
Effect of TiO2@CaCO3 Waterborne Primer on the Coloring Performance of Inkjet-Printed Wood Product Coatings


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Component Content of TiO2@CaCO3 Composite Waterborne White Primer
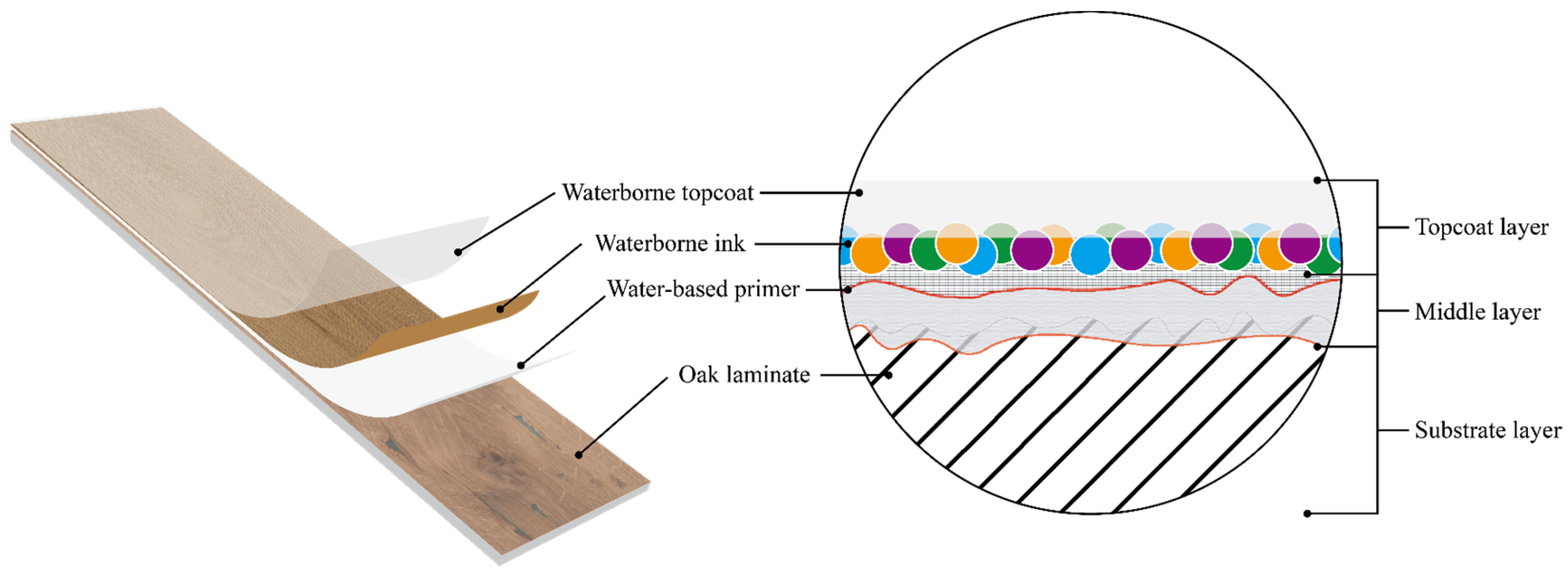
2.3. Primer Preparation Process
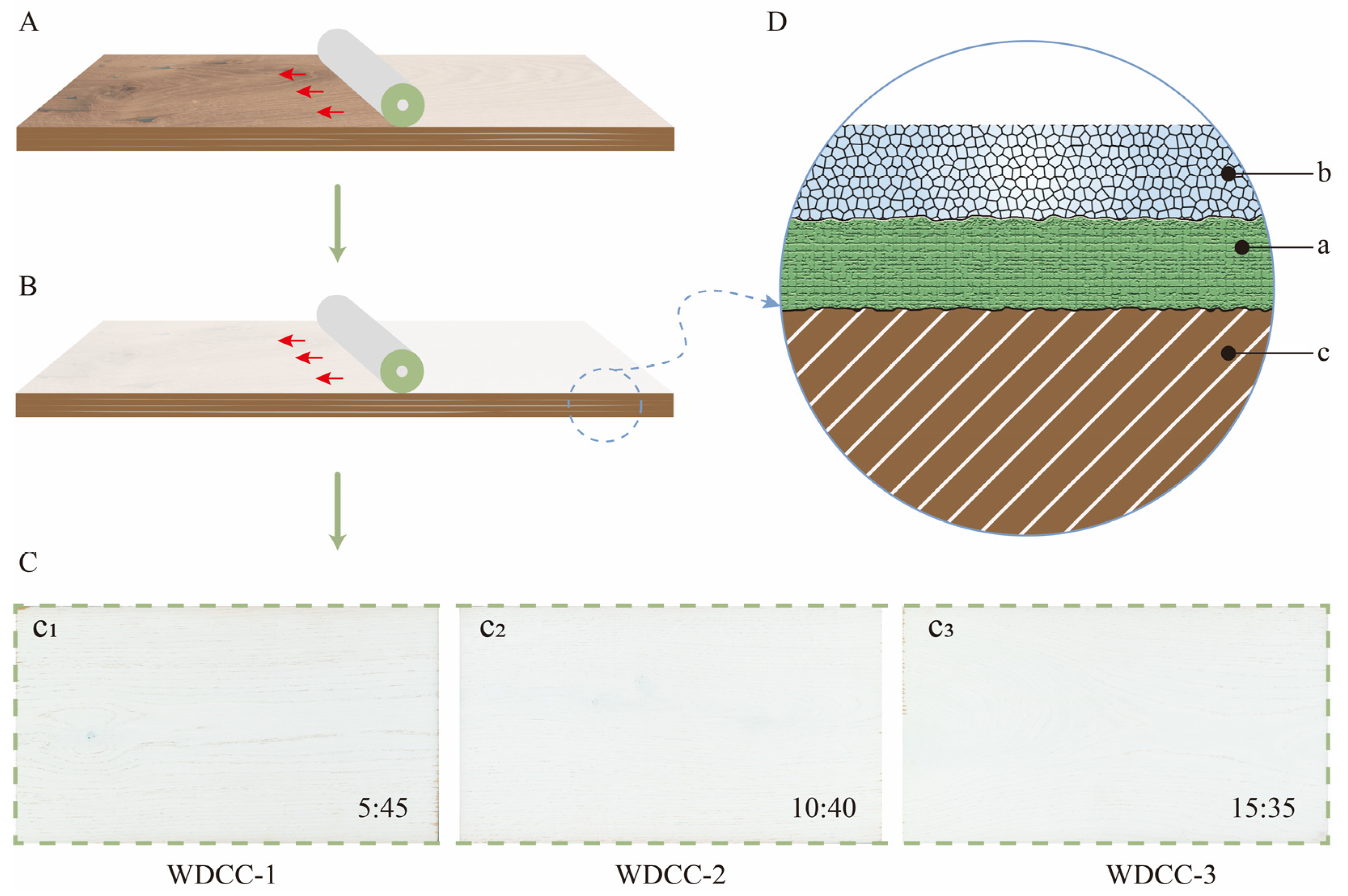
2.4. Method of Roller-Coating Water-Based Primer on Wood Surface
2.5. Testing and Characterization
2.5.1. Surface Tension Test
2.5.2. Infrared Spectroscopy Testing
2.5.3. Surface Morphology Characteristics Obtained via Scanning Electron Microscopy
2.5.4. Optical Microscopy Observation
2.5.5. Paint Film Performance Testing
3. Results and Discussion
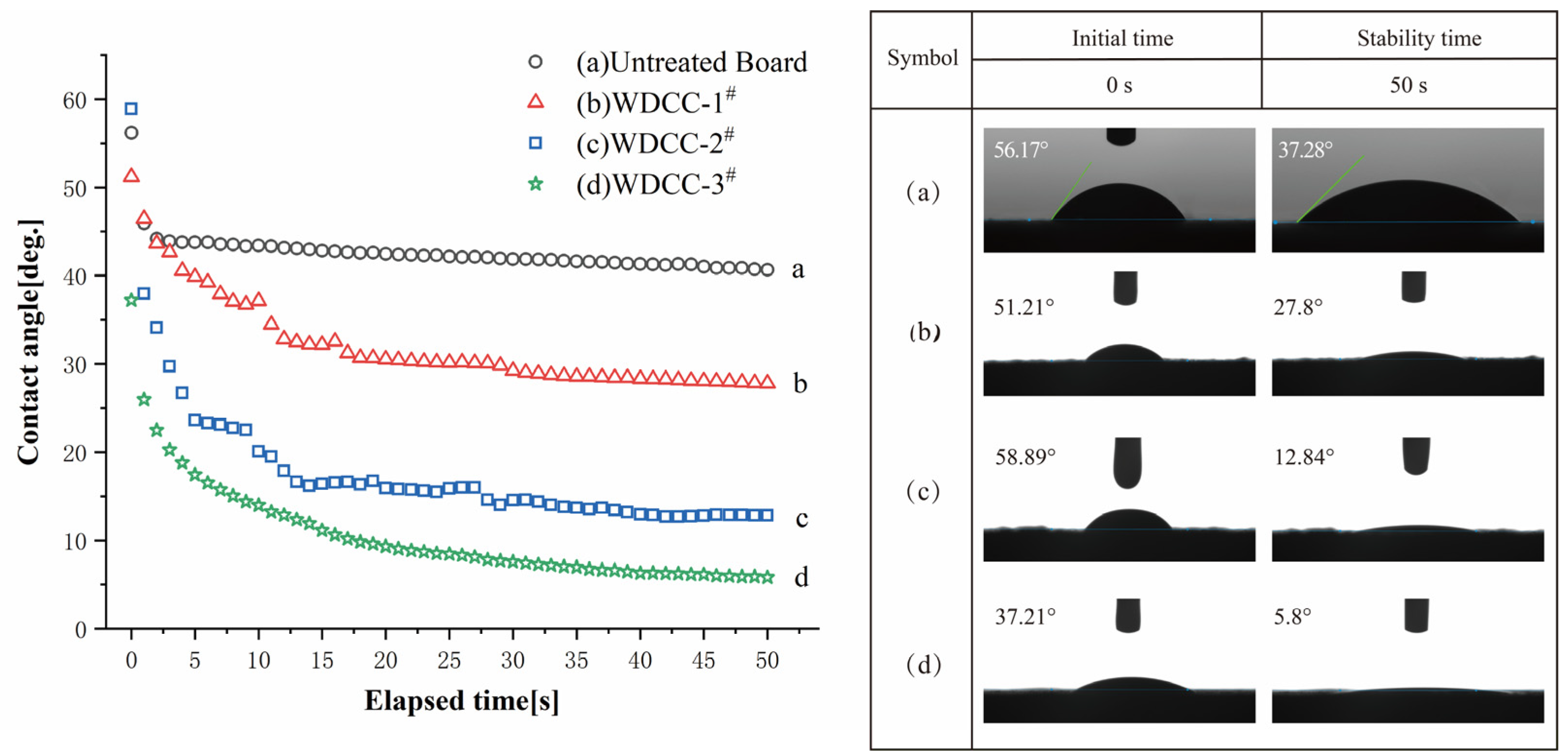
3.1. Wettability Analysis of TiO2@CaCO3 Waterborne Primer Wood Coatings
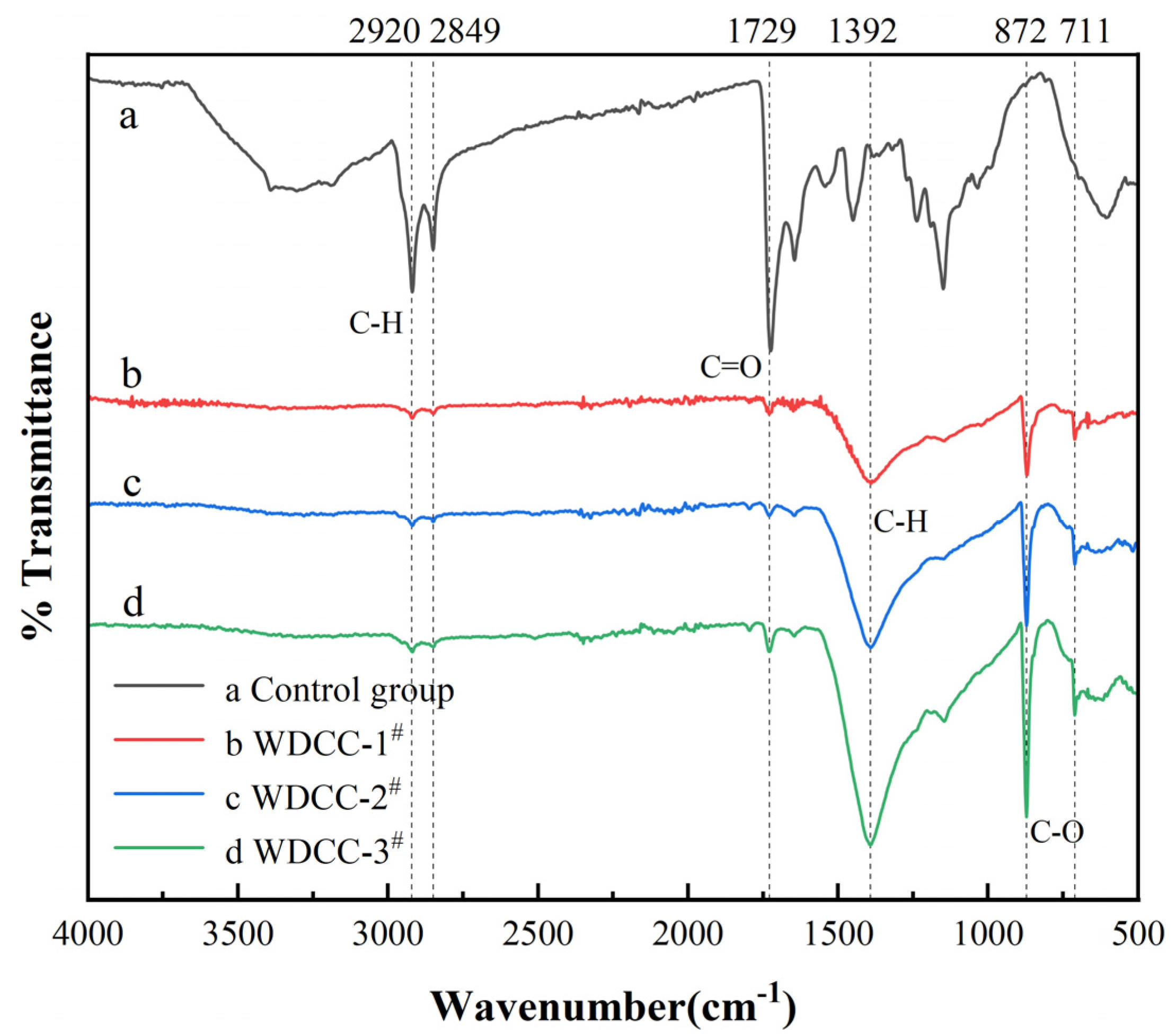
3.2. Infrared Spectrometer Testing and Analysis
3.3. Surface Morphology Characteristics of TiO2@CaCO3 Water-Based Primer Coatings
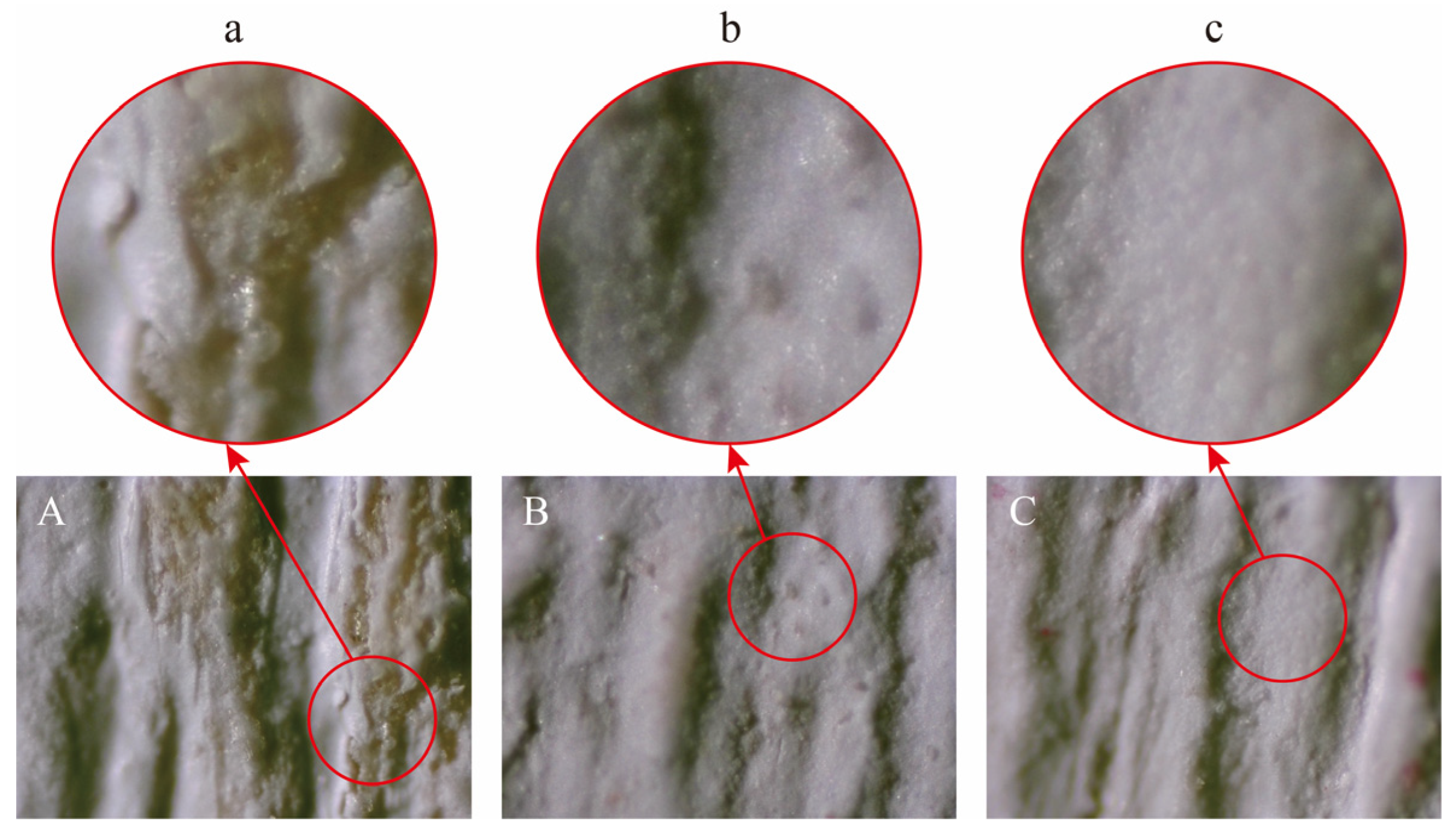
3.4. Microscopic Observation of Ink Dot Morphology Characteristics of Inkjet Printing Coatings
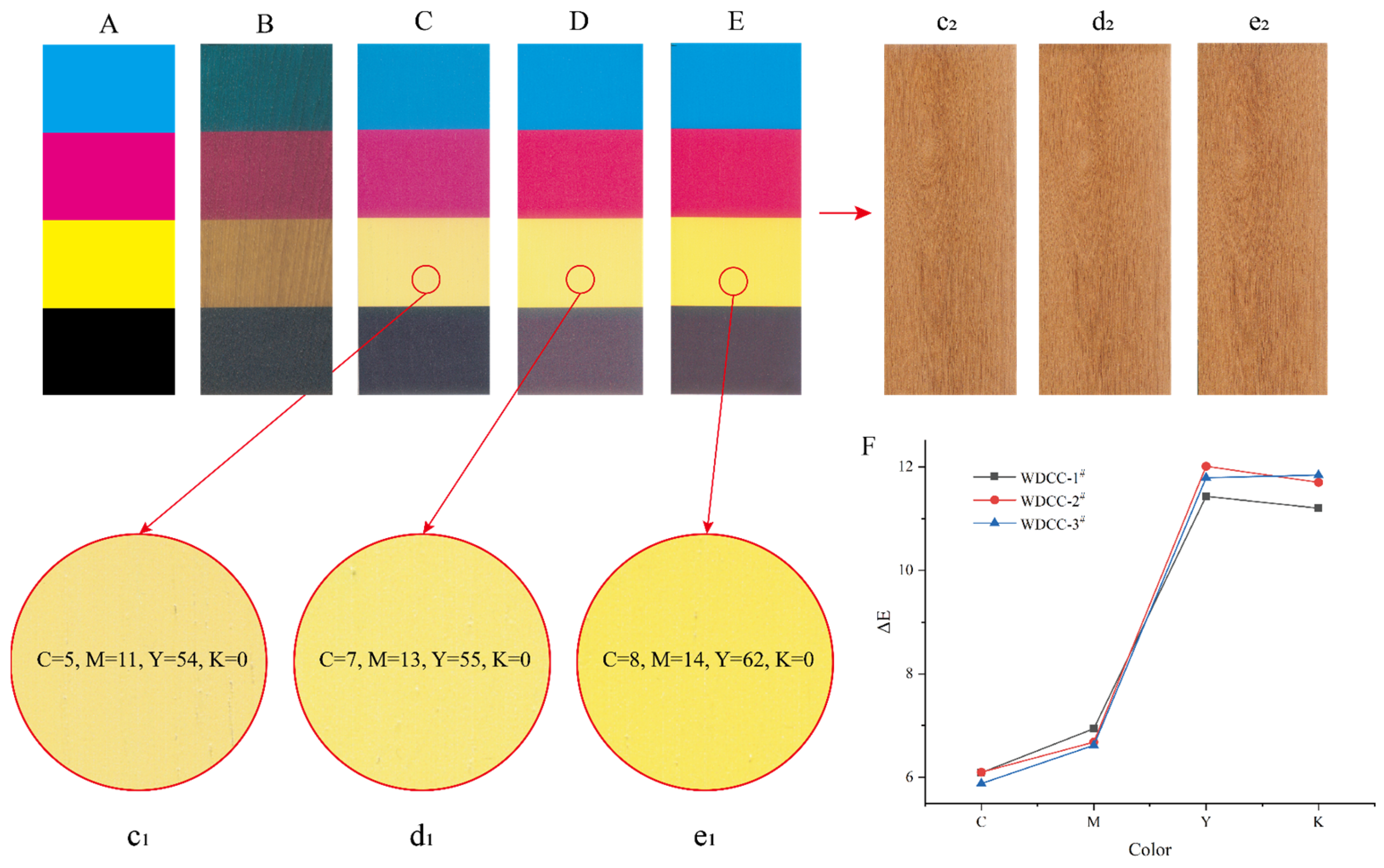
3.5. Analysis of the Coloring Performances of TiO2@CaCO3 Waterborne Primers
3.6. Determination of Paint Film Performance
4. Conclusions
- (1)
- At a TiO2-to-CaCO3 ratio of approximately 15:35, the prepared primer coating effectively improved the compatibility between water-based ink and the wooden substrate. The contact angle of water-based ink droplets was only 5.8°, indicating superior ink fixation performance. The water-based inkjet coating could rapidly penetrate the primer layer.
- (2)
- The combination of CaCO3 and TiO2 led to robust hydroxylation performance. Under the influence of the waterborne solution, TiO2 could encapsulate CaCO3 to form stable precipitation. This enhanced the waterproofing and permeability of the paint film.
- (3)
- The surface of the WDCC-3# primer coating was exceptionally smooth, with minimal agglomeration. Digital inkjet-printed water-based ink droplets appeared more uniform and transparent, with rare occurrences of the “coffee rings”. This advantage translates to higher resolution and finer image quality for the sprayed wood grain.
- (4)
- In terms of paint film characteristics, compared with the other primers, WDCC-3# exhibited better glossiness, higher whiteness, and minor roughness, resulting in more pronounced and stable printing effects.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhao, L.; Hong, C.; Wang, C.; Li, J.; Ren, H.; Zhou, C. Enhancement of the adhesion strength of water-based ink binder based on waterborne polyurethane. Prog. Org. Coat. 2023, 183, 107765. [Google Scholar] [CrossRef]
- Jingxiang, X.; Jinyao, L.; Haichao, L.; Mingming, Z.; Jifei, C. Research Progress on Water-based Ink Drying Technology. IOP Conf. Ser. Mater. Sci. Eng. 2019, 565, 012017. [Google Scholar] [CrossRef]
- Sang, R.; Manley, A.J.; Wu, Z.; Feng, X. Digital 3D Wood Texture: UV-Curable Inkjet Printing on Board Surface. Coatings 2020, 10, 1144. [Google Scholar] [CrossRef]
- Zhu, J.; Wu, Z.; Xiong, D.; Pan, L.; Liu, Y. Preparation and properties of a novel low crystallinity cross-linked network waterborne polyurethane for water-based ink. Prog. Org. Coat. 2019, 133, 161–168. [Google Scholar] [CrossRef]
- Xiong, X.; Niu, Y.; Yuan, Y.; Zhang, L. Study on Dimensional Stability of Veneer Rice Straw Particleboard. Coatings 2020, 10, 558. [Google Scholar] [CrossRef]
- Peng, W.X.; Zhang, X.; Deng, H.P.; Li, K.F.; Fan, Z.C.; Peng, W.L. Study on Ecological Management Mode of Finishing Technology of Wood Multi-layer Floor in China. In Proceedings of the 2009 International Conference on Electronic Commerce and Business Intelligence, Beijing, China, 6–7 June 2009; Volume 294. [Google Scholar]
- Chen, Y.; Sun, C.; Ren, Z.; Na, B. Review of the current state of application of wood defect recognition technology. BioResources 2022, 18, 49. [Google Scholar] [CrossRef]
- Ozcan, A.; Sonmez, S.; Tutak, D. Effect of coating pigment type on paper printability with water-based inks. J. Coat. Technol. Res. 2022, 19, 1149–1157. [Google Scholar] [CrossRef]
- Javadi, A.; Cobaj, A.; Soucek, M.D. Handbook of Waterborne Coatings; Elsevier: Amsterdam, The Netherlands, 2020; pp. 303–344. [Google Scholar]
- Yan, X.; Peng, W. Preparation of Microcapsules of Urea Formaldehyde Resin Coated Waterborne Coatings and Their Effect on Properties of Wood Crackle Coating. Coatings 2020, 10, 764. [Google Scholar] [CrossRef]
- Soula, M.; Profili, J.; Caceres-Ferreira, W.; Samyn, F.; Duquesne, S.; Falzacappa, E.V.; Scopece, P.; Laroche, G.; Landry, V. Effect of a thin organosilicon layer prepared by atmospheric pressure plasma on wood flame retardancy. Plasma Process. Polym. 2022, 19, 2200051. [Google Scholar] [CrossRef]
- Böger, T.; Sanchez-Ferrer, A.; Richter, K. Hydroxymethylated resorcinol (HMR) primer to improve the performance of wood-adhesive bonds—A review. Int. J. Adhes. Adhes. 2022, 113, 103070. [Google Scholar] [CrossRef]
- Peng, X.; Zhang, Z. Improvement of paint adhesion of environmentally friendly paint film on wood surface by plasma treatment. Prog. Org. Coat. 2019, 134, 255–263. [Google Scholar] [CrossRef]
- Krapež Tomec, D.; Balzano, A.; Žigon, J.; Šernek, M.; Kariž, M. The Effect of Printing Parameters and Wood Surface Preparation on the Adhesion of Directly 3D-Printed PLA on Wood. J. Renew. Mater. 2022, 10, 1787–1796. [Google Scholar] [CrossRef]
- Hermann, A.; Giljean, S.; Pac, M.-J.; Marsiquet, C.; Burr, D.; Landry, V. Physico-mechanical characterisation of basecoats for tailored UV-cured multilayered wood coating systems. Prog. Org. Coat. 2023, 182, 107673. [Google Scholar] [CrossRef]
- Hermann, A.; Giljean, S.; Pac, M.-J.; Marsiquet, C.; Beaufils-Marquet, M.; Burr, D.; Landry, V. Understanding indentation, scratch and wear behavior of UV-cured wood finishing products. Prog. Org. Coat. 2021, 161, 106504. [Google Scholar] [CrossRef]
- Liu, W.; Hu, C.; Zhang, W.; Liu, Z.; Shu, J.; Gu, J. Modification of birch wood surface with silane coupling agents for adhesion improvement of UV-curable ink. Prog. Org. Coat. 2020, 148, 105833. [Google Scholar] [CrossRef]
- Scotton, R.S.; Guerrini, L.M.; Oliveira, M.P. Evaluation of solvent-based and UV-curing inkjet inks on the adhesion and printing quality of different aircraft surfaces coating. Prog. Org. Coat. 2021, 158, 106389. [Google Scholar] [CrossRef]
- Sang, R.; Yang, F.; Fan, Z. The Effect of Water-Based Primer Pretreatment on the Performance of Water-Based Inkjet Coatings on Wood Surfaces. Coatings 2023, 13, 1649. [Google Scholar] [CrossRef]
- Yan, X.; Li, W.; Han, Y.; Yin, T. Preparation of Melamine/Rice Husk Powder Coated Shellac Microcapsules and Effect of Different Rice Husk Powder Content in Wall Material on Properties of Wood Waterborne Primer. Polymers 2021, 14, 72. [Google Scholar] [CrossRef]
- Yan, X.; Pan, P. Preparation of Silver Antibacterial Agents with Different Forms and Their Effects on the Properties of Water-Based Primer on Tilia europaea Surface. Coatings 2021, 11, 1066. [Google Scholar] [CrossRef]
- Li, Z.; Huang, C.; Guo, L.; Cui, L.; Zhou, B. Mass production and application of TiO2@CaCO3 composites in interior emulsion coatings. Colloids Surf. A Physicochem. Eng. Asp. 2016, 498, 98–105. [Google Scholar] [CrossRef]
- Tao, H.; He, Y.; Zhao, X. Preparation and characterization of calcium carbonate–titanium dioxide core–shell (CaCO3@TiO2) nanoparticles and application in the papermaking industry. Powder Technol. 2015, 283, 308–314. [Google Scholar] [CrossRef]
- Sun, S.; Ding, H.; Zha, Y.; Chen, W.; Xu, Z. Surface Organic Modification of CaCO3-TiO2 Composite Pigment. Minerals 2019, 9, 112. [Google Scholar] [CrossRef]
- Yang, H.; Mu, B.; Li, S.; Wang, N.; Hui, A.; Wang, A. CaCO3-assisted mechanochemical synthesis of low-cost and high-chroma cobalt blue composite pigments using kaolin tailing sand for ceramic coloring. J. Ind. Eng. Chem. 2022, 112, 440–450. [Google Scholar] [CrossRef]
- ISO 11664-6:2022; Colorimetry—Part 6: CIEDE2000 Colour-Difference Formula. ISO: Geneva, Switzerland, 2022.
- GB/T 4893.4-2013; Test for Physical and Chemical Properties of Paint Film on Furniture Surfaces—Part 4: Determination of Adhesion by Cross Cutting. Standards Press of China: Beijing, China, 2013.
- GB/T 4893.6-2013; Test for Physical and Chemical Properties of Paint Film on Furniture Surfaces—Part 6: Glossometry. Standards Press of China: Beijing, China, 2013.
- GB/T 6739-2006; Determination of Paint Film Hardness by Pencil Method for Paint and Varnish. Standards Press of China: Beijing, China, 2006.
- Sang, R.; Yang, S.; Fan, Z. Effects of MDF Substrate Surface Coating Process on UV Inkjet Print Quality. Coatings 2023, 13, 970. [Google Scholar] [CrossRef]
- Chen, J.; Zhang, K.; Zhang, K.; Yang, L.; Jiang, B. The research progress in recording layer of the inkjet printing materials. J. Appl. Polym. Sci. 2021, 138, 50894. [Google Scholar] [CrossRef]
- Zhang, M.; Lyu, J.; Zuo, Y.; Li, X.; Li, P. Effect of KH560 concentration on adhesion between silicate modified poplar and waterborne varnish. Prog. Org. Coat. 2023, 174, 107267. [Google Scholar] [CrossRef]
- Wang, T.; Jia, S.; Xu, Y.; Dong, Y.; Guo, Y.; Huang, Z.; Li, G.; Lian, J. Improving the corrosion resistance and biocompatibility of magnesium alloy via composite coatings of calcium phosphate/carbonate induced by silane. Prog. Org. Coat. 2022, 163, 106653. [Google Scholar] [CrossRef]
- Hao, W.; Zheng, Q.; Zhong, Y.; Meng, X.; Wang, H.; Qiu, L.; Lu, H.; Huang, Y.; Yang, W. An eco-friendly and facile method to prepare waterborne polyurethane based fire-resistant & waterproof coatings for wood protection. Prog. Org. Coat. 2023, 185, 107892. [Google Scholar]
- Chen, T.; Xu, G.; Bao, J.; Huang, Y.; Yang, W.; Hao, W. One-pot preparation of hydrogel wound dressings from Bletilla Striata polysaccharide and polyurethane with dual network structure. Eur. Polym. J. 2022, 181, 111648. [Google Scholar] [CrossRef]
- Chen, G.; Liu, Y.; Fang, Z. Preparation of titanium dioxide-calcium carbonate composite filler and its application in paper making. J. South China Univ. Technol. Nat. Sci. Ed. 2011, 39, 87–92. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Experimental Materials | Molecular Formula |
|---|---|---|
| 1 | H2O | H2O |
| 2 | pH regulator | - |
| 3 | Defoamer | - |
| 4 | Propylene glycol | C3H8O2 |
| 5 | Wetting agent | - |
| 6 | Dispersant | - |
| 7 | Titanium dioxide | TiO2 |
| 8 | Calcium carbonate | CaCO3 |
| 9 | Thickening agent | - |
| 10 | Acrylic lotion | C3H4O2 |
| 11 | Anti-settling agent | - |
| 12 | Film-forming aids | - |
| 13 | Foam inhibitor | - |
| 14 | Fungicide | - |
| No. | Raw Material | Proportion (Number of Copies) | ||
|---|---|---|---|---|
| 1 | TiO2:CaCO3 | WDCC-1# | WDCC-2# | WDCC-3# |
| 5:45 | 10:40 | 15:35 | ||
| Step | Model | Product Name | Coating Amount/g/m2 | Function | Notes |
|---|---|---|---|---|---|
| 1 | WD4500A | Waterborne polyurethane resin white primer | 15 | Whitening and sealing | Double rubber roller/infrared drying |
| 2 | WDCC | TiO2@CaCO3 composite water-based white primer | 15 | Whitening and ink absorption | Double rubber roller/infrared drying |
| Color Sample | C | M | Y | K | |
|---|---|---|---|---|---|
| Standard value | 58 | 49 | 94 | 10 | |
| −41 | 82 | −8 | 5 | ||
| −54 | −4 | 105 | 4 | ||
| WDCC-1# | 52.54 | 43.32 | 88.12 | 23.06 | |
| −32.11 | 63.95 | −8.36 | 9.99 | ||
| −46.50 | −1.98 | 56.34 | −1.65 | ||
| 6.09 | 6.94 | 11.43 | 11.2 | ||
| WDCC-2# | 52.46 | 43.63 | 87.61 | 23.44 | |
| −32.58 | 64.23 | −6.08 | 10.25 | ||
| −46.24 | −1.76 | 53.53 | −2.23 | ||
| 6.1 | 6.68 | 12.01 | 11.7 | ||
| WDCC-3# | 52.74 | 43.77 | 87.56 | 23.28 | |
| −32.45 | 64.02 | −6.18 | 10.44 | ||
| −46.33 | −1.63 | 54.45 | −2.70 | ||
| 5.88 | 6.62 | 11.79 | 11.84 |
| Grouping | Adhesion | Glossiness | Durometer | Roughness | Whiteness |
|---|---|---|---|---|---|
| WDCC-1# | Level 1 | 5.12 | 6H | 3.225 | 66.12 |
| WDCC-2# | Level 1 | 5.68 | 4H | 2.518 | 68.34 |
| WDCC-3# | Level 1 | 5.8 | 4H | 2.33 | 70.52 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sang, R.; Yang, F. Effect of TiO2@CaCO3 Waterborne Primer on the Coloring Performance of Inkjet-Printed Wood Product Coatings. Coatings 2023, 13, 2071. https://doi.org/10.3390/coatings13122071
Sang R, Yang F. Effect of TiO2@CaCO3 Waterborne Primer on the Coloring Performance of Inkjet-Printed Wood Product Coatings. Coatings. 2023; 13(12):2071. https://doi.org/10.3390/coatings13122071
Chicago/Turabian StyleSang, Ruijuan, and Fei Yang. 2023. "Effect of TiO2@CaCO3 Waterborne Primer on the Coloring Performance of Inkjet-Printed Wood Product Coatings" Coatings 13, no. 12: 2071. https://doi.org/10.3390/coatings13122071