

Numerical Simulation and Mechanical Properties of 6063/6082 Dissimilar Joints by Laser Welding

Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Parameters and Materials
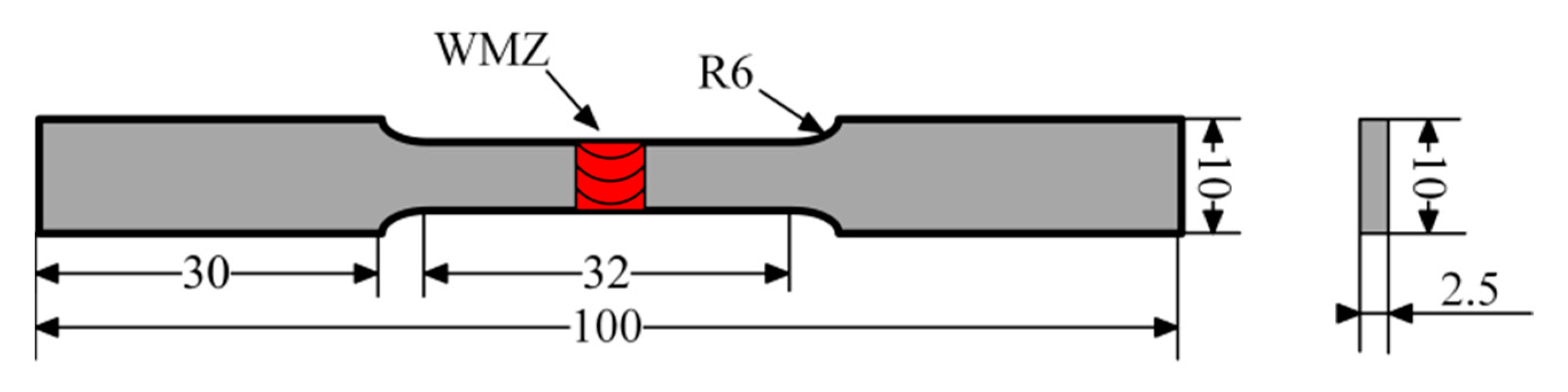
2.2. Experimental Methods
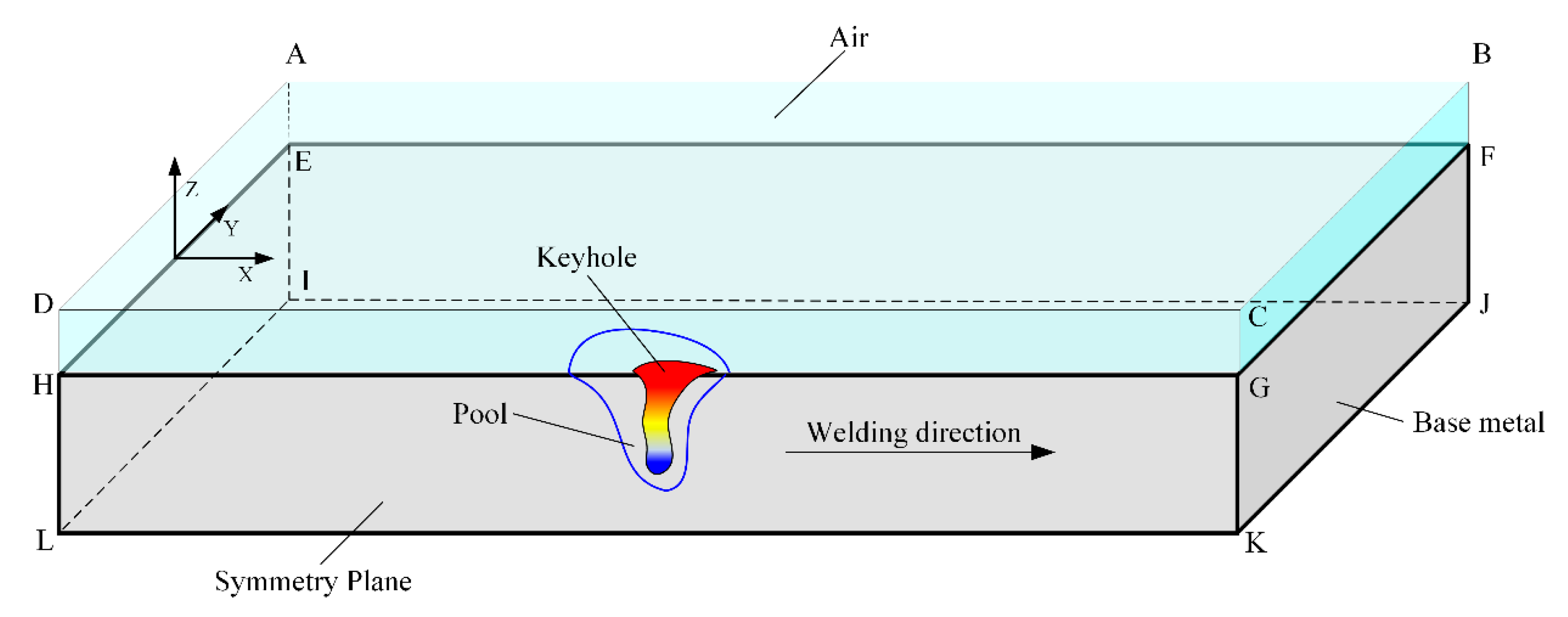
3. Numerical Simulation
3.1. Mathematical Model
- (1)
- The liquid metal in the welding pool was treated as an incompressible Newtonian fluid exhibiting laminar flow.
- (2)
- The material properties, such as specific heat capacity, viscosity, and thermal conductivity, were temperature dependent. The material density was considered constant, and thermal buoyancy was modeled using the Boussinesq approximation.
- (3)
- Evaporation and metal loss during the welding process were not factored into the model.
- (4)
- The influence of protective gas was neglected.
- (5)
3.2. Governing Equations
3.3. Boundary Conditions
3.4. Laser Heat Source Model
4. Results and Discussion
4.1. Verification of Heat Flow Coupling Mathematical Model
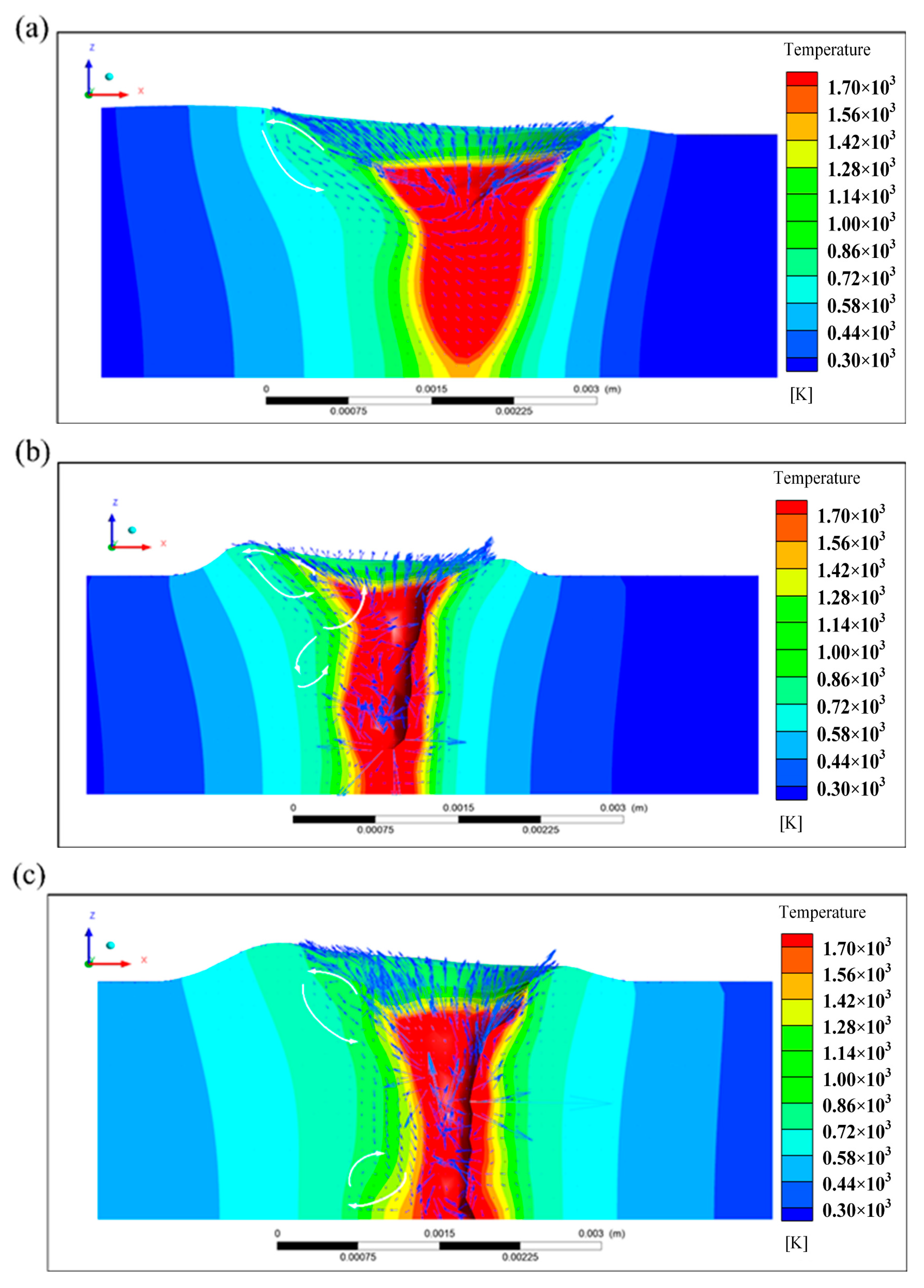
4.2. Influence of Laser Power on Flow Behavior of Welding Pool
4.3. Weld Morphology
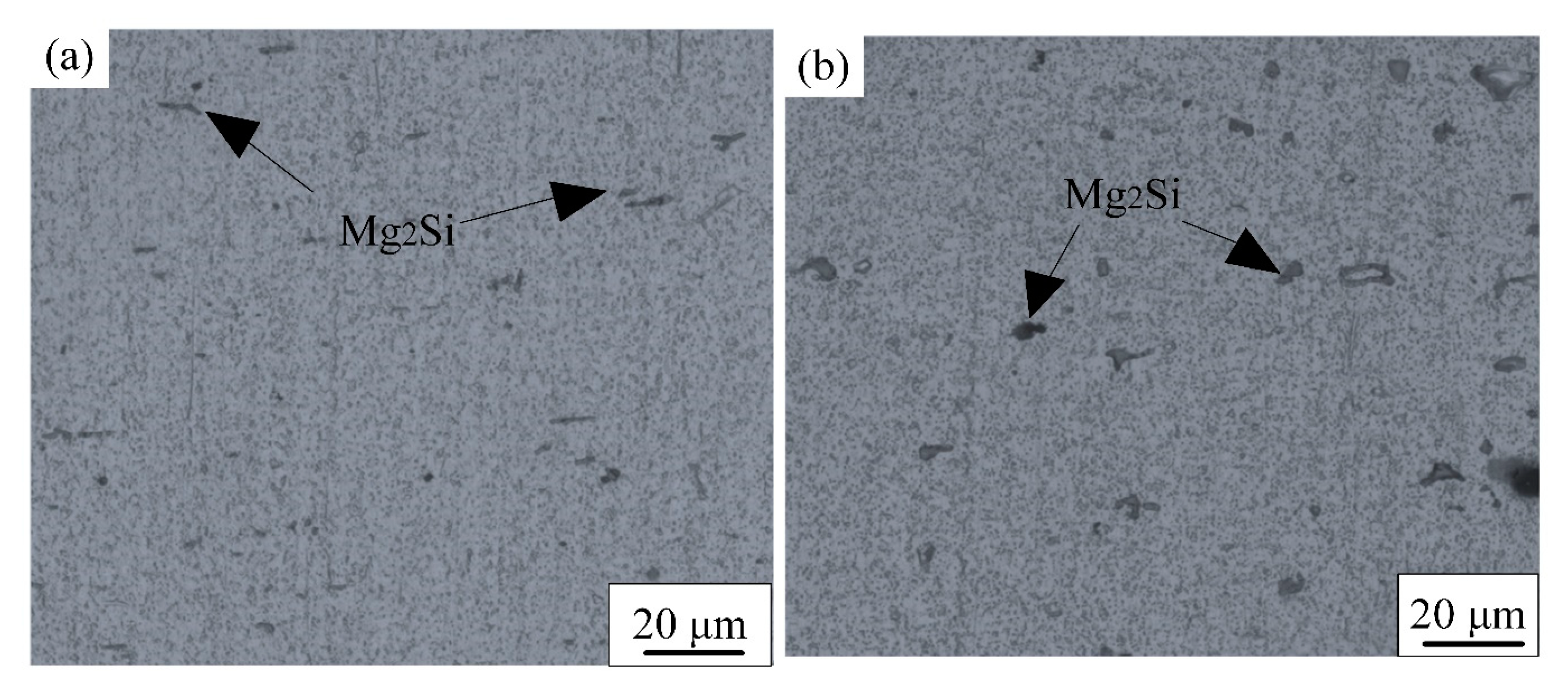
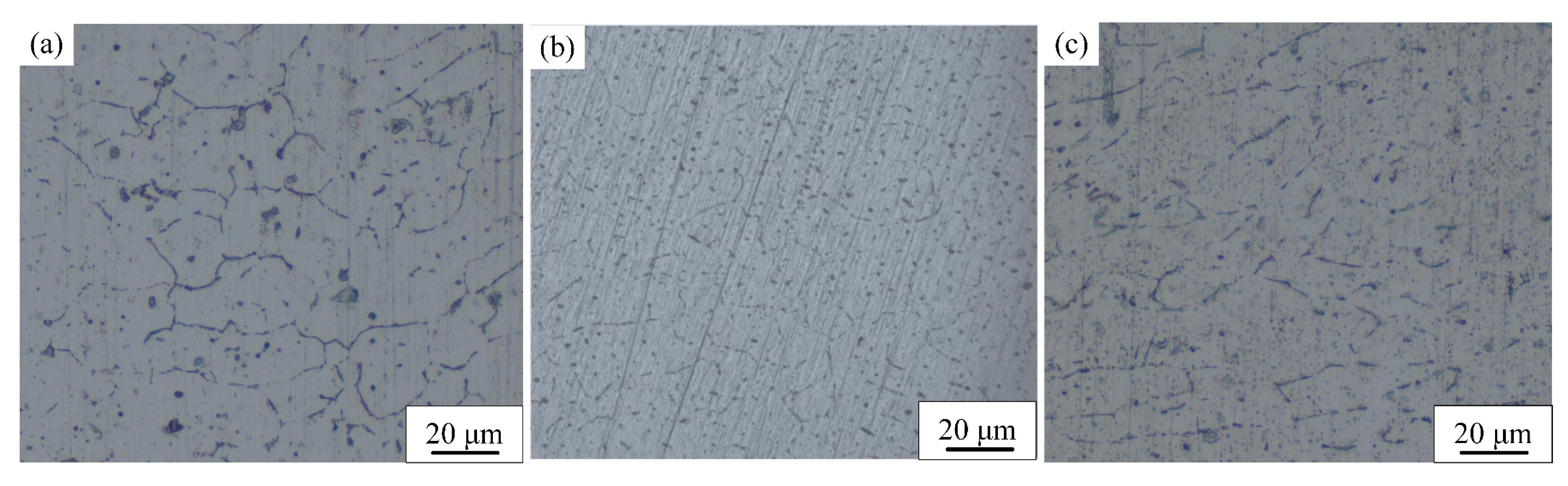
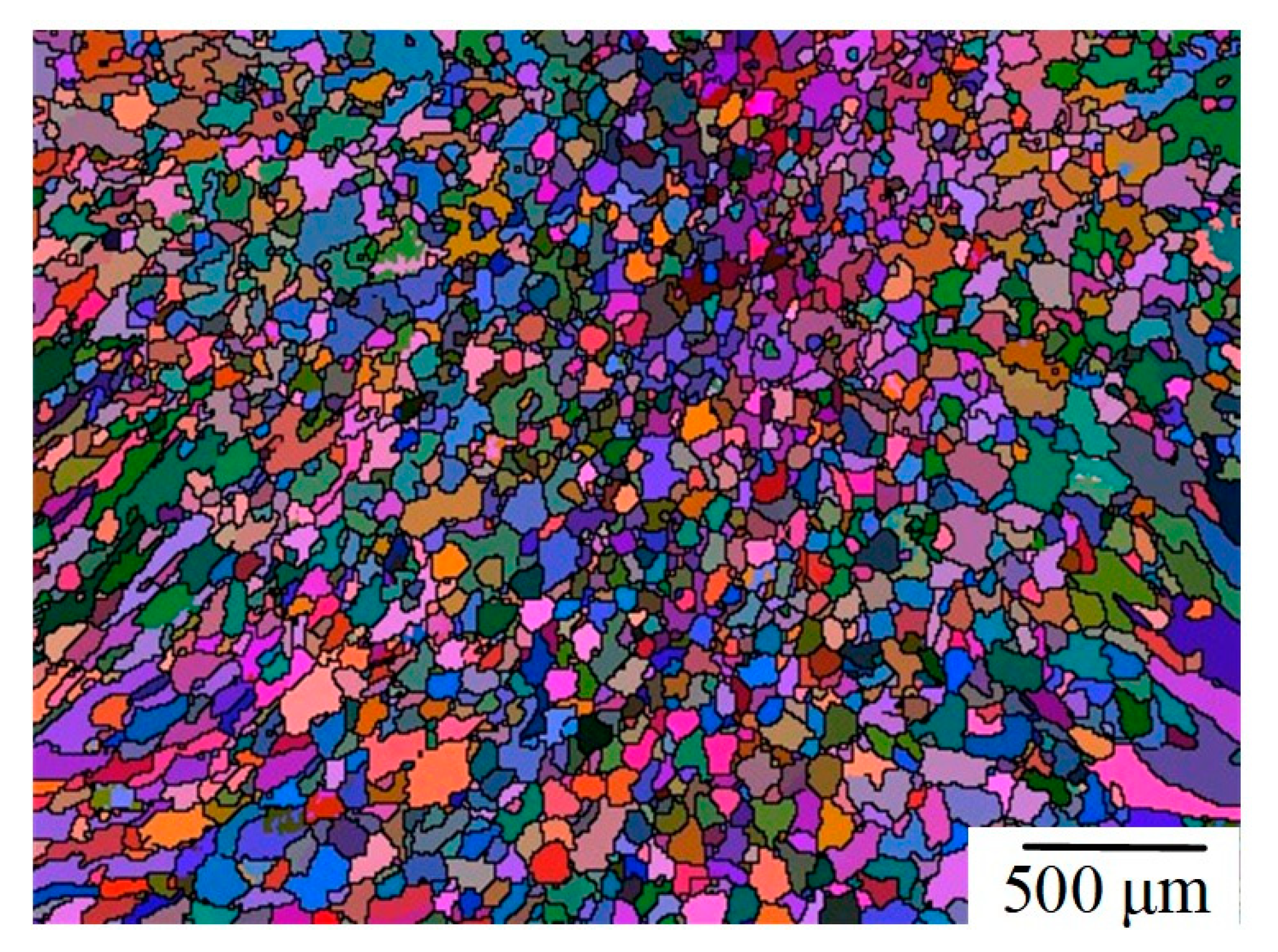
4.4. Microstructure of the Welded Joints
4.5. Mechanical Properties
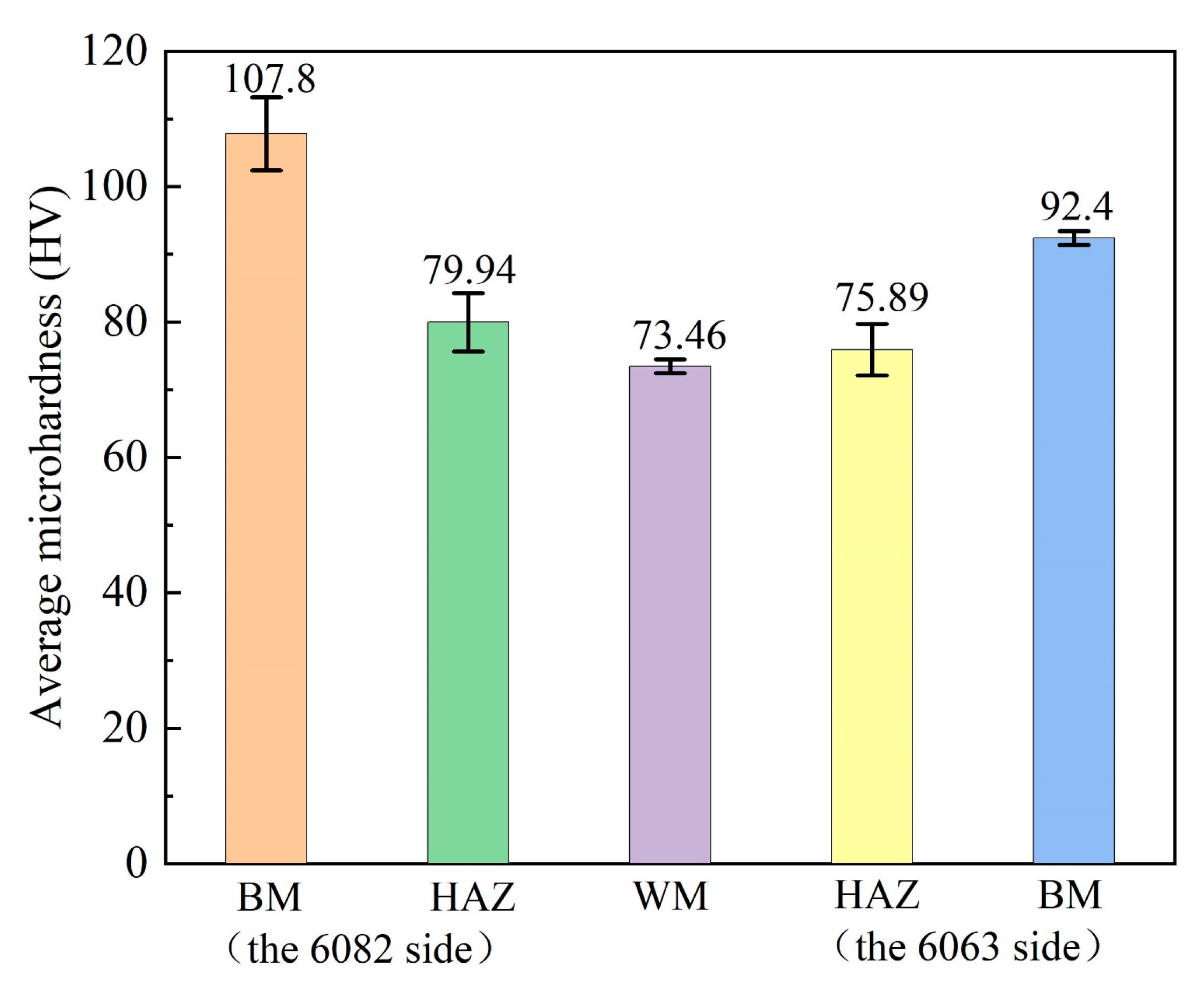
4.5.1. Microhardness
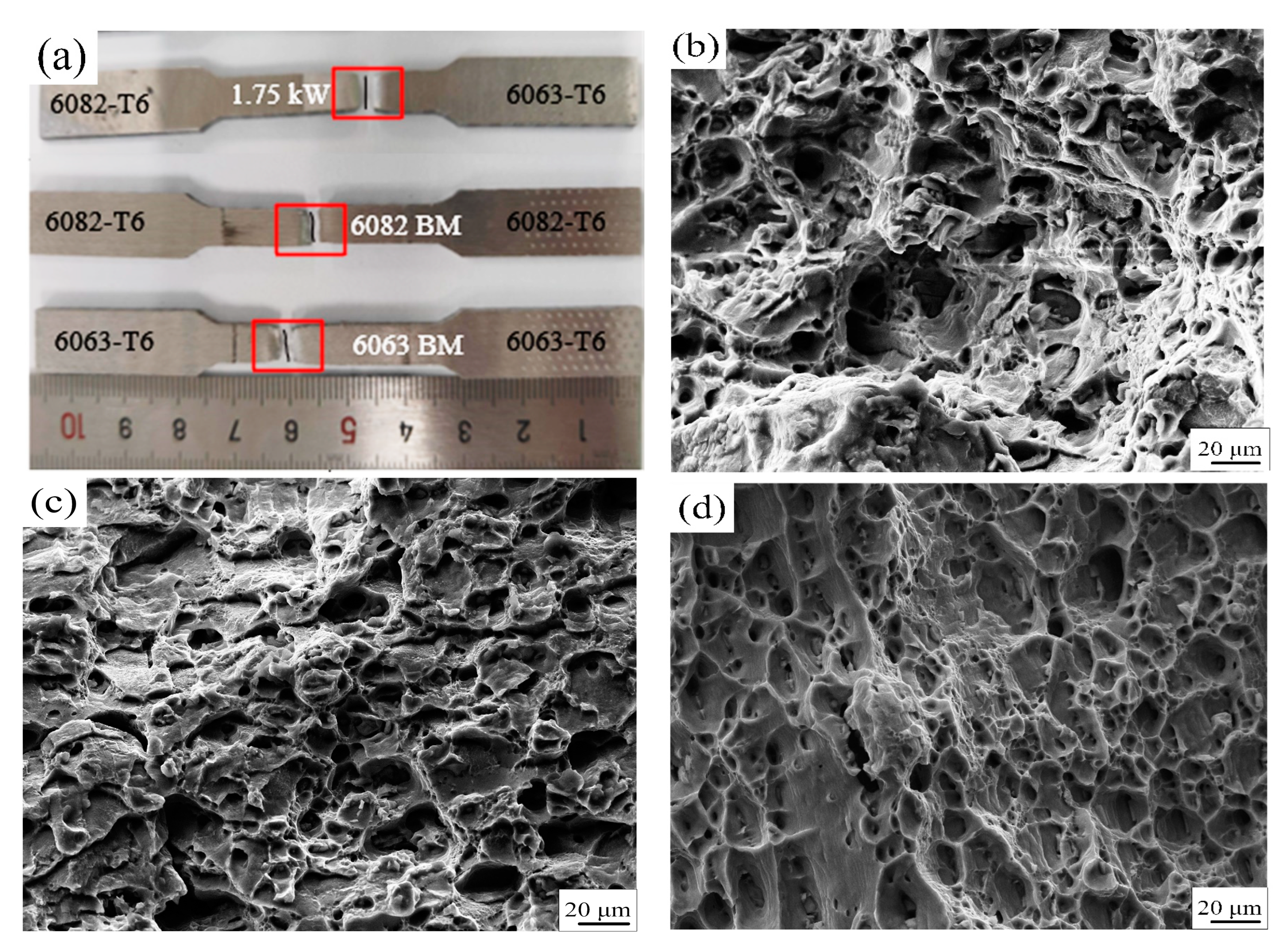
4.5.2. Tensile Properties
5. Conclusions
- (1)
- The accuracy of the rotary surface Gauss heat source in the numerical simulation was verified by comparing the weld pool morphology with the simulation results at welding powers of 1.5 kW, 1.75 kW, and 2.00 kW, respectively. The results showed that the weld pool morphology was in good agreement and the width error was less than 5%.
- (2)
- With the increase in welding power, the stability of the molten pool decreased, and the liquid metal in the molten pool flowed backward and upward, mainly because the recoil pressure in the molten pool was stable, and the vortex ring was generated under the joint action of it and the surface tension, thus determining the flow form of the liquid metal in the molten pool.
- (3)
- The macro morphology of the weld was greatest when the laser power was 1.75 kW. Columnar crystals made up the WMZ near the FL on both sides, while equiaxed crystals predominated in the WMZ center. The grain orientation in the WMZ near the FL on both sides were mainly <111> and <101>.
- (4)
- At 1.75 kW laser power, WMZ had an average microhardness of 73.46 HV, lower than BM and HAZ. The tensile strength of 6063-T6 aluminum alloy side HAZ was the lowest, and the fracture mode was ductile fracture. The tensile strength was 180.8 MPa and the elongation was 4.04%.
- (5)
- Although many scholars have conducted extensive research on aluminum alloy laser welding technology, their work has primarily been limited to macro- and micro-level studies of the same material after welding. This paper, however, explores the molten pool flow state, grain orientation, and mechanical properties of joints in heterogeneous aluminum alloy laser welding, providing more convincing research conclusions for the connection of body structural components and playing a guiding role. Future research can focus on the corrosion-susceptibility of 6063-T6 and 6082-T6 aluminum alloy joints and its impact on mechanical properties.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cui, S.; Yu, Y.; Ma, R.; Tian, F.; Pang, S. Study on Morphology, Microstructure and Properties of 6063-T6 Aluminum Alloy Joints in MIG Welding. Materials 2023, 16, 4886. [Google Scholar] [CrossRef] [PubMed]
- Ma, H.; Hou, Q.; Jiang, Y.; Yu, Z. Mechanical performance of 6082-T6 aluminum alloy columns under eccentric compression at elevated temperatures. Thin-Walled Struct. 2022, 171, 108824. [Google Scholar] [CrossRef]
- Yan, S.; Zhou, H.; Zhu, Z.; Fu, Y.; Tian, J. High strength-ductility synergy in a laser welded dissimilar joint of CrCoNi medium-entropy alloy and stainless steel. Mater. Sci. Eng. A 2022, 840, 142854. [Google Scholar] [CrossRef]
- Chu, Q.; Bai, R.; Jian, H.; Lei, Z.; Hu, N.; Yan, C. Microstructure, texture and mechanical properties of 6061 aluminum laser beam welded joints. Mater. Charact. 2018, 137, 269–276. [Google Scholar] [CrossRef]
- Vincenzo, D.; Erica, L.; Alessandro, A.; Alessandro, F. Weldability and mechanical properties of dis-similar laser welded aluminum alloys thin sheets produced by conventional rolling and Additive Manufacturing. J. Mater. Process. Technol. 2022, 302, 117512. [Google Scholar]
- Ai, Y.; Yan, Y.; Han, S. Numerical analysis of the effect of energy distribution on weld width during oscillating laser welding of aluminum alloy. J. Laser Appl. 2023, 35, 042014. [Google Scholar] [CrossRef]
- Leo, P.; Renna, G.; Casalino, G.; Olabi, A. Effect of power distribution on the weld quality during hybrid laser welding of an Al–Mg alloy. Opt. Laser Technol. 2015, 73, 118–126. [Google Scholar] [CrossRef]
- E407-2007; Designation: E407-99 Standard Practice for Microetching Metals and Alloys. ASTM International: West Conshohocken, PA, USA, 2014.
- B557M-15; Designation: B557M-15 Standard Test Methods for Tension Testing Wrought and Cast Aluminum- and Magnesium-Alloy Products (Metric). ASTM International: West Conshohocken, PA, USA, 2015.
- Liu, S.; Liu, J.; Chen, J.; Liu, X. Influence of surface tension on the molten pool morphology in laser melting. Int. J. Therm. Sci. 2019, 146, 106075. [Google Scholar] [CrossRef]
- Yin, X.; Zhang, Y.; Li, B.; Chen, C. Study of the solidified thin layer on molten pool surface in laser deep penetration welding. Opt. Laser Technol. 2022, 149, 107842. [Google Scholar] [CrossRef]
- Zhang, R.; Tang, X.; Xu, L.; Lu, F.; Cui, H. Mechanism study of thermal fluid flow and weld root hump suppression in full penetration laser welding of Al alloy with alternating magnetic field support. Int. J. Heat Mass Transf. 2020, 166, 120759. [Google Scholar] [CrossRef]
- Volkov, A.N.; Zhigilei, L.V. Melt dynamics and melt-through time in continuous wave laser heating of metal films: Contributions of the recoil vapor pressure and Marangoni effects. Int. J. Heat Mass Transf. 2017, 112, 300–317. [Google Scholar] [CrossRef]
- Patel, S.; Singh, A.; Kumar, A.; Jain, V.K. Development of free surface based Thermo-Fluidic model for conduction mode laser spot welding and comparison with the conventional flat surface based model. Therm. Sci. Eng. Prog. 2023, 38, 101631. [Google Scholar] [CrossRef]
- Wang, L.; Li, H.; Song, Y.; Ding, J.; Cai, R.; Peng, Y.; Huang, Y.; Wang, K. Investigation of dendrite growth, Nb segregation during laser IN718 deposition via volume of fluid-phase field modeling. J. Mater. Res. Technol. 2022, 21, 404–415. [Google Scholar] [CrossRef]
- Wu, D.; Sun, J.; Li, Z.; Tashiro, S.; Murphy, A.B.; Ma, N.; Tanaka, M.; Huang, J.; Feng, K.; Liu, C.; et al. Dynamic vapor and keyhole behavior, and equiaxed dendrite formation in blue laser processing of copper. Int. J. Heat Mass Transf. 2023, 209, 124102. [Google Scholar] [CrossRef]
- Chen, S.; Zhao, Y.; Tian, S.; Gu, Y.; Zhan, X. Study on keyhole coupling and melt flow dynamic behaviors simulation of 2219 aluminum alloy T-joint during the dual laser beam bilateral synchronous welding. J. Manuf. Process. 2020, 60, 200–212. [Google Scholar] [CrossRef]
- Zhan, X.; Liu, X.; Li, Y.; Zhao, Y.; Wang, J. Molten pool behavior and solidification characterization in steady magnetic field assisted laser-MIG hybrid welding of aluminum alloy. J. Manuf. Process. 2022, 84, 622–638. [Google Scholar] [CrossRef]
- Gao, Q.; Ling, W.; Zhou, Y.; Zhan, X.; Shen, H. Correlation between special bud-shaped area and molten pool flow in laser cladding high-entropy alloy on TC4 surface. Int. J. Therm. Sci. 2023, 183, 107825. [Google Scholar] [CrossRef]
- Yadav, A.K.; Agrawal, M.K.; Saxena, K.K.; Yelamasetti, B. Prediction of thermal fields and stresses developed in GTAW dissimilar weldments of AA 5083 and AA 6082. Mater. Today Proc. 2023, 3, 174. [Google Scholar]
- Ke, W.; Zeng, Z.; Oliveira, J.; Peng, B.; Shen, J.; Tan, C.; Song, X.; Yan, W. Heat transfer and melt flow of keyhole, transition and conduction modes in laser beam oscillating welding. Int. J. Heat Mass Transf. 2023, 203, 123821. [Google Scholar] [CrossRef]
- Mishra, S.; DebRoy, T. Tailoring gas tungsten arc weld geometry using a genetic algorithm and a neural network trained with convective heat flow calculations. Mater. Sci. Eng. A 2007, 454–455, 477–486. [Google Scholar] [CrossRef]
- Liu, J.; Rao, Z.; Liao, S.; Wang, P.-C. Modeling of transport phenomena and solidification cracking in laser spot bead-on-plate welding of AA6063-T6 alloy. Part I—The mathematical model. Int. J. Adv. Manuf. Technol. 2014, 73, 9–12. [Google Scholar] [CrossRef]
- Wu, C.; Meng, X.; Chen, J.; Qin, G. Progress in numerical simulation of thermal processes and weld pool behaviors in fusion welding. Mech. Eng. 2018, 54, 1–15. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Density (g/cm3) | Shear Strength (MPa) | Tensile Strength (MPa) | Elongation at Break (%) | Thermal Diffusivity (mm2/s) | Melting Point (°C) |
|---|---|---|---|---|---|---|
| 6063-T6 | 2.7 | 150 | 260 | 8.0 | 83 | 620 |
| 6082-T6 | 2.7 | 220 | 330 | 9.8 | 67 | 580 |
| Materials | Si | Mn | Mg | Cu | Zn | Ti | Fe | Al |
|---|---|---|---|---|---|---|---|---|
| 6063-T6 | 0.381 | 0.009 | 0.707 | 0.040 | 0.003 | 0.029 | 0.244 | Bal. |
| 6082-T6 | 1.000 | 0.560 | 1.000 | 0.030 | 0.060 | 0.030 | 0.330 | Bal. |
| Symbol | Nomenclature | Symbol | Nomenclature |
|---|---|---|---|
| Time (s) | Source term | ||
| Liquid fraction | Ambient temperature (k) | ||
| Volume fraction | Solidus temperature (k) | ||
| Convection heat transfer coefficient (W/m2·K) | Liquidus temperature (k) | ||
| Heat source depth (m) | Velocity vector (m/s) | ||
| Mixing enthalpy (J/kg) | Velocity components (m/s) | ||
| Thermal conductivity (W/m·K) | Density (kg/m3) | ||
| Thermal efficiency | Stefan–Boltzmann constant (W/m2·K4) | ||
| The normal vector of the free surface | Emissivity | ||
| Input power(W) | Dynamic viscosity (kg/m·s) | ||
| A minor constant | Material-related constants | ||
| Heat flow density (W/m2) | U | Latent heat of evaporation (J/kg) | |
| Heat source radius(m) |
| Parameters | Symbol | Unit | Value |
|---|---|---|---|
| Solidus temperature | 820 | ||
| Liquidus temperature | 930 | ||
| Boiling point | 2730 | ||
| Solidus Density | 2700 | ||
| Liquidus Density | 2400 | ||
| Solidus Specific heat | 871 | ||
| Liquidus Specific heat | 1060 | ||
| Latent heat of fusion | 3.87 × 105 | ||
| Latent heat of evaporation | 1.08 × 107 | ||
| Solidus Thermal conductivity | 238 | ||
| Liquidus Thermal conductivity | 100 | ||
| Surface tension | 0.914 | ||
| Surface tension gradient | −0.35 × 10−3 | ||
| Ideal gas constant | 8.314 |
| Parameter | Welding Pool Shape Comparison | Temperature |
|---|---|---|
| 1.50 kW |  |  |
| 1.75 kW |  | |
| 2.00 kW |  |
| Item | 1.50 kW | 1.75 kW | 2.00 kW |
|---|---|---|---|
| Simulation value of melting width (mm) | 4.3 | 9.7 | 11.2 |
| Measurement value of melting width (mm) | 4.5 | 9.8 | 11.5 |
| Rate of error (%) | 4.4 | 1.0 | 2.6 |
| Welded Joint | |||||
|---|---|---|---|---|---|
| BM-6063 | HAZ-6063 | WMZ | HAZ-6082 | BM-6082 | |
| Grain size (μm) | 18.85 | 36.64 | 45.42 | 33.18 | 15.65 |
| Test | Samples | Tensile Strength (MPa) | Elongation (%) | ||
|---|---|---|---|---|---|
| Single Value | Average Value | Single Value | Average Value | ||
| 1 | 6063-1 | 235.01 | 237.64 | 9.33 | 8.34 |
| 2 | 6063-2 | 240.26 | 7.34 | ||
| 3 | 6082-1 | 306.99 | 308.13 | 8.62 | 8.17 |
| 4 | 6082-2 | 309.02 | 7.71 | ||
| 5 | 1.75-1 | 179.63 | 180.8 | 4.02 | 4.04 |
| 6 | 1.75-2 | 181.97 | 4.06 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cui, S.; Tian, F.; Zhang, S.; Cai, H.; Yu, Y. Numerical Simulation and Mechanical Properties of 6063/6082 Dissimilar Joints by Laser Welding. Coatings 2023, 13, 2049. https://doi.org/10.3390/coatings13122049
Cui S, Tian F, Zhang S, Cai H, Yu Y. Numerical Simulation and Mechanical Properties of 6063/6082 Dissimilar Joints by Laser Welding. Coatings. 2023; 13(12):2049. https://doi.org/10.3390/coatings13122049
Chicago/Turabian StyleCui, Shuwan, Fuyuan Tian, Suojun Zhang, Hongfeng Cai, and Yunhe Yu. 2023. "Numerical Simulation and Mechanical Properties of 6063/6082 Dissimilar Joints by Laser Welding" Coatings 13, no. 12: 2049. https://doi.org/10.3390/coatings13122049
APA StyleCui, S., Tian, F., Zhang, S., Cai, H., & Yu, Y. (2023). Numerical Simulation and Mechanical Properties of 6063/6082 Dissimilar Joints by Laser Welding. Coatings, 13(12), 2049. https://doi.org/10.3390/coatings13122049