
Effect of Mo Content on Microstructure and Mechanical Properties of Laser Melting Deposited Inconel 690 Alloy

 ,
,
Abstract
:1. Introduction
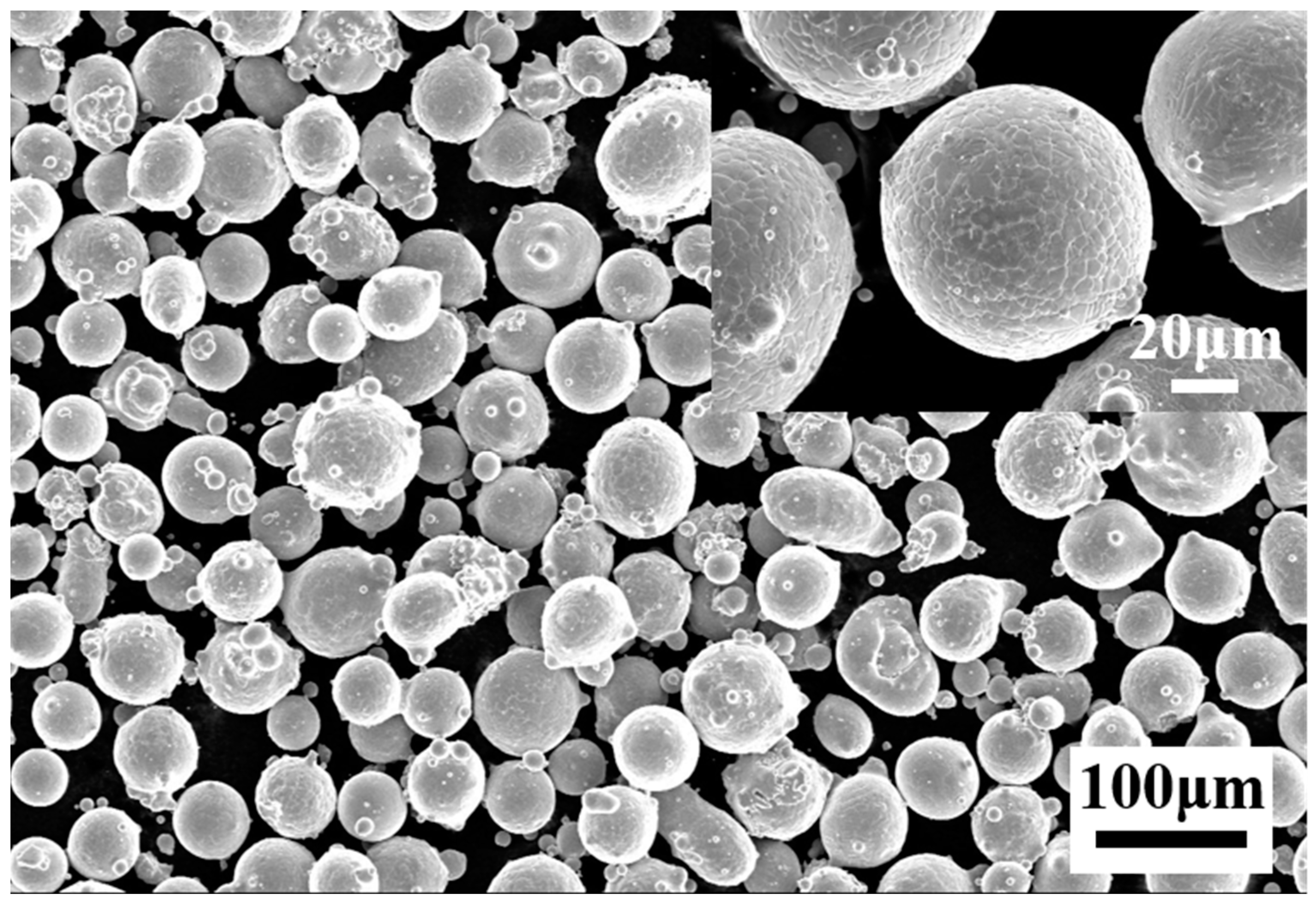
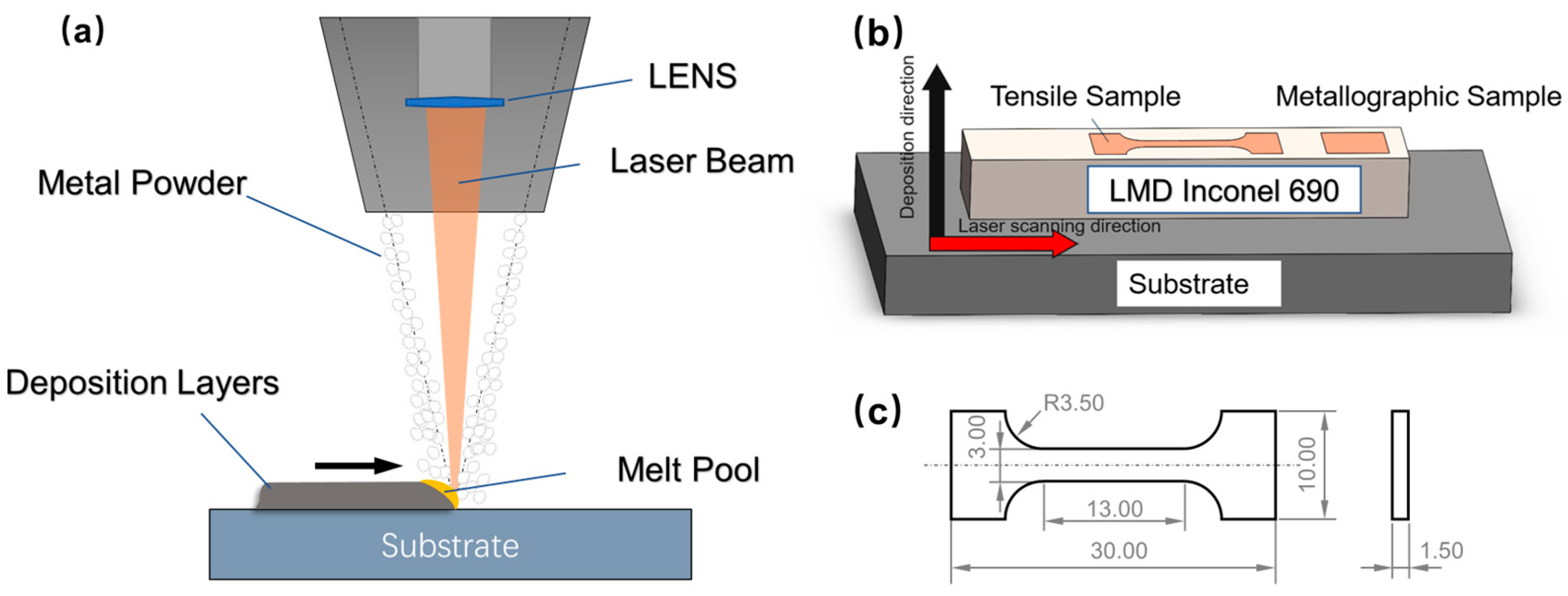
2. Materials and Methods
3. Results and Discussion
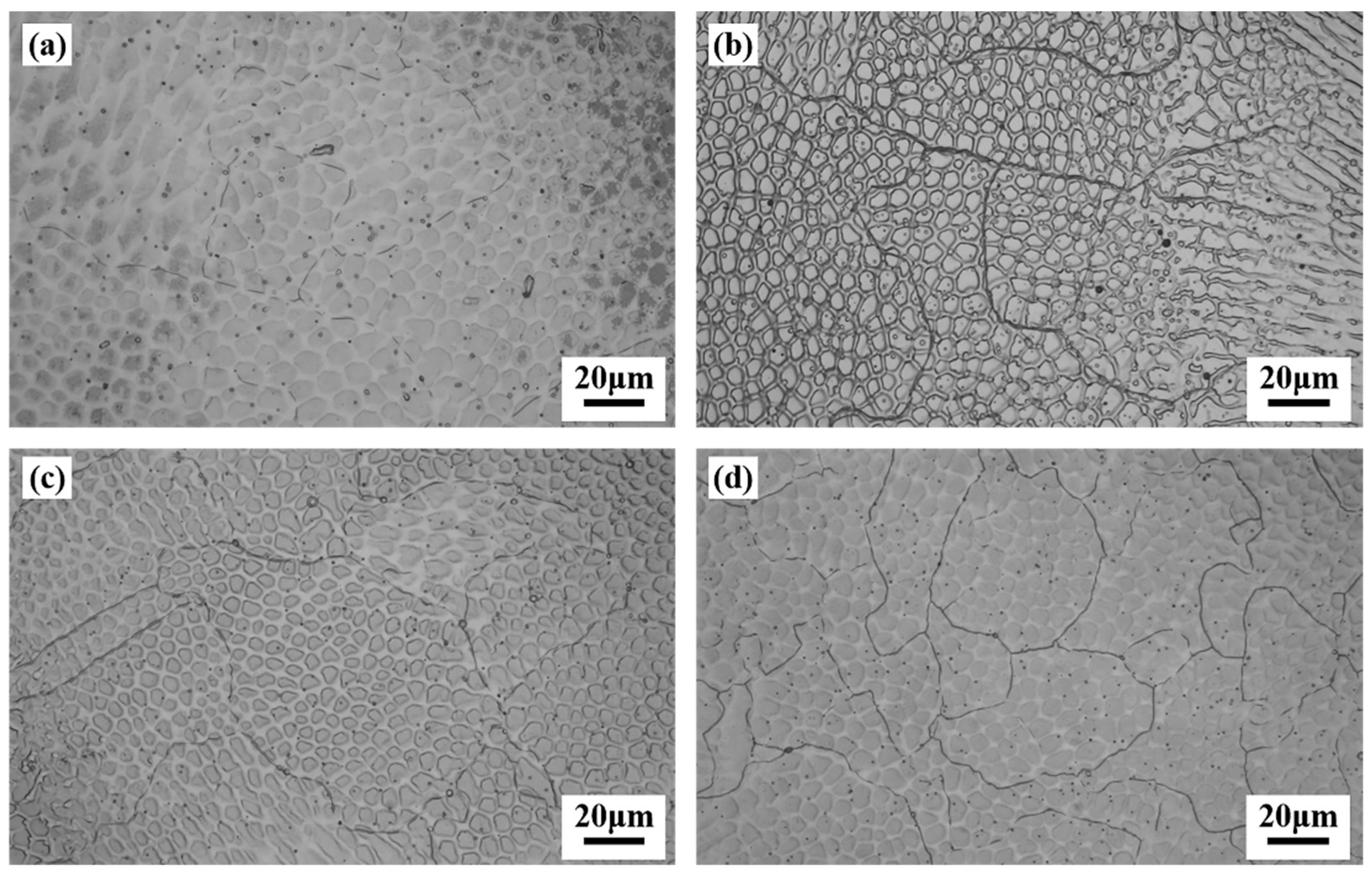
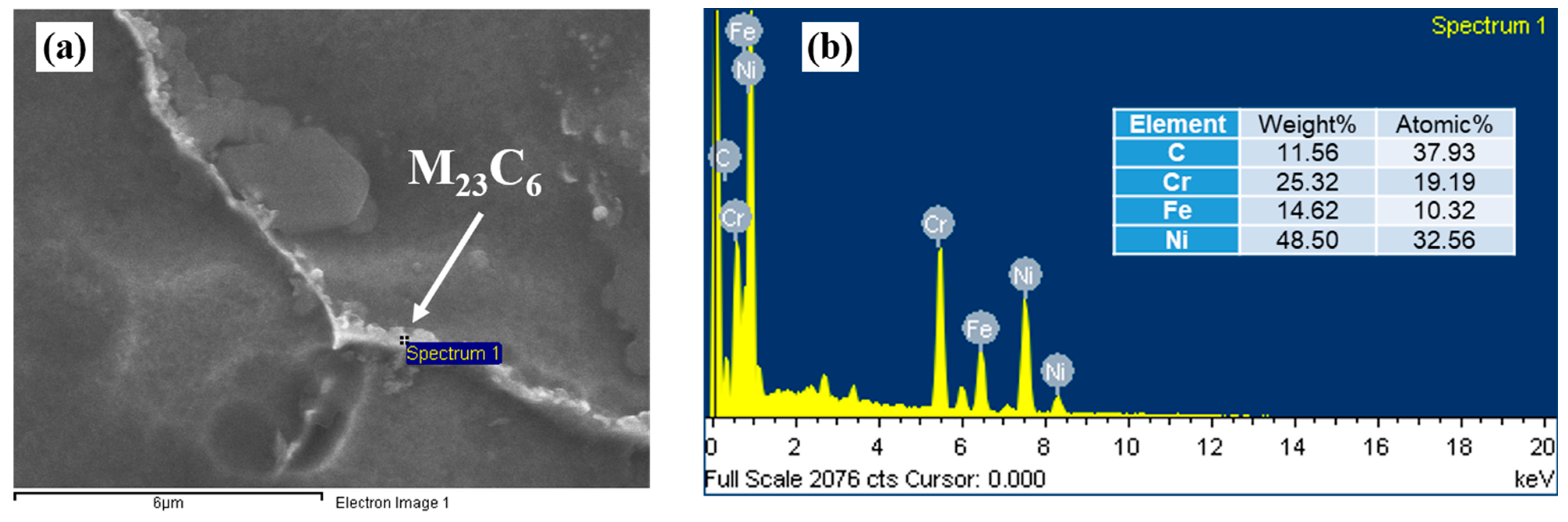
3.1. Microstructural Observation
3.2. Mechanical Properties
4. Conclusions
- Columnar dendrites were the main feature of the microstructure of Inconel 690 in the deposited state. With the increase of Mo content, the size and number of precipitates at grain boundaries become larger and larger, and the grain boundaries become curved.
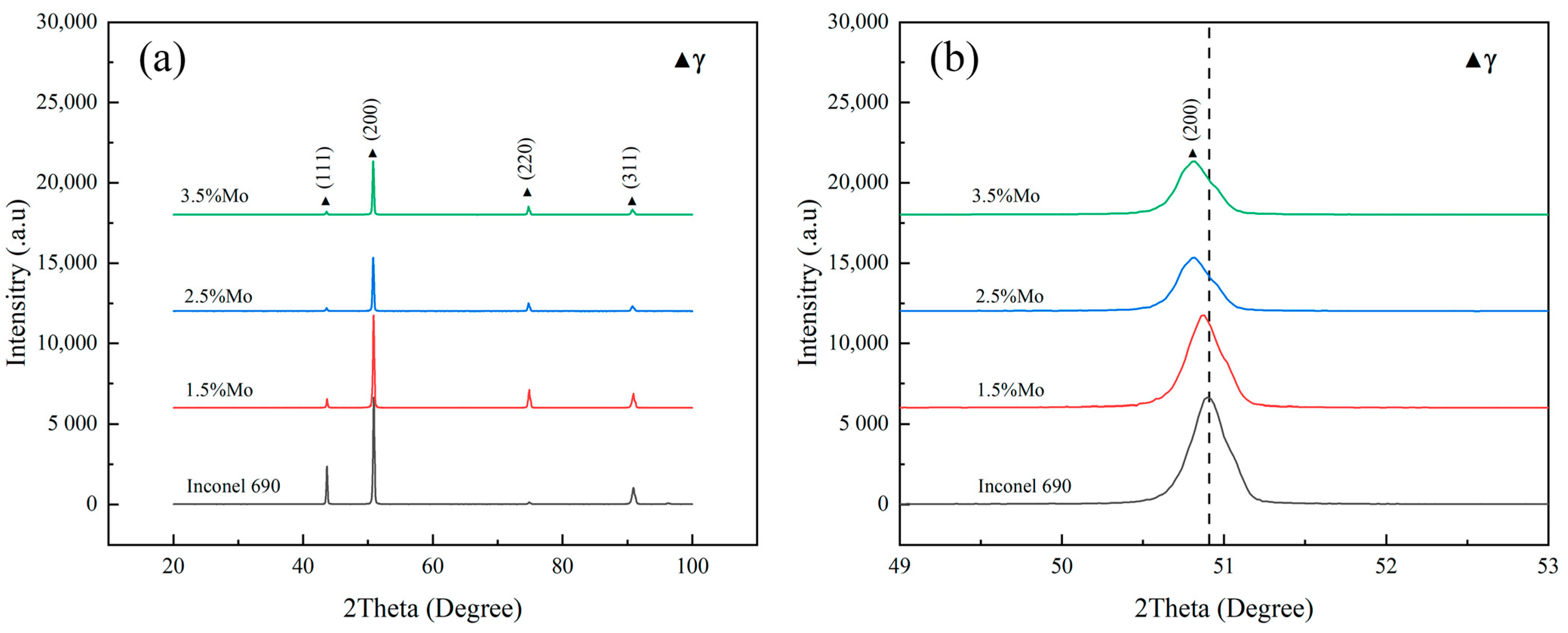
- Deposited Inconel 690 mainly consists of γ phase and M23C6 phase precipitated at the grain boundary. With the increased Mo content, the XRD diffraction peak was shifted to the left, more Mo elements were solidified into the γ-phase lattice structure.
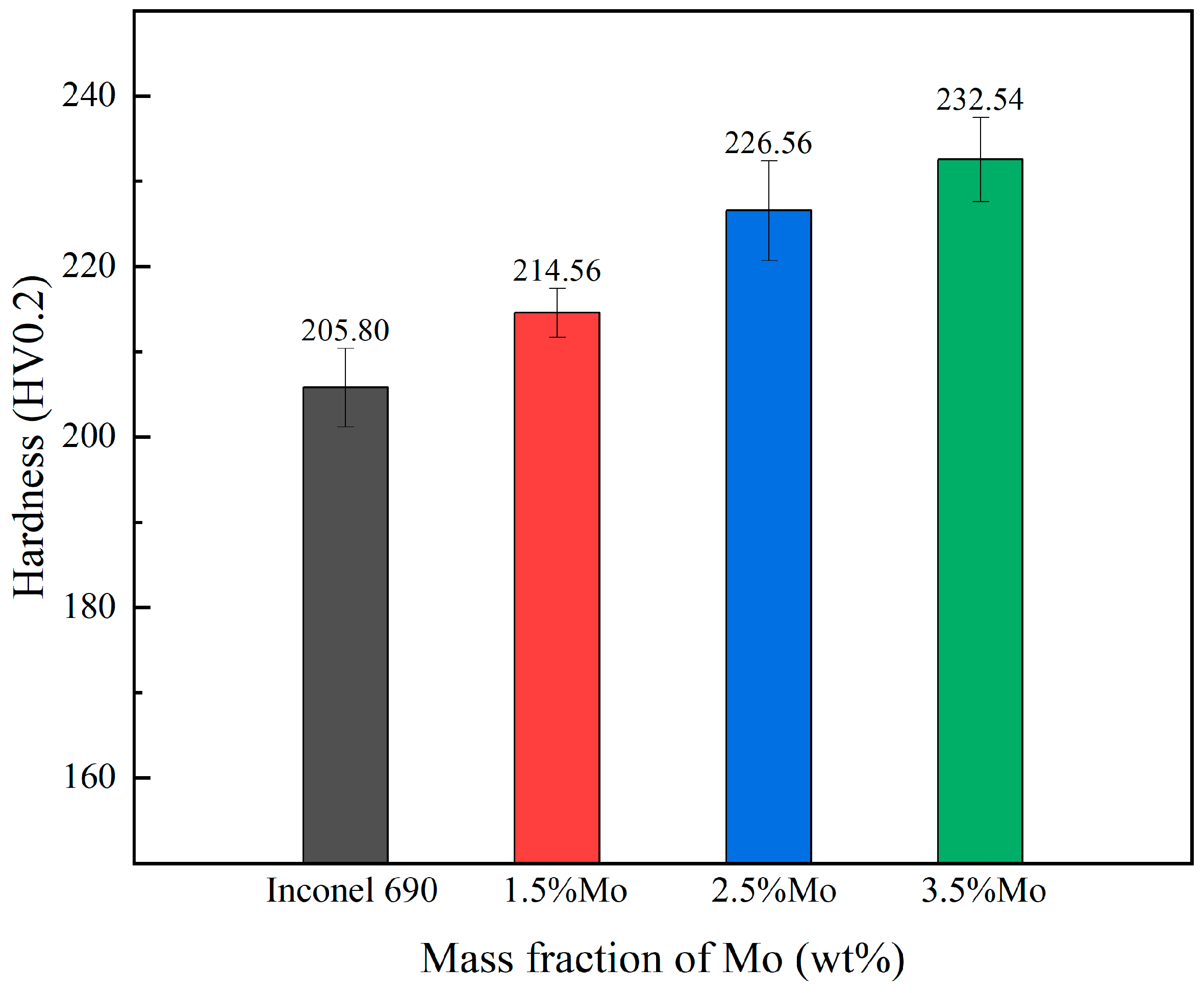
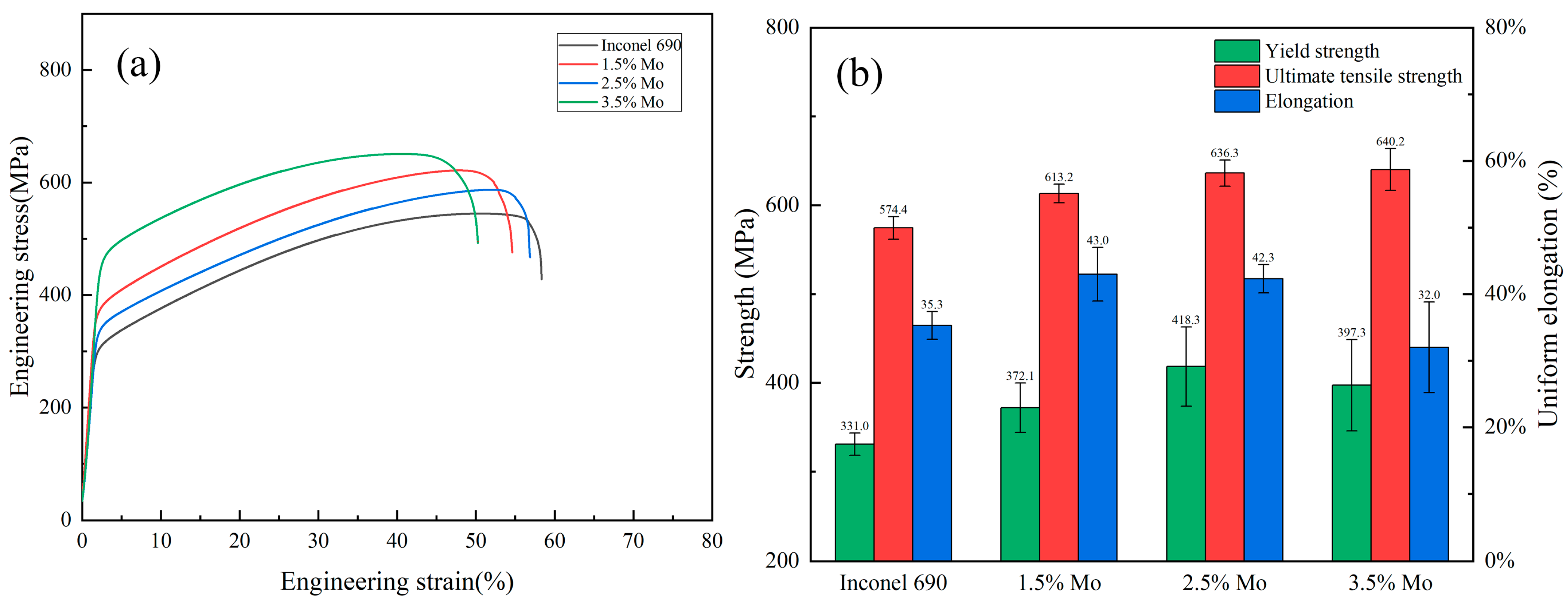
- With the increase of Mo content, the hardness, yield strength, and tensile strength of as-deposited Inconel 690 increased and the elongation decreased. The Mo element in the as-deposited Inconel 690 mainly strengthened the solid solution. The continuous precipitation of M23C6 at the grain boundaries is the major contributor to the decrease in plasticity.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive Manufacturing of Metallic Components—Process, Structure and Properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Guo, S.; Xu, D.; Li, Y.; Guo, Y.; Wang, S.; Macdonald, D.D. Corrosion Characteristics and Mechanisms of Typical Ni-Based Corrosion-Resistant Alloys in Sub- and Supercritical Water. J. Supercrit. Fluids 2021, 170, 105138. [Google Scholar] [CrossRef]
- Yang, C.H.; Kim, D.; Lee, H. Carbide Behavior and Micro-Void of Inconel 690 According to Nb Content and Aging Temperature. Met. Mater. Int. 2021, 27, 4681–4699. [Google Scholar] [CrossRef]
- Winowlin Jappes, J.T.; Ajithram, A.; Adamkhan, M.; Reena, D. Welding on Ni Based Super Alloys—A Review. Mater. Today Proc. 2022, 60, 1656–1659. [Google Scholar] [CrossRef]
- Balaguru, S.; Gupta, M. Hardfacing Studies of Ni Alloys: A Critical Review. J. Mater. Res. Technol. 2021, 10, 1210–1242. [Google Scholar] [CrossRef]
- Srivastava, M.; Rathee, S.; Patel, V.; Kumar, A.; Koppad, P.G. A Review of Various Materials for Additive Manufacturing: Recent Trends and Processing Issues. J. Mater. Res. Technol. 2022, 21, 2612–2641. [Google Scholar] [CrossRef]
- Gong, G.; Ye, J.; Chi, Y.; Zhao, Z.; Wang, Z.; Xia, G.; Du, X.; Tian, H.; Yu, H.; Chen, C. Research Status of Laser Additive Manufacturing for Metal: A Review. J. Mater. Res. Technol. 2021, 15, 855–884. [Google Scholar] [CrossRef]
- Tian, X.; Wu, L.; Gu, D.; Yuan, S.; Zhao, Y.; Li, X.; Ouyang, L.; Song, B.; Gao, T.; He, J.; et al. Roadmap for Additive Manufacturing: Toward Intellectualization and Industrialization. Chin. J. Mech. Eng. Addit. Manuf. Front. 2022, 1, 100014. [Google Scholar] [CrossRef]
- Shahwaz, M.; Nath, P.; Sen, I. A Critical Review on the Microstructure and Mechanical Properties Correlation of Additively Manufactured Nickel-Based Superalloys. J. Alloys Compd. 2022, 907, 164530. [Google Scholar] [CrossRef]
- Chen, W.; Cao, H.; Zhu, L. Heterogeneous Microstructure and Anisotropic Mechanical Properties of Reduced Activation Ferritic/Martensitic Steel Fabricated by Wire Arc Additive Manufacturing. Nucl. Mater. Energy 2022, 33, 101261. [Google Scholar] [CrossRef]
- Nguyen, H.D.; Pramanik, A.; Basak, A.K.; Dong, Y.; Prakash, C.; Debnath, S.; Shankar, S.; Jawahir, I.S.; Dixit, S.; Buddhi, D. A Critical Review on Additive Manufacturing of Ti-6Al-4V Alloy: Microstructure and Mechanical Properties. J. Mater. Res. Technol. 2022, 18, 4641–4661. [Google Scholar] [CrossRef]
- Kwabena Adomako, N.; Haghdadi, N.; Primig, S. Electron and Laser-Based Additive Manufacturing of Ni-Based Superalloys: A Review of Heterogeneities in Microstructure and Mechanical Properties. Mater. Des. 2022, 223, 111245. [Google Scholar] [CrossRef]
- Li, K.; Wang, Z.; Song, K.; Khanlari, K.; Yang, X.S.; Shi, Q.; Liu, X.; Mao, X. Additive Manufacturing of a Co-Cr-W Alloy by Selective Laser Melting: In-Situ Oxidation, Precipitation and the Corresponding Strengthening Effects. J. Mater. Sci. Technol. 2022, 125, 171–181. [Google Scholar] [CrossRef]
- Zhang, L.; Zhai, W.; Zhou, W.; Chen, X.; Chen, L.; Han, B.; Cao, L.; Bi, G. Improvement of Mechanical Properties through Inhibition of Oxidation by Adding TiC Particles in Laser Aided Additive Manufacturing of Stainless Steel 316L. Mater. Sci. Eng. A 2022, 853, 143767. [Google Scholar] [CrossRef]
- Kong, D.; Dong, C.; Ni, X.; Zhang, L.; Man, C.; Zhu, G.; Yao, J.; Wang, L.; Cheng, X.; Li, X. Effect of TiC Content on the Mechanical and Corrosion Properties of Inconel 718 Alloy Fabricated by a High-Throughput Dual-Feed Laser Metal Deposition System. J. Alloys Compd. 2019, 803, 637–648. [Google Scholar] [CrossRef]
- Huang, L.; Cao, Y.; Zhang, J.; Gao, X.; Li, G.; Wang, Y. Effect of Heat Treatment on the Microstructure Evolution and Mechanical Behaviour of a Selective Laser Melted Inconel 718 Alloy. J. Alloys Compd. 2021, 865, 158613. [Google Scholar] [CrossRef]
- He, M.; Cao, H.; Liu, Q.; Yi, J.; Ni, Y.; Wang, S. Evolution of Dislocation Cellular Pattern in Inconel 718 Alloy Fabricated by Laser Powder-Bed Fusion. Addit. Manuf. 2022, 55, 102839. [Google Scholar] [CrossRef]
- Svetlizky, D.; Zheng, B.; Vyatskikh, A.; Das, M.; Bose, S.; Bandyopadhyay, A.; Schoenung, J.M.; Lavernia, E.J.; Eliaz, N. Laser-Based Directed Energy Deposition (DED-LB) of Advanced Materials. Mater. Sci. Eng. A 2022, 840, 142967. [Google Scholar] [CrossRef]
- Chen, F.; Wang, Q.; Zhang, C.; Huang, Z.; Jia, M.; Shen, Q. Microstructures and Mechanical Behaviors of Additive Manufactured Inconel 625 Alloys via Selective Laser Melting and Laser Engineered Net Shaping. J. Alloys Compd. 2022, 917, 165572. [Google Scholar] [CrossRef]
- Wei, Q.; Xie, Y.; Teng, Q.; Shen, M.; Sun, S.; Cai, C. Crack Types, Mechanisms, and Suppression Methods during High-Energy Beam Additive Manufacturing of Nickel-Based Superalloys: A Review. Chin. J. Mech. Eng. Addit. Manuf. Front. 2022, 1, 100055. [Google Scholar] [CrossRef]
- Guo, B.; Zhang, Y.; Yang, Z.; Cui, D.; He, F.; Li, J.; Wang, Z.; Lin, X.; Wang, J. Cracking Mechanism of Hastelloy X Superalloy during Directed Energy Deposition Additive Manufacturing. Addit. Manuf. 2022, 55, 102792. [Google Scholar] [CrossRef]
- Lv, Y.; Zhang, Z.; Zhang, Q.; Wang, R.; Sun, G.; Chen, X.; Yu, H.; Bi, Z.; Xie, J.; Wei, G. Cracking Inhibition Behavior and the Strengthening Effect of TiC Particles on the CM247LC Superalloy Prepared by Selective Laser Melting. Mater. Sci. Eng. A 2022, 858, 144119. [Google Scholar] [CrossRef]
- Segura, I.A.; Murr, L.E.; Terrazas, C.A.; Bermudez, D.; Mireles, J.; Injeti, V.S.V.; Li, K.; Yu, B.; Misra, R.D.K.; Wicker, R.B. Grain Boundary and Microstructure Engineering of Inconel 690 Cladding on Stainless-Steel 316L Using Electron-Beam Powder Bed Fusion Additive Manufacturing. J. Mater. Sci. Technol. 2019, 35, 351–367. [Google Scholar] [CrossRef]
- Wilson, J.M.; Shin, Y.C. Microstructure and Wear Properties of Laser-Deposited Functionally Graded Inconel 690 Reinforced with TiC. Surf. Coat. Technol. 2012, 207, 517–522. [Google Scholar] [CrossRef]
- Zheng, J.; Chen, S.; Jiang, L.; Li, Z. Study on the Ductility-Dip Cracking and Its Formation Mechanism of Additive Manufactured NiCrFe-7A Alloy: Effect of the Carbon Content. Mater. Lett. 2022, 313, 131761. [Google Scholar] [CrossRef]
- Zheng, J.; Chen, S.; Jiang, L.; Ye, X.X.; Xu, C.; Li, Z. Effect of Carbon Content on the Microstructure and Mechanical Properties of NiCrFe-7A Alloys Synthesized by Wire Arc Additive Manufacturing. Mater. Sci. Eng. A 2022, 842, 142925. [Google Scholar] [CrossRef]
- Mo, W.; Lu, S.; Li, D.; Li, Y. Effects of Filler Metal Composition on the Microstructure and Mechanical Properties for ER NiCrFe-7 Multi-Pass Weldments. Mater. Sci. Eng. A 2013, 582, 326–337. [Google Scholar] [CrossRef]
- Mo, W.; Lu, S.; Li, D.; Li, Y. Effects of Filler Metal Composition on Inclusions and Inclusion Defects for ER NiCrFe-7 Weldments. J. Mater. Sci. Technol. 2013, 29, 458–466. [Google Scholar] [CrossRef]
- Mo, W.; Hu, X.; Lu, S.; Li, D.; Li, Y. Effects of Boron on the Microstructure, Ductility-Dip-Cracking, and Tensile Properties for NiCrFe-7 Weld Metal. J. Mater. Sci. Technol. 2015, 31, 1258–1267. [Google Scholar] [CrossRef]
- Wang, S.; Liu, C. Real-Time Monitoring of Chemical Composition in Nickel-Based Laser Cladding Layer by Emission Spectroscopy Analysis. Materials 2019, 12, 2637. [Google Scholar] [CrossRef] [Green Version]
- Liu, S.; Yu, H.; Wang, Y.; Zhang, X.; Li, J.; Chen, S.; Liu, C. Cracking, Microstructure and Tribological Properties of Laser Formed and Remelted K417G Ni-Based Superalloy. Coatings 2019, 9, 71. [Google Scholar] [CrossRef]
- Chakraborty, A.; Tangestani, R.; Batmaz, R.; Muhammad, W.; Plamondon, P.; Wessman, A.; Yuan, L.; Martin, É. In-Process Failure Analysis of Thin-Wall Structures Made by Laser Powder Bed Fusion Additive Manufacturing. J. Mater. Sci. Technol. 2022, 98, 233–243. [Google Scholar] [CrossRef]
- Yu, X.; Lin, X.; Liu, F.; Wang, L.; Tang, Y.; Li, J.; Zhang, S.; Huang, W. Influence of Post-Heat-Treatment on the Microstructure and Fracture Toughness Properties of Inconel 718 Fabricated with Laser Directed Energy Deposition Additive Manufacturing. Mater. Sci. Eng. A 2020, 798, 140092. [Google Scholar] [CrossRef]
- Gorsse, S.; Hutchinson, C.; Gouné, M.; Banerjee, R. Additive Manufacturing of Metals: A Brief Review of the Characteristic Microstructures and Properties of Steels, Ti-6Al-4V and High-Entropy Alloys. Sci. Technol. Adv. Mater. 2017, 18, 584–610. [Google Scholar] [CrossRef] [PubMed]
- Everton, S.K.; Hirsch, M.; Stavroulakis, P.I.; Leach, R.K.; Clare, A.T. Review of In-Situ Process Monitoring and In-Situ Metrology for Metal Additive Manufacturing. Mater. Des. 2016, 95, 431–445. [Google Scholar] [CrossRef]
- Jiang, X.; Di, X.; Li, C.; Wang, D.; Hu, W. Improvement of Mechanical Properties and Corrosion Resistance for Wire Arc Additive Manufactured Nickel Alloy 690 by Adding TiC Particles. J. Alloys Compd. 2022, 928, 167198. [Google Scholar] [CrossRef]
- Hug, E.; Lelièvre, M.; Folton, C.; Ribet, A.; Martinez-Celis, M.; Keller, C. Additive Manufacturing of a Ni-20.Wt.%Cr Binary Alloy by Laser Powder Bed Fusion: Impact of the Microstructure on the Mechanical Properties. Mater. Sci. Eng. A 2022, 834, 142625. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ni | Cr | Fe | Al | Ti | Mn | Mo |
|---|---|---|---|---|---|---|---|
| Content (wt.%) | Bal. | 29.66 | 10.10 | 0.15 | 0.17 | 0.22 | 0.52 |
| Laser Power [W] | Scanning Speed [mm/s] | Powder Feeding Rate [g/min] | Layer Thickness [mm] | Overlapping Ratio [%] | Scanning Strategy |
|---|---|---|---|---|---|
| 2400 | 8.8 | 3.5 | 0.55 | 50 | Single direction |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, C.; Yao, W.; Shang, S.; Guo, K.; Sun, H.; Liu, C. Effect of Mo Content on Microstructure and Mechanical Properties of Laser Melting Deposited Inconel 690 Alloy. Coatings 2023, 13, 340. https://doi.org/10.3390/coatings13020340
Liu C, Yao W, Shang S, Guo K, Sun H, Liu C. Effect of Mo Content on Microstructure and Mechanical Properties of Laser Melting Deposited Inconel 690 Alloy. Coatings. 2023; 13(2):340. https://doi.org/10.3390/coatings13020340
Chicago/Turabian StyleLiu, Chen, Wenbo Yao, Shuo Shang, Kuaikuai Guo, Hang Sun, and Changsheng Liu. 2023. "Effect of Mo Content on Microstructure and Mechanical Properties of Laser Melting Deposited Inconel 690 Alloy" Coatings 13, no. 2: 340. https://doi.org/10.3390/coatings13020340