
Determination of Critical Velocity of Cold-Sprayed NiCoCrAlY Coating via Arbitary Lagrangian-Eulerian (ALE) Method of Finite Element Simulation

Abstract
:1. Introduction
2. Finite Element Modeling Procedures
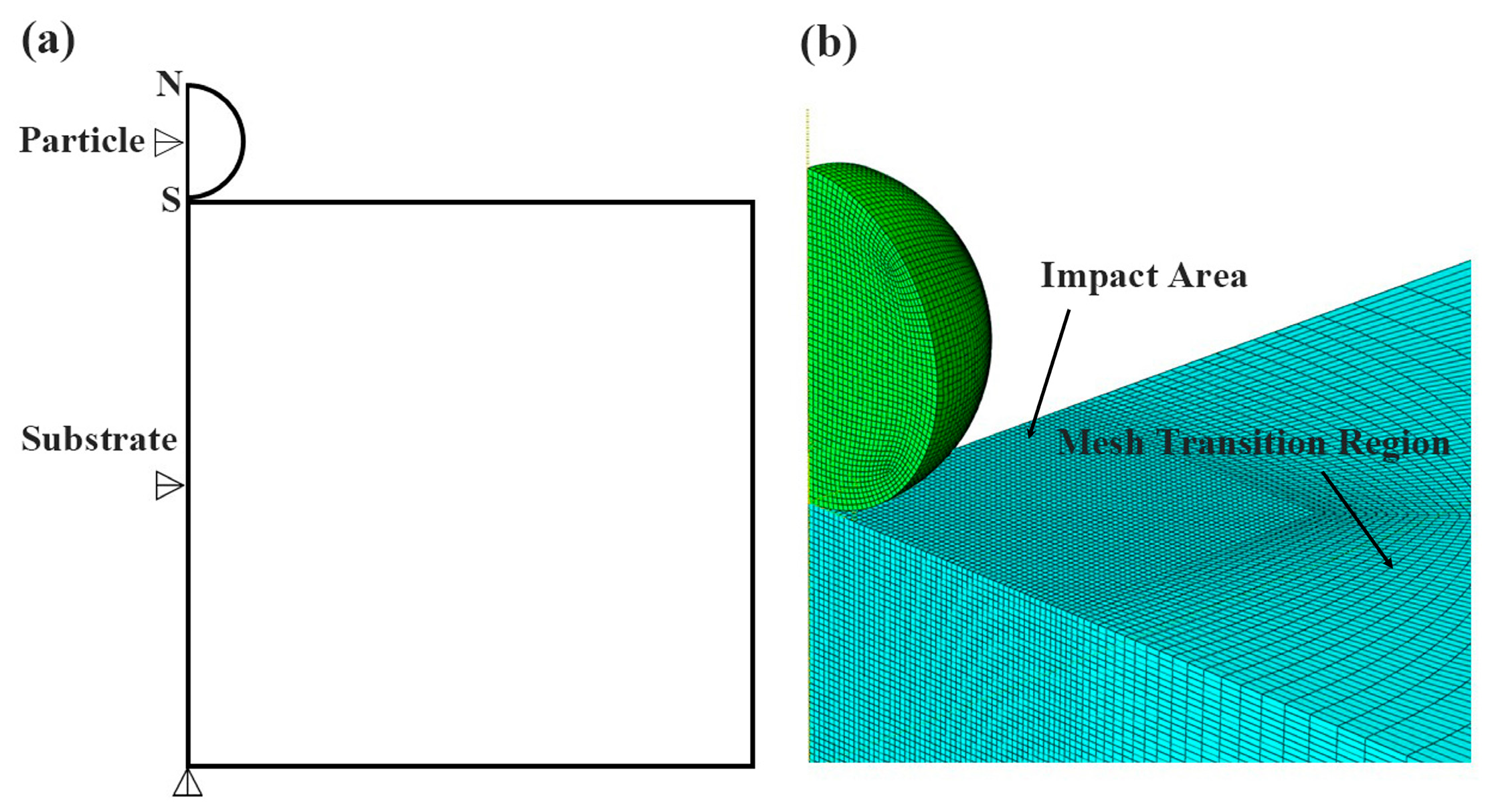
2.1. Modeling Method
2.2. Material Model
3. Results and Discussion
3.1. The Deposition Behavior of Particles
3.2. Effect of Impact Velocity on the Deformation of the Particle
3.3. Effect of Particle Size on Deformation
4. Experimental Materials and Methods
4.1. Materials and Spray
4.2. Materials Characterization
4.3. Results and Disducsion
5. Conclusions
- (1)
- Based on the variation trends of PEEQ and TEMP obtained for various impact velocities, the critical velocity of NiCoCrAlY particles impacting onto nickel-based superalloy GH4169 substrate at 600 m/s can be reasonably predicted;
- (2)
- When the particle diameter is within a certain size range, its variation trend is roughly the same, but when the particle size is higher than a certain value, its critical velocity will be reduced. The larger the particle is, the easier it is to deposit on the substrate;
- (3)
- Based on the finite element simulation results, the suitable critical velocity for the cold-sprayed NiCoCrAlY coating has been obtained, and the cold-sprayed coating was prepared successfully; the as cold-sprayed coating has a dense microstructure and high bonding strength, which may be used as the bond-coat of the thermal barrier coatings.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hassani-Gangaraj, M.; Veysset, D.; Champagne, V.K.; Nelson, K.A.; Schuh, C.A. Adiabatic shear instability is not necessary for adhesion in cold spray. Acta Mater. 2018, 158, 430–439. [Google Scholar] [CrossRef]
- Papyrin, A. Cold spray technology. Adv. Mater. Process. 2001, 159, 49–51. [Google Scholar]
- Raoelison, R.N.; Verdy, C.; Liao, H. Cold gas dynamic spray additive manufacturing today: Deposit possibilities, technological solutions and viable applications. Mater. Des. 2017, 133, 266–287. [Google Scholar] [CrossRef]
- Feng, P.; Rokni, M.R.; Nutt, S.R. Depositing aluminum onto PEKK composites by cold spray. J. Therm. Spray Technol. 2020, 30, 385–393. [Google Scholar] [CrossRef]
- Della Gatta, R.; Perna, A.S.; Viscusi, A.; Pasquino, G.; Astarita, A. Cold spray deposition of metallic coatings on polymers: A review. J. Mater. Sci. 2021, 57, 27–57. [Google Scholar] [CrossRef]
- Perna, A.S.; Viscusi, A.; Gatta, R.D.; Astarita, A. Integrating 3D printing of polymer matrix composites and metal additive layer manufacturing: Surface metallization of 3D printed composite panels through cold spray deposition of aluminium particles. Int. J. Mater. Form. 2022, 15, 15. [Google Scholar] [CrossRef]
- Li, Y.; Li, C.-J.; Yang, G.-J.; Xing, L.-K. Thermal fatigue behavior of thermal barrier coatings with the MCrAlY bond coats by cold spraying and low-pressure plasma spraying. Surf. Coat. Technol. 2010, 205, 2225–2233. [Google Scholar] [CrossRef]
- Guo, D.; Wang, Y.; Fernandez, R.; Zhao, L.; Jodoin, B. Cold spray for production of in-situ nanocrystalline MCrAlY coatings—Part I: Process analysis and microstructure characterization. Surf. Coat. Technol. 2021, 409, 126854. [Google Scholar] [CrossRef]
- Karaoglanli, A.C.; Ozgurluk, Y.; Doleker, K.M. Comparison of microstructure and oxidation behavior of CoNiCrAlY coatings produced by APS, SSAPS, D-gun, HVOF and CGDS techniques. Vacuum 2020, 180, 109609. [Google Scholar] [CrossRef]
- Assadi, H.; Kreye, H.; Gärtner, F.; Klassen, T. Cold spraying—A materials perspective. Acta Mater. 2016, 116, 382–407. [Google Scholar] [CrossRef]
- Wu, K.; Chee, S.W.; Sun, W.; Tan, A.W.-Y.; Tan, S.C.; Liu, E.; Zhou, W. Inconel 713C Coating by Cold Spray for Surface Enhancement of Inconel 718. Metals 2021, 11, 2048. [Google Scholar] [CrossRef]
- Zou, Y.; Qiu, Z.; Huang, C.; Zeng, D.; Lupoi, R.; Zhang, N.; Yin, S. Microstructure and tribological properties of Al2O3 reinforced FeCoNiCrMn high entropy alloy composite coatings by cold spray. Surf. Coat. Technol. 2022, 434, 128205. [Google Scholar] [CrossRef]
- Tang, J.; Tariq, N.u.H.; Zhao, Z.; Guo, M.; Liu, H.; Ren, Y.; Cui, X.; Shen, Y.; Wang, J.; Xiong, T. Microstructure and Mechanical Properties of Ti–Ta Composites Prepared Through Cold Spray Additive Manufacturing. Acta Metall. Sin. Engl. Lett. 2022, 35, 1465–1476. [Google Scholar] [CrossRef]
- Hu, D.; Mao, J.; Song, J.; Meng, F.; Shan, X.; Wang, R. Experimental investigation of grain size effect on fatigue crack growth rate in turbine disc superalloy GH4169 under different temperatures. Mater. Sci. Eng. A 2016, 669, 318–331. [Google Scholar] [CrossRef]
- Yang, X.; Li, W.; Ma, J.; Hu, S.; He, Y.; Li, L.; Xiao, B. Thermo-physical simulation of the compression testing for constitutive modeling of GH4169 superalloy during linear friction welding. J. Alloys Compd. 2016, 656, 395–407. [Google Scholar] [CrossRef]
- Li, H.; Niu, S.; Zhang, Q.; Fu, S.; Qu, N. Investigation of material removal in inner-jet electrochemical grinding of GH4169 alloy. Sci. Rep. 2017, 7, 608–616. [Google Scholar] [CrossRef]
- Clarke, D.R.; Oechsner, M.; Padture, N.P. Thermal-barrier coatings for more efficient gas-turbine engines. MRS Bull. 2012, 37, 891–898. [Google Scholar] [CrossRef]
- Vaßen, R.; Jarligo, M.O.; Steinke, T.; Mack, D.E.; Stöver, D. Overview on advanced thermal barrier coatings. Surf. Coat. Technol. 2010, 205, 938–942. [Google Scholar] [CrossRef]
- Weng, W.-X.; Wang, Y.-M.; Liao, Y.-M.; Li, C.-C.; Li, Q. Comparison of microstructural evolution and oxidation behaviour of NiCoCrAlY and CoNiCrAlY as bond coats used for thermal barrier coatings. Surf. Coat. Technol. 2018, 352, 285–294. [Google Scholar] [CrossRef]
- Padture, N.P.; Gell, M.; Jordan, E.H. Thermal barrier coatings for gas-turbine engine applications. Science 2002, 296, 280–284. [Google Scholar] [CrossRef]
- Doleker, K.M.; Karaoglanli, A.C. Comparison of Oxidation Behavior of Shot-Peened Plasma Spray Coatings with Cold Gas Dynamic Spray Coatings. Oxid. Met. 2016, 88, 121–132. [Google Scholar] [CrossRef]
- Guo, D.; Zhao, L.; Jodoin, B. Cold spray for production of in-situ nanocrystalline MCrAlY coatings—Part II: Isothermal oxidation performance. Surf. Coat. Technol. 2021, 409, 126828. [Google Scholar] [CrossRef]
- Karaoglanli, A.C.; Turk, A. Isothermal oxidation behavior and kinetics of thermal barrier coatings produced by cold gas dynamic spray technique. Surf. Coat. Technol. 2017, 318, 72–81. [Google Scholar] [CrossRef]
- Viscusi, A.; Astarita, A.; Gatta, R.D.; Rubino, F. A perspective review on the bonding mechanisms in cold gas dynamic spray. Surf. Eng. 2018, 35, 743–771. [Google Scholar] [CrossRef]
- Rahmati, S.; Jodoin, B. Physically Based Finite Element Modeling Method to Predict Metallic Bonding in Cold Spray. J. Therm. Spray Technol. 2020, 29, 611–629. [Google Scholar] [CrossRef]
- Samson, T.; MacDonald, D.; Fernández, R.; Jodoin, B. Effect of Pulsed Waterjet Surface Preparation on the Adhesion Strength of Cold Gas Dynamic Sprayed Aluminum Coatings. J. Therm. Spray Technol. 2015, 24, 984–993. [Google Scholar] [CrossRef]
- Archambault, G.; Jodoin, B.; Gaydos, S.; Yandouzi, M. Metallization of carbon fiber reinforced polymer composite by cold spray and lay-up molding processes. Surf. Coat. Technol. 2016, 300, 78–86. [Google Scholar] [CrossRef]
- Che, H.; Chu, X.; Vo, P.; Yue, S. Cold spray of mixed metal powders on carbon fibre reinforced polymers. Surf. Coat. Technol. 2017, 329, 232–243. [Google Scholar] [CrossRef]
- Li, W.-Y.; Gao, W. Some aspects on 3D numerical modeling of high velocity impact of particles in cold spraying by explicit finite element analysis. Appl. Surf. Sci. 2009, 255, 7878–7892. [Google Scholar] [CrossRef]
- Assadi, H.; Gärtner, F.; Stoltenhoff, T.; Kreye, H. Bonding mechanism in cold gas spraying. Acta Mater. 2003, 51, 4379–4394. [Google Scholar] [CrossRef]
- Schmidt, T.; Gärtner, F.; Assadi, H.; Kreye, H. Development of a generalized parameter window for cold spray deposition. Acta Mater. 2006, 54, 729–742. [Google Scholar] [CrossRef]
- Heydari Astaraee, A.; Colombo, C.; Bagherifard, S. Numerical Modeling of Bond Formation in Polymer Surface Metallization Using Cold Spray. J. Therm. Spray Technol. 2021, 30, 1765–1776. [Google Scholar] [CrossRef]
- Grujicic, M.; Zhao, C.L.; DeRosset, W.S.; Helfritch, D. Adiabatic shear instability based mechanism for particles/substrate bonding in the cold-gas dynamic-spray process. Mater. Des. 2004, 25, 681–688. [Google Scholar] [CrossRef]
- Meng, F.; Yue, S.; Song, J. Quantitative prediction of critical velocity and deposition efficiency in cold-spray: A finite-element study. Scr. Mater. 2015, 107, 83–87. [Google Scholar] [CrossRef]
- Meng, F.; Aydin, H.; Yue, S.; Song, J. The Effects of Contact Conditions on the Onset of Shear Instability in Cold-Spray. J. Therm. Spray Technol. 2015, 24, 711–719. [Google Scholar] [CrossRef]
- Shah, S.; Lee, J.; Rothstein, J.P. Numerical Simulations of the High-Velocity Impact of a Single Polymer Particle during Cold-Spray Deposition. J. Therm. Spray Technol. 2017, 26, 970–984. [Google Scholar] [CrossRef]
- Hassani-Gangaraj, M.; Veysset, D.; Nelson, K.A.; Schuh, C.A. In-Situ observations of single micro-particle impact bonding. Scr. Mater. 2018, 145, 9–13. [Google Scholar] [CrossRef]
- Loke, K.; Zhang, Z.-Q.; Narayanaswamy, S.; Koh, P.K.; Luzin, V.; Gnaupel-Herold, T.; Ang, A.S.M. Residual Stress Analysis of Cold Spray Coatings Sprayed at Angles Using Through-thickness Neutron Diffraction Measurement. J. Therm. Spray Technol. 2021, 30, 1810–1826. [Google Scholar] [CrossRef]
- Seng, D.H.L.; Zhang, Z.; Zhang, Z.-Q.; Meng, T.L.; Teo, S.L.; Tan, B.H.; Loi, Q.; Pan, J.; Ba, T. Impact of spray angle and particle velocity in cold sprayed IN718 coatings. Surf. Coat. Technol. 2023, 466, 129623. [Google Scholar] [CrossRef]
- Singh, N.K.; Uddin, K.Z.; Muthulingam, J.; Jha, R.; Koohbor, B. A Modeling Study of Bonding Mechanisms between Similar and Dissimilar Materials in Cold Spraying on Polymeric Substrates. J. Therm. Spray Technol. 2022, 31, 508–524. [Google Scholar] [CrossRef]
- Wang, F. Deposition characteristic of Al particles on Mg alloy micro-channel substrate by cold spray. Int. J. Adv. Manuf. Technol. 2016, 91, 791–802. [Google Scholar] [CrossRef]
- Ichikawa, Y.; Ogawa, K. Critical Deposition Condition of CoNiCrAlY Cold Spray Based on Particle Deformation Behavior. J. Therm. Spray Technol. 2016, 26, 340–349. [Google Scholar] [CrossRef]
- Dowding, I.; Hassani, M.; Sun, Y.; Veysset, D.; Nelson, K.A.; Schuh, C.A. Particle size effects in metallic microparticle impact-bonding. Acta Mater. 2020, 194, 40–48. [Google Scholar] [CrossRef]
- Li, W.-Y.; Zhang, C.; Li, C.-J.; Liao, H. Modeling Aspects of High Velocity Impact of Particles in Cold Spraying by Explicit Finite Element Analysis. J. Therm. Spray Technol. 2009, 18, 921–933. [Google Scholar] [CrossRef]
- Fardan, A.; Berndt, C.C.; Ahmed, R. Numerical modelling of particle impact and residual stresses in cold sprayed coatings: A review. Surf. Coat. Technol. 2021, 409, 126835. [Google Scholar] [CrossRef]
- Schreiber, J.M. Finite Element Implementation of the Preston-Tonks-Wallace Plasticity Model and Energy Based Bonding Parameter for the Cold Spray Process; The Pennsylvania State University: State College, PA, USA, 2016. [Google Scholar]
- Kong, X.; Li, B.; Jin, Z.; Geng, W. Broaching Performance of Superalloy GH4169 Based on FEM. J. Mater. Sci. Technol. 2011, 27, 1178–1184. [Google Scholar] [CrossRef]
- Lin, E.; Chen, Q.; Ozdemir, O.C.; Champagne, V.K.; Müftü, S. Effects of Interface Bonding on the Residual Stresses in Cold-Sprayed Al-6061: A Numerical Investigation. J. Therm. Spray Technol. 2019, 28, 472–483. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. Fracture characteristics of three metals subjected to various strains, strain rates, temperatures and pressures. Eng. Fract. Mech. 1985, 21, 31–48. [Google Scholar] [CrossRef]
- Assadi, H.; Irkhin, I.; Gutzmann, H.; Gärtner, F.; Schulze, M.; Villa Vidaller, M.; Klassen, T. Determination of plastic constitutive properties of microparticles through single particle compression. Adv. Powder Technol. 2015, 26, 1544–1554. [Google Scholar] [CrossRef]
- Han, M.; Huang, J.; Chen, S. A parametric study of the Double-Ceramic-Layer Thermal Barrier Coating Part II: Optimization selection of mechanical parameters of the inside ceramic layer based on the effect on the stress distribution. Surf. Coat. Technol. 2014, 238, 93–117. [Google Scholar] [CrossRef]
- Ren, X.D.; Zhan, Q.B.; Yuan, S.Q.; Zhou, J.Z.; Wang, Y.; Ren, N.F.; Sun, G.F.; Zheng, L.M.; Dai, F.Z.; Yang, H.M.; et al. A finite element analysis of thermal relaxation of residual stress in laser shock processing Ni-based alloy GH4169. Mater. Des. 2014, 54, 708–711. [Google Scholar] [CrossRef]
- Wen, W.; Jackson, G.; Maskill, S.; McCartney, D.; Sun, W. Evaluating Mechanical Properties of CoNiCrAlY Coating from Miniature Specimen Testing at Elevated Temperature. Int. J. Mech. Mater. Eng. 2019, 13, 519–526. [Google Scholar]
- Lukyanov, A. Constitutive behaviour of anisotropic materials under shock loading. Int. J. Plast. 2008, 24, 140–167. [Google Scholar] [CrossRef]
- Van Steenkiste, T.H.; Smith, J.R.; Teets, R.E. Aluminum coatings via kinetic spray with relatively large powder particles. Surf. Coat. Technol. 2002, 154, 237–252. [Google Scholar] [CrossRef]
- Tsai, J.-T.; Akin, S.; Zhou, F.; Bahr, D.F.; Jun, M.B.-G. Establishing a Cold Spray Particle Deposition Window on Polymer Substrate. J. Therm. Spray Technol. 2021, 30, 1069–1080. [Google Scholar] [CrossRef]
- Aleksieieva, O.; Dereviankina, L.; Breuninger, P.; Bozoglu, M.; Tretiakov, P.; Toporov, A.; Antonyuk, S. Simulation of Particle Interaction with Surface Microdefects during Cold Gas-Dynamic Spraying. Coatings 2022, 12, 1297. [Google Scholar] [CrossRef]
- Sauer, J.P. The Use of Metallographic Standards in Calibration of the Polishing Process. In Proceedings of the ITSC 1997, Indianapolis, IN, USA, 15–18 September 1997; pp. 955–957. [Google Scholar]
- ASTM C633-13; Standard Test Method for Adhesion or Cohesion Strength of Thermal Spray Coatings. ASTM International: West Conshohocken, PA, USA, 2017.
- Portilla-Zea, K.; González, M.A.; Rodríguez, E.; Jiménez, O.; Bravo-Bárcenas, D.; Vásquez, G.I. Effect of SiC microfibers as a self-healing agent and their influence on oxidation and adhesion resistance of thermal barrier coatings exposed to cyclic thermal oxidation treatments. Surf. Coat. Technol. 2019, 372, 376–389. [Google Scholar] [CrossRef]
- Suryanarayana, C.; Norton, M.G.; Suryanarayana, C.; Norton, M.G. Determination of crystallite size and lattice strain. In X-ray Diffraction: A Practical Approach; Springer: Berlin/Heidelberg, Germany, 1998; pp. 207–221. [Google Scholar]
- Jiang, H.G.; Rühle, M.; Lavernia, E.J. On the applicability of the X-ray diffraction line profile analysis in extracting grain size and microstrain in nanocrystalline materials. J. Mater. Res. 2011, 14, 549–559. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Parameter (Unit) | NiCoCrAlY | GH4169 |
|---|---|---|---|
| General | Density, ρ (Kg/m3) | 7800 | 8240 |
| Specific heat, CP (J/Kg·K) | 628 | 437 | |
| Thermal conductivity, (W/m·K) | 15 | 14 | |
| Melting temperature, Tm (K) | 1653 | 1573 | |
| Inelastic heat fraction, β | 0.9 | 0.9 | |
| Elastic modulus, GPa | 152.4 | 201 | |
| Poisson’s ratio | 0.311 | 0.3 | |
| Elastic | Shear modulus, GPa | 58.1 | 77.3 |
| Parameter (Unit) | NiCoCrAlY | GH4169 |
|---|---|---|
| A, MPa | 765.16 | 860 |
| B, MPa | 607.18 | 1100 |
| n | 0.3 | 0.5 |
| C | 0.017 | 0.0082 |
| m | 1.715 | 1.05 |
| Reference strain rate, (s−1) | 1 | 1 |
| Reference temperature, Tref (K) | 298 | 298 |
| Parameter (Unit) | NiCoCrAlY | GH4169 |
|---|---|---|
| Sound velocity, C0 (m/s) | 3386 | 5800 |
| Slope of UP versus US, S | 1.339 | 1.489 |
| Grüneisen coefficient, Γ0 | 1.97 | 2.02 |
| Ni | Co | Cr | Al | Ta | Y | Mo | Ti | |
|---|---|---|---|---|---|---|---|---|
| AMDRY997 (5#) | 43.87 | 22.81 | 19.98 | 8.59 | 4.07 | 0.68 | — | — |
| GH4169 | 5055 | — | 1721 | 0.20.6 | — | — | 2.83.3 | 0.651.15 |
| Sand Blast | Cold Spray | ||
|---|---|---|---|
| Powders | Brown aluminium oxide | Feedstock Powders | CoNiCrAlY |
| Size | 38# | Spray Pressure | 44.5 MPa |
| Pressure | 0.5 Mpa | Gas Temperature | 700~750 °C |
| Diatance | 100 mm | Working Gas | N2 |
| Times | 4 | Powder feed rate | 50 g/min |
| Stand-off distance | 40 mm | ||
| Powder velocity | 600 [57] m/s |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, Q.; Su, J.; Zhao, W.; Li, J.; Zhang, K.; Wang, L. Determination of Critical Velocity of Cold-Sprayed NiCoCrAlY Coating via Arbitary Lagrangian-Eulerian (ALE) Method of Finite Element Simulation. Coatings 2023, 13, 1992. https://doi.org/10.3390/coatings13121992
Wu Q, Su J, Zhao W, Li J, Zhang K, Wang L. Determination of Critical Velocity of Cold-Sprayed NiCoCrAlY Coating via Arbitary Lagrangian-Eulerian (ALE) Method of Finite Element Simulation. Coatings. 2023; 13(12):1992. https://doi.org/10.3390/coatings13121992
Chicago/Turabian StyleWu, Qian, Jiahui Su, Weiling Zhao, Jiaxue Li, Ke Zhang, and Liang Wang. 2023. "Determination of Critical Velocity of Cold-Sprayed NiCoCrAlY Coating via Arbitary Lagrangian-Eulerian (ALE) Method of Finite Element Simulation" Coatings 13, no. 12: 1992. https://doi.org/10.3390/coatings13121992