
Co-Optimization of the Preparation Process of Ni-Based Self-Lubricating Coatings by Magneto-Thermal-Assisted Laser Cladding
Abstract
:1. Introduction
2. Experimentation and Optimization Strategies
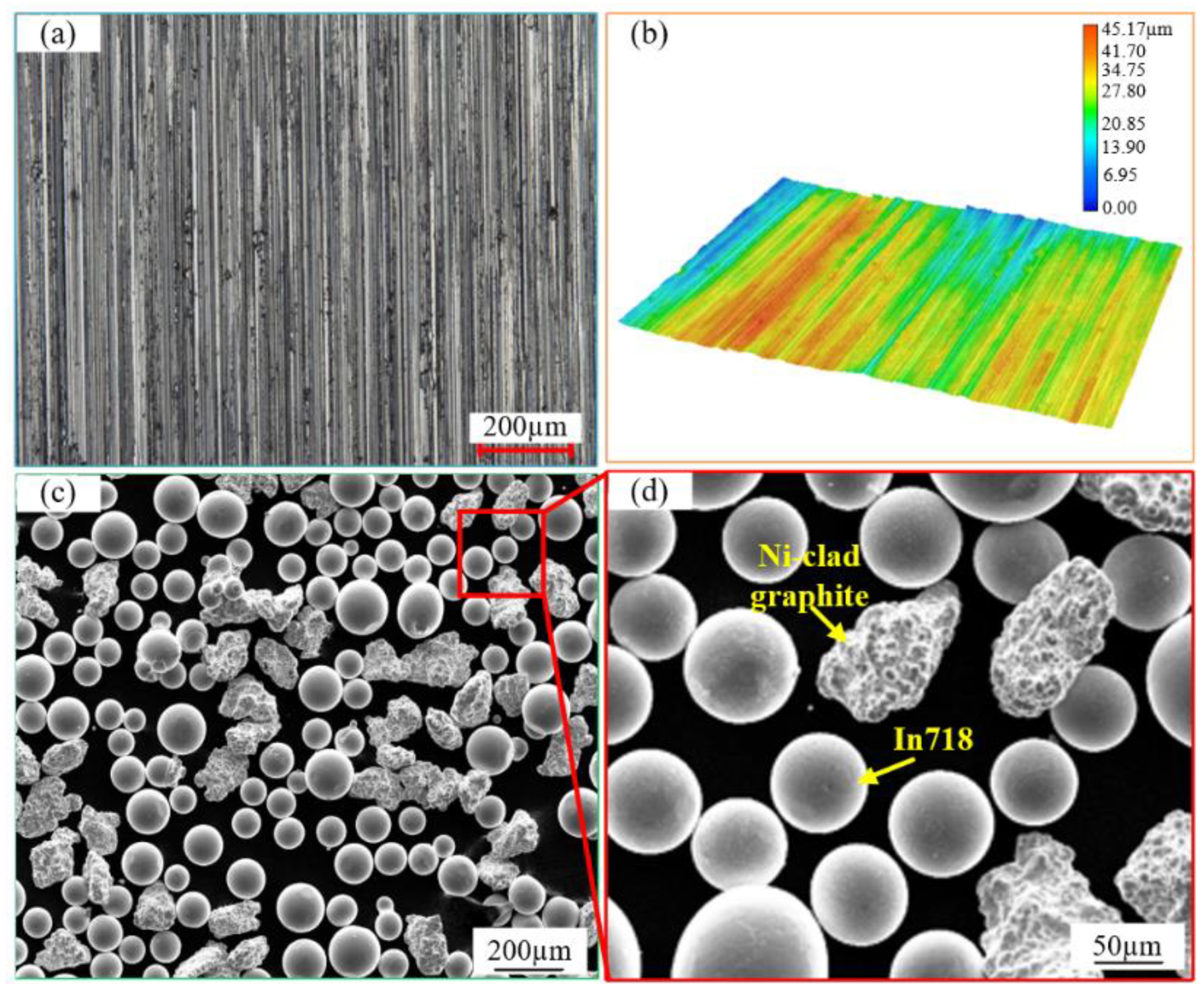
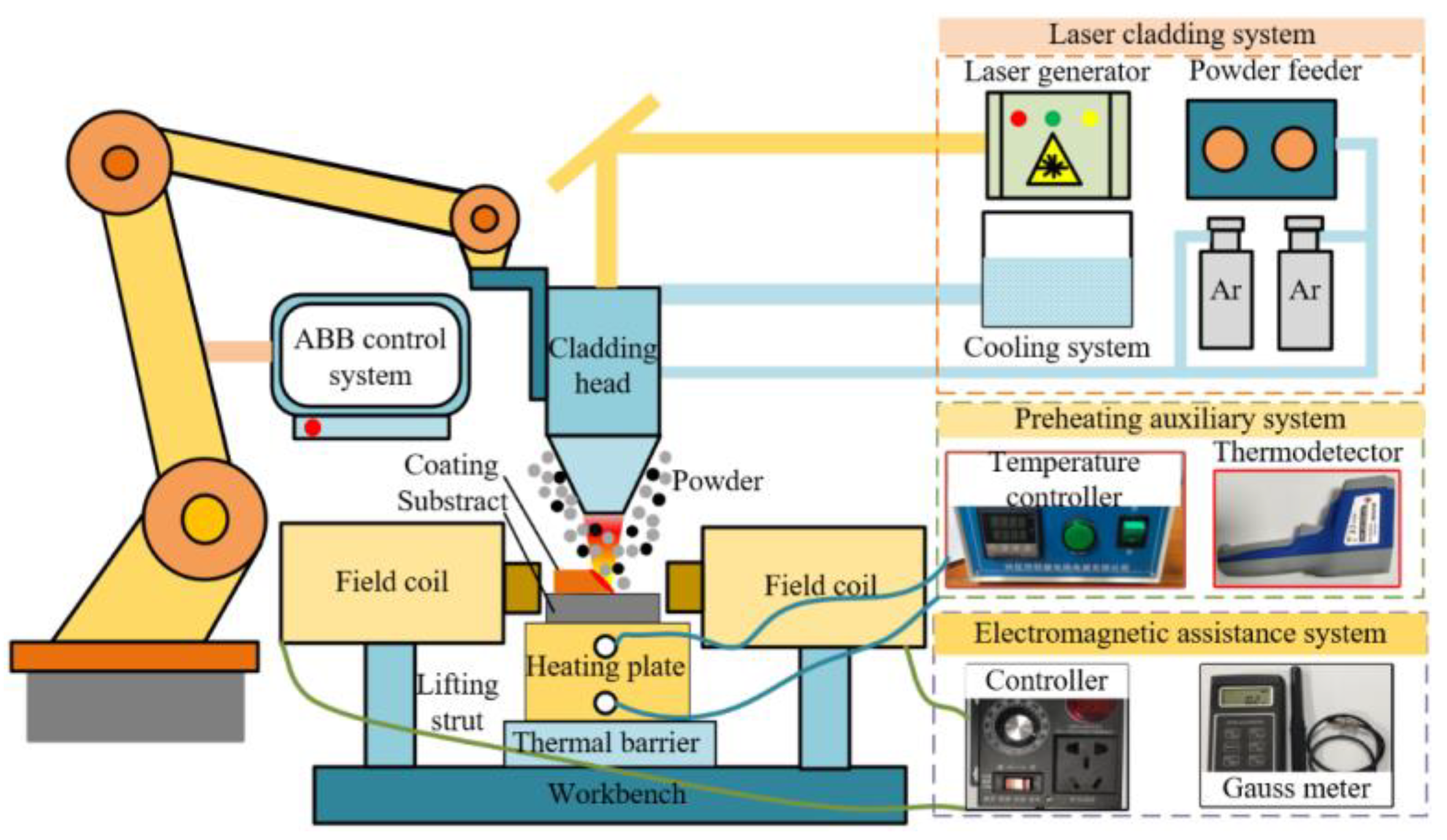
2.1. Materials and Equipment
2.2. Experimental Dessign
2.3. Optimized Strategies
2.3.1. Optimization of MOPSO
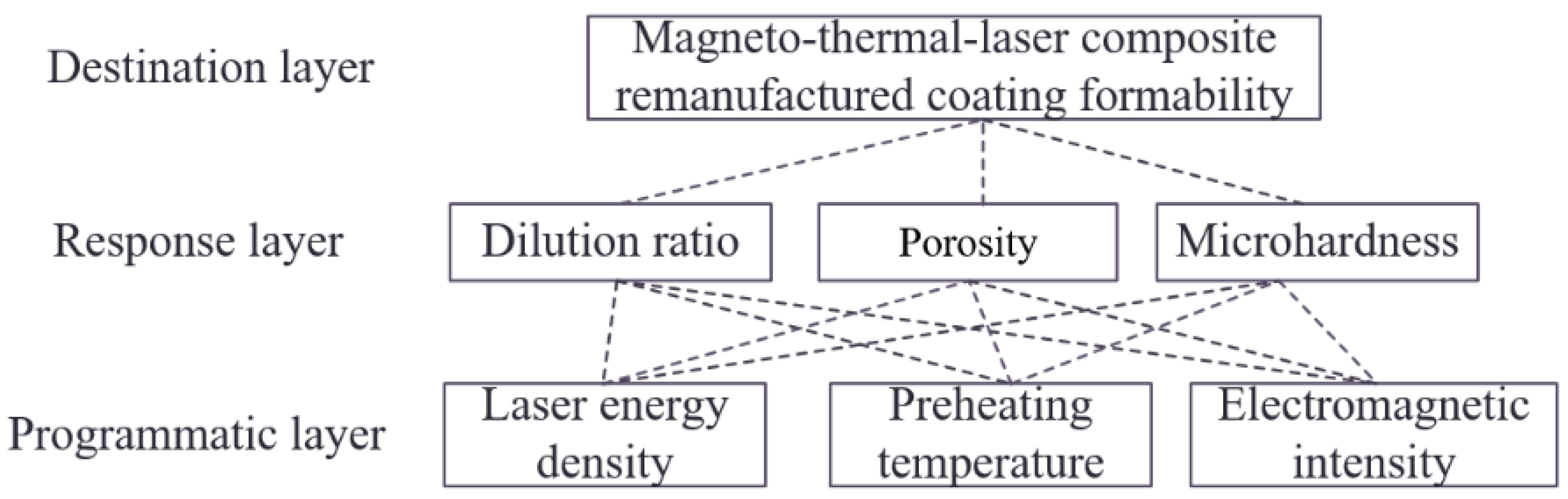
2.3.2. Decision Analysis with AE-TOPSIS
3. Results and Discussion
3.1. ANOVA and Predictive Modeling
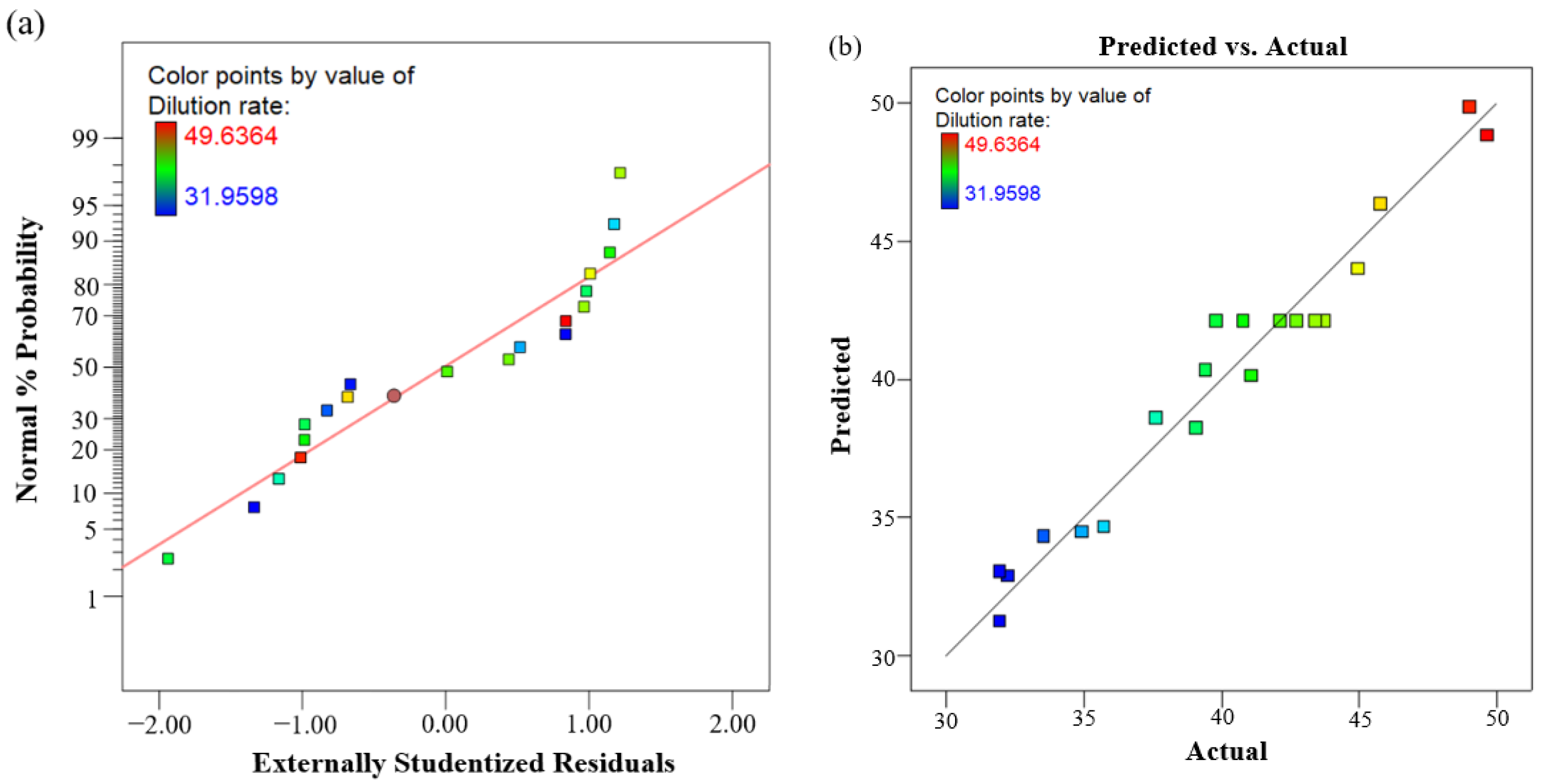
3.1.1. Dilution Ratio
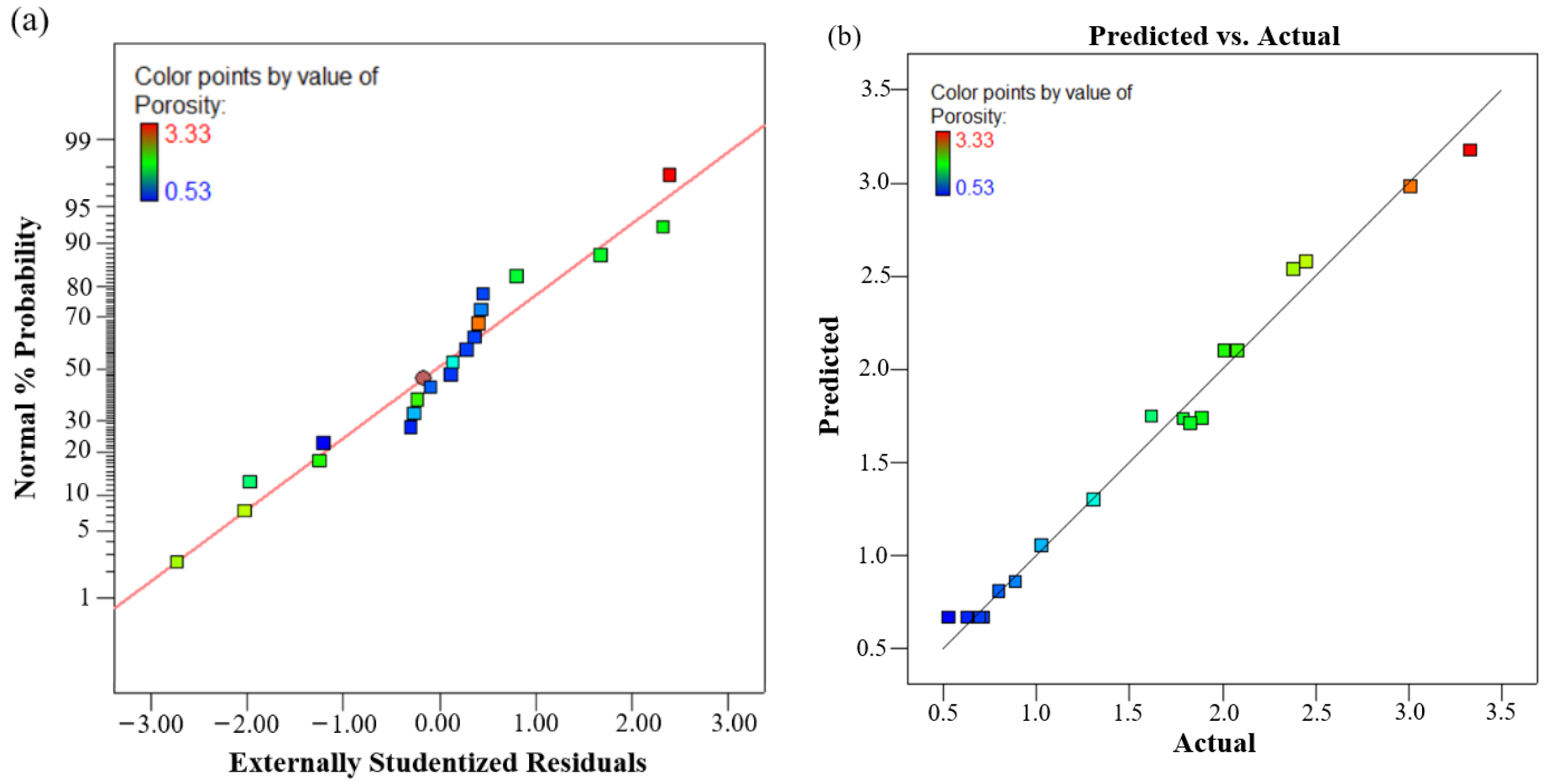
3.1.2. Porosity
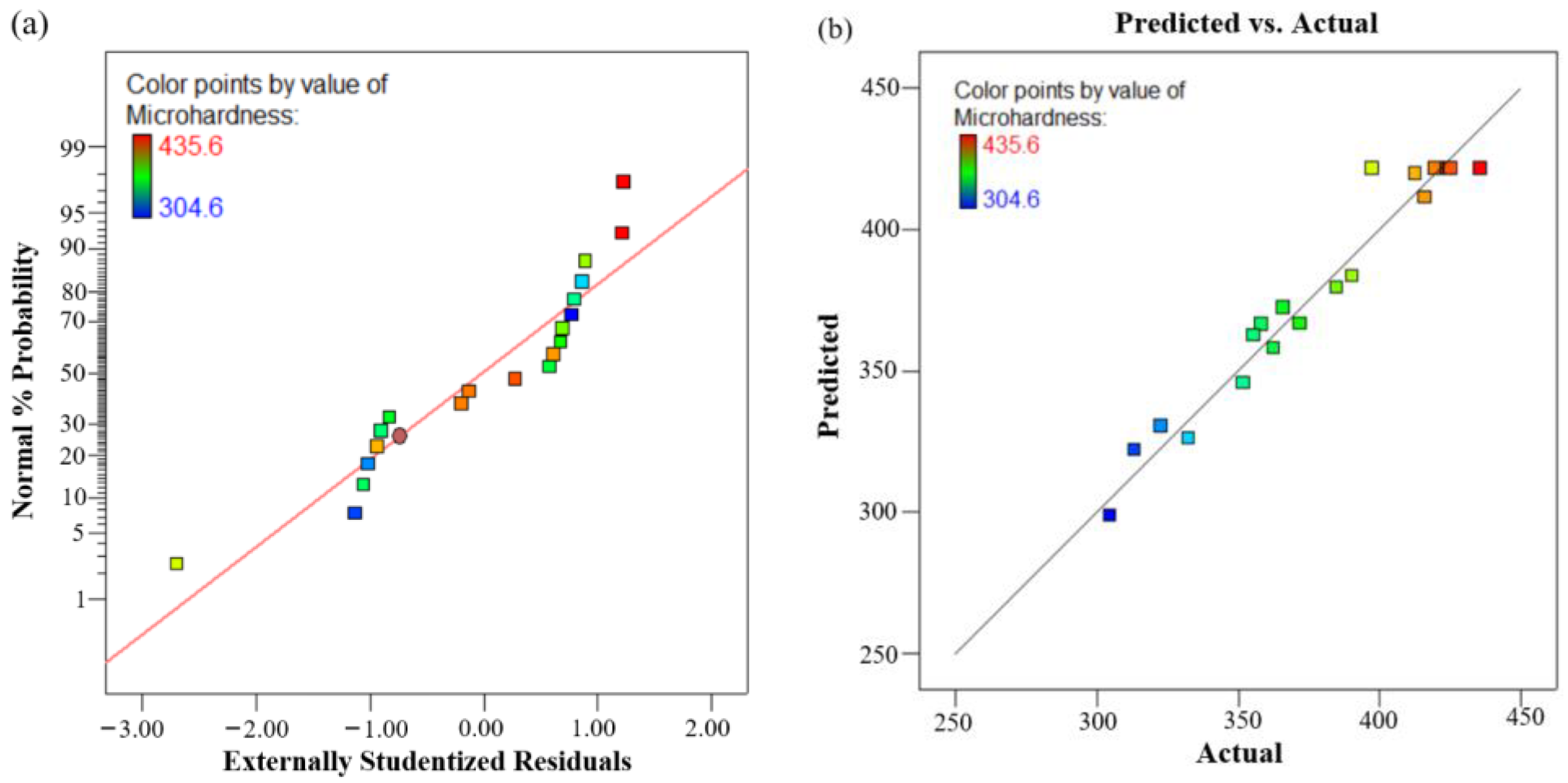
3.1.3. Microhardness
3.2. Interaction of Process Parameters
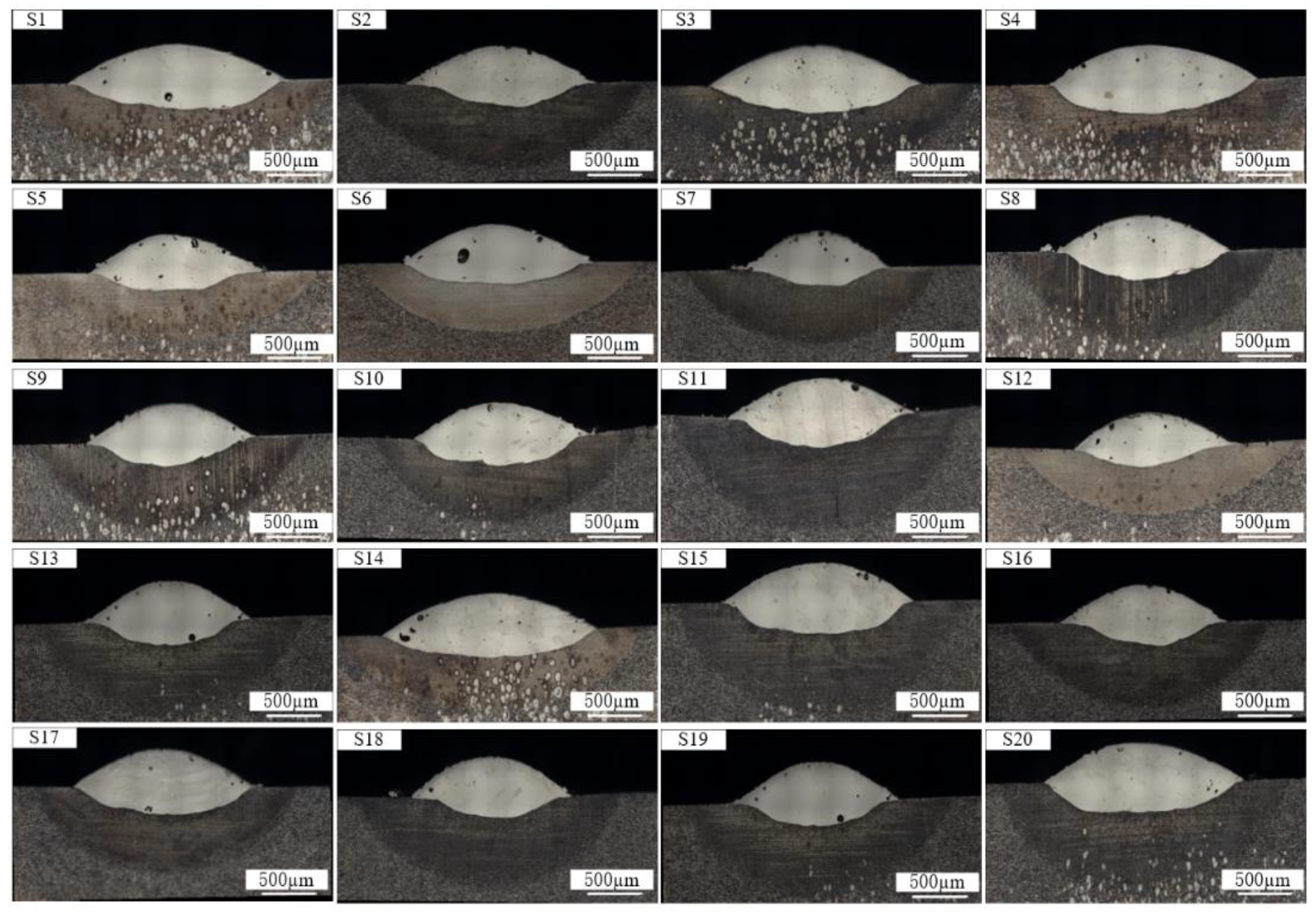
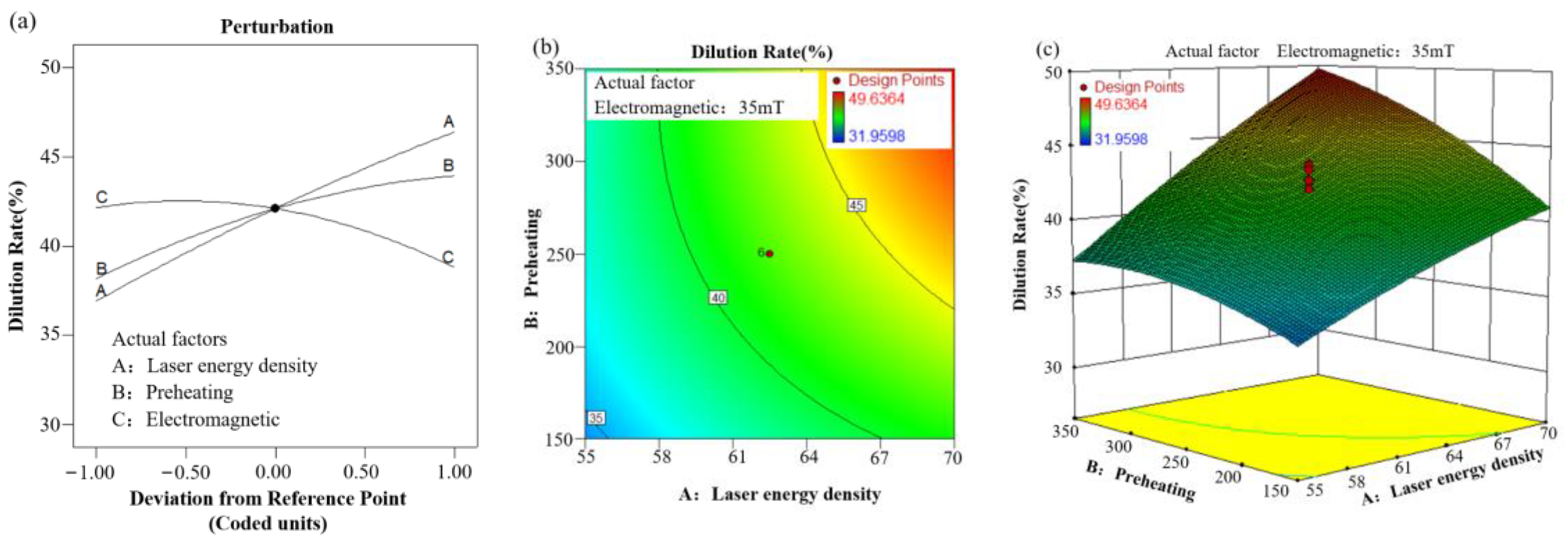
3.2.1. Dilution Ratio
3.2.2. Porosity
3.2.3. Microhardness
3.3. Optimized Implementation
3.3.1. Multi-Objective Process Optimization
3.3.2. Integrated Decision-Making Based on IAE-TOPSIS
3.4. Verification
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ding, Z.C.; Fang, Z.Y.; Wang, G.Y.; Wu, C.C.; Yang, S. Microstructure and properties of Mo-Si-B-Y2O3 composite coating on nickel-based alloy by laser cladding. Opt. Laser. Technol. 2023, 164, 109473. [Google Scholar] [CrossRef]
- Sun, Y.; Gao, J.; Wang, K.N.; Song, Q.; Cui, H.Z.; Li, W.S.; Wang, C.M. The effect of multi-element alloying on the structure and properties of laser cladding nickel-based coatings. Surf. Coat. Technol. 2023, 454, 129174. [Google Scholar] [CrossRef]
- Yong, Y.W.; Fu, W.; Zhang, X.; Deng, Q.L.; Yang, J.G. In-situ Synthesis of WC/TaC Reinforced Nickel-Based Composite Alloy Coating by Laser Cladding. Rare Metal. Mater. Eng. 2017, 46, 3176–3181. [Google Scholar] [CrossRef]
- Liu, X.B.; Liu, H.Q.; Meng, X.J.; Sun, C.F.; Wang, M.D.; Qi, L.H.; Shi, G.L.; Wu, S.H. Effects of aging treatment on microstructure and tribological properties of nickel-based high-temperature self-lubrication wear resistant composite coatings by laser cladding. Mater. Chem. Phys. 2014, 143, 616–621. [Google Scholar] [CrossRef]
- Kumar, R.; Torres, H.; Aydinyan, S.; Antonov, M.; Varga, M.; Hussainova, I.; Rodriguez Ripoll, M. Tribological behavior of Ni-based self-lubricating claddings containing sulfide of nickel, copper, or bismuth at temperatures up to 600 °C. Surf. Coat. Technol. 2023, 456, 129270. [Google Scholar] [CrossRef]
- Zhao, Y.; Feng, K.; Yao, C.W.; Nie, P.L.; Huang, J.; Li, Z.G. Microstructure and tribological properties of laser cladded self-lubricating nickel-base composite coatings containing nano-Cu and h-BN solid lubricants. Surf. Coat. Technol. 2019, 359, 485–494. [Google Scholar] [CrossRef]
- Xu, T.Z.; Zhang, S.; Wang, Z.Y.; Zhang, C.H.; Zhang, D.X.; Wang, M.; Wu, C.L. Wear behavior of graphite self-lubricating Babbitt alloy composite coating on 20 steel prepared by laser cladding. Eng. Fail. Anal. 2022, 141, 106698. [Google Scholar] [CrossRef]
- Liu, Q.X.; Pang, M.; Chen, J.; Liu, G.; Zhang, L.J. Microstructure and properties characterization of Ti-containing Ni60/Graphite self-lubricating composite coatings applied on 300M ultra-high strength Steel by Laser Cladding. Mater. Chem. Phys. 2021, 266, 124554. [Google Scholar] [CrossRef]
- Yan, H.; Chen, Z.F.; Zhao, J.; Zhang, P.L.; Yu, Z.S.; Lu, Q.H. Enhancing tribological properties of WS2/NbC/Co-based self-lubricating coating via laser texturing and laser cladding two-step process. J. Mater. Res. Technol. 2020, 9, 9907–9919. [Google Scholar] [CrossRef]
- Yuan, J.H.; Yao, Y.G.; Zhuang, M.X.; Du, Y.Y.; Wang, L.; Yu, Z.S. Effects of Cu and WS2 addition on microstructural evolution and tribological properties of self-lubricating anti-wear coatings prepared by laser cladding. Tribol. Int. 2021, 157, 106872. [Google Scholar] [CrossRef]
- Torres, H.; Caykara, T.; Rojacz, H.; Prakash, B.; Rodríguez Ripol, M. The tribology of Ag/MoS2-based self-lubricating laser claddings for high temperature forming of aluminum alloys. Wear 2019, 442–443, 203110. [Google Scholar] [CrossRef]
- Liu, Q.; Wang, Y.; Bai, Y.; Li, Z.D.; Bao, M.Y.; Zhan, H.; Liu, N.; Chang, Z.D.; Ma, Y.S. Microstructural optimization and anti-wear performance of supersonicatmospheric plasma sprayed nickel based self-lubricating coatings under heavy load. Surf. Coat. Technol. 2021, 421, 127383. [Google Scholar] [CrossRef]
- Zhen, J.M.; Li, F.; Zhu, S.Y.; Ma, J.Q.; Qiao, Z.H.; Liu, W.M.; Yang, J. Friction and wear behavior of nickel-alloy-based high temperature self-lubricating composites against Si3N4 and Inconel 718. Tribol. Int. 2014, 75, 1–9. [Google Scholar] [CrossRef]
- Chen, Z.; Wagner, J.; Turq, V.; Hillairet, J.; Taberna, P.L.; Laloo, R.; Duluard, S.; Bernard, J.M.; Song, Y.; Yang, Q.; et al. Surfactant-assisted electrodeposition of Au–Co/WS2 self-lubricating coating from WS2 suspended cyanide electrolyte. J. Alloys Compd. 2020, 829, 154585. [Google Scholar] [CrossRef]
- Torres, H.; Panaitescu, I.; Gangl, R.; Hubmann, R.; Scheerer, M.; Rodríguez Ripoll, M. Laser metal deposition of self-lubricating alloys on selective laser melting maraging tools for the high temperature forming of aluminium. Wear 2023, 545–525, 204883. [Google Scholar] [CrossRef]
- Chen, L.; Chen, W.G.; Li, D.Y.; Jing, P.Y.; Yin, H.Z.; Wu, H.J.; Xie, Y.; Wang, X.N. Effect of nano-La2O3 doping on the tribological behavior of laser cladded WC-12Co coating on 65Mn steel under water lubrication condition. Tribol. Int. 2022, 169, 107428. [Google Scholar] [CrossRef]
- Lei, K.Y.; Qin, X.P.; Liu, H.M.; Ni, M. Analysis and modeling of melt pool morphology for high power diode laser cladding with a rectangle beam spot. Opt. Lasers Eng. 2018, 110, 89–99. [Google Scholar] [CrossRef]
- Wu, S.; Liu, Z.H.; Gong, Y.; Liang, X.B.; Wu, Y.F.; Zhao, X. Analysis of the sequentially coupled thermal–mechanical and cladding geometry of a Ni60A-25 %WC laser cladding composite coating. Opt. Laser Technol. 2023, 167, 109595. [Google Scholar] [CrossRef]
- Cui, G.J.; Feng, X.G.; Han, W.P.; Liu, Y.P.; Kou, Z.M. Microstructure and high temperature wear behavior of in-situ synthesized carbides reinforced Mo-based coating by laser cladding. Surf. Coat. Technol. 2023, 467, 129713. [Google Scholar] [CrossRef]
- Feng, Y.L.; Feng, K.; Feng, Y.Q.; Li, Z.G. Influence of residual stress on the cracking of the laser-cladded high-hardness coating. Mater. Lett. 2023, 349, 134715. [Google Scholar] [CrossRef]
- Cen, L.; Du, W.B.; Gong, M.C.; Lu, Y.; Zhang, C.; Gao, M. Effect of high-frequency beam oscillation on microstructures and cracks in laser cladding of Al-Cu-Mg alloys. Surf. Coat. Technol. 2022, 447, 128852. [Google Scholar] [CrossRef]
- Liu, Y.C.; Zhan, X.H.; Yi, P.; Liu, T.; Liu, B.L.; Wu, Q. Research on the transformation mechanism of graphite phase and microstructure in the heated region of gray cast iron by laser cladding. Opt. Laser Technol. 2018, 100, 19–86. [Google Scholar] [CrossRef]
- Pellizzari, M.; Zhao, Z.; Bosetti, P.; Perini, M. Optimizing direct laser metal deposition of H13 cladding on CuBe alloy substrate. Surf. Coat. Technol. 2022, 432, 128084. [Google Scholar] [CrossRef]
- Wang, H.Z.; Cheng, Y.H.; Yang, J.Y.; Liang, X.B. Microstructure and properties of Fe based amorphous coatings deposited by laser cladding under different preheating temperatures. J. Non-Cryst. Solids 2023, 602, 122081. [Google Scholar] [CrossRef]
- Zhuang, D.D.; Tao, W.W.; Ni, H.M.; Wang, A.Z.; Du, B.; Zhang, S.H.; Lian, X.L.; Wang, D.; Feng, Y.J. TiC distribution and properties of TiC-CrMnFeCoNi coating fabricated by laser cladding with ultrasound. Surf. Coat. Technol. 2023, 468, 129744. [Google Scholar] [CrossRef]
- Huo, K.; Zhou, J.Z.; Dai, F.Z.; Xu, J.L. Particle distribution and microstructure of IN718/WC composite coating fabricated by electromagnetic compound field-assisted lasercladding. Appl. Surf. Sci. 2021, 545, 149078. [Google Scholar] [CrossRef]
- Chen, Y.B.; Zhou, J.Z.; Li, P.F.; Huo, K.; Meng, X.K. Effect of Electromagnetic Field on Wear Resistance of Fe901/Al2O3 Metal Matrix Composite Coating Prepared by Laser Cladding. Materials 2022, 15, 1531. [Google Scholar] [CrossRef] [PubMed]
- Shi, Y.J.; Zhou, X.Y.; Wang, X.G.; Feng, X.T.; Peng, L.D. Effects of Electromagnetic Fields on the Microstructure of Laser Cladding. Materials 2022, 12, 4198. [Google Scholar] [CrossRef]
- Zhang, T.; Zhou, J.Z.; Wang, J.Z.; Meng, X.K.; Li, P.F.; Huang, S.; Zhu, H. Effect of hybrid ultrasonic-electromagnetic field on cracks and microstructure of Inconel 718/60%WC composites coating fabricated by laser cladding. Ceram. Int. 2022, 48, 33901–33913. [Google Scholar] [CrossRef]
- Nyadongo, S.T.; Olakanmi, E.O.; Pityana, S.L. Experimental and numerical analyses of geometrical and microstructural features of Tribaloy T-800 composite coating deposited via laser cladding-assisted with pre-heat (LCAP) process. J. Manuf. Process. 2021, 69, 84–111. [Google Scholar] [CrossRef]
- Li, Z.Q.; Du, Y.B.; He, G.H.; Liang, Q. Parameters optimization for single-track laser cladding based on MPA-SVR and A-NSGA-III. Opt. Laser. Technol. 2024, 169, 110069. [Google Scholar] [CrossRef]
- Cang, X.Y.; Shu, L.S.; Li, P.Y.; Zhou, J.; Hu, N.; Yu, H.L. Establishment and experimental verification of a three-dimensional finite element model for residual stress in surface processing of Inconel 718 alloy by laser cladding. Mater. Today. Commun. 2023, 37, 107008. [Google Scholar] [CrossRef]
- Shu, L.S.; Wu, H.; Heng, Z.; Li, J.H.; Cang, X.Y. Optimization, Microstructure, and Properties of Ti-6Al-4 V Coatings Fabricated by Laser Cladding. J. Mater. Eng. Perform. 2023, 32, 7946–7959. [Google Scholar] [CrossRef]
- Dehdarinejad, E.; Bayareh, M. Performance analysis of a novel cyclone separator using RBFNN and MOPSO algorithms. Powder Technol. 2023, 426, 118663. [Google Scholar] [CrossRef]
- Tian, Z.N.; Zhang, Z.Q.; Zhang, K.W.; Tang, X.M.; Huang, S.L. Statistical modeling and multi-objective optimization of road geopolymer grouting material via RSM and MOPSO. Constr. Build. Mater. 2021, 271, 121534. [Google Scholar] [CrossRef]
- SELLAMI, R.; SHER, F.; NEJI, R. An improved MOPSO algorithm for optimal sizing & placement of distributed generation: A case study of the Tunisian offshore distribution network (ASHTART). Energy Rep. 2022, 8, 6960–6975. [Google Scholar] [CrossRef]
- Zhai, L.L.; Ban, C.Y.; Zhang, J.W.; Yao, X.Y. Characteristics of dilution and microstructure in laser cladding Ni-Cr-B-Si coating assisted by electromagnetic compound field. Mater. Lett. 2019, 243, 195–198. [Google Scholar] [CrossRef]
- Farahmand, P.; Kovacevic, R. Laser cladding assisted with an induction heater (LCAIH) of Ni–60%WC coating. J. Mater. Process. Technol. 2015, 222, 244–258. [Google Scholar] [CrossRef]
- Liu, L.C.; Wang, G.; Ren, K.; Di, Y.L.; Wang, L.P.; Rong, Y.M.; Wang, H.D. Marangoni flow patterns of molten pools in multi-pass laser cladding with added nano-CeO2. Addit. Manuf. 2022, 59, 103156. [Google Scholar] [CrossRef]
- Volpp, J. Laser beam absorption measurement at molten metal surfaces. Measurement 2023, 209, 112524. [Google Scholar] [CrossRef]
- Zhang, T.; Zhou, J.Z.; Lv, J.; Meng, X.K.; Li, P.F.; Huang, S. A novel hybrid ultrasonic and electromagnetic field assisted laser cladding: Experimental study and synergistic effects. J. Mater. Process. Technol. 2022, 307, 117658. [Google Scholar] [CrossRef]
- Wu, Z.P.; Li, T.; Li, Q.; Shi, B.W.; Li, X.B.; Wang, X.L.; Lu, H.T.; Zhang, H.C. Process optimization of laser cladding Ni60A alloy coating in remanufacturing. Opt. Laser. Technol. 2019, 120, 105718. [Google Scholar] [CrossRef]
- Luu, D.N.; Zhou, W.; Nai, S.M.L. Mitigation of liquation cracking in selective laser melted Inconel 718 through optimization of layer thickness and laser energy density. J. Mater. Process. Technol. 2022, 299, 117374. [Google Scholar] [CrossRef]
- Hu, Y.; Wang, L.; Yao, J.H.; Xia, H.C.; Li, J.H.; Liu, R. Effects of electromagnetic compound field on the escape behavior of pores in molten pool during laser cladding. Surf. Coating. Technol. 2020, 383, 125198. [Google Scholar] [CrossRef]
- Zhou, S.; Huang, Y.; Zeng, X. A study of Ni-based WC composite coatings by laser induction hybrid rapid cladding with elliptical spot. Appl. Surf. Sci. 2008, 254, 3110–3119. [Google Scholar] [CrossRef]
- Wang, L.; Yao, J.; Hu, Y.; Zhang, Q.; Sun, Z.; Liu, R. Influence of electric-magnetic compound field on the WC particles distribution in laser melt injection. Surf. Coat. Technol. 2017, 315, 32–43. [Google Scholar] [CrossRef]
- Ding, H.; Dai, J.W.; Dai, T.; Sun, Y.W.; Lu, T.; Li, M.; Jia, X.J.; Huang, D.S. Effect of preheating/post-isothermal treatment temperature on microstructures and properties of cladding on U75V rail prepared by plasma cladding method. Surf. Coat. Technol. 2020, 399, 126122. [Google Scholar] [CrossRef]
- Torres, H.; Podgornik, B.; Jovičević-Klug, M.; Rodríguez Ripoll, M. Compatibility of graphite, hBN and graphene with self-lubricating coatings and tool steel for high temperature aluminum forming. Wear 2022, 490–491, 204187. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cr | Mn | C | Si | Mo | Fe |
|---|---|---|---|---|---|---|
| 42CrMo | 0.98 | 0.64 | 0.438 | 0.27 | 0.18 | Bal. |
| Element | Ni | Cr | Nb | Mo | Ti | Al | C | Fe |
|---|---|---|---|---|---|---|---|---|
| In718 | 52.6 | 18.75 | 5.25 | 3.03 | 0.97 | 0.35 | 0.04 | Bal. |
| Ni-clad graphite | 75 | - | - | - | - | - | 25 | - |
| Level of Factor | Laser Energy Density (J/mm2) | Preheating Temperature (°C) | Electromagnetic Intensity (mT) |
|---|---|---|---|
| 1 | 49.9 | 82 | 9.8 |
| 2 | 55 | 150 | 20 |
| 3 | 62.5 | 250 | 35 |
| 4 | 70 | 350 | 50 |
| 5 | 75.1 | 418 | 60.2 |
| Scale | Element |
|---|---|
| 1 | i is as important as j |
| 3 | i is slightly more important than j |
| 5 | i is significantly more important than j |
| 7 | i is more strongly important than j |
| 9 | i is more important than j |
| 2, 4, 6, 8 | Judgment of importance between the above |
| Reciprocal | Contrary to the above level of importance |
| Run Order | Process Parameters | Response | ||||
|---|---|---|---|---|---|---|
| A (J/mm2) | B (°C) | C (mT) | Dilution Rate (%) | Porosity (%) | Microhardness (HV0.5) | |
| 1 | 70.0 | 150 | 20 | 41.09 | 2.01 | 332.50 ± 9.76 |
| 2 | 62.5 | 250 | 60 | 35.73 | 1.31 | 358.23 ± 9.85 |
| 3 | 62.5 | 250 | 35 | 42.14 | 0.70 | 419.40 ± 12.95 |
| 4 | 75.1 | 250 | 35 | 49.64 | 1.89 | 313.30 ± 20.35 |
| 5 | 55.0 | 150 | 50 | 31.96 | 3.01 | 351.73 ± 19.88 |
| 6 | 62.5 | 82 | 35 | 33.54 | 3.33 | 322.59 ± 23.23 |
| 7 | 49.9 | 250 | 35 | 32.26 | 2.08 | 365.80 ± 19.14 |
| 8 | 62.5 | 250 | 35 | 42.74 | 0.63 | 420.26 ± 19.78 |
| 9 | 62.5 | 250 | 35 | 39.81 | 0.53 | 435.60 ± 17.81 |
| 10 | 62.5 | 250 | 35 | 43.42 | 0.72 | 397.33 ± 18.00 |
| 11 | 62.5 | 418 | 35 | 44.95 | 1.03 | 412.52 ± 17.89 |
| 12 | 55.0 | 150 | 20 | 34.94 | 2.45 | 362.53 ± 10.37 |
| 13 | 70.0 | 150 | 50 | 37.64 | 2.38 | 304.60 ± 9.43 |
| 14 | 62.5 | 250 | 35 | 43.72 | 0.71 | 425.13 ± 22.52 |
| 15 | 70.0 | 350 | 50 | 45.77 | 0.89 | 390.25 ± 22.46 |
| 16 | 62.5 | 250 | 10 | 39.43 | 1.83 | 355.47 ± 18.34 |
| 17 | 62.5 | 250 | 35 | 40.80 | 0.68 | 435.50 ± 12.26 |
| 18 | 55.0 | 350 | 50 | 31.96 | 0.80 | 416.08 ± 6.61 |
| 19 | 55.0 | 350 | 20 | 39.08 | 1.79 | 384.80 ± 24.94 |
| 20 | 70.0 | 350 | 20 | 49.02 | 1.62 | 371.83 ± 23.53 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 531.29 | 9 | 59.03 | 27.27 | <0.0001 | Significant |
| A | 307.54 | 1 | 307.54 | 142.07 | <0.0001 | |
| B | 113.59 | 4 | 113.59 | 52.47 | <0.0001 | |
| C | 38.78 | 1 | 38.78 | 17.92 | 0.0017 | |
| AB | 17.74 | 1 | 17.74 | 8.20 | 0.0169 | |
| B2 | 15.67 | 1 | 15.67 | 7.24 | 0.0227 | |
| C2 | 38.39 | 1 | 38.39 | 17.73 | 0.0018 | |
| Residual | 21.65 | 10 | 2.16 | |||
| Lack of Fit | 9.96 | 5 | 1.99 | 0.85 | 0.5677 | Not significant |
| R2 | 0.9609 | Pre-R2 | 0.8260 | |||
| Adj-R2 | 0.9256 | Adequate Precision | 17.906 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 13.46 | 9 | 1.50 | 94.24 | <0.0001 | Significant |
| A | 0.16 | 1 | 0.16 | 9.97 | 0.0102 | |
| B | 5.44 | 4 | 5.44 | 342.77 | <0.0001 | |
| C | 0.20 | 1 | 0.20 | 12.79 | 0.0050 | |
| AB | 0.12 | 1 | 0.12 | 7.72 | 0.0195 | |
| BC | 0.88 | 1 | 0.88 | 55.33 | <0.0001 | |
| A2 | 2.83 | 1 | 2.83 | 178.10 | <0.0001 | |
| B2 | 3.77 | 1 | 2.83 | 237.88 | <0.0001 | |
| C2 | 1.26 | 1 | 1.26 | 79.63 | <0.0001 | |
| Residual | 0.16 | 10 | 0.016 | |||
| Lack of Fit | 0.13 | 5 | 0.027 | 5.13 | 0.0485 | Not significant |
| R2 | 0.9883 | Pre-R2 | 0.9204 | |||
| Adj-R2 | 0.9779 | Adequate Precision | 28.167 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 30668.42 | 9 | 3407.60 | 21.23 | <0.0001 | Significant |
| A | 3054.86 | 1 | 3054.86 | 19.03 | 0.0014 | |
| B | 9640.25 | 1 | 9640.25 | 60.05 | <0.0001 | |
| BC | 976.82 | 1 | 976.82 | 6.08 | <0.0001 | |
| A2 | 9986.14 | 1 | 9986.14 | 62.20 | <0.0001 | |
| B2 | 3886.69 | 1 | 3886.69 | 24.21 | 0.0006 | |
| C2 | 5884.61 | 1 | 5884.61 | 36.66 | <0.0001 | |
| Residual | 1605.39 | 10 | 160.54 | |||
| Lack of Fit | 610.23 | 5 | 122.05 | 0.61 | 0.6977 | Not significant |
| R2 | 0.9503 | Pre-R2 | 0.8128 | |||
| Adj-R2 | 0.9055 | Adequate Precision | 13.720 |
| Rank | A (J/mm2) | B (°C) | C (mT) | DR | Porosity | Microhardness (HV0.5) | Synthesis Score |
|---|---|---|---|---|---|---|---|
| 1 | 56.8 | 350 | 49.1 | 36.17 | 0.64 | 420.59 | 0.867 |
| 2 | 58.4 | 350 | 48.5 | 37.67 | 0.52 | 425.73 | 0.859 |
| 3 | 56.4 | 342 | 50.0 | 35.58 | 0.69 | 417.01 | 0.854 |
| 4 | 57.8 | 350 | 47.5 | 37.49 | 0.55 | 426.12 | 0.852 |
| 5 | 58.5 | 322 | 48.9 | 37.58 | 0.55 | 422.95 | 0.851 |
| 6 | 59.8 | 350 | 50.0 | 38.36 | 0.45 | 424.71 | 0.847 |
| 7 | 57.3 | 350 | 45.9 | 37.58 | 0.58 | 427.15 | 0.845 |
| 8 | 58.8 | 350 | 47.2 | 38.43 | 0.48 | 428.50 | 0.843 |
| 9 | 56.4 | 345 | 45.1 | 37.03 | 0.66 | 424.94 | 0.837 |
| 10 | 56.5 | 350 | 44.6 | 37.19 | 0.66 | 425.77 | 0.832 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gong, J.; Shu, L.; Zhang, C.; Qin, J.; He, W.; Li, A. Co-Optimization of the Preparation Process of Ni-Based Self-Lubricating Coatings by Magneto-Thermal-Assisted Laser Cladding. Coatings 2023, 13, 1749. https://doi.org/10.3390/coatings13101749
Gong J, Shu L, Zhang C, Qin J, He W, Li A. Co-Optimization of the Preparation Process of Ni-Based Self-Lubricating Coatings by Magneto-Thermal-Assisted Laser Cladding. Coatings. 2023; 13(10):1749. https://doi.org/10.3390/coatings13101749
Chicago/Turabian StyleGong, Jiangtao, Linsen Shu, Chaoming Zhang, Jingpeng Qin, Wei He, and Anjun Li. 2023. "Co-Optimization of the Preparation Process of Ni-Based Self-Lubricating Coatings by Magneto-Thermal-Assisted Laser Cladding" Coatings 13, no. 10: 1749. https://doi.org/10.3390/coatings13101749