
Analysis of Wear Using the Taguchi Method in TiSiNOS-Coated and Uncoated H13 Tool Steel
 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Method
2.1. Tool Material
2.2. Coating Materials and Method
2.3. The Taguchi Method
2.4. Experimental Method
3. Results and Discussion
3.1. Effect of Wear with the Influence on Process Parameters
3.2. Experimental Results and Taguchi
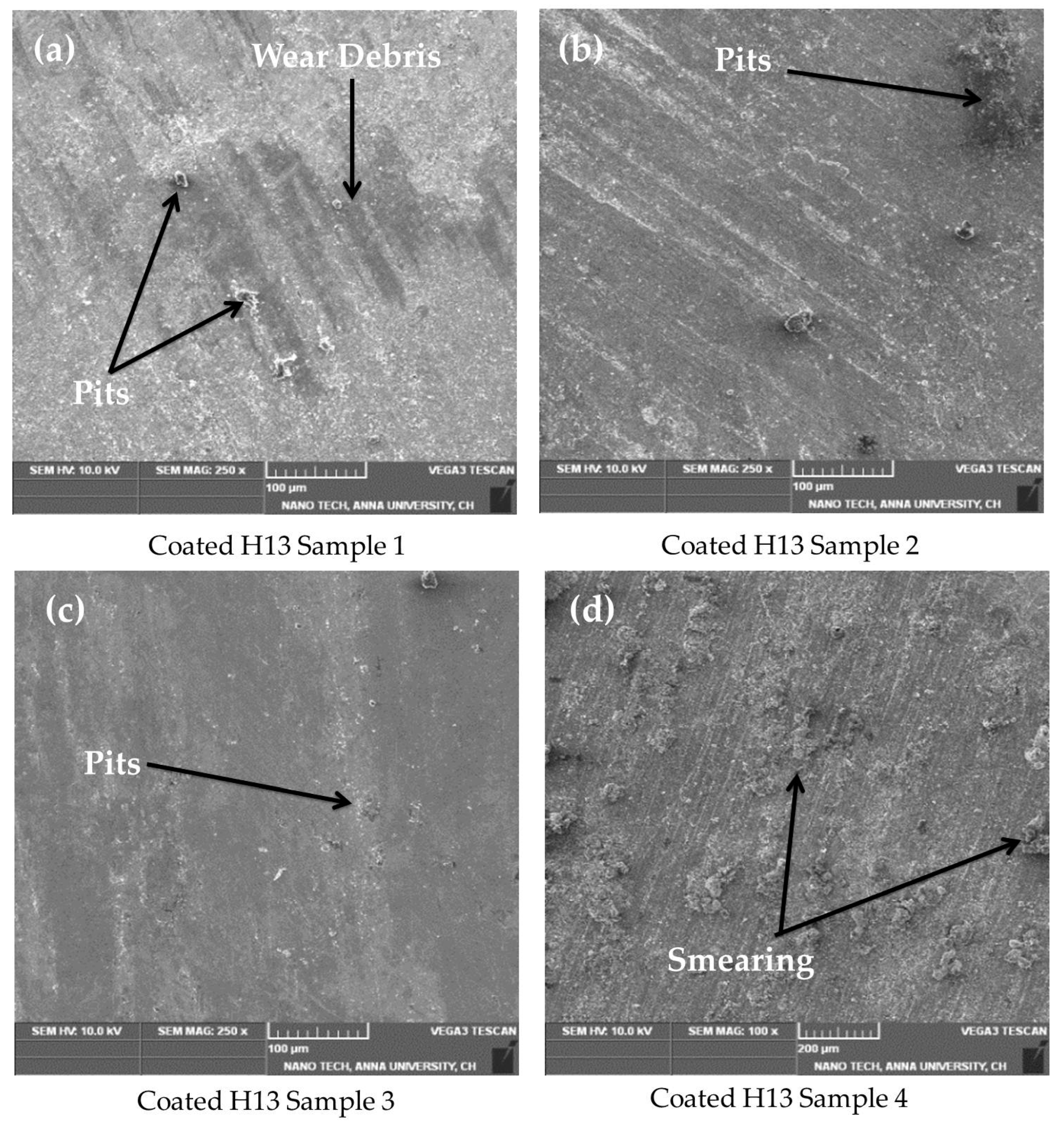
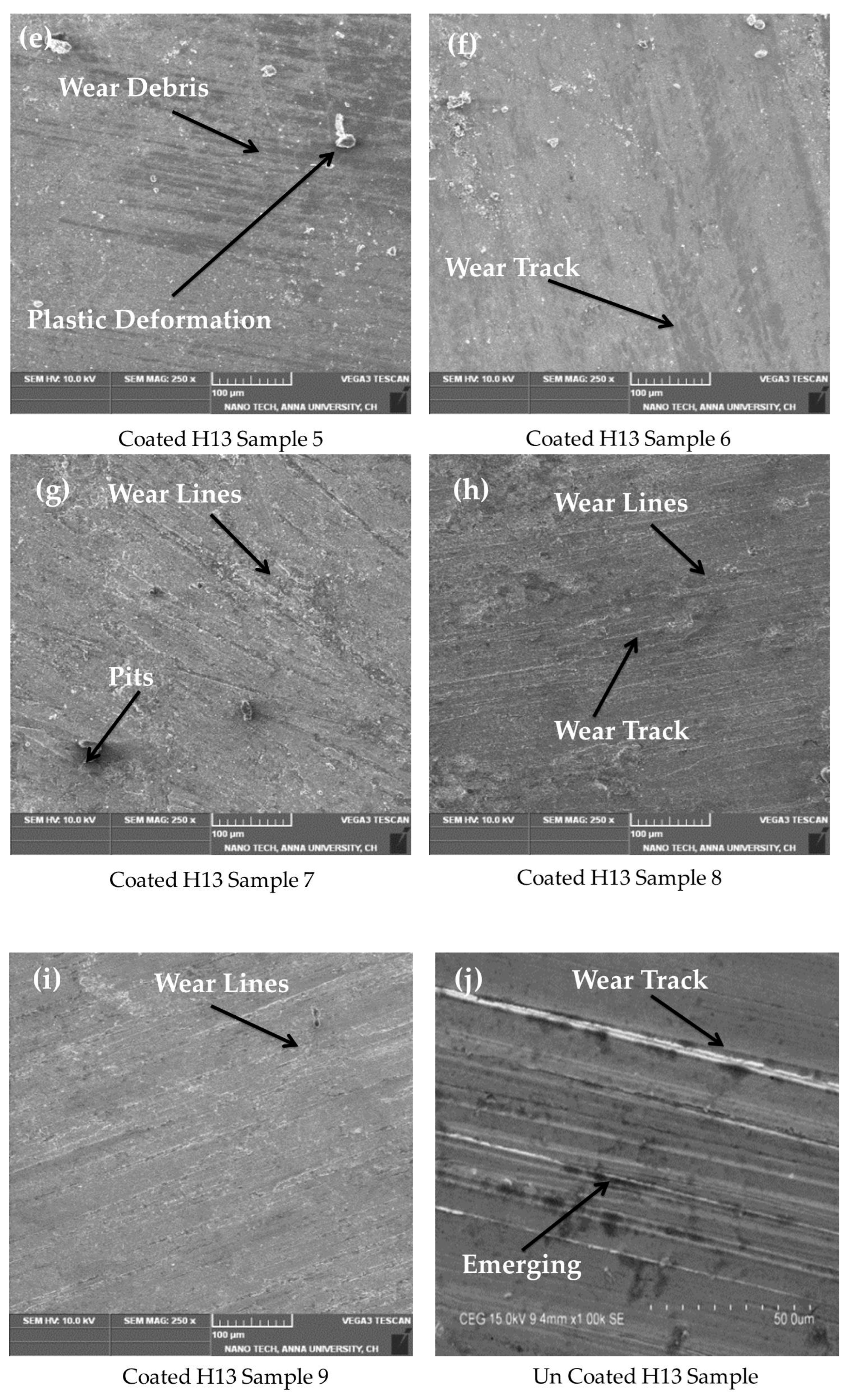
3.3. Surface Morphology
4. Conclusions
- SEM analysis reveals the presence of a TiSiNOS coating of 3.1 µm on the sample. The TiSiNOS coating is best for this study because the layer still exists for the process parameters; it can be best utilized for machining applications.
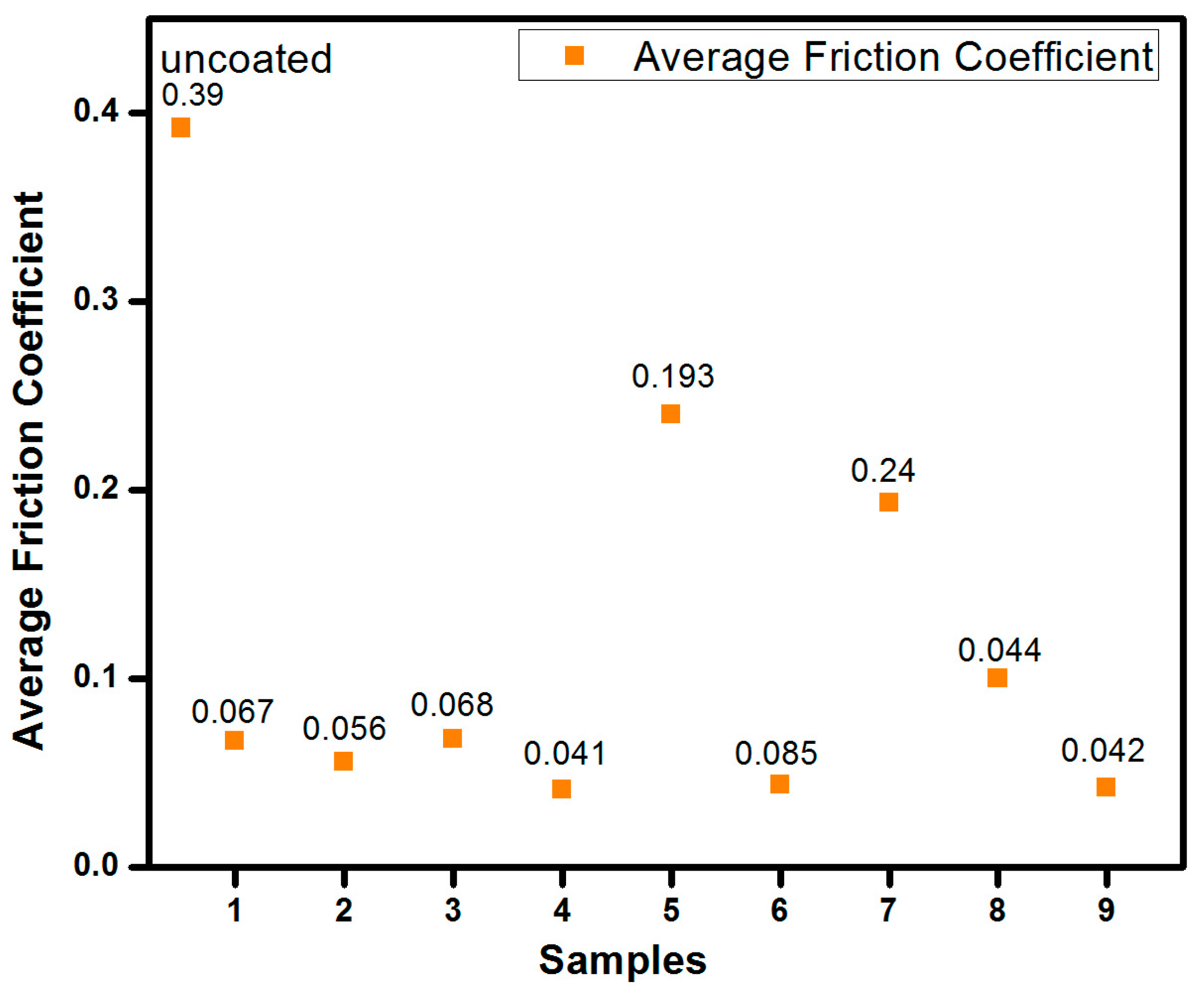
- When compared with an uncoated sample, in the coated sample, wear loss was very minimal; this is because of the coating that was used.
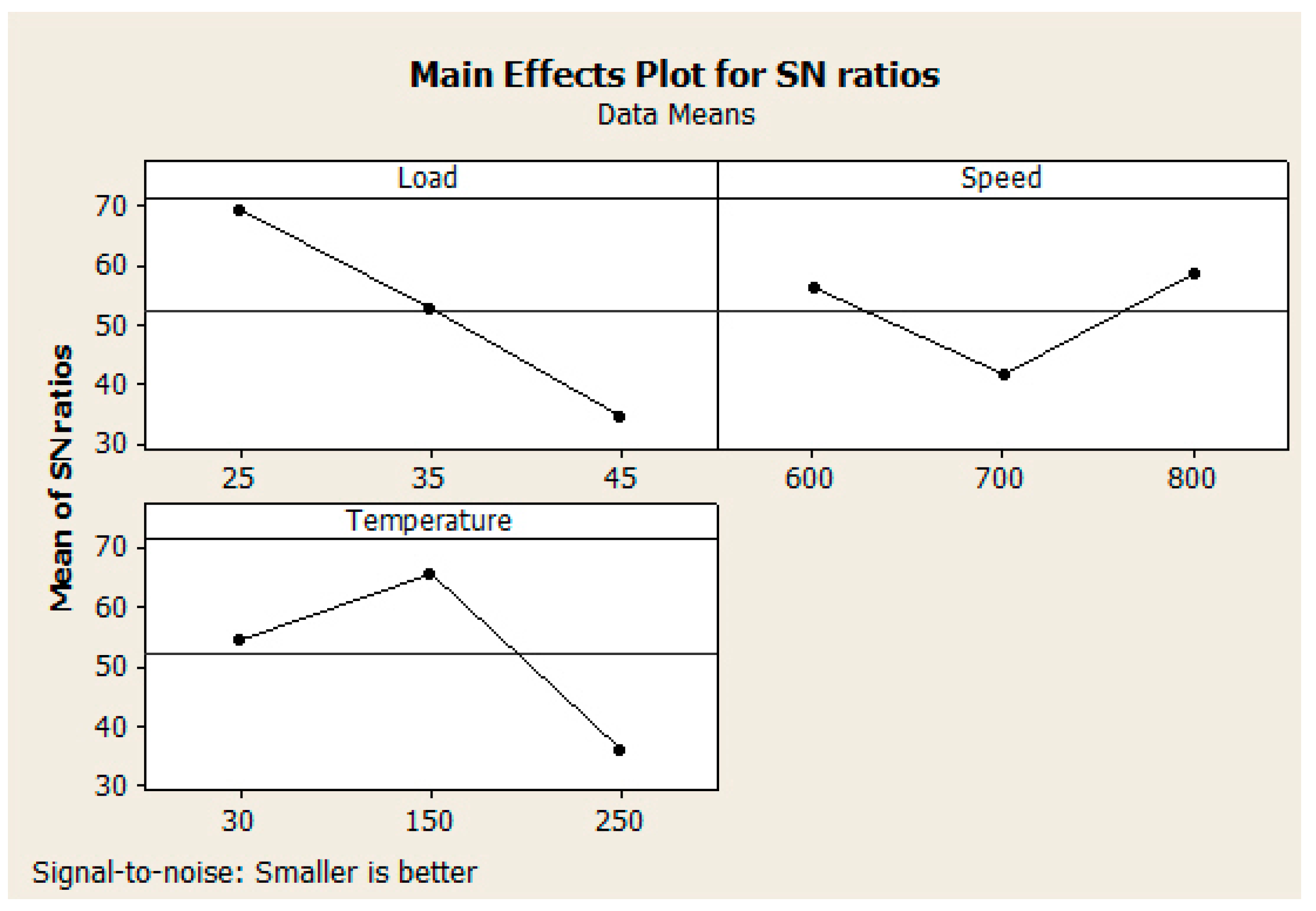
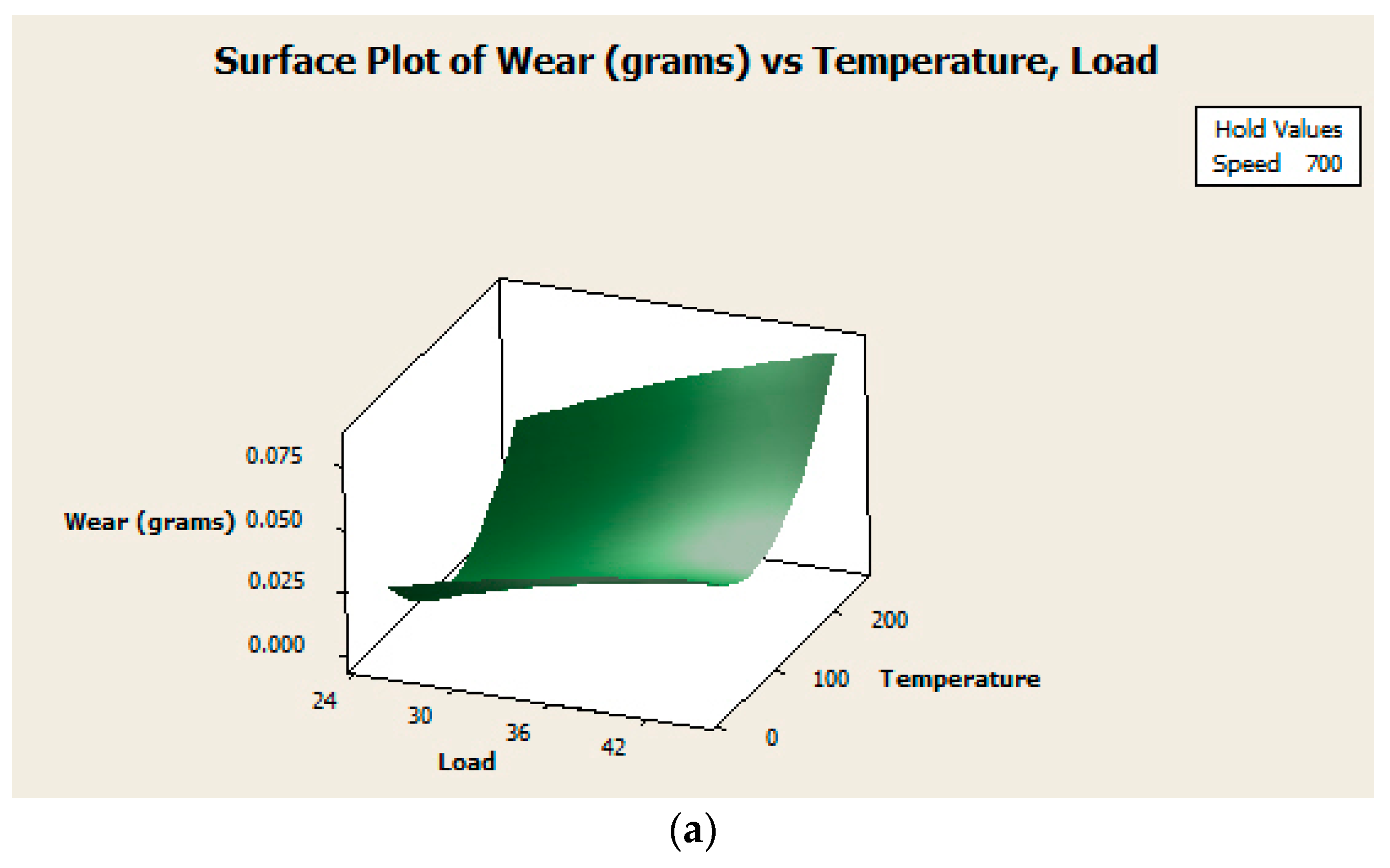
- With the increase in temperature, the wear behavior of the material changes even when there is a change in speed and load. However, by maintaining a lower speed, the material losses can be controlled.
- The loss of coating thickness can be controlled by controlling the process parameters.
- Wear losses can be reduced by increasing the load applied and maintaining wear studies at a lower temperature during the course of work.
- For better wear results, even if the temperature is raised to 250 °C, the load must be kept at a minimum of 25 N.
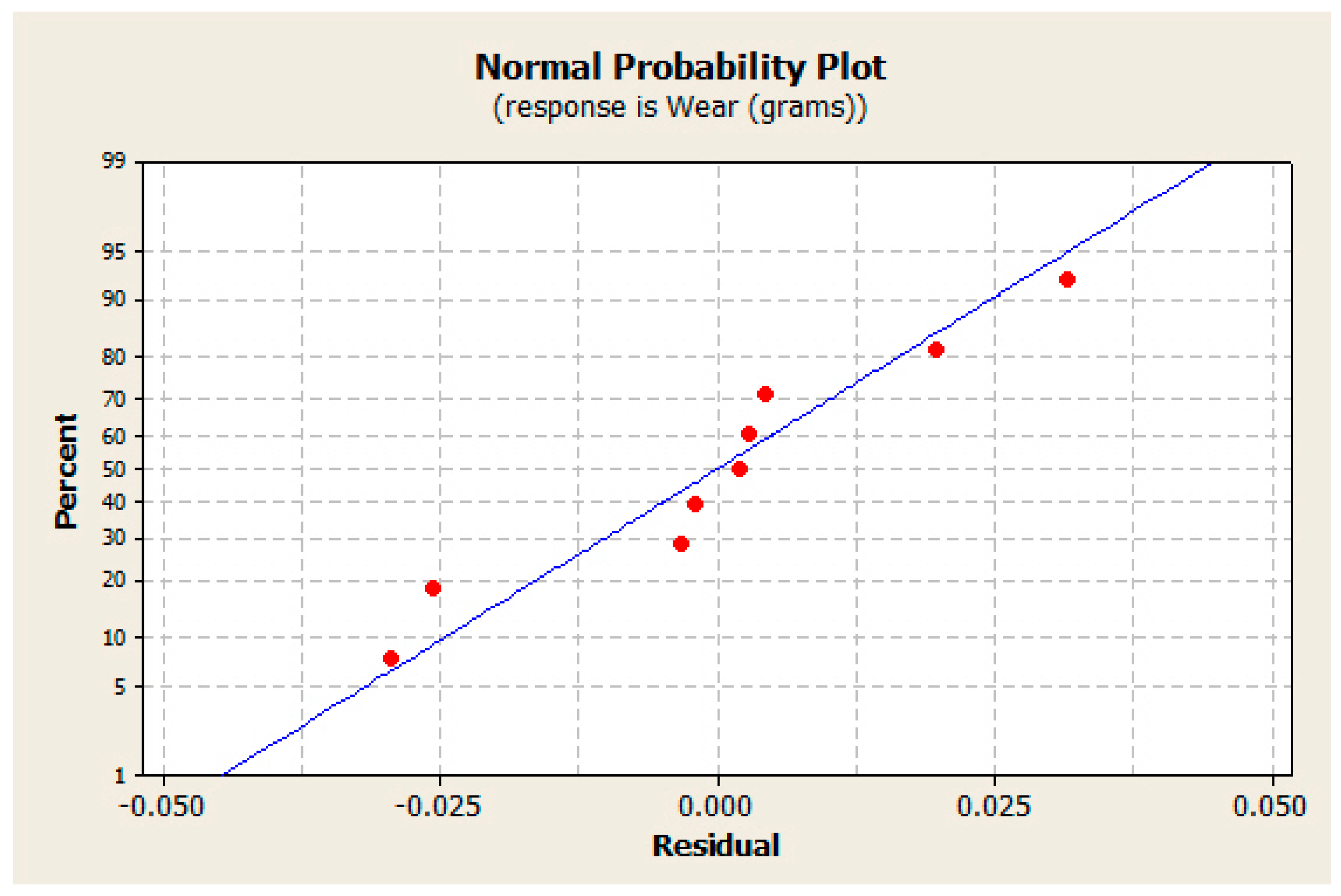
- The observed residual R2 value is 91.56%, which is close to one. Thus, the samples are significant.
- The predicted and actual values are close, so the samples suggested are significant.
- The critical factor is that the wear loss is much less than the materials. TiSiNOS coating can be suggested for higher production applications.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kumara, D.D.; Ranic, R.; Kumarc, N.; Pandad, K.; Kirubaharana, A.M.K.; Kuppusamia, P.; Baskaranb, R. Tribochemistry of TaN, TiAlN and TaAlN coatings under ambient atmosphere and high-vacuum sliding conditions. Appl. Surf. Sci. 2020, 499, 143989. [Google Scholar] [CrossRef]
- Jiyong; Xu, Y.; Liu, Z.; Xiao, L. Effect of TiC Content and TaC Addition in Substrates on Properties and Wear Behavior of TiAlN-Coated Tools. Coatings 2022, 12, 1911. [Google Scholar]
- Bonow, V.T.; Maciel, D.S.; Fenner, N.L.; Reguly, A.; Zimmer, A.; Zimmer, C.G. Nitriding in non-toxic salts bath: An approach to implement cleaner production in the metallurgic industry. Clean. Eng. Technol. 2021, 4, 100169. [Google Scholar] [CrossRef]
- Alphonse, M.; Raja, V.K.B.; Gupta, M. Effect of coating type on tribological response of h13 tool steel. Surf. Rev. Lett. 2022, 29, 2250074. [Google Scholar] [CrossRef]
- Kan, W.H.; Chang, L. The mechanisms behind the tribological behaviour of polymer matrix composites reinforced with TiO2 nanoparticles. Wear 2021, 474–475, 203754. [Google Scholar] [CrossRef]
- Kumar, D.D.; Kumar, N.; Kalaiselvam, S.; Radhika, R.; Rabel, A.M.; Jayavel, R. Tribo-mechanical properties of reactive magnetron sputtered transition metal carbide coatings. Tribol. Int. 2017, 114, 234–244. [Google Scholar] [CrossRef]
- Ficici, F. Investigation of wear mechanism in the drilling of PPA composites for the automotive industry. J. Eng. Res. 2023, 11, 100034. [Google Scholar] [CrossRef]
- Marathe, U.N.; Bijwe, J. High performance polymer composites—Influence of processing technique on the fiber length and performance properties. Wear 2020, 446–447, 203189. [Google Scholar] [CrossRef]
- Venkatesh, R.; Rao, V.S.; Arunkumar, N.; Biswas, S.; Kumar, R.S. Wear Analysis on Silicon Carbide Coated HSS Pin on SS Disc Substrate. Procedia Mater. Sci. 2014, 10, 644–650. [Google Scholar] [CrossRef]
- Uma Devi, M.; Chakraborty, T.K.; Mohanty, O.N. Wear behaviour of plasma nitrided tool steels. Surf. Coat. Technol. 1999, 116–119, 212–221. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, M.; Dai, S.; Zhu, L. Research Progress in Electrospark Deposition Coatings on Titanium Alloy Surfaces: A Short Review. Coatings 2023, 13, 1473. [Google Scholar] [CrossRef]
- Birol, Y. Analysis of wear of a gas nitrided H13 tool steel die in aluminium extrusion. Eng. Fail. Anal. 2012, 26, 203–210. [Google Scholar] [CrossRef]
- Verma, R.K.; Patel, D.; Chopkar, M.K. Wear behavior investigation of Al-B4C functionally graded composite through Taguchi’s design of experiment. J. Eng. Res. 2023, 100095. [Google Scholar] [CrossRef]
- Pellizzari, M.; Zadra, M.; Molinari, A. Tribological properties of surface engineered hot work tool steel for aluminium extrusion dies. Surf. Eng. 2007, 23, 165–168. [Google Scholar] [CrossRef]
- Ghatrehsamani, S.; Akbarzadeh, S. Predicting the wear coefficient and friction coefficient in dry point contact using continuum damage mechanics. Proc. IMechE Part J. J. Eng. Tribol. 2019, 233, 447–455. [Google Scholar] [CrossRef]
- Medvedeva, A.; Bergström, J.; Gunnarsson, S.; Andersson, J. High-temperature properties and microstructural stability of hot-work tool steels. Mater. Sci. Eng. A 2009, 523, 39–46. [Google Scholar] [CrossRef]
- Telasang, G.; Majumdar, J.D.; Padmanabham, G.; Manna, I. Wear and corrosion behavior of laser surface engineered AISI H13 hot working tool steel. Surf. Coatings Technol. 2015, 261, 69–78. [Google Scholar] [CrossRef]
- Sharma, S.; Sharma, A. Investigation of Wear Characteristics of Aluminum Disc with Pin on Disc Tribometer. Int. J. Sci. Eng. Res. 2015, 6, 1932–1939. [Google Scholar]
- Dmitrii, Z.; Yurii, V.; Suresh, G.; Oleg, T.; Krestina, A.; Sergey, K.; Vitaly, S. Effect of thickness of Ti coating deposited by Vacuum Arc melting on Fatigue behavior of Aluminum Alloy AI-5% Si. Coatings 2023, 13, 1764. [Google Scholar] [CrossRef]
- Hiratsuka, K.; Muramoto, K. Role of wear particles in severe–mild wear transition. Wear 2005, 259, 467–476. [Google Scholar] [CrossRef]
- Wei, M.; Wang, S.; Wang, L.; Cui, X.; Chen, K. Effect of tempering conditions on wear resistance in various wear mechanisms of H13 steel. Tribol. Int. 2011, 44, 898–905. [Google Scholar] [CrossRef]
- Bahrami, A.; Anijdan, S.M.; Golozar, M.; Shamanian, M.; Varahram, N. Effects of conventional heat treatment on wear resistance of AISI H13 tool steel. Wear 2005, 258, 846–851. [Google Scholar] [CrossRef]
- Cui, X.H.; Wang, S.Q.; Wei, M.X.; Yang, Z.R. Wear Characteristics and Mechanisms of H13 Steel with Various Tempered Structures. J. Mater. Eng. Perform. 2010, 20, 1055–1062. [Google Scholar] [CrossRef]
- Shi, Q.; Sun, W.C.; Gao, J.; Wang, Y.; Tian, M.M. Effects of Heat Treatment on Mechanical Properties of Ni-P-CNT Composite Coating. Mater. Sci. Forum 2015, 817, 493–497. [Google Scholar] [CrossRef]
- Natarajan, N.; Vijayarangan, S.; Rajendran, I. Wear behaviour of A356/25SiCp aluminium matrix composites sliding against automobile friction material. Wear 2006, 261, 812–822. [Google Scholar] [CrossRef]
- Wang, G.; Zhang, J.; Shu, R.; Yang, S. High temperature wear resistance and thermal fatigue behavior of Stellite-6/WC coatings produced by laser cladding with Co-coated WC powder. Int. J. Refract. Met. Hard Mater. 2019, 81, 63–70. [Google Scholar] [CrossRef]
- Chayeuski, V.; Zhylinski, V.; Kazachenko, V.; Tarasevich, A.; Taleb, A. Structural and Mechanical Properties of DLC/TiN Coatings on Carbide for Wood-Cutting Applications. Coatings 2023, 13, 1192. [Google Scholar] [CrossRef]
- Harsha, S.; Dwivedi, D.K. Microstructure, hardness and abrasive wear behaviour of flame sprayed Co based alloy coating. Surf. Eng. 2007, 23, 261–266. [Google Scholar] [CrossRef]
- García-González, L.; López-Huerta, F.; Araujo-Pérez, D.J.; Zamora-Peredo, L.; Flores-Ramírez, N.; García, S.R.V.; Quiroz, T.H.; Hernández-Torres, J. Effect of the temperature variation on the hardness and microstructure of TiSiNO coatings obtained by sputtering. IOP Conf. Ser. Mater. Sci. Eng. 2018, 446, 012001. [Google Scholar] [CrossRef]
- Altas, E.; Gokkaya, H.; Karatas, M.A.; Ozkan, D. Analysis of Surface Roughness and Flank Wear Using the Taguchi Method in Milling of NiTi Shape Memory Alloy with Uncoated Tools. Coatings 2020, 10, 1259. [Google Scholar] [CrossRef]
- Long, H.; Li, T.; Shi, H.; Gui, Y.; Qiu, C. Experimental Study of Laser Cladding Ni-Based Coating Based on Response Surface Method. Coatings 2023, 13, 1216. [Google Scholar] [CrossRef]
- Zafar, M.M.; Toor, Z.S. Experimental and numerical investigation of electrochemical and tribological behavior of aluminum alloys. J. Eng. Res. 2023, 11, 100134. [Google Scholar] [CrossRef]
- Lenz, B.; Hoja, S.; Sommer, M.; Hasselbruch, H.; Mehner, A.; Steinbacher, M. Potential of Nitrided and PVD-MoS2:Ti-Coated Duplex System for Dry-Running Friction Contacts. Lubricants 2022, 10, 229. [Google Scholar] [CrossRef]
- Dubey, R.; Yepuri, V.; Bhavani, K.K.D. Development of maintenance-free coatings using composite titania and silica. J. Eng. Res. 2023, 11, 10037. [Google Scholar] [CrossRef]
- Bayraktar, S.; Turgut, Y. Determination of delamination in drilling of carbon fiber reinforced carbon matrix composites/Al 6013-T651 stacks. Measurement 2020, 154, 107493. [Google Scholar] [CrossRef]
- Zhang, B.; Wang, F.; Wang, X.; Li, Y.; Wang, Q. Optimized selection of process parameters based on reasonable control of axial force and hole-exit temperature in drilling of CFRP. Int. J. Adv. Manuf. Technol. 2020, 110, 797–812. [Google Scholar] [CrossRef]
- Jędrzejczyk, D.; Szatkowska, E. The Impact of Heat Treatment on the Behavior of a Hot-Dip Zinc Coating Applied to Steel During Dry Friction. Materials 2021, 14, 660. [Google Scholar] [CrossRef]
- Uvaraja, V.C.; Natarajan, N. Optimization on Friction and Wear Process Parameters Using Taguchi Technique. Int. J. Eng. Technol. 2012, 2, 694–699. [Google Scholar]
- Sahoo, A.K.; Mishra, D.R. Parametric optimization of response parameter of Nd-YAG laser drilling for basalt-PTFE coated glass fibre using genetic algorithm. J. Eng. Res. 2023. [Google Scholar] [CrossRef]
- Alphonse, M.; Raja, V.K.B.; Gupta, M.; Logesh, K. Optimization of coated friction drilling tool for a FML composite. Mater. Manuf. Process. 2020, 36, 351–361. [Google Scholar] [CrossRef]
- Maksimkin, A.; Danilov, V.; Senatov, F.; Olifirov, L.; Kaloshkin, S. Wear performance of bulk oriented nanocomposites UHMWPE/FMWCNT and metal-polymer composite sliding bearings. Wear 2017, 392–393, 167–173. [Google Scholar] [CrossRef]
- Romero, J.S.; Flores, A.M.; Aguilar, O.R.; Peña, J.O. Tribological evaluation of plasma nitride H13 steel. Superf. Y Vacío 2013, 26, 131–138. [Google Scholar]
- González, L.G.; Torres, J.H.; Romo, M.G.G.; Peredo, L.Z.; Arias, A.M.C.; Sarabia, E.L.; Beltrán, F.J.E. Ti/TiSiNO Multilayers Fabricated by Co-sputtering. J. Mater. Eng. Perform. 2013, 22, 2377–2381. [Google Scholar] [CrossRef]
- Konca, E.; Cheng, Y.-T.; Alpas, A. Sliding wear of non-hydrogenated diamond-like carbon coatings against magnesium. Surf. Coatings Technol. 2006, 201, 4352–4356. [Google Scholar] [CrossRef]
- Bhowmick, S.; Alpas, A. The performance of hydrogenated and non-hydrogenated diamond-like carbon tool coatings during the dry drilling of 319 Al. Int. J. Mach. Tools Manuf. 2008, 48, 802–814. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | The Concentration of Elements in wt% | |||||||
|---|---|---|---|---|---|---|---|---|
| Cr | Mo | Si | V | Co | C | Mn | Fe | |
| H13 | 5.0 | 1.4 | 1.0 | 1.0 | 0.50 | 0.39 | 0.35 | Rest |
| Alloy | The Concentration of Elements in wt% | ||||||
|---|---|---|---|---|---|---|---|
| C | Si | Mn | Cr | Co | S | P | |
| EN31 | 5.0 | 1.4 | 1.0 | 1.0 | 0.50 | 0.39 | 0.35 |
| Control Factor | Unit | Level 1 | Level 2 | Level 3 |
|---|---|---|---|---|
| Load | N | 25 | 35 | 45 |
| Speed (angular) | rpm | 600 | 700 | 800 |
| Speed (linear) | m/s | 1.5708 | 1.8326 | 2.0944 |
| Temperature | °C | 30 | 150 | 250 |
| Level | Load | Speed | Temperature |
|---|---|---|---|
| 1 | 0.000467 | 0.020733 | 0.014800 |
| 2 | 0.021367 | 0.035600 | 0.000967 |
| 3 | 0.035867 | 0.001367 | 0.041933 |
| Delta | 0.035400 | 0.034233 | 0.040967 |
| Rank | 2 | 3 | 1 |
| Level | Load | Speed | Temperature |
|---|---|---|---|
| 1 | 69.32 | 56.21 | 54.77 |
| 2 | 52.52 | 41.74 | 65.61 |
| 3 | 34.61 | 58.50 | 36.06 |
| Delta | 34.71 | 16.76 | 29.55 |
| Rank | 2 | 3 | 1 |
| Variance Source | Degree of Freedom (df) | Sum of Squares (SS) | Mean Square (MS) | F | P |
|---|---|---|---|---|---|
| Regression | 3 | 0.0034130 | 0.0011377 | 1.93 | 0.243 |
| Residual Error | 5 | 0.0029459 | 0.0005892 | ||
| Total | 8 | 0.0063589 | |||
| S = 0.024 R2 = 89.62 R2 (adj) = 91.56 | |||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alphonse, M.; Murali, A.P.; Salunkhe, S.; Gawade, S.R.; Naveen Kumar, B.V.S.G.; Nasr, E.A.; Kamrani, A. Analysis of Wear Using the Taguchi Method in TiSiNOS-Coated and Uncoated H13 Tool Steel. Coatings 2023, 13, 1781. https://doi.org/10.3390/coatings13101781
Alphonse M, Murali AP, Salunkhe S, Gawade SR, Naveen Kumar BVSG, Nasr EA, Kamrani A. Analysis of Wear Using the Taguchi Method in TiSiNOS-Coated and Uncoated H13 Tool Steel. Coatings. 2023; 13(10):1781. https://doi.org/10.3390/coatings13101781
Chicago/Turabian StyleAlphonse, Mathew, Arun Prasad Murali, Sachin Salunkhe, Sharad Ramdas Gawade, Boddu V. S. G. Naveen Kumar, Emad Abouel Nasr, and Ali Kamrani. 2023. "Analysis of Wear Using the Taguchi Method in TiSiNOS-Coated and Uncoated H13 Tool Steel" Coatings 13, no. 10: 1781. https://doi.org/10.3390/coatings13101781