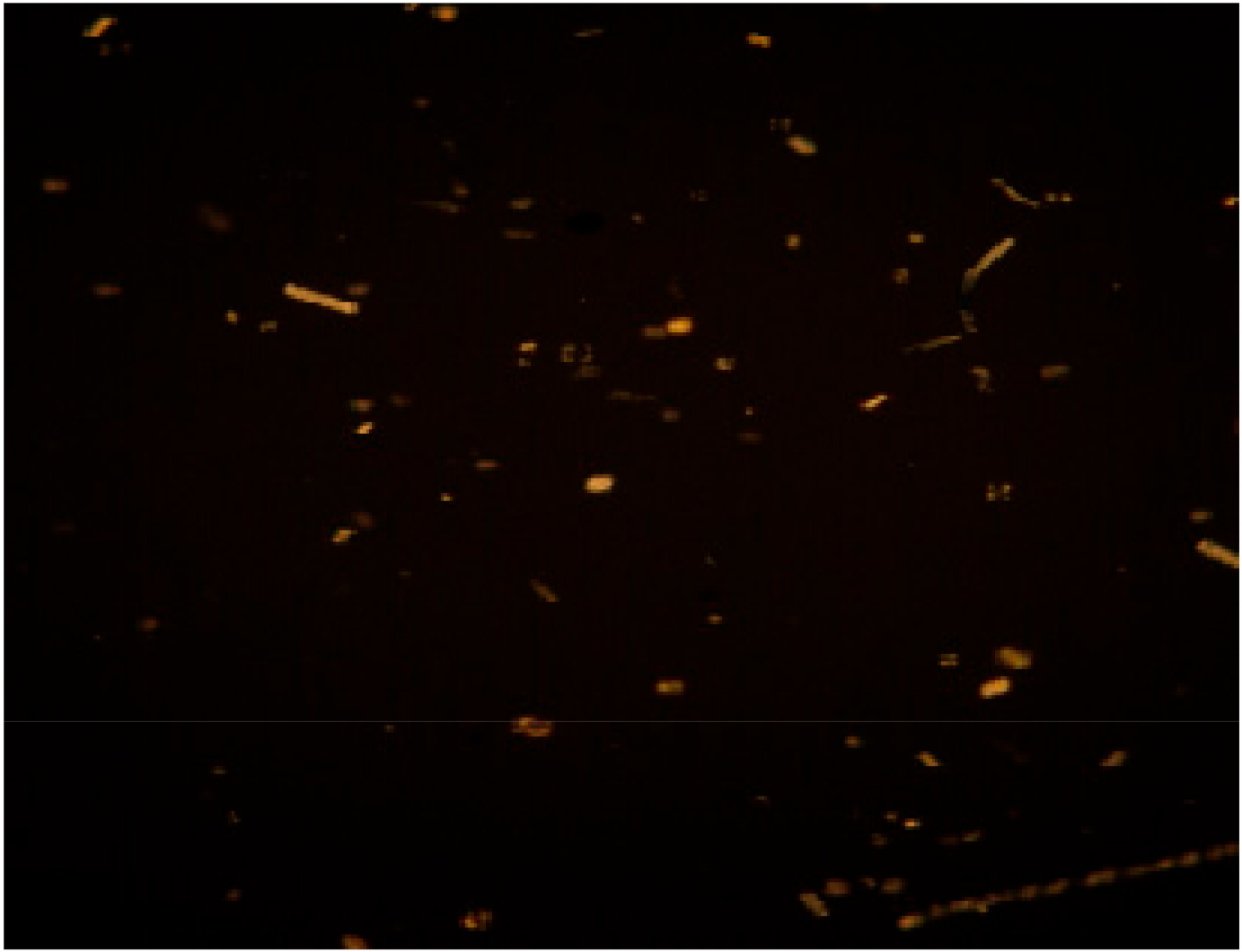 |  | 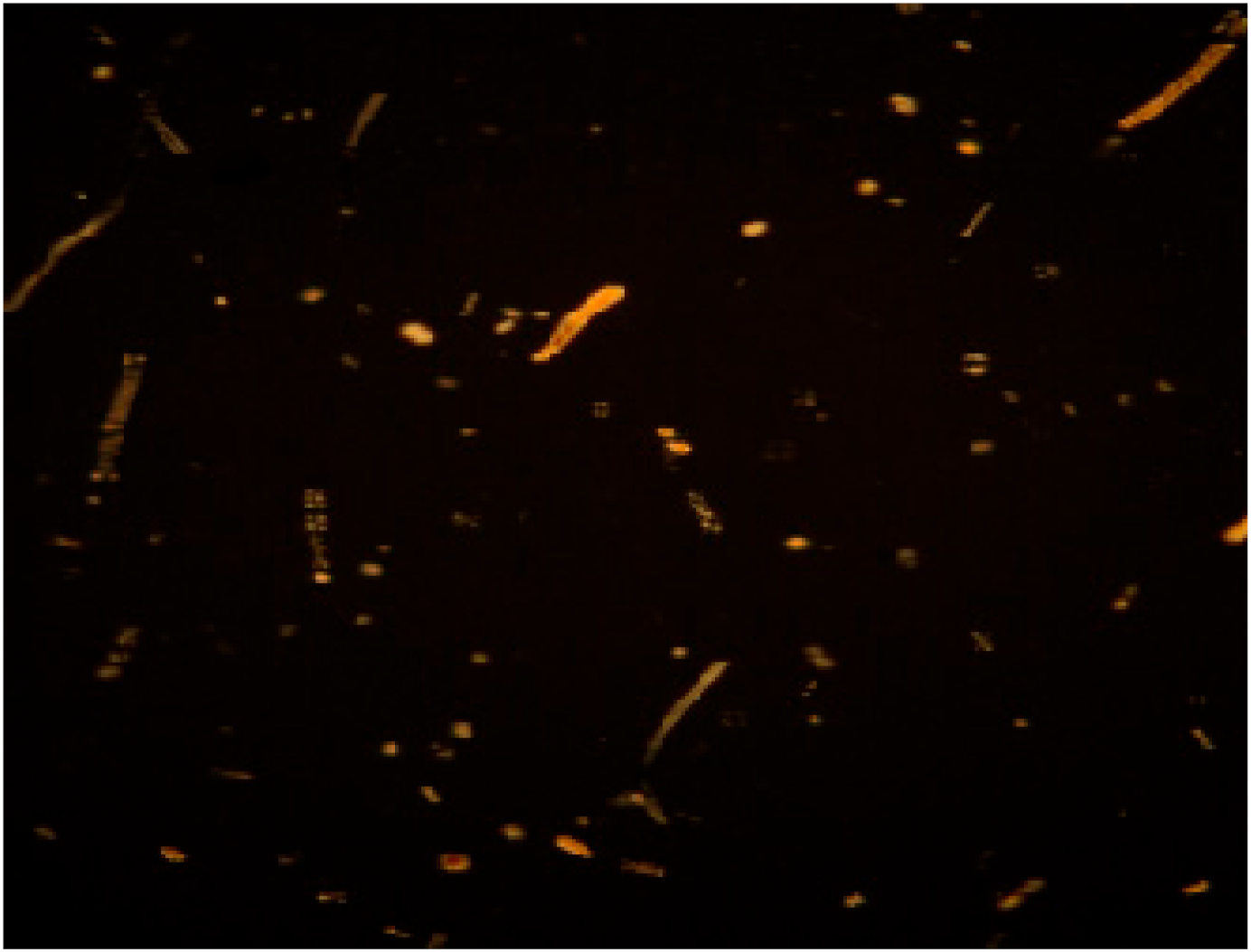 |
| 40 min |  |  |  |  |
| 45 min |  |  |  |
| Sample | Steady State | Dynamic State | |||||||
|---|---|---|---|---|---|---|---|---|---|
| n | K | η0 (Pa·s) | Δη | Gc (Pa) | π | fc (Hz) | wc (r·s−1) | tc (s) | |
| 1# | 0.271 | 644.6 | 43,600 | 17.88 | 6435 | 15.5 | 1.26 | 7.94 | 0.126 |
| 2# | 0.289 | 787.4 | 63,900 | 17.29 | - | - | - | - | - |
| 3# | 0.267 | 488.3 | 27,800 | 18.22 | 515 | 194.2 | 0.63 | 3.98 | 0.251 |
| 4# | 0.529 | 365.2 | 4170 | 12.69 | 740 | 135.1 | 0.20 | 1.26 | 0.794 |
| Control | 0.614 | 197.8 | 941 | 11.40 | 994 | 100.6 | 1.22 | 7.64 | 0.131 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gong, C.; Ni, J.; Fan, S.; Zhang, Y.; Yang, B.; Su, Z. Upgrading Paper-Grade Pulp as Dissolving Pulp for Lyocell Fiber Preparation. Coatings 2023, 13, 3. https://doi.org/10.3390/coatings13010003
Gong C, Ni J, Fan S, Zhang Y, Yang B, Su Z. Upgrading Paper-Grade Pulp as Dissolving Pulp for Lyocell Fiber Preparation. Coatings. 2023; 13(1):3. https://doi.org/10.3390/coatings13010003
Chicago/Turabian StyleGong, Chen, Jianping Ni, Shujie Fan, Yu Zhang, Bin Yang, and Zhenhua Su. 2023. "Upgrading Paper-Grade Pulp as Dissolving Pulp for Lyocell Fiber Preparation" Coatings 13, no. 1: 3. https://doi.org/10.3390/coatings13010003
APA StyleGong, C., Ni, J., Fan, S., Zhang, Y., Yang, B., & Su, Z. (2023). Upgrading Paper-Grade Pulp as Dissolving Pulp for Lyocell Fiber Preparation. Coatings, 13(1), 3. https://doi.org/10.3390/coatings13010003