Fabrication of Cr2AlB2 and Cr4AlB4 MAB Phase Coatings by Magnetron Sputtering and Post-Annealing


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
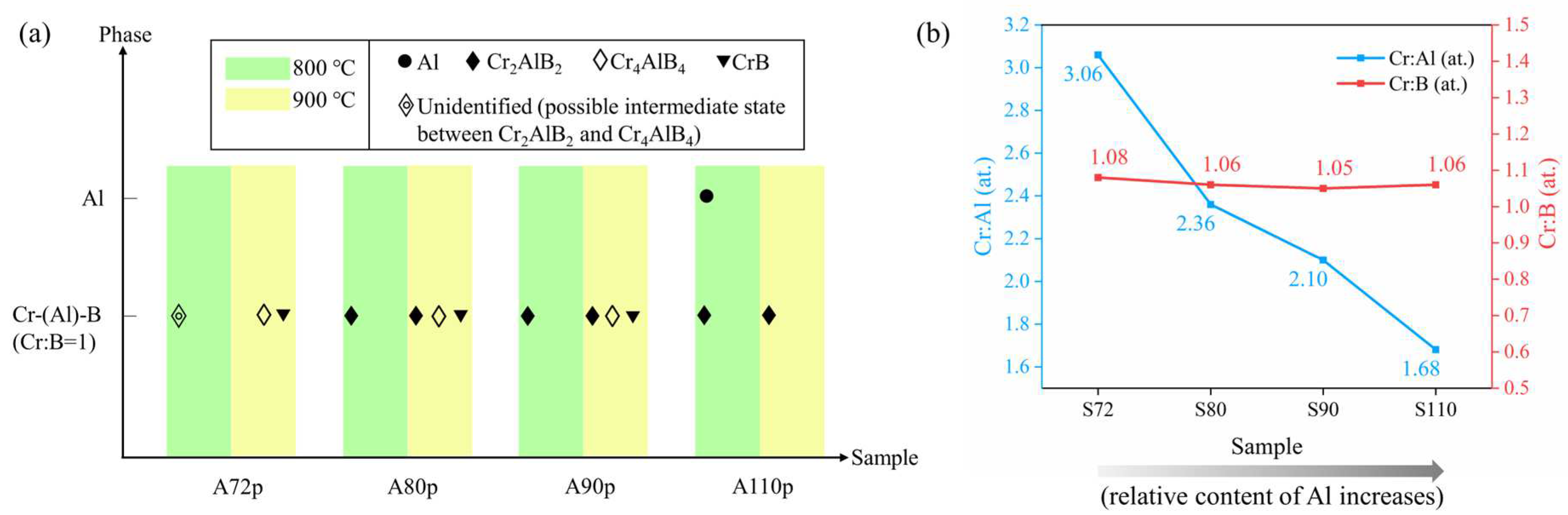
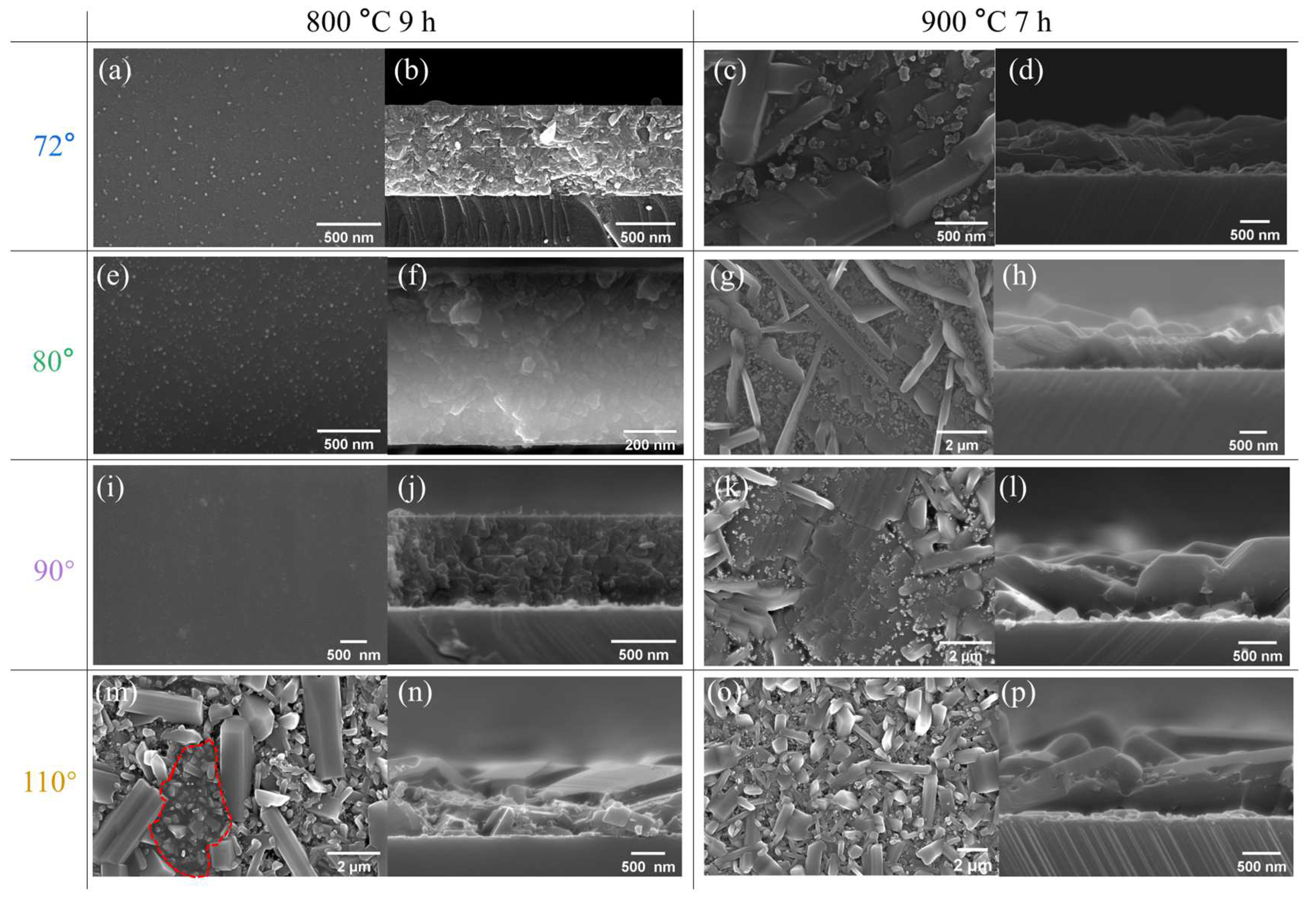
3.1. Coatings with Varying Al Contents
- The effect of the post-annealing temperature
- The effect of the Al content
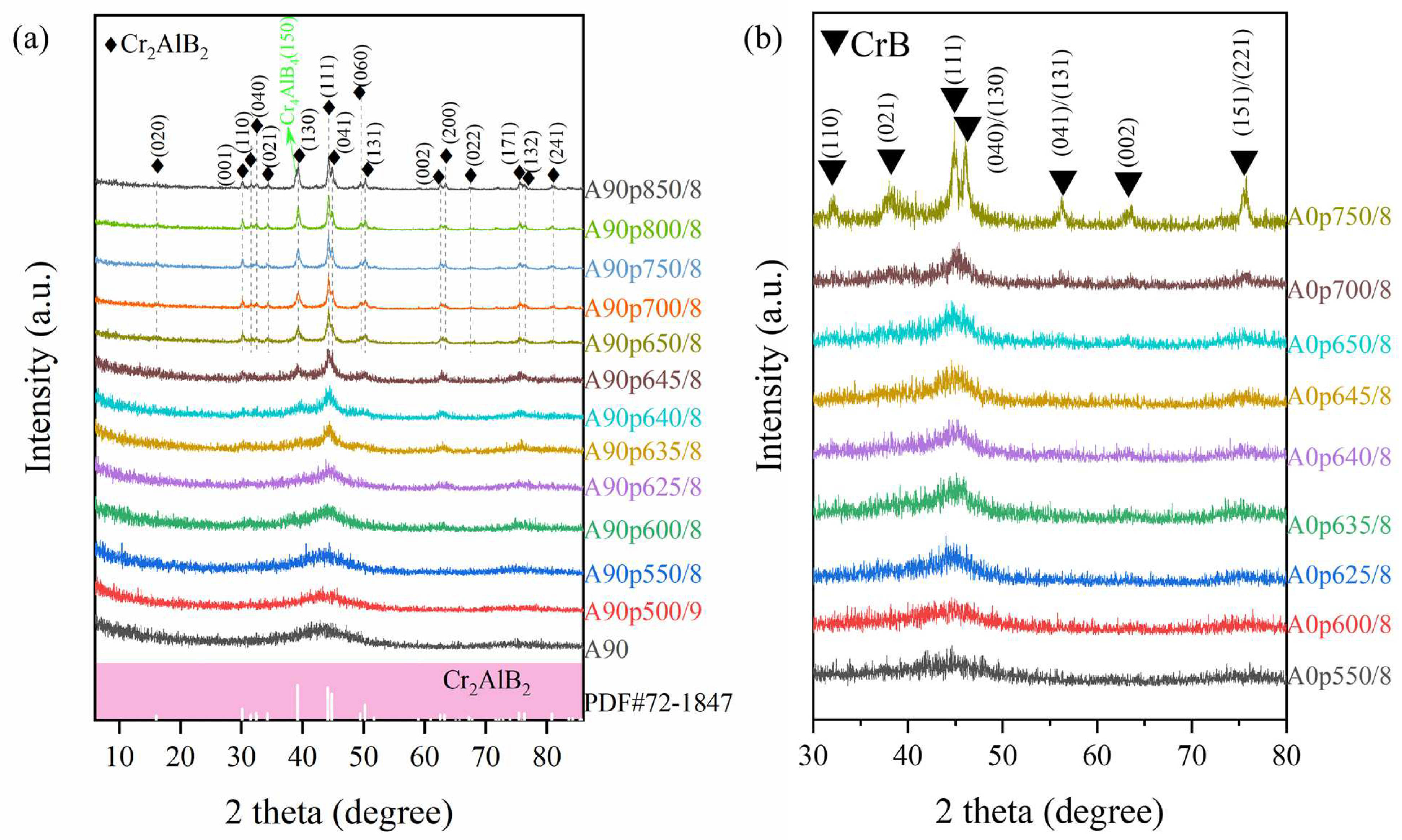
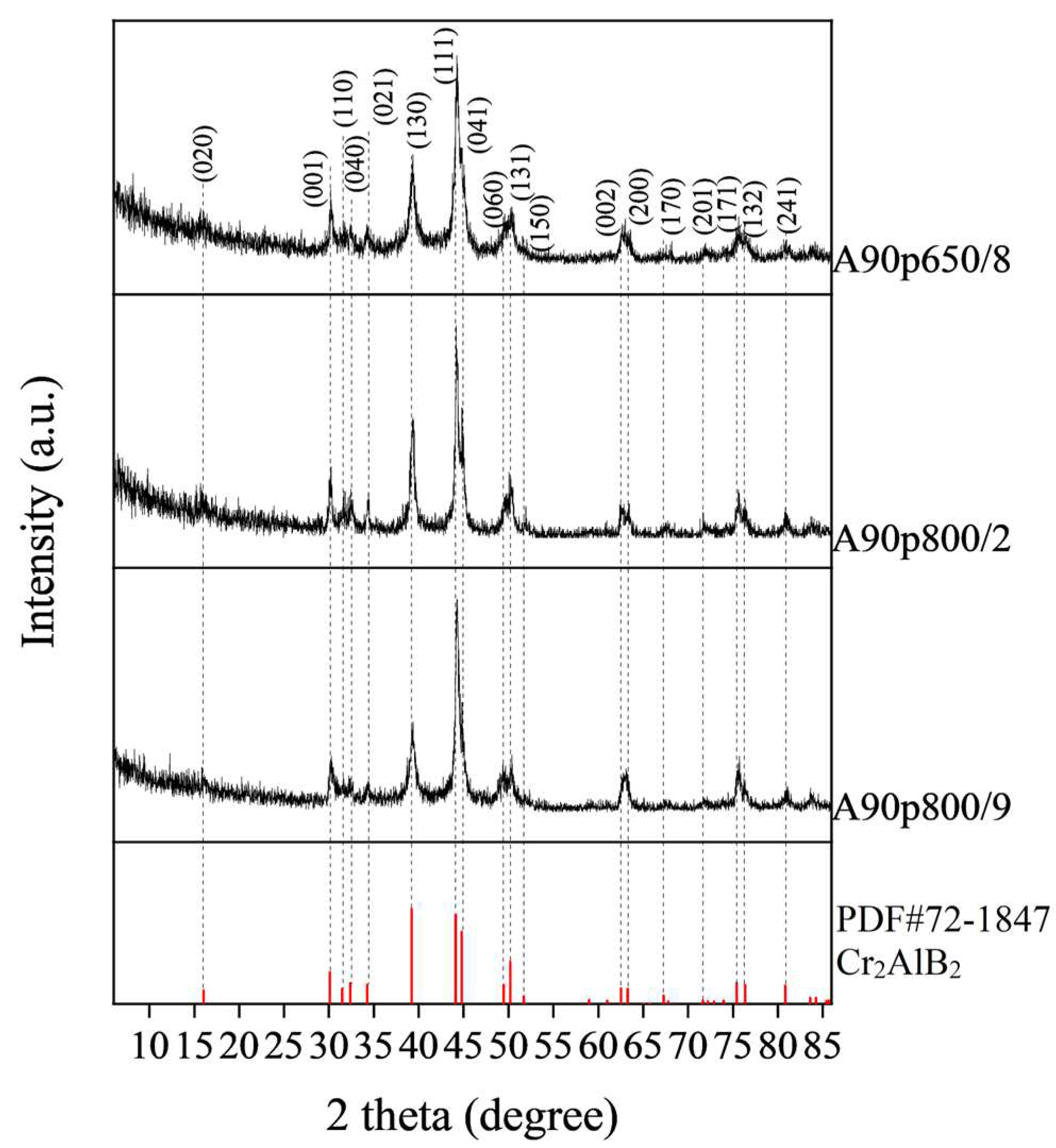
3.2. Cr2AlB2 Coatings from A90
- (i)
- At temperatures below 600 °C, the crystallization cannot be activated due to insufficient temperatures.
- (ii)
- As the temperature approaches the melting point of Al (660 °C), enhanced mobility of Al facilitates the nucleation of CrB skeletons and the intercalation of Al. Simultaneously, the loss of Al occurs due to the outward diffusion of Al to the surface and the subsequent evaporation as a competitive process to the crystallization of Cr2AlB2 (Equations (1) and (2)). Above 650 °C, the Cr2AlB2 phase crystallizes completely.
- (iii)
- At temperatures exceeding 800 °C, the Cr2AlB2 phase tends to decompose into Al (lost) and Cr4AlB4 (Equations (3) and (4)).
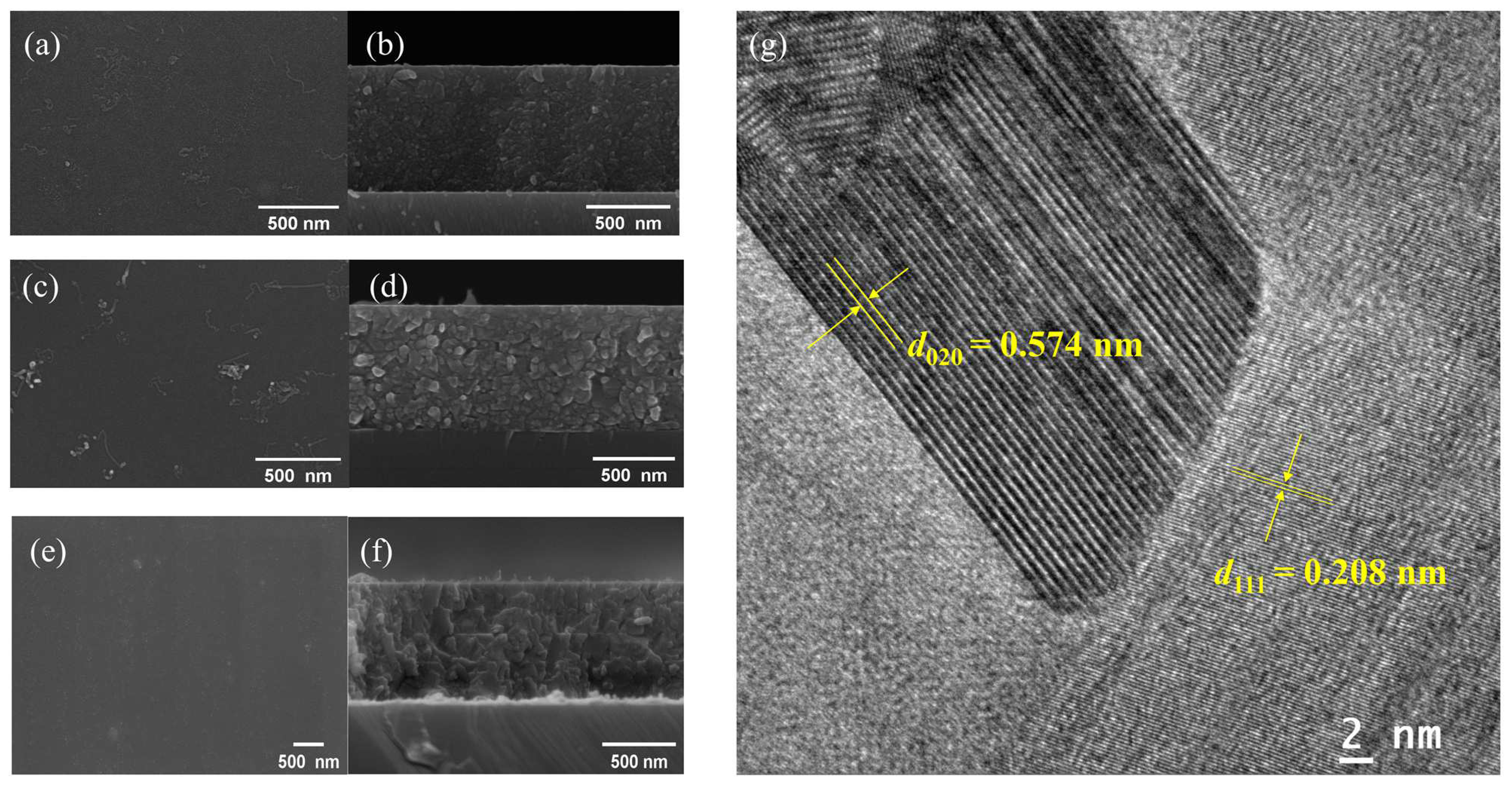
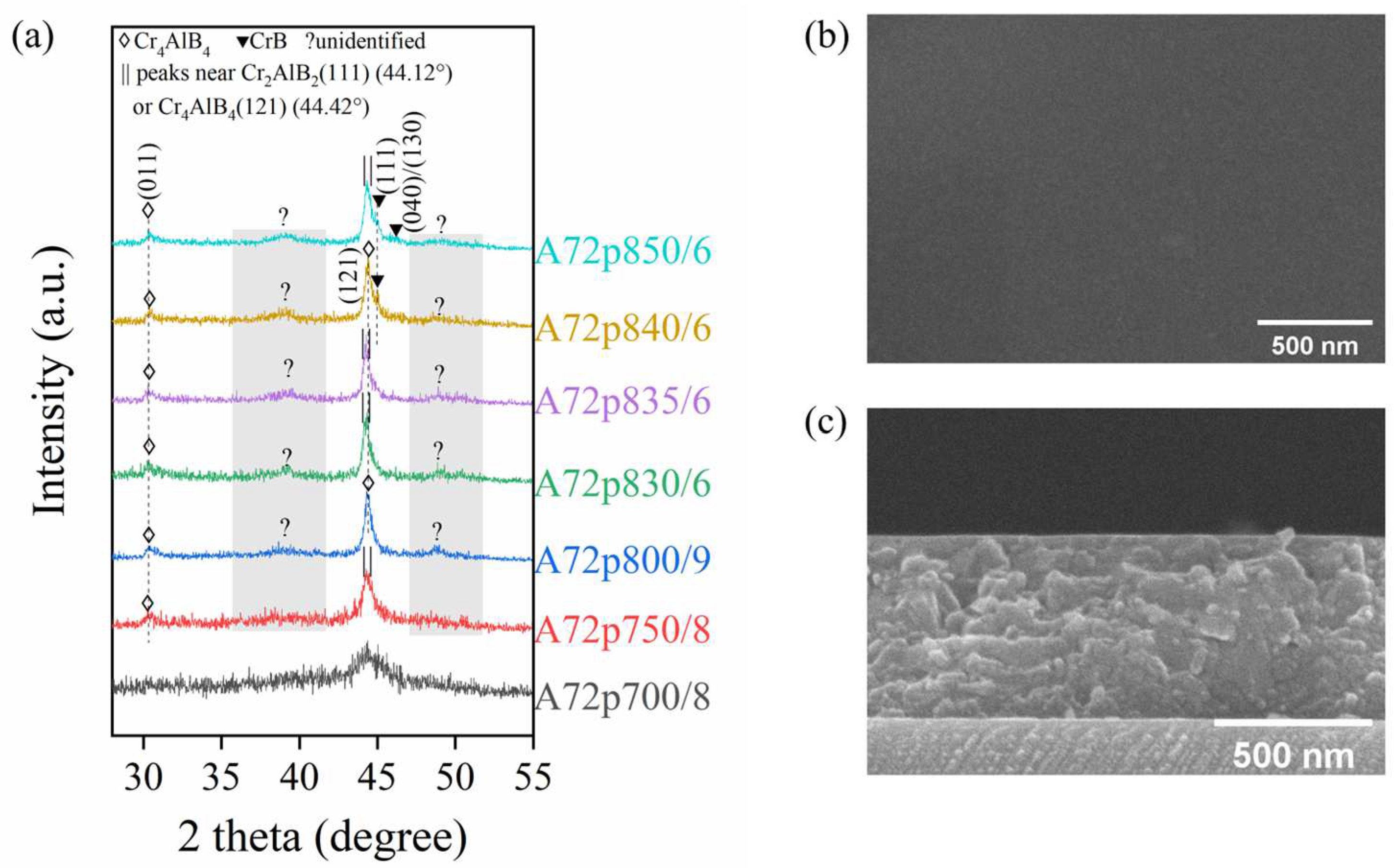
3.3. Cr4AlB4 Coatings from A72
3.4. Supplementary Discussion on the Configuration of Targets and Substrates
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kota, S.; Sokol, M.; Barsoum, M.W. A progress report on the MAB phases: Atomically laminated, ternary transition metal borides. Int. Mater. Rev. 2019, 65, 226–255. [Google Scholar] [CrossRef]
- Barsoum, M.W. The MN+1AXN phases: A new class of solids; Thermodynamically stable nanolaminates. Prog. Solid State Chem. 2000, 28, 201–281. [Google Scholar] [CrossRef]
- Radovic, M.; Barsoum, M.W. MAX phases: Bridging the gap between metals and ceramics. Am. Ceram. Soc. Bull. 2013, 92, 20–27. [Google Scholar]
- Lu, J.; Kota, S.; Barsoum, M.W.; Hultman, L. Atomic structure and lattice defects in nanolaminated ternary transition metal borides. Mater. Res. Lett. 2016, 5, 235–241. [Google Scholar] [CrossRef]
- Ade, M.; Hillebrecht, H. Ternary Borides Cr2AlB2, Cr3AlB4, and Cr4AlB6: The First Members of the Series (CrB2)nCrAl with n = 1, 2, 3 and a Unifying Concept for Ternary Borides as MAB-Phases. Inorg. Chem. 2015, 54, 6122–6135. [Google Scholar] [CrossRef] [PubMed]
- Kota, S.; Wang, W.; Lu, J.; Natu, V.; Opagiste, C.; Ying, G.; Hultman, L.; May, S.J.; Barsoum, M.W. Magnetic properties of Cr2AlB2, Cr3AlB4, and CrB powders. J. Alloys Compd. 2018, 767, 474–482. [Google Scholar] [CrossRef]
- Sokol, M.; Natu, V.; Kota, S.; Barsoum, M.W. On the Chemical Diversity of the MAX Phases. Trends Chem. 2019, 1, 210–223. [Google Scholar] [CrossRef]
- Jeitschko, W. Die Kristallstruktur von MoAlB. Monatsh. Chem. 1966, 97, 1472–1476. [Google Scholar] [CrossRef]
- Li, N.; Bai, Y.; Wang, S.; Zheng, Y.; Kong, F.; Qi, X.; Wang, R.; He, X.; Duff, A.I. Rapid synthesis, electrical, and mechanical properties of polycrystalline Fe2AlB2 bulk from elemental powders. J. Am. Ceram. Soc. 2017, 100, 4407–4411. [Google Scholar] [CrossRef]
- Zhang, H.; Dai, F.-z.; Xiang, H.; Zhang, Z.; Zhou, Y. Crystal structure of Cr4AlB4: A new MAB phase compound discovered in Cr-Al-B system. J. Mater. Sci. Technol. 2019, 35, 530–534. [Google Scholar] [CrossRef]
- Qi, X.; He, X.; Yin, W.; Song, G.; Zheng, Y.; Bai, Y. Stability trend, weak bonding, and magnetic properties of the Al- and Si-containing ternary-layered borides MAB phases. J. Am. Ceram. Soc. 2022, 106, 1513–1530. [Google Scholar] [CrossRef]
- Gonzalez-Julian, J. Processing of MAX phases: From synthesis to applications. J. Am. Ceram. Soc. 2020, 104, 659–690. [Google Scholar] [CrossRef]
- Kota, S.; Zapata-Solvas, E.; Ly, A.; Lu, J.; Elkassabany, O.; Huon, A.; Lee, W.E.; Hultman, L.; May, S.J.; Barsoum, M.W. Synthesis and Characterization of an Alumina Forming Nanolaminated Boride: MoAlB. Sci. Rep. 2016, 6, 26475. [Google Scholar] [CrossRef]
- Kota, S.; Chen, Y.; Wang, J.; May, S.J.; Radovic, M.; Barsoum, M.W. Synthesis and characterization of the atomic laminate Mn2AlB2. J. Eur. Ceram. Soc. 2018, 38, 5333–5340. [Google Scholar] [CrossRef]
- Zou, M.; Bao, L.; Yang, A.; Duan, Y.; Peng, M.; Cao, Y.; Li, M. Structural, elastic, mechanical, electronic, damage tolerance, fracture toughness, and optical properties of Cr–Al–B MAB phases studied by first-principles calculations. J. Mater. Res. 2023, 38, 1396–1409. [Google Scholar] [CrossRef]
- Zhang, H.; Kim, J.Y.; Su, R.; Richardson, P.; Xi, J.; Kisi, E.; O’Connor, J.; Shi, L.; Szlufarska, I. Defect behavior and radiation tolerance of MAB phases (MoAlB and Fe2AlB2) with comparison to MAX phases. Acta Mater. 2020, 196, 505–515. [Google Scholar] [CrossRef]
- Zhang, D.; Richardson, P.; Tu, H.; O’Connor, J.; Kisi, E.; Zhang, H.; Shi, L. Radiation damage of MoAlB at elevated temperatures: Investigating MAB phases as potential neutron shielding materials. J. Eur. Ceram. Soc. 2022, 42, 1311–1321. [Google Scholar] [CrossRef]
- Kim, J.Y.; Zhang, H.; Su, R.; Xi, J.; Wei, S.; Richardson, P.; Liu, L.; Kisi, E.; Perepezko, J.H.; Szlufarska, I. Defect recovery processes in Cr-B binary and Cr-Al-B MAB phases: Structure-dependent radiation tolerance. Acta Mater. 2022, 235, 118099. [Google Scholar] [CrossRef]
- Li, C.; Tu, H.; Zhang, D.; Zhu, D.; Shi, L. Deuterium erosion and retention properties on MoAlB ceramics by ion irradiation. Vacuum 2023, 207, 111691. [Google Scholar] [CrossRef]
- Zhang, H.; Xiang, H.; Dai, F.-Z.; Zhang, Z.; Zhou, Y. Oxidation behavior and thermal stability of Cr2AlB2 powders. Corros. Sci. 2020, 176, 108941. [Google Scholar] [CrossRef]
- Zhang, H.; Dai, F.-Z.; Xiang, H.; Wang, X.; Zhang, Z.; Zhou, Y. Phase pure and well crystalline Cr2AlB2: A key precursor for two-dimensional CrB. J. Mater. Sci. Technol. 2019, 35, 1593–1600. [Google Scholar] [CrossRef]
- Dai, F.-Z.; Zhang, H.; Xiang, H.; Zhou, Y. Theoretical investigation on the stability, mechanical and thermal properties of the newly discovered MAB phase Cr4AlB4. J. Mater. Sci. Technol. 2020, 39, 161–166. [Google Scholar] [CrossRef]
- Hanner, L.A.; Kota, S.; Barsoum, M.W. Formation mechanisms of Cr2AlB2, Cr3AlB4, and Fe2AlB2 MAB phases. Mater. Res. Lett. 2021, 9, 323–328. [Google Scholar] [CrossRef]
- Berastegui, P.; Riekehr, L.; Jansson, U. Magnetron Sputtering of Nanolaminated Cr2AlB2. Coatings 2020, 10, 735. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, G.; Wang, T.; Wang, C.; Xie, Z.; Wang, W.; Xin, T. Synthesis, microstructure and properties of MoAlB MAB phase films. Ceram. Int. 2023, 49, 23714–23720. [Google Scholar] [CrossRef]
- Tang, C.; Klimenkov, M.; Jaentsch, U.; Leiste, H.; Rinke, M.; Ulrich, S.; Steinbrück, M.; Seifert, H.J.; Stueber, M. Synthesis and characterization of Ti2AlC coatings by magnetron sputtering from three elemental targets and ex-situ annealing. Surf. Coat. Technol. 2017, 309, 445–455. [Google Scholar] [CrossRef]
- Kanatzidis, M.G.; Pöttgen, R.; Jeitschko, W. The Metal Flux: A Preparative Tool for the Exploration of Intermetallic Compounds. Angew. Chem. Int. Ed. 2005, 44, 6996–7023. [Google Scholar] [CrossRef] [PubMed]
- Achenbach, J.-O.; Sahu, R.; Völker, B.; Hans, M.; Primetzhofer, D.; Miljanovic, D.J.; Scheu, C.; Schneider, J.M. Synthesis and Properties of Orthorhombic MoAlB Coatings. Coatings 2019, 9, 510. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Abbreviated Strings | Descriptions | Examples |
|---|---|---|
| S[number] | As-deposited coatings on Si(100): S = Si(100) substrate; [number] = the total central angle value of the Al slices (unit: °). | S72 S90 |
| A[number] | As-deposited coatings on Al2O3(0001): A = Al2O3(0001) substrate; [number] = the total central angle value of the Al slices (unit: °). | A90 |
| A[number]p | Post-annealed coatings initially deposited on Al2O3(0001): A = Al2O3(0001) substrate; [number] = the total central angle value of the Al slices (unit: °). | A80p |
| A[number]p[T]/[t] * | Post-annealed coatings initially deposited on Al2O3(0001): A = Al2O3(0001) substrate; [number] = the total central angle value of the Al slices (unit: °); [T] = the isothermal holding temperature during annealing (unit: °C); [t] = the isothermal holding time during annealing (unit: h). | A0p700/8 A90p800/9 A110p800 |
| Sample Site | Cr:Al (at.) | Cr:B (at.) |
|---|---|---|
| (a) (near the periphery) | 0.881 | 1.15 |
| (b) (in the middle) | 0.869 | 1.19 |
| (c) (near the center) | 0.846 | 1.19 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jia, K.; Wang, G.; Lv, S.; Li, Y.; Du, S.; Li, Z. Fabrication of Cr2AlB2 and Cr4AlB4 MAB Phase Coatings by Magnetron Sputtering and Post-Annealing. Coatings 2023, 13, 1800. https://doi.org/10.3390/coatings13101800
Jia K, Wang G, Lv S, Li Y, Du S, Li Z. Fabrication of Cr2AlB2 and Cr4AlB4 MAB Phase Coatings by Magnetron Sputtering and Post-Annealing. Coatings. 2023; 13(10):1800. https://doi.org/10.3390/coatings13101800
Chicago/Turabian StyleJia, Ke, Guojing Wang, Shasha Lv, Yan Li, Shengjie Du, and Zhengcao Li. 2023. "Fabrication of Cr2AlB2 and Cr4AlB4 MAB Phase Coatings by Magnetron Sputtering and Post-Annealing" Coatings 13, no. 10: 1800. https://doi.org/10.3390/coatings13101800
APA StyleJia, K., Wang, G., Lv, S., Li, Y., Du, S., & Li, Z. (2023). Fabrication of Cr2AlB2 and Cr4AlB4 MAB Phase Coatings by Magnetron Sputtering and Post-Annealing. Coatings, 13(10), 1800. https://doi.org/10.3390/coatings13101800