

Multi-Perspective Evaluations of Laser-Removal Quality of Acrylic Polyurethane Coatings on Aluminum Alloy Substrate

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
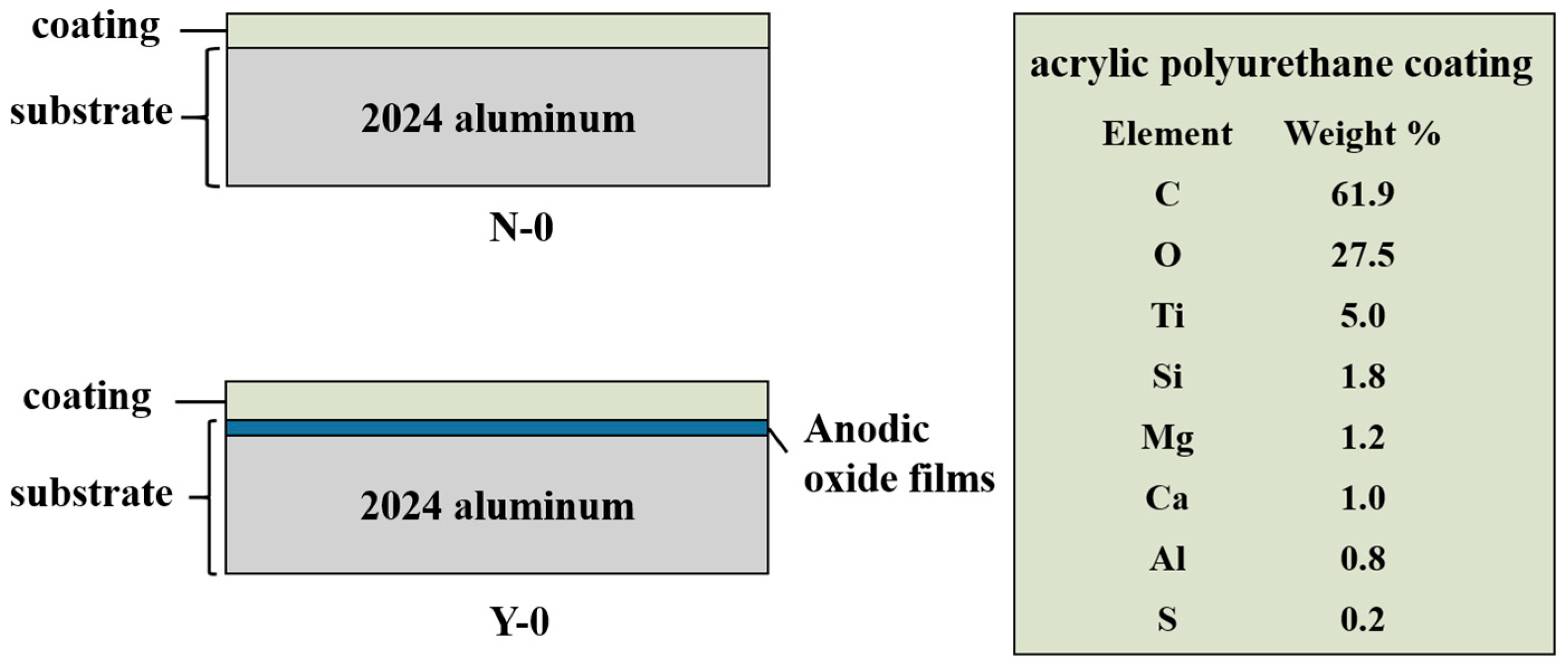
2.1. Materials
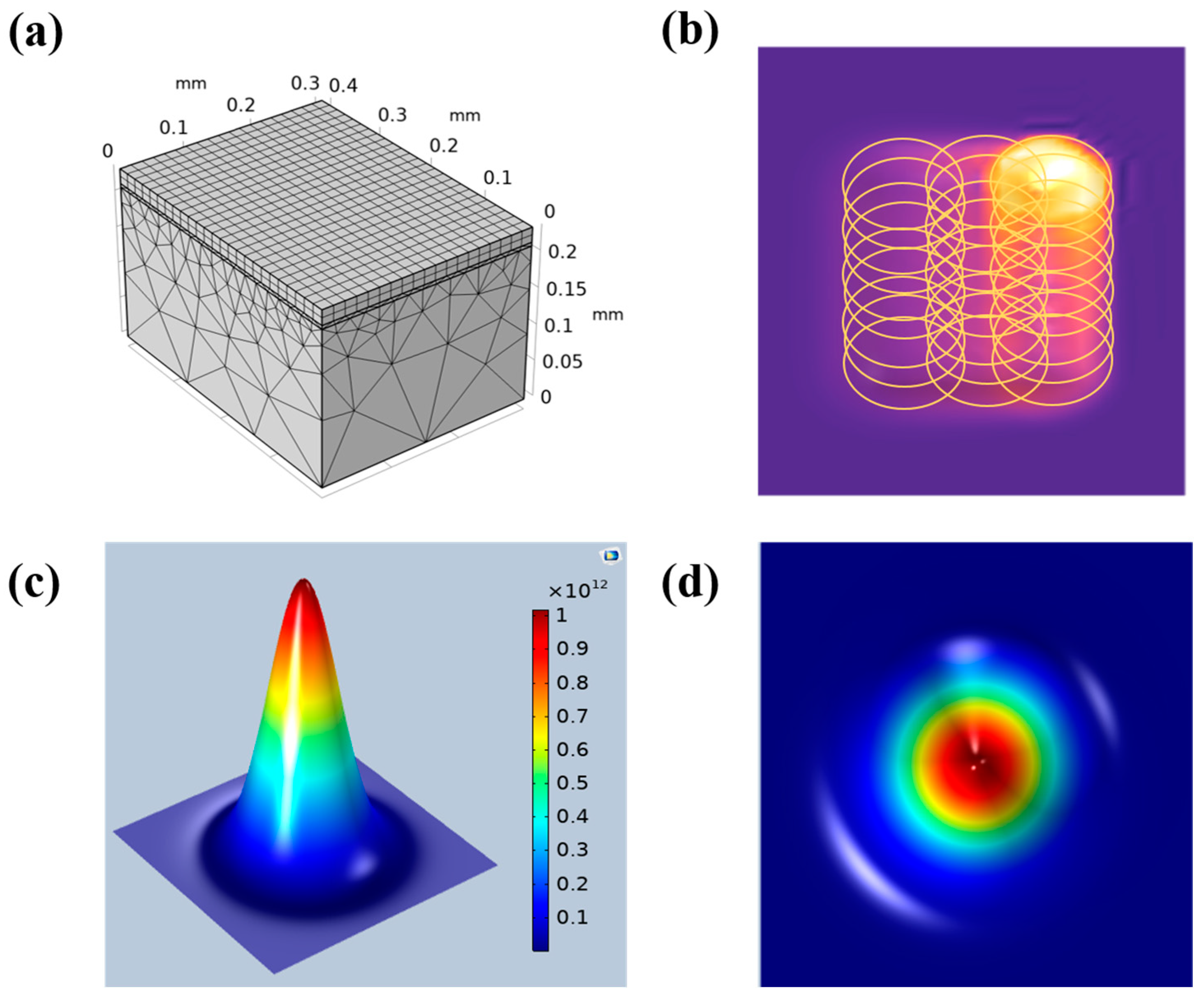
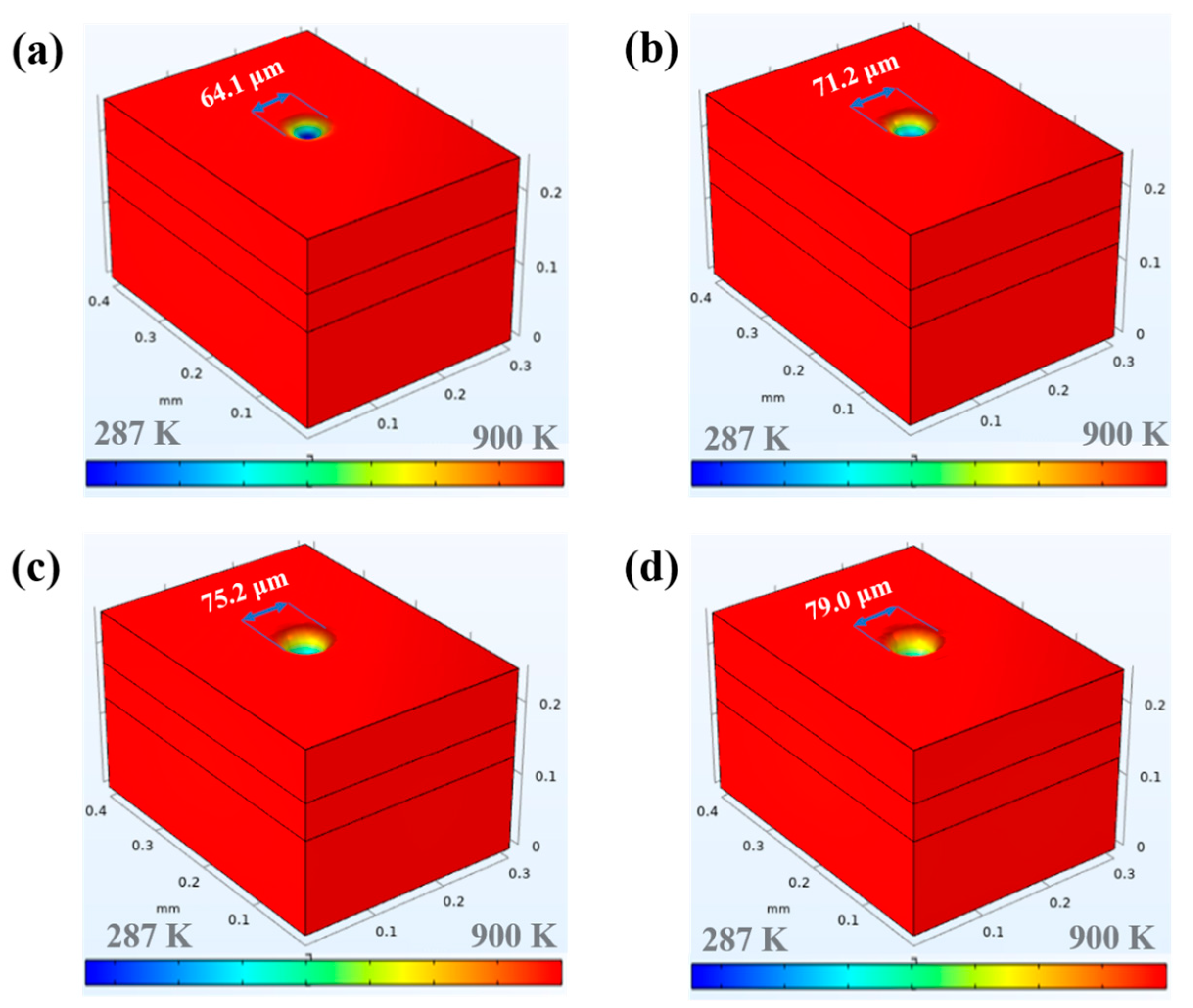
2.2. Thermal Modeling
2.3. Laser Removal Experiments
2.4. Surface Quality Characterizations
3. Results and Discussion
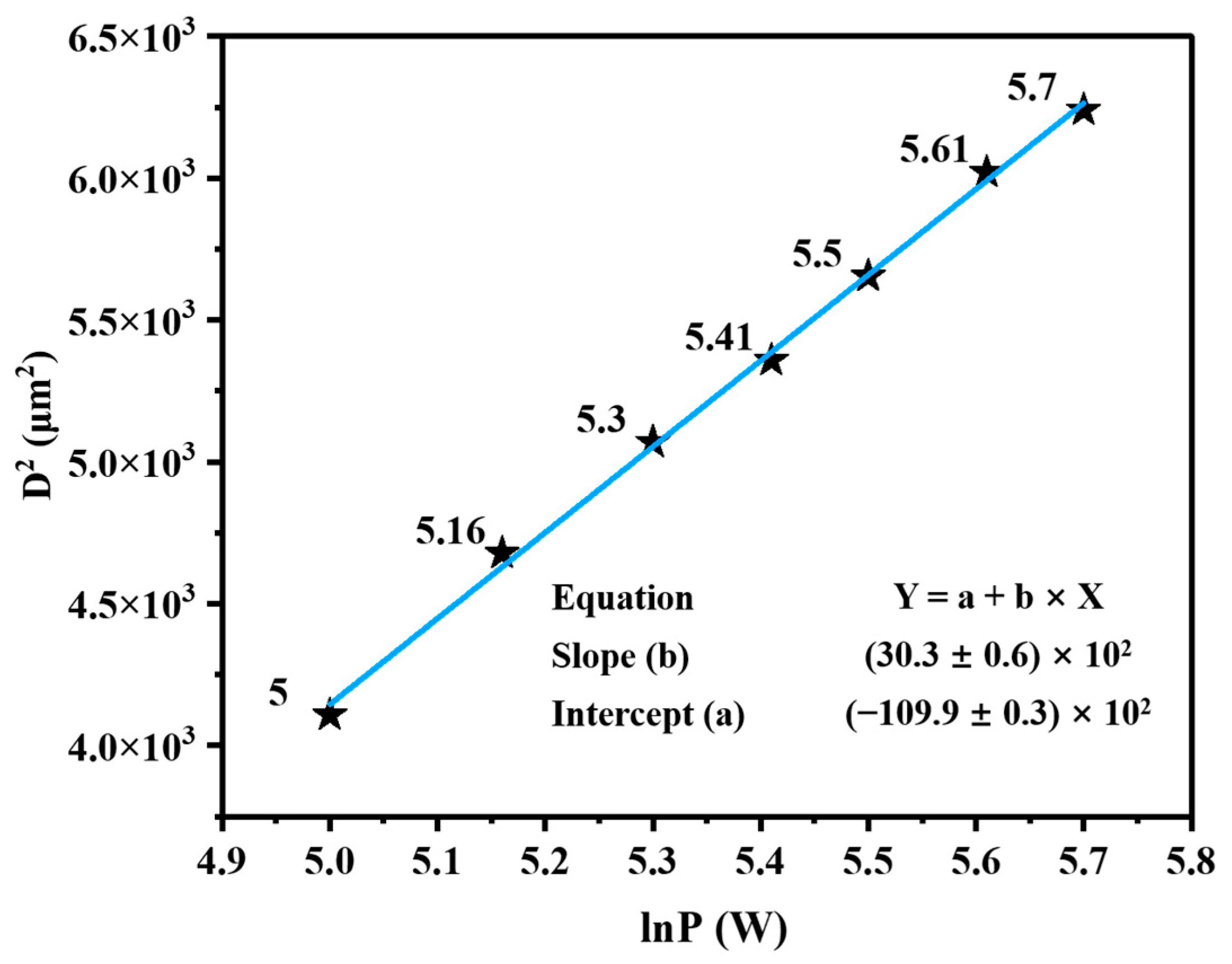
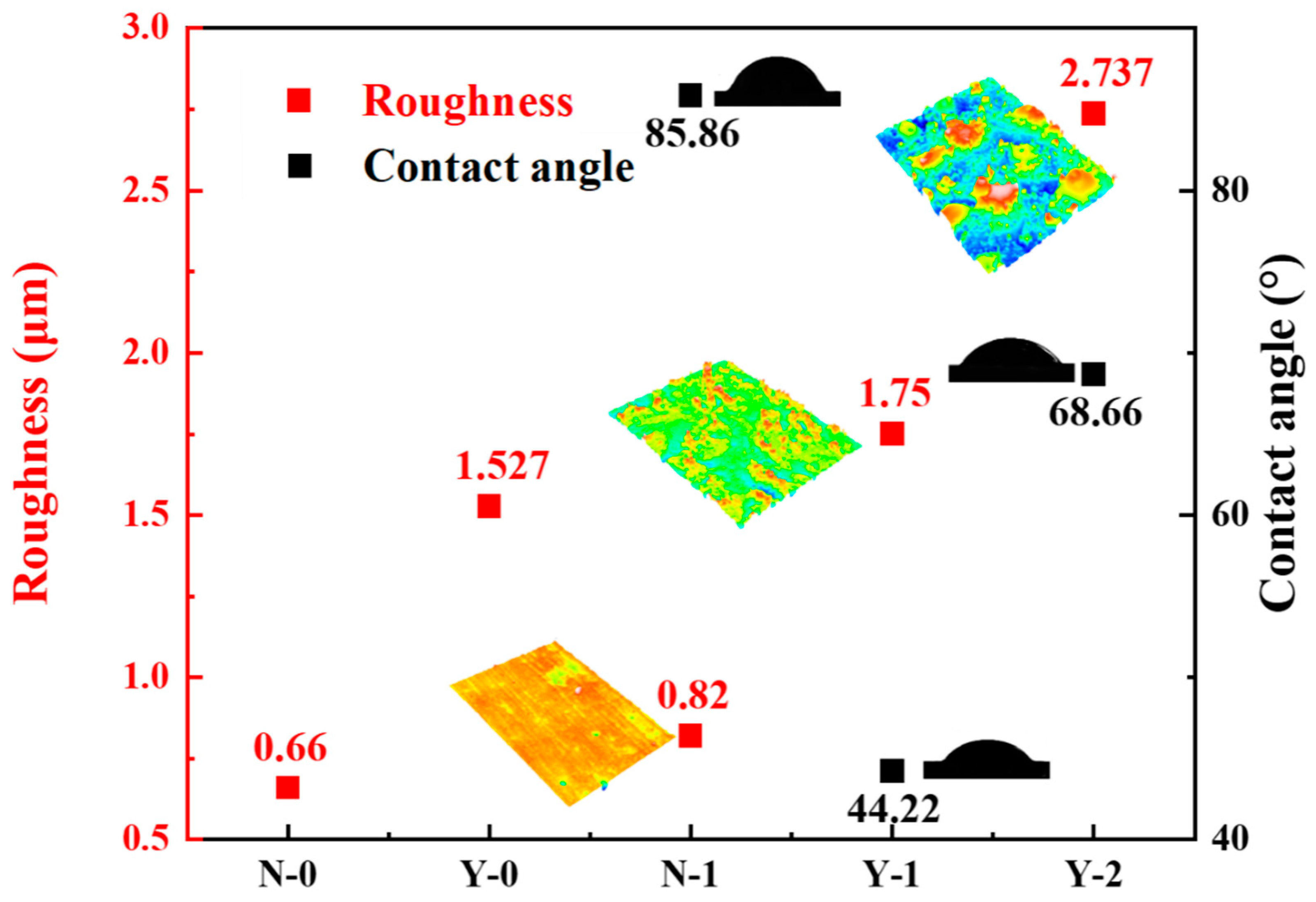
3.1. Simulation Analysis of Laser Ablation and Surface Roughness
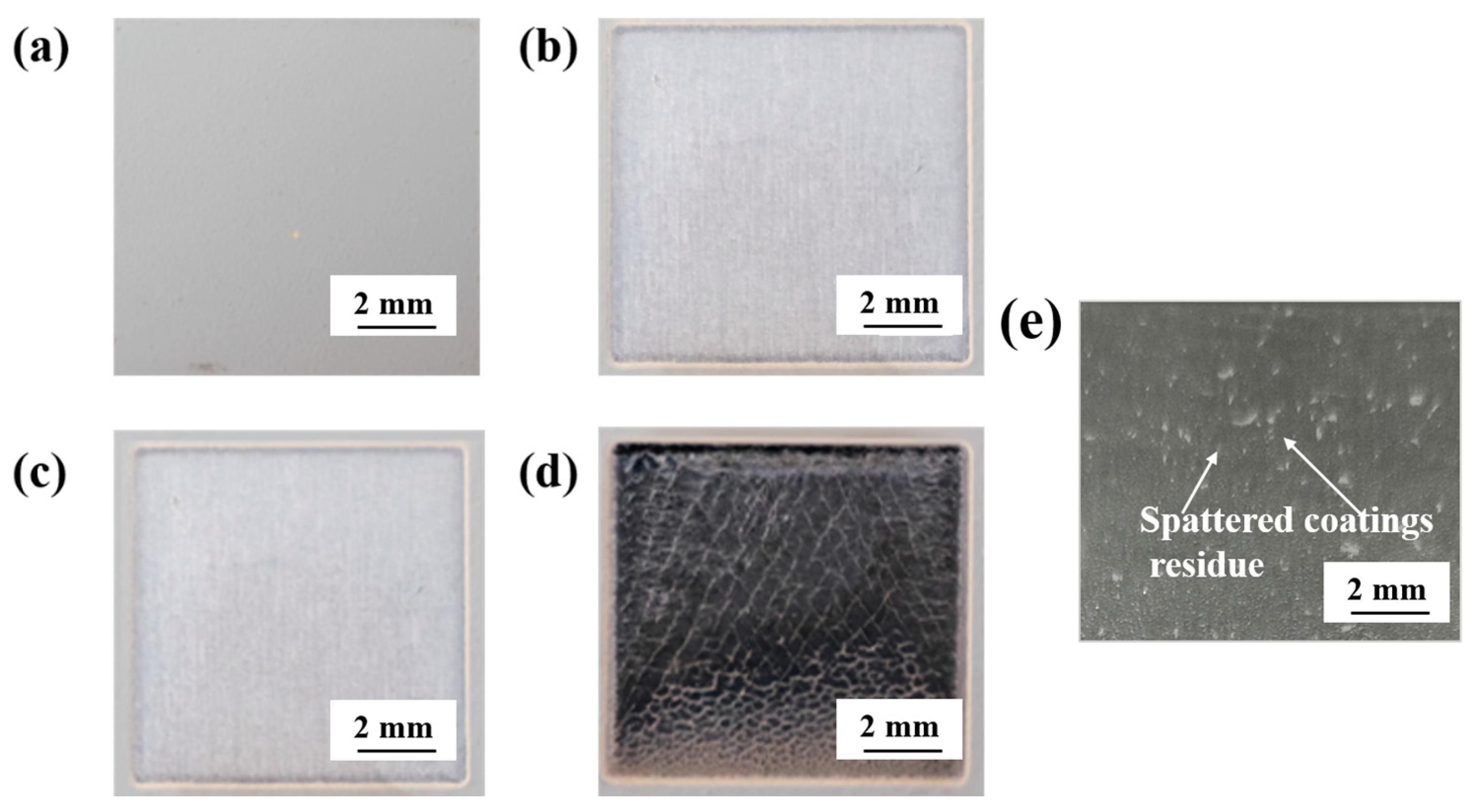
3.2. Surface Cleanliness Analysis
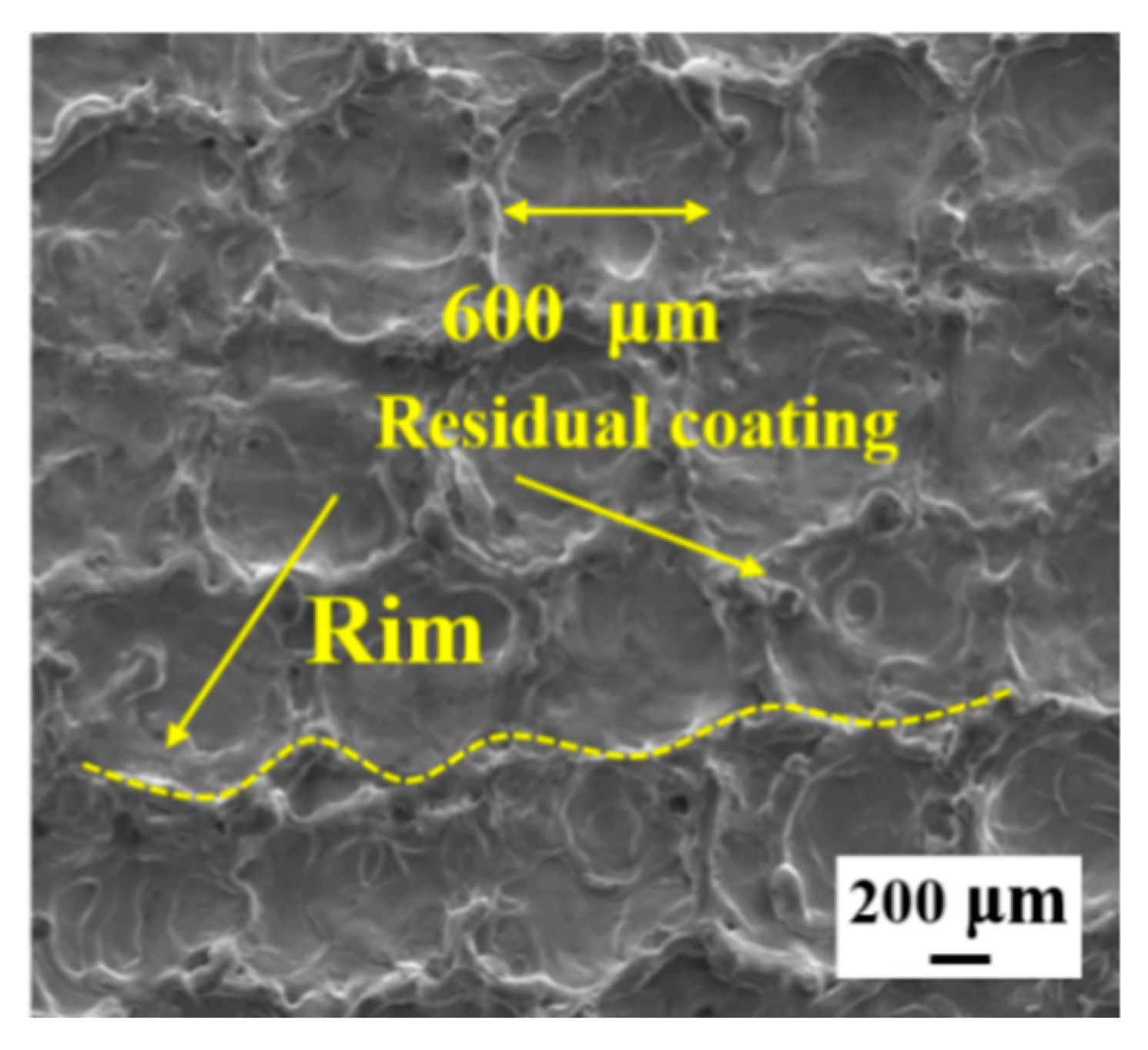
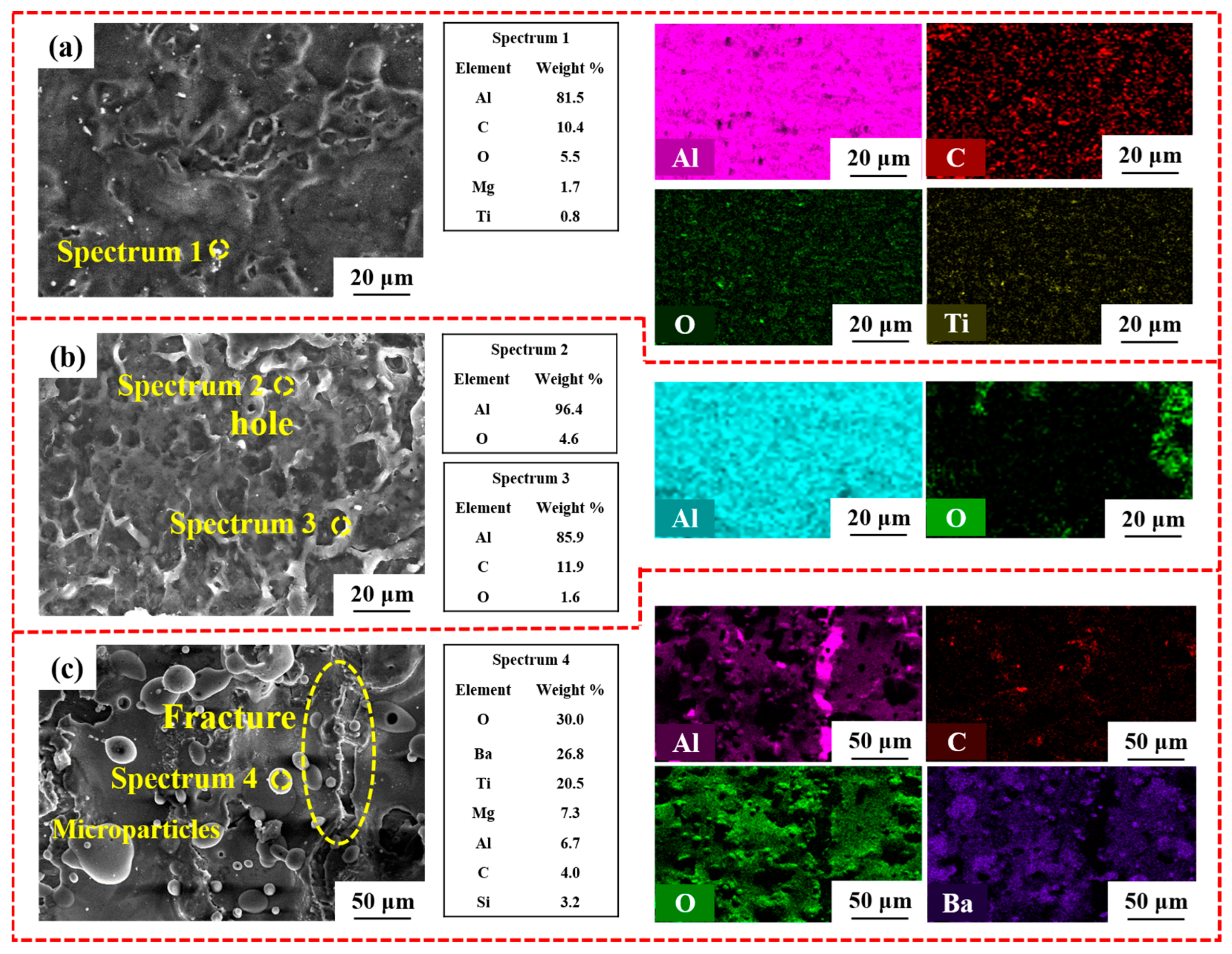
3.3. Analysis of Element Distributions and Surface Morphologies
3.4. Effect of Anodic Oxide Films on Surface Quality
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, G.; Hua, X.; Huang, Y.; Zhang, Y.; Li, F.; Shen, C.; Cheng, J. Investigation on mechanism of oxide removal and plasma behavior during laser cleaning on aluminum alloy. Appl. Surf. Sci. 2020, 506, 144666. [Google Scholar] [CrossRef]
- Zhang, F.; Liu, H.; Suebka, C.; Liu, Y.; Liu, Z.; Guo, W.; Cheng, Y.; Zhang, S.; Li, L. Corrosion behaviour of laser-cleaned AA7024 aluminium alloy. Appl. Surf. Sci. 2018, 435, 452–461. [Google Scholar] [CrossRef]
- Chen, J.; Li, G.; Lin, H.; Liu, F. Covalent triazine framework nanoribbons via polar solvent-induced fragmentation for ultrafast and solar-cleaning membrane separation. Chem. Eng. J. 2022, 429, 132401. [Google Scholar] [CrossRef]
- Su, B.; Yao, X.; Gan, N.; Wang, P.; Cui, X. An experimental measurement research on impact load of high speed water jet acting on a rigid target by a Hopkinson pressure bar. Ocean Eng. 2022, 254, 111397. [Google Scholar] [CrossRef]
- Luo, H.; Wang, Z. A new ultrasonic cleaning model for predicting the flux recovery of the UF membrane fouled with humic acid. J. Environ. Chem. Eng. 2022, 10, 107156. [Google Scholar] [CrossRef]
- Song, H.; Wu, B. Physics-based modeling and micro-burr removal mechanism analysis for laser-induced plasma deburring. J. Manuf. Process. 2022, 75, 1217–1229. [Google Scholar] [CrossRef]
- Singh, P.K.; Li, F.-Y.; Huang, C.-K.; Moreau, A.; Hollinger, R.; Junghans, A.; Favalli, A.; Calvi, C.; Wang, S.; Wang, Y.; et al. Vacuum laser acceleration of super-ponderomotive electrons using relativistic transparency injection. Nat. Commun. 2022, 13, 54. [Google Scholar] [CrossRef]
- Kudryashov, S.I.; Allen, S.D. Removal versus ablation in KrF dry laser cleaning of polystyrene particles from silicon. J. Appl. Phys. 2002, 92, 5159. [Google Scholar] [CrossRef]
- Kudryashov, S.I.; Allen, S.D.; Shukla, S.D. Experimental and theoretical studies of laser cleaning mechanisms for submicrometer particulates on Si Surfaces. Part. Sci. Technol. 2006, 24, 281–299. [Google Scholar] [CrossRef]
- Krylach, I.V.; Kudryashov, S.I.; Fokina, M.I.; Sitnikova, V.E.; Olekhnovich, R.O.; Moskvin, M.K.; Shchedrina, N.N.; Gonchukov, S.A.; Odintsova, G.V.; Uspenskaya, M.V. Directional autonomous water flow in laser-engineered microfluidic gradient structures on polymethylmetacrylate-coated steel surface. Laser Phys. Lett. 2020, 17, 085602. [Google Scholar] [CrossRef]
- Krylach, I.V.; Fokina, M.I.; Kudryashov, S.I.; Veniaminov, A.V.; Olekhnovich, R.O.; Sitnikova, V.E.; Moskvin, M.K.; Borodina, L.N.; Shchedrina, N.N.; Shelygina, S.N.; et al. Microfluidic water flow on laser-patterned MicroCoat®–Coated steel surface. Appl. Surf. Sci. 2022, 581, 152258. [Google Scholar] [CrossRef]
- Guo, Z.; Hu, K.; Cao, T.; Liu, S.; Yan, J.; Li, Z.; Xu, Q.; Corkum, P.B.; Peng, J. Energy deposition and incubation effects of nonlinear absorption of ultrashort laser pulses in dielectrics. Opt. Express 2022, 30, 10317. [Google Scholar] [CrossRef]
- Zhou, Y.; Gao, Y.; Wu, B.; Tao, S.; Liu, Z. Deburring Effect of Plasma Produced by Nanosecond Laser Ablation. J. Manuf. Sci. Eng. 2014, 136, 024501. [Google Scholar] [CrossRef]
- Dlott, D.D. Ultra-low threshold laser ablation investigated by time-resolved microscopy. Appl. Surf. Sci. 2002, 197–198, 3–10. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, D.; Su, X.; Yang, S.; Xu, J.; Ma, R.; Shan, D.; Guo, B. Removal mechanism of surface cleaning on TA15 titanium alloy using nanosecond pulsed laser. Opt. Laser Technol. 2021, 139, 106998. [Google Scholar] [CrossRef]
- He, Z.; Shen, Y.; Tao, J.; Chen, H.; Zeng, X.; Huang, X.; El-Aty, A.A. Laser shock peening regulating aluminum alloy surface residual stresses for enhancing the mechanical properties: Roles of shock number and energy. Surf. Coat. Technol. 2021, 421, 127481. [Google Scholar] [CrossRef]
- Zhu, G.; Wang, S.; Cheng, W.; Ren, Y.; Wen, D. Corrosion and wear performance of aircraft skin after laser cleaning. Opt. Laser Technol. 2020, 132, 106475. [Google Scholar] [CrossRef]
- Cheng, Y.; Jin, X.; Li, S.; Zeng, L. Fresnel absorption and inverse bremsstrahlung absorption in an actual 3D keyhole during deep penetration CO2 laser welding of aluminum 6016. Opt. Laser Technol. 2012, 44, 1426–1436. [Google Scholar] [CrossRef]
- Farrashbandi, N.F.; Gholamzadeh, L.; Eslami-Kalantari, M.; Sharifian, M.; Sid, A. Investigation of the effect of laser pulse length on the inverse bremsstrahlung absorption in laser–fusion plasma. High Energy Density Phys. 2015, 16, 32–35. [Google Scholar] [CrossRef]
- Shan, T.; Yin, F.; Wang, S.; Qiao, Y.; Liu, P. Surface integrity control of laser cleaning of an aluminum alloy surface paint layer. Appl. Opt. 2020, 59, 9313–9319. [Google Scholar] [CrossRef] [PubMed]
- Liu, B.; Mi, G.; Wang, C. Modification of TA15 alloy surface by high-pulse-frequency laser cleaning. J. Laser Appl. 2020, 32, 032019. [Google Scholar] [CrossRef]
- Wang, W.; Sun, L.; Lu, Y.; Qi, L.; Wang, W.; Qiao, H. Laser induced breakdown spectroscopy online monitoring of laser cleaning quality on carbon fiber reinforced plastic. Opt. Laser Technol. 2022, 145, 107481. [Google Scholar] [CrossRef]
- Francia, E.D.; Lahoz, R.; Neff, D.; de Caro, T.; Angelini, E.; Grassini, S. Laser-cleaning effects induced on different types of bronze archaeological corrosion products: Chemical-physical surface characterisation. Appl. Surf. Sci. 2022, 573, 150884. [Google Scholar] [CrossRef]
- Xu, M.; Shi, F.; Zhou, L.; Dai, Y.; Peng, X.; Liao, W. Investigation of laser-induced damage threshold improvement mechanism during ion beam sputtering of fused silica. Opt. Express 2017, 25, 29260–29271. [Google Scholar] [CrossRef]
- Kearns, A.; Fischer, C.; Watkins, K.G.; Glasmacher, M.; Kheyrandish, H.; Brown, A.; Steen, W.M.; Beahan, P. Laser removal of oxides from a copper substrate using Q-switched Nd:YAG radiation at 1064 nm, 532 nm and 266 nm. Appl. Surf. Sci. 1998, 127–129, 773–780. [Google Scholar] [CrossRef]
- Li, R.; Yue, J.; Shao, X.; Wang, C.; Yan, F.; Hu, X. A study of thick plate ultra-narrow-gap multi-pass multi-layer laser welding technology combined with laser cleaning. Int. J. Adv. Manuf. Technol. 2015, 81, 113–127. [Google Scholar] [CrossRef]
- Zhang, S.; Yan, Q.; Lin, J.; Zhang, Q.; Ding, X.; Lu, Y.; Guo, L.; Kovalenko, V.S.; Fan, L.; Yao, J. Blind-zone formation in laser shockwave nano-cleaning. Opt. Express 2021, 29, 27587. [Google Scholar] [CrossRef]
- Shi, T.; Wang, C.; Mi, G.; Yan, F. A study of microstructure and mechanical properties of aluminum alloy using laser cleaning. J. Manuf. Process. 2019, 42, 60–66. [Google Scholar] [CrossRef]
- Pobelov, I.V.; Lauritzen, K.P.; Yoshida, K.; Jensen, A.; Mészáros, G.; Jacobsen, K.W.; Strange, M.; Wandlowski, T.; Solomon, G.C. Dynamic breaking of a single gold bond. Nat. Commun. 2017, 8, 15931. [Google Scholar] [CrossRef]
- Lu, Y.F.; Song, W.D.; Hong, M.H.; Teo, B.S.; Chong, T.C.; Low, T.S. Laser removal of particles from magnetic head sliders. J. Appl. Phys. 1996, 80, 499–504. [Google Scholar] [CrossRef]
- Jiang, J.; Shen, Y.; Wang, Z.; Tao, J.; Liu, W.; Chen, H.; Liu, S.; Xie, X.; Zeng, C. Anti/de-icing performance of the one-step electrodeposited superhydrophobic surfaces: Role of surface polarity regulated by hydrocarbon radical length. Chem. Eng. J. 2022, 431, 133276. [Google Scholar] [CrossRef]
- Harper, A.F.; Diemer, P.J.; Jurchescu, O.D. Contact patterning by laser printing for flexible electronics on paper. npj Flex. Electron. 2019, 3, 11. [Google Scholar] [CrossRef]
- Xu, J.; Sun, T.T.; Jiang, S.; Munroe, P.; Xie, Z.-H. Antimicrobial and biocorrosion-resistant MoO3-SiO2 nanocomposite coating prepared by double cathode glow discharge technique. Appl. Surf. Sci. 2018, 447, 500–511. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, J.; Sun, H.; Ju, J.; Hu, X.; Wang, C.; Leng, Y. Aluminum-target-assisted femtosecond-laser-filament-induced water condensation and snow formation in a cloud chamber. Sci. Rep. 2018, 8, 18080. [Google Scholar] [CrossRef] [PubMed]
- Yuan, J.; Liang, L.; Lin, G.; Li, X.; Jiang, M. Experimental study on the laser-matter-plume interaction and its effects on ablation characteristics during nanosecond pulsed laser scanning ablation process. Opt. Express 2019, 27, 23204–23216. [Google Scholar] [CrossRef] [PubMed]
- Ashraf, M.; Shaikh, N.M.; Kandhro, G.A.; Murtaza, G.; Iqbal, J.; Iqbal, A.; Lashari, S.A. Energy penetrated and inverse bremsstrahlung absorption co-efficient in laser ablated germanium plasma. J. Mol. Struct. 2020, 1203, 127412. [Google Scholar] [CrossRef]
- Tian, Z.; Lei, Z.; Chen, X.; Chen, Y. Evaluation of laser cleaning for defouling of marine biofilm contamination on aluminum alloys. Appl. Surf. Sci. 2020, 499, 144060. [Google Scholar] [CrossRef]
- Martinez-Calderon, M.; Haase, T.A.; Novikova, N.I.; Wells, F.S.; Low, J.; Willmott, G.R.; Broderick, N.G.R.; Aguergaray, C. Turning industrial paints superhydrophobic via femtosecond laser surface hierarchical structuring. Prog. Org. Coat. 2022, 163, 106625. [Google Scholar] [CrossRef]
- Hossain, S.; Shah, S.; Faisal, M. Ultra-high birefringent, highly nonlinear Ge20Sb15Se65 chalcogenide glass photonic crystal fiber with zero dispersion wavelength for mid-infrared applications. Optik 2020, 225, 165753. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cu | Mn | Mg | Cr | Si | Zn | Al |
|---|---|---|---|---|---|---|---|
| Weight % | 3.80 | 0.30 | 1.20 | 0.10 | 0.50 | 0.25 | Balance |
| Parameter | Symbol | Value (N0) | Value (Y0) | Unit |
|---|---|---|---|---|
| Wavelength | λ | 1064 | 1064 | nm |
| Laser power | P | 150–300 | 240–300 | W |
| Scanning speed | v | 600–1000 | 400–700 | mm s−1 |
| Pulsed width | PW | 100 | 100 | ns |
| frequency | f | 100–300 | 100–300 | kHz |
| Laser beam spot diameter | D | 50 | 50 | μm |
| Specimen | P (W) | V (mm s−1) | f (kHz) | E (J cm−2) | R (%) |
|---|---|---|---|---|---|
| N-1 | 300 | 800 | 127 | 12 | 87.4 |
| Y-1 | 300 | 650 | 105 | 14.5 | 87.6 |
| Y-2 | 270 | 340 | 195 | 7 | 96.5 |
| Wavenumber (cm−1) | Vibrational Assignment |
|---|---|
| 3750–3000 | N-H stretching vibration |
| 2700–3000 | C-H asymmetric stretching vibration |
| 1726 | C = O stretching vibration |
| 1677 | C = C stretching vibration |
| 1485 | C = N stretching vibration |
| 1450–1350 | COO-symmetric stretching, δ(CH3) scissoring, δ(CH2) scissoring, and CH2 deformation |
| 1300–1000 | C-O group, C-N group |
| 1000–650 | C-H out-of-plane bending vibration |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, X.; Shen, Y.; He, Z.; Tao, J.; Shu, S.; Xiong, W.; Shen, Z. Multi-Perspective Evaluations of Laser-Removal Quality of Acrylic Polyurethane Coatings on Aluminum Alloy Substrate. Coatings 2023, 13, 359. https://doi.org/10.3390/coatings13020359
Huang X, Shen Y, He Z, Tao J, Shu S, Xiong W, Shen Z. Multi-Perspective Evaluations of Laser-Removal Quality of Acrylic Polyurethane Coatings on Aluminum Alloy Substrate. Coatings. 2023; 13(2):359. https://doi.org/10.3390/coatings13020359
Chicago/Turabian StyleHuang, Xin, Yizhou Shen, Zhaoru He, Jie Tao, Song Shu, Weibiao Xiong, and Zhicong Shen. 2023. "Multi-Perspective Evaluations of Laser-Removal Quality of Acrylic Polyurethane Coatings on Aluminum Alloy Substrate" Coatings 13, no. 2: 359. https://doi.org/10.3390/coatings13020359