
A Review of Research Progress on the Fretting Fatigue Mechanism and Protection Measures of Metal Matrix Composites

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Influencing Factors for Fretting Damage in MMCs
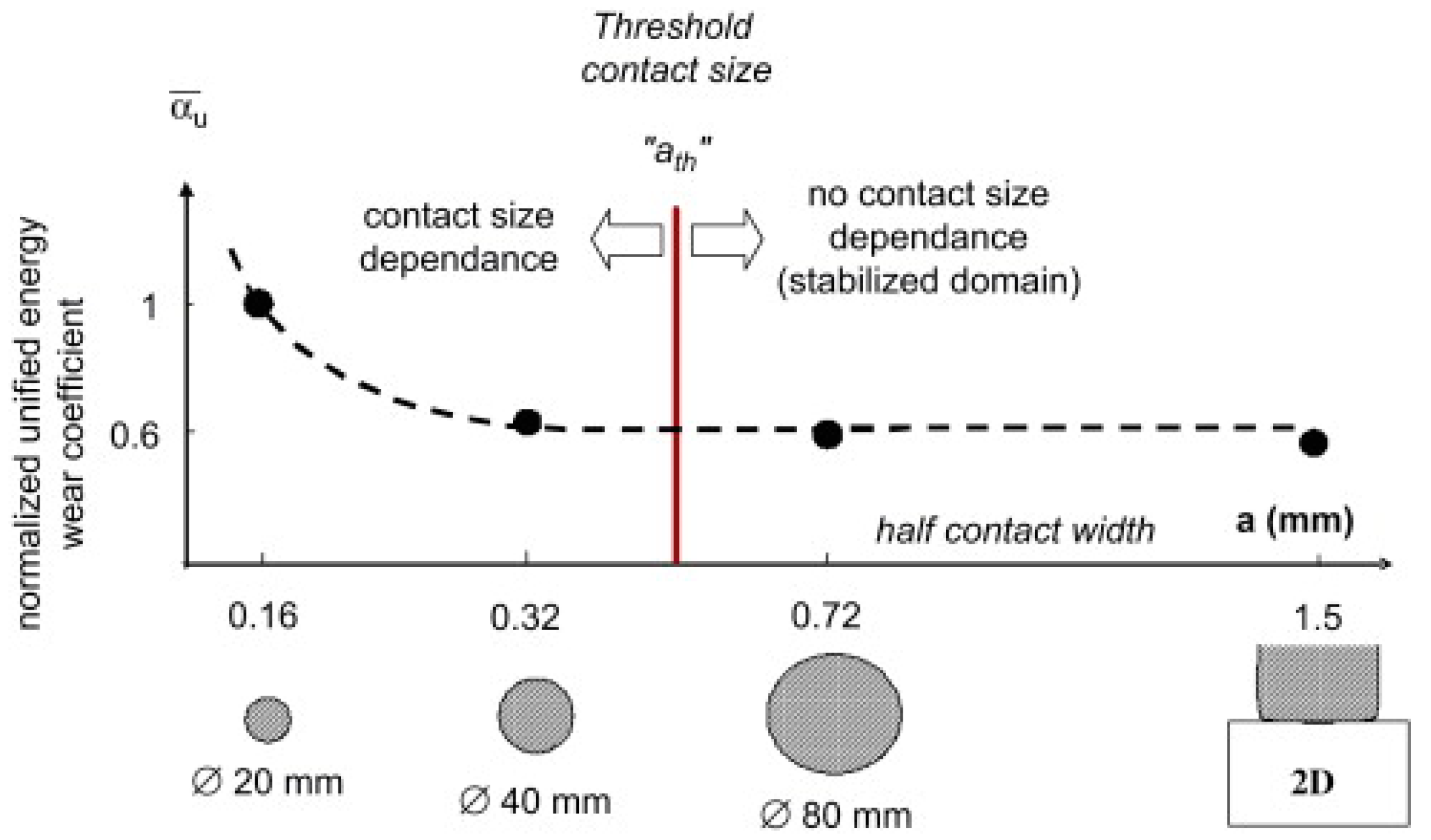
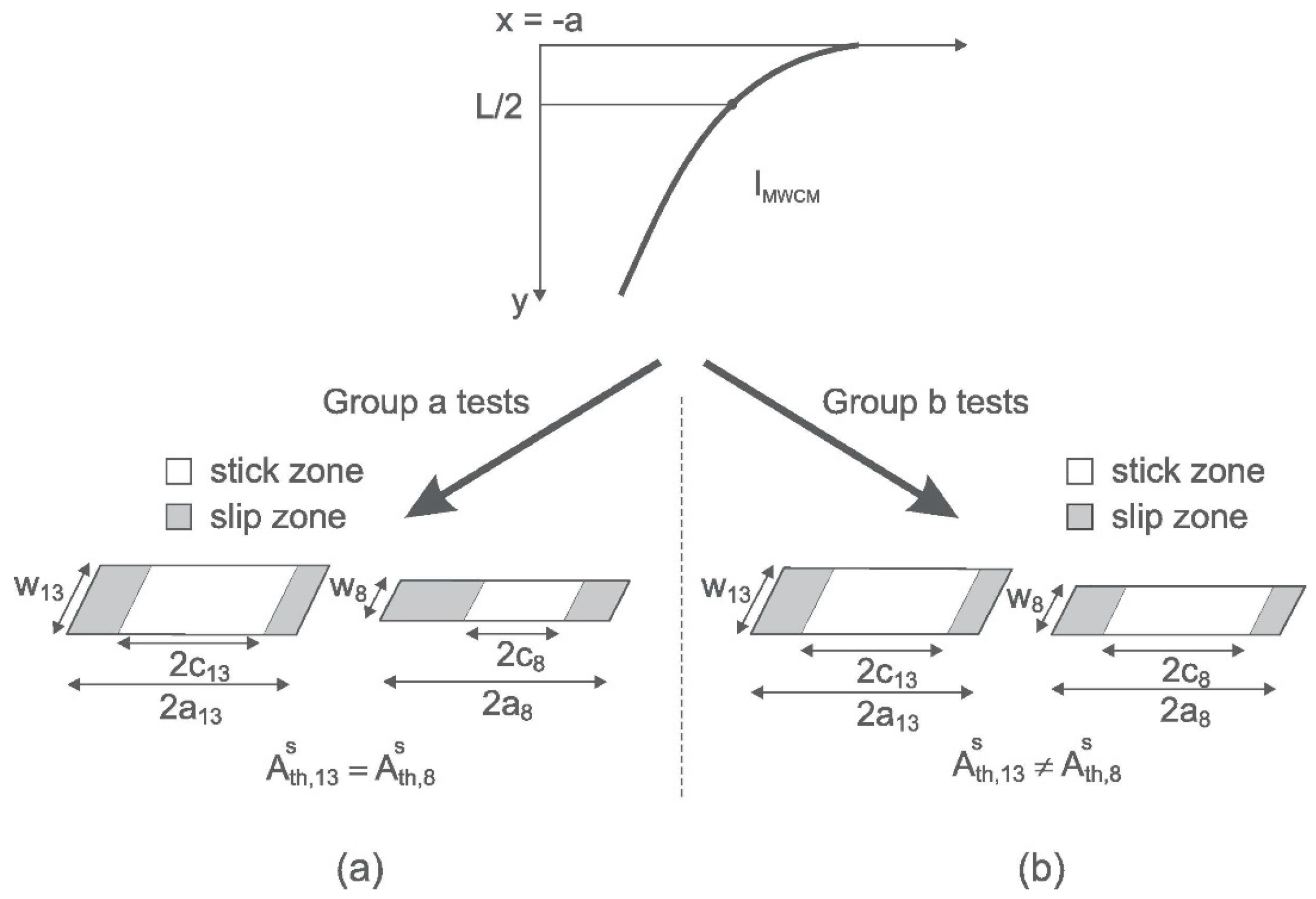
2.1. Size Effect
2.2. High Temperature Effects
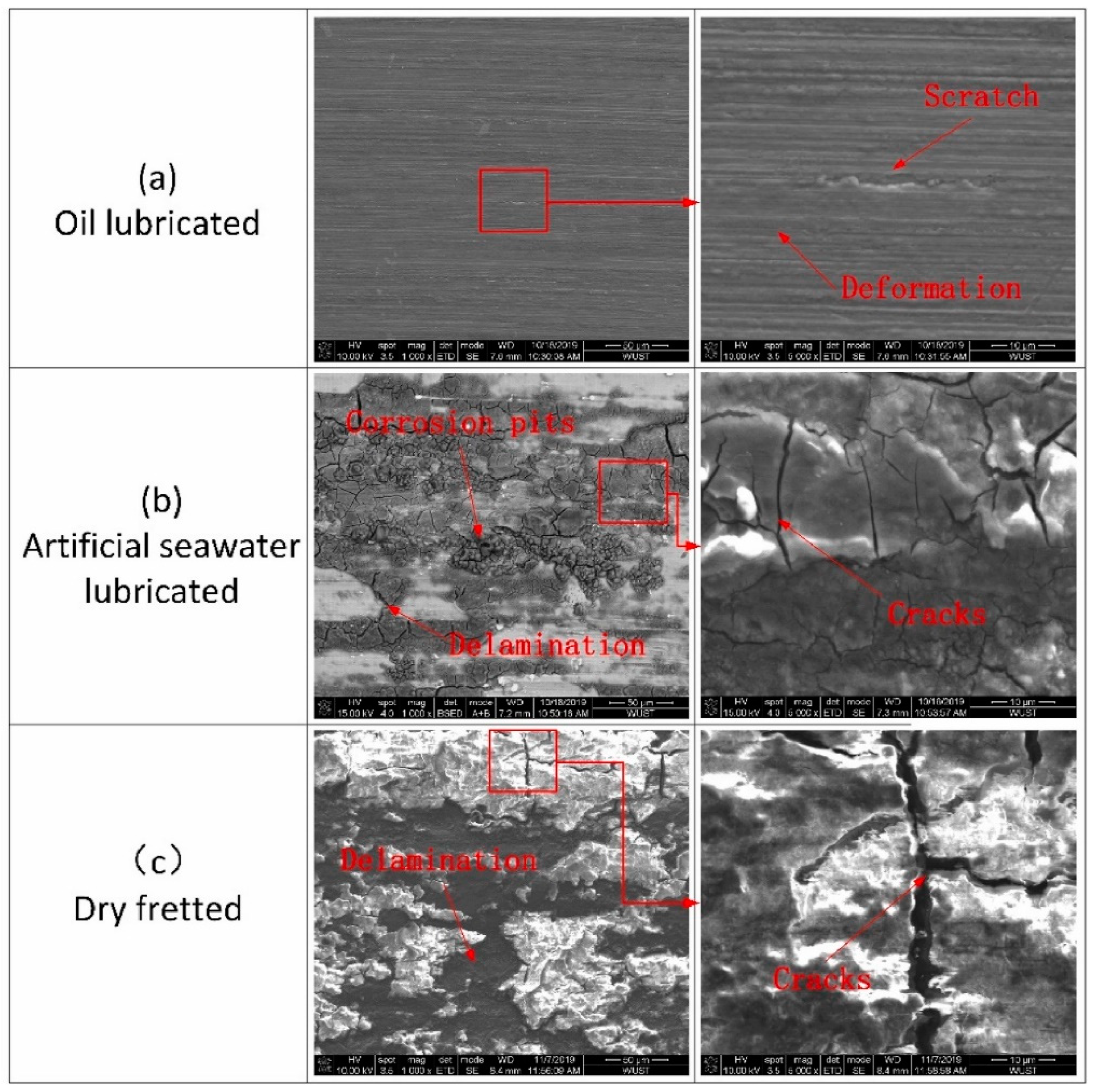
2.3. External Environment
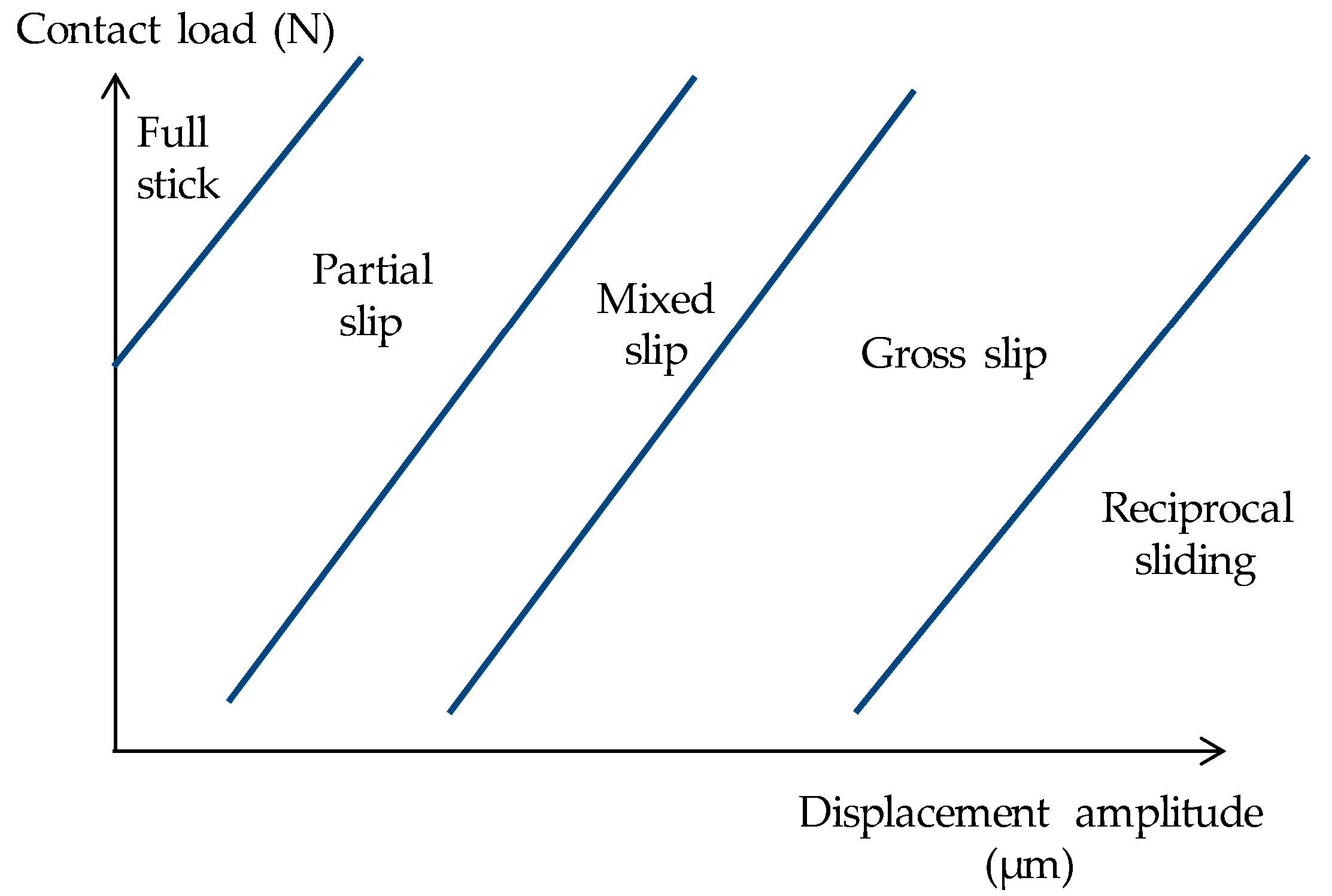
2.4. Relative Displacement Amplitude
2.5. Cyclic Loads and the Number of Cycles
3. Mechanisms of Fretting Fatigue in MMCs
3.1. Fretting Fatigue
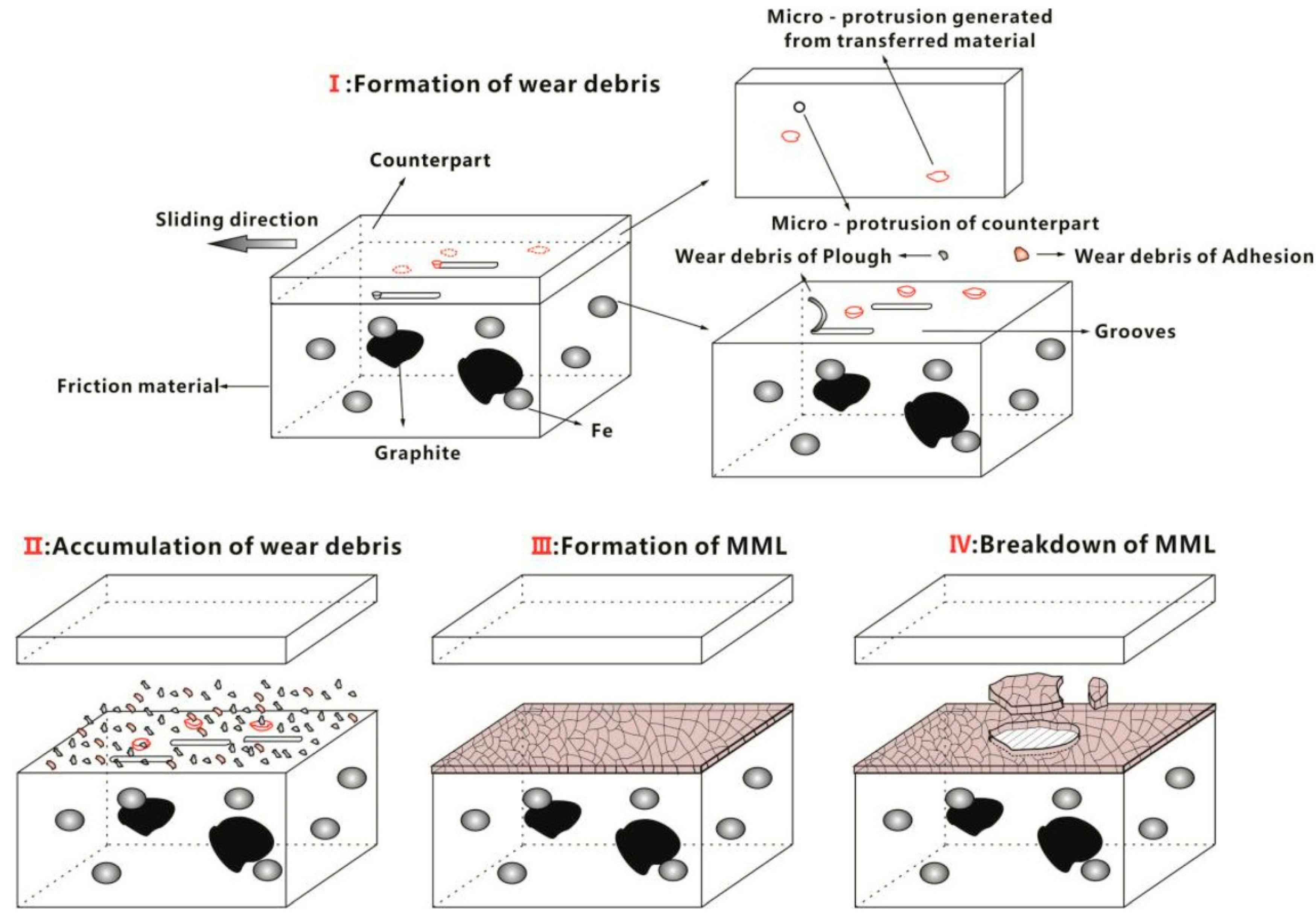
3.2. Fretting Wear
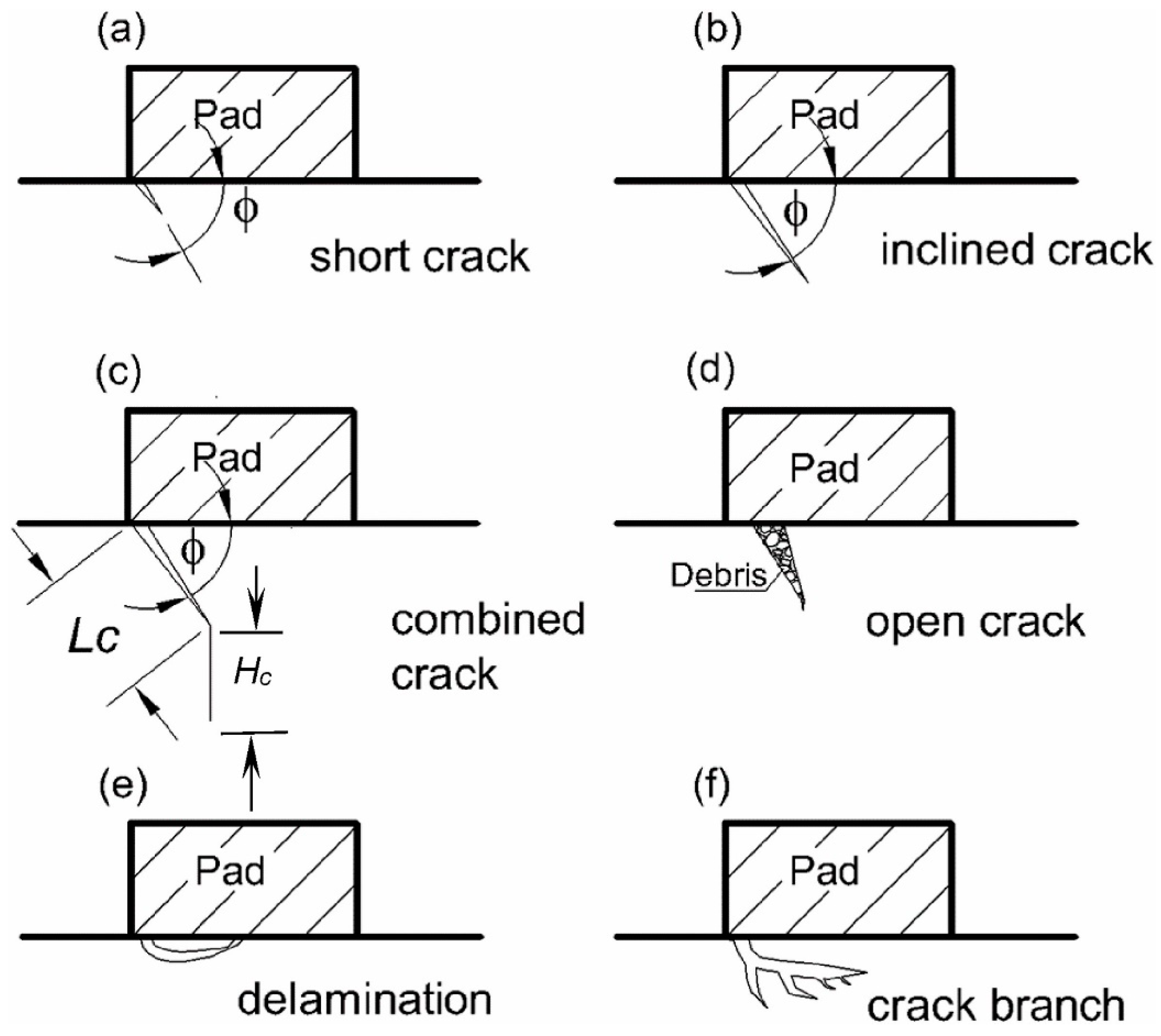
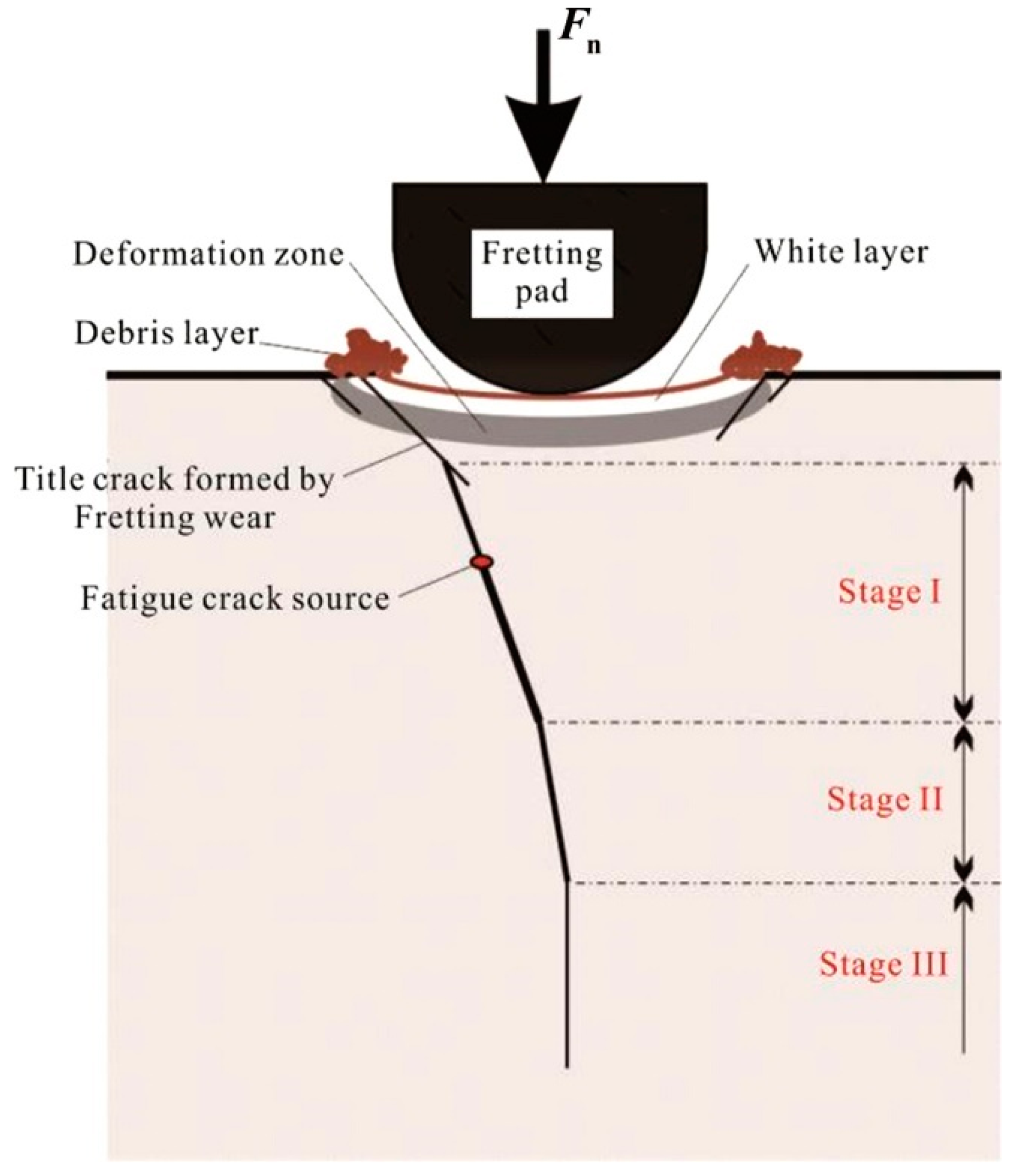
3.3. Fretting Fatigue Crack Sprouting and Extension
- (1)
- Short cracks (Figure 6a)
- (2)
- Inclined cracks (Figure 6b)
- (3)
- Combined cracking (Figure 6c)
- (4)
- Open cracks (Figure 6d)
- (5)
- Delamination (Figure 6e)
- (6)
- Branching cracks (Figure 6f)
4. MMCs Fretting Fatigue Life Prediction
4.1. Ruiz Criterion
4.2. Smith–Watson–Topper (SWT) Models
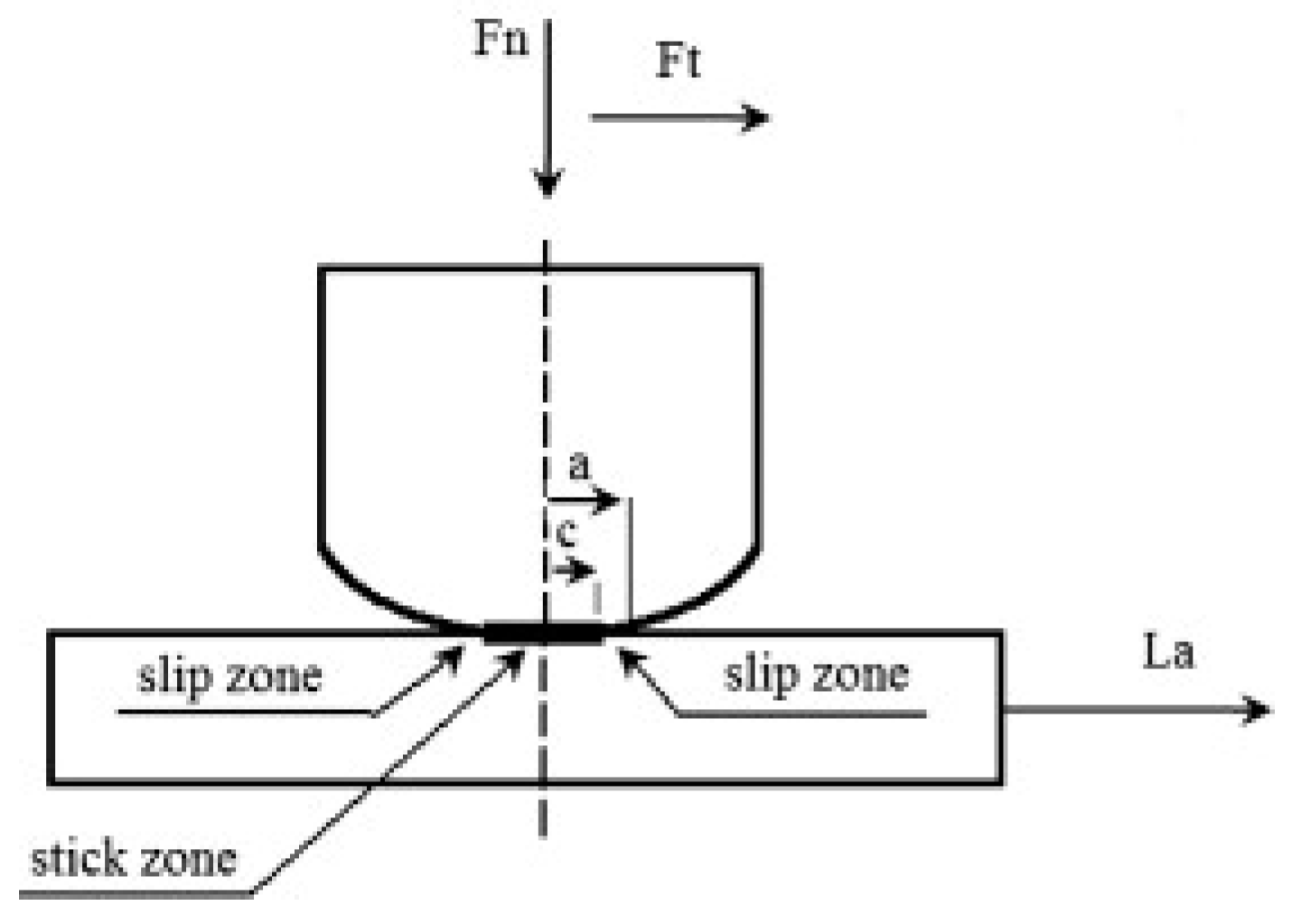
- (1)
- In the sliding belt:
- (2)
- Viscous zone:
4.3. The SWT Model Based on the Critical Plane
4.4. Fretting Fatigue Damage Criteria
4.5. Multi-Axis Fatigue Model
5. MMCs Fretting Fatigue Protection Method Research
- (1)
- Surface modification technology: The damage resistance of materials is often closely related to the surface properties of the material. Therefore, considerable work has been conducted to investigate the use of surface modification techniques in improving the resistance of materials to fretting fatigue, mainly by reducing the COF or increasing the hardness and yield strength of the fretting contact surface to improve the material’s resistance to fretting fatigue damage performance. Commonly used methods [114,115,116,117] are surface mechanical strengthening, surface heat treatment, chemical heat treatment, electrochemical treatment, thermal spray technology, dry film lubrication layer, ion coating and ion implantation technology, chemical vapor deposition, and physical vapor deposition.
- (2)
- Material selection: due to the dominant role of adhesion and surface fatigue in fretting fatigue, the selection of material vice must consider the anti-adhesion and surface fatigue properties of the material, then consider the overall fatigue properties and corrosion resistance of the material.
- (3)
- Structural design: The main reasons for fretting fatigue failure of the design and/or processes of mechanical parts are as follows: (a) the friction vice material or surface treatment (including heat treatment) process is not properly selected; (b) the parts of the tribological structure design (including lubrication system) is not reasonable; (c) the parts of the processing or installation accuracy does not meet the requirements. Improving the structural design is one of the effective measures to control the fretting fatigue damage of MMCs, which should be considered in the design of some common forms of coupling structures and has received attention by many researchers.
6. Summary and Outlook
- (1)
- For different fields, this paper goes beyond the scope of research on fretting fatigue limited to the fretting wear mechanism. The research on the fretting fatigue mechanism of MMCs will be more in-depth and systematic for industries with special working conditions, such as transportation and nuclear power. Inevitably, various defects or damage will occur in the production and use of the MMCs structure itself, which will inevitably lead to a reduction in the fatigue life of the material. Therefore, the effects of various defects or damages on the fretting fatigue life of MMCs will become one of the key technical problems in the field of fretting fatigue research of MMCs;
- (2)
- To improve the prediction accuracy and engineering applicability of the fretting fatigue life prediction method for MMCs. At present, based on the experimental and theoretical analysis, various scholars have proposed many methods and models for predicting the fretting fatigue life of MMCs. However, many of these methods have only been experimentally validated to a limited extent. Therefore, it is the future research direction to find a suitable fretting fatigue life prediction model to meet the requirements of engineering prediction accuracy and keep the engineering adaptability;
- (3)
- Fretting fatigue failure occurs under the combined action of many conditions. At present, the research on MMCs service environment characterization and fault mechanism is mostly limited to single factor simulation. The interaction law between complex factors is still not revealed. The study of fatigue under near-service conditions and fretting fatigue of engineering structures has been recently developed. With the emergence of the new fretting fatigue experimental device, the experimental design idea has been simplified from practical conditions to laboratory conditions. Inevitably, it comes down to the fatigue research of MMCs and fretting fatigue research of engineering structures under near service conditions;
- (4)
- Fretting fatigue damage of MMCs is strongly related to the surface properties of the material. The use of surface engineering techniques can improve the fretting fatigue resistance of traditional materials and enhance new materials. Surface treatment techniques are always a simple and effective way to improve the fretting fatigue resistance of materials. Therefore, it is essential to carry out more research on fretting damage protection techniques;
- (5)
- The dispersion distribution of the reinforcing phase and the interface between the reinforcing phase and the MMCs, which are crucial factors affecting MMCs. Therefore, the MMC fretting fatigue damage analysis must consider the dispersion distribution of reinforcing phase and the MMC interface. Then consider the fretting fatigue performance of MMCs. Combining the study of the dispersion distribution of the reinforcing phase and the interfacial problems existing in the MMCs will also become a new research hotspot.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kumar, S.M.; Pramod, R.; Govindaraju, H. Evaluation of Mechanical and Wear Properties of Aluminium AA430 Reinforced with SiC and Mgo. Mater. Today Proc. 2017, 4, 509–518. [Google Scholar] [CrossRef]
- Muflikhun, M.A.; Chua, A.Y.; Santos, G.N.C. Statistical Design Analysis of Silver-Titanium Dioxide Nanocomposite Materials Synthesized via Horizontal Vapor Phase Growth (HVPG). Key Eng. Mater. 2017, 735, 210–214. [Google Scholar] [CrossRef]
- Sijo, M.; Jayadevan, K. Analysis of Stir Cast Aluminium Silicon Carbide Metal Matrix Composite: A Comprehensive Review. Procedia Technol. 2016, 24, 379–385. [Google Scholar] [CrossRef]
- Srivyas, P.D.; Charoo, M.S. Role of Reinforcements on the Mechanical and Tribological Behavior of Aluminum Metal Matrix Composites–A Review. Mater. Today Proc. 2018, 5, 20041–20053. [Google Scholar] [CrossRef]
- Ke, J.; Liu, X.-B.; Liang, J.; Liang, L.; Luo, Y.-S. Microstructure and fretting wear of laser cladding self-lubricating anti-wear composite coatings on TA2 alloy after aging treatment. Opt. Laser Technol. 2019, 119, 105599. [Google Scholar] [CrossRef]
- Zhang, P.; Liu, X.; Lu, W.; Zhai, W.; Zhou, M.; Wang, J. Fretting wear behavior of CuNiAl against 42CrMo4 under different lubrication conditions. Tribol. Int. 2018, 117, 59–67. [Google Scholar] [CrossRef]
- Chen, Y.; Han, L.; Chrysanthou, A.; O’Sullivan, J. Fretting wear in self-piercing riveted aluminium alloy sheet. Wear 2003, 255, 1463–1470. [Google Scholar] [CrossRef]
- Han, L.; Chrysanthou, A.; O’Sullivan, J. Fretting behaviour of self-piercing riveted aluminium alloy joints under different interfacial conditions. Mater. Des. 2006, 27, 200–208. [Google Scholar] [CrossRef]
- Iyer, K.; Brittman, F.L.; Hu, S.J.; Wang, P.C.; Hayden, D.B.; Marin, S.P. Fatigue and Fretting of Self-Piercing Riveted Joints. Manufacturing 2002, 3641, 401–415. [Google Scholar] [CrossRef]
- Eden, E.M.; Rose, W.N.; Cunningham, P.L. The Endurance of Metals: Experiments on Rotating Beams at University College, London. Proc. Inst. Mech. Eng. 1911, 81, 839–974. [Google Scholar] [CrossRef]
- Warlow-Davies, E.J. Fretting Corrosion and Fatigue Strength: Brief Results of Preliminary Experiments. Proc. Inst. Mech. Eng. 1941, 146, 32–38. [Google Scholar] [CrossRef]
- Tomlinson, G.A.; Thorpe, P.L.; Gough, H.J. An Investigation of the Fretting Corrosion of Closely Fitting Surfaces. Proc. Inst. Mech. Eng. 1939, 141, 223–249. [Google Scholar] [CrossRef]
- Chandrasekaran, V.; Yoon, Y.I.; Hoeppner, D.W. Analysis of Fretting Damage Using Confocal Microscope. ASTM Spec. Tech. Publ. 2000, 1367, 337–351. [Google Scholar]
- Lu, D.; Jiang, Y.; Zhou, R. Wear performance of nano-Al2O3 particles and CNTs reinforced magnesium matrix composites by friction stir processing. Wear 2013, 305, 286–290. [Google Scholar] [CrossRef]
- Balakrishnan, M.; Dinaharan, I.; Palanivel, R.; Sivaprakasam, R. Synthesize of AZ31/TiC magnesium matrix composites using friction stir processing. J. Magnes. Alloy. 2015, 3, 76–78. [Google Scholar] [CrossRef]
- Navazani, M.; Dehghani, K. Fabrication of Mg-ZrO2 surface layer composites by friction stir processing. J. Mater. Process. Technol. 2016, 229, 439–449. [Google Scholar] [CrossRef]
- Ahmadkhaniha, D.; Sohi, M.H.; Salehi, A.; Tahavvori, R. Formations of AZ91/Al2O3 nano-composite layer by friction stir processing. J. Magnes. Alloy. 2016, 4, 314–318. [Google Scholar] [CrossRef]
- Naser, A.Z.; Darras, B.M. Experimental investigation of Mg/SiC composite fabrication via friction stir processing. Int. J. Adv. Manuf. Technol. 2016, 91, 781–790. [Google Scholar] [CrossRef]
- Azizieh, M.; Kokabi, A.; Abachi, P. Effect of rotational speed and probe profile on microstructure and hardness of AZ31/Al2O3 nanocomposites fabricated by friction stir processing. Mater. Des. 2011, 32, 2034–2041. [Google Scholar] [CrossRef]
- Khayyamin, D.; Mostafapour, A.; Keshmiri, R. The effect of process parameters on microstructural characteristics of AZ91/SiO2 composite fabricated by FSP. Mater. Sci. Eng. A 2013, 559, 217–221. [Google Scholar] [CrossRef]
- Cai, Z.; Zhu, M.; Shen, H.; Zhou, Z.; Jin, X. Torsional fretting wear behaviour of 7075 aluminium alloy in various relative humidity environments. Wear 2009, 267, 330–339. [Google Scholar] [CrossRef]
- Cai, Z.-B.; Zhu, M.-H.; Lin, X.-Z. Friction and wear of 7075 aluminum alloy induced by torsional fretting. Trans. Nonferr. Met. Soc. China 2010, 20, 371–376. [Google Scholar] [CrossRef]
- Mo, J.; Zhu, M.; Zheng, J.; Luo, J.; Zhou, Z. Study on rotational fretting wear of 7075 aluminum alloy. Tribol. Int. 2009, 43, 912–917. [Google Scholar] [CrossRef]
- Shen, M.; Zhu, M.; Cai, Z.; Xie, X.; Zuo, K. Dual-rotary fretting wear behavior of 7075 aluminum alloy. Tribol. Int. 2012, 48, 162–171. [Google Scholar] [CrossRef]
- Shinde, S.; Hoeppner, D.W. Quantitative analysis of fretting wear crack nucleation in 7075-T6 aluminum alloy using fretting maps. Wear 2005, 259, 271–276. [Google Scholar] [CrossRef]
- Fouvry, S.; Paulin, C.; Deyber, S. Impact of contact size and complex gross–partial slip conditions on Ti–6Al–4V/Ti–6Al–4V fretting wear. Tribol. Int. 2009, 42, 461–474. [Google Scholar] [CrossRef]
- Merhej, R.; Fouvry, S. Contact size effect on fretting wear behaviour: Application to an AISI 52100/AISI 52100 interface. Lubr. Sci. 2009, 21, 83–102. [Google Scholar] [CrossRef]
- Fouvry, S.; Merhej, R. Introduction of a power law formulation to quantify the contact size effects on friction and wear responses of dry oscillating sliding contacts: Application to a chromium steel interface. Wear 2013, 301, 34–46. [Google Scholar] [CrossRef]
- Fouvry, S.; Arnaud, P.; Mignot, A.; Neubauer, P. Contact size, frequency and cyclic normal force effects on Ti–6Al–4V fretting wear processes: An approach combining friction power and contact oxygenation. Tribol. Int. 2017, 113, 460–473. [Google Scholar] [CrossRef]
- Warmuth, A.; Pearson, S.; Shipway, P.; Sun, W. The effect of contact geometry on fretting wear rates and mechanisms for a high strengthsteel. Wear 2013, 301, 491–500. [Google Scholar] [CrossRef]
- Arnaud, P.; Baydoun, S.; Fouvry, S. Modeling adhesive and abrasive wear phenomena in fretting interfaces: A multiphysics approach coupling friction energy, third body and contact oxygenation concepts. Tribol. Int. 2021, 161, 107077. [Google Scholar] [CrossRef]
- Cardoso, R.; Ferry, B.; Montebello, C.; Meriaux, J.; Pommier, S.; Araújo, J. Study of size effects in fretting fatigue. Tribol. Int. 2020, 143, 106087. [Google Scholar] [CrossRef]
- Araújo, J.; Castro, F.; Matos, I.; Cardoso, R. Life prediction in multiaxial high cycle fretting fatigue. Int. J. Fatigue 2020, 134, 105504. [Google Scholar] [CrossRef]
- Hager, C.; Sanders, J.; Sharma, S. Effect of high temperature on the characterization of fretting wear regimes at Ti6Al4V interfaces. Wear 2006, 260, 493–508. [Google Scholar] [CrossRef]
- Rybiak, R.; Fouvry, S.; Bonnet, B. Fretting wear of stainless steels under variable temperature conditions: Introduction of a ‘composite’ wear law. Wear 2010, 268, 413–423. [Google Scholar] [CrossRef]
- Wang, M.; Wang, Y.; Liu, H.; Wang, J.; Yan, F. Interrelated effects of temperature and load on fretting behavior of SAF 2507 super duplex stainless steel. Tribol. Int. 2019, 136, 140–147. [Google Scholar] [CrossRef]
- Stott, F.; Wood, G. The influence of oxides on the friction and wear of alloys. Tribol. Int. 1978, 11, 211–218. [Google Scholar] [CrossRef]
- Stott, F.; Lin, D.; Wood, G. The structure and mechanism of formation of the ‘glaze’ oxide layers produced on nickel-based alloys during wear at high temperatures. Corros. Sci. 1973, 13, 449–469. [Google Scholar] [CrossRef]
- Jiang, J.; Stott, F.; Stack, M. Some frictional features associated with the sliding wear of the nickel-base alloy N80A at temperatures to 250 °C. Wear 1994, 176, 185–194. [Google Scholar] [CrossRef]
- Hager, C.; Sanders, J.; Sharma, S.; Voevodin, A.; Segall, A. The effect of temperature on gross slip fretting wear of cold-sprayed nickel coatings on Ti6Al4V interfaces. Tribol. Int. 2009, 42, 491–502. [Google Scholar] [CrossRef]
- Jiang, J.; Stott, F.; Stack, M. The role of triboparticulates in dry sliding wear. Tribol. Int. 1998, 31, 245–256. [Google Scholar] [CrossRef]
- Nisar, M.; Charoo, M.S. Optimization of Fretting Wear Parameters and Effect of High Temperature on Fretting Wear Behavior of Al6061 Alloy and Al6061-SiC Composite. Silicon 2021, 14, 3949–3961. [Google Scholar] [CrossRef]
- Hager, C.; Hu, J.; Muratore, C.; Voevodin, A.; Grandhi, R. The mechanisms of gross slip fretting wear on nickel oxide/Ti6Al4V mated surfaces. Wear 2010, 268, 1195–1204. [Google Scholar] [CrossRef]
- Chen, R.; Wang, H.H.; Zhang, D.; Zhang, G.D. Fretting Wear of SiC and Ni3Al Particles Reinforced Al Alloy Matrix Composites. Key Eng. Mater. 2007, 351, 75–80. [Google Scholar] [CrossRef]
- Zhang, P.; Zeng, L.; Mi, X.; Lu, Y.; Luo, S.; Zhai, W. Comparative study on the fretting wear property of 7075 aluminum alloys under lubricated and dry conditions. Wear 2021, 474, 203760. [Google Scholar] [CrossRef]
- Jia, J.; Lu, J.; Zhou, H.; Chen, J. Tribological behavior of Ni-based composite under distilled water lubrication. Mater. Sci. Eng. A 2004, 381, 80–85. [Google Scholar] [CrossRef]
- Li, X.; Shi, T.; Li, B.; Chen, X.; Zhang, C.; Guo, Z.; Zhang, Q. Subtractive manufacturing of stable hierarchical micro-nano structures on AA5052 sheet with enhanced water repellence and durable corrosion resistance. Mater. Des. 2019, 183, 108152. [Google Scholar] [CrossRef]
- Ding, H.; Zhou, G.; Dai, Z.; Bu, Y.; Jiang, T. Corrosion wear behaviors of 2024Al in artificial rainwater and seawater at fretting contact. Wear 2009, 267, 292–298. [Google Scholar] [CrossRef]
- Yang, K.; Ma, H.; Zhao, W.; Li, X.; Liu, H. Investigation of the preparation and tribological behavior of a frictional interface covered with sinusoidal microchannels containing SnAgCu and Ti3SiC2. Tribol. Int. 2020, 150, 106368. [Google Scholar] [CrossRef]
- Varenberg, M.; Halperin, G.; Etsion, I. Different aspects of the role of wear debris in fretting wear. Wear 2002, 252, 902–910. [Google Scholar] [CrossRef]
- Vingsbo, O.; Söderberg, S. On Fretting Maps. Wear 1988, 126, 131–147. [Google Scholar] [CrossRef]
- Nishioka, K.; Hirakawa, K. Fundamental Investigations of Fretting Fatigue: (Part 2, Fretting Fatigue Testing Machine and Some Test Results). Bull. JSME 1969, 12, 180–187. [Google Scholar] [CrossRef]
- Nishioka, K.; Hirakawa, K. Fundamental Investigations of Fretting Fatigue: (Part 5, The Effect of Relative Slip Amplitude). Bull. JSME 1969, 12, 692–697. [Google Scholar] [CrossRef]
- Favrow, L.; Werner, D.; Pearson, D.; Brown, K.; Lutian, M.; Annigeri, B.; Anton, D. Fretting Fatigue Testing Methodology Incorporating Independent Slip and Fatigue Stress Control; ASTM International: West Conshohocken, PA, USA, 2000; Volume 391. [Google Scholar]
- Anton, D.; Lutian, M.; Favrow, L.; Logan, D.; Annigeri, B. The Effects of Contact Stress and Slip Distance on Fretting Fatigue Damage in Ti-6Al-4V/17-4PH Contacts; ASTM International: West Conshohocken, PA, USA, 2000; Volume 119. [Google Scholar]
- Jin, O.; Mall, S. Effects of independent pad displacement on fretting fatigue behavior of Ti–6Al–4V. Wear 2002, 253, 585–596. [Google Scholar] [CrossRef]
- Jin, O.; Mall, S. Influence of Contact Configuration on Fretting Fatigue Behavior of Ti-6Al-4V under Independent Pad Displacement Condition. Int. J. Fatigue 2002, 24, 1243–1253. [Google Scholar] [CrossRef]
- Zhou, Z.; Nakazawa, K.; Zhu, M.; Maruyama, N.; Kapsa, P.; Vincent, L. Progress in fretting maps. Tribol. Int. 2006, 39, 1068–1073. [Google Scholar] [CrossRef]
- Hills, D.A. Mechanics of fretting fatigue. Wear 1994, 175, 107–113. [Google Scholar] [CrossRef]
- Kubota, M.; Niho, S.; Sakae, C.; Kondo, Y. Effect of Understress on Fretting Fatigue Crack Initiation of Press-Fitted Axle. JSME Int. J. Ser. A 2003, 46, 297–302. [Google Scholar] [CrossRef]
- Fouvry, S.; Kapsa, P.; Vincent, L. An elastic–plastic shakedown analysis of fretting wear. Wear 2001, 247, 41–54. [Google Scholar] [CrossRef]
- Geringer, J.; Macdonald, D. Friction/fretting-corrosion mechanisms: Current trends and outlooks for implants. Mater. Lett. 2014, 134, 152–157. [Google Scholar] [CrossRef]
- Ma, L.; Eom, K.; Geringer, J.; Jun, T.-S.; Kim, K. Literature Review on Fretting Wear and Contact Mechanics of Tribological Coatings. Coatings 2019, 9, 501. [Google Scholar] [CrossRef] [Green Version]
- Nowell, D.; Dini, D.; Hills, D. Recent developments in the understanding of fretting fatigue. Eng. Fract. Mech. 2006, 73, 207–222. [Google Scholar] [CrossRef]
- Venkatesh, T.A.; Conner, B.P.; Suresh, S.; Giannakopoulos, A.E.; Lindley, T.C.; Lee, C.S. An experimental investigation of fretting fatigue in Ti-6Al-4V: The role of contact conditions and microstructure. Met. Mater. Trans. A 2001, 32, 1131–1146. [Google Scholar] [CrossRef]
- Lee, H.; Mall, S. Investigation into effects and interaction of various fretting fatigue variables under slip-controlled mode. Tribol. Int. 2006, 39, 1213–1219. [Google Scholar] [CrossRef]
- Li, X.; Zuo, Z.; Qin, W. A fretting related damage parameter for fretting fatigue life prediction. Int. J. Fatigue 2015, 73, 110–118. [Google Scholar] [CrossRef]
- Nicholas, T. Critical issues in high cycle fatigue. Int. J. Fatigue 1999, 21, 221–231. [Google Scholar] [CrossRef]
- Suresh, S. Fatigue of Materials; Cambridge University Press: Cambridge, UK, 1998. [Google Scholar]
- Nix, K.; Lindley, T. The influence of relative slip range and contact material on the fretting fatigue properties of 3.5NiCrMoV rotor steel. Wear 1988, 125, 147–162. [Google Scholar] [CrossRef]
- Patel, M.; Murugesan, J. Fretting Wear and Corrosion Behaviour of an Al–ZrO2/Ni Hybrid Composite Developed by Friction Stir Processing. Trans. Indian Inst. Met. 2022, 75, 1525–1534. [Google Scholar] [CrossRef]
- Peng, J.; Zhu, M.; Cai, Z.; Liu, J.; Zuo, K.; Song, C.; Wang, W. On the damage mechanisms of bending fretting fatigue. Tribol. Int. 2014, 76, 133–141. [Google Scholar] [CrossRef]
- Antoniou, R.; Radtke, T. Mechanisms of fretting-fatigue of titanium alloys. Mater. Sci. Eng. A 1997, 237, 229–240. [Google Scholar] [CrossRef]
- Waterhouse, R.; Taylor, D. Fretting debris and the delamination theory of wear. Wear 1974, 29, 337–344. [Google Scholar] [CrossRef]
- Peng, J.; Song, C.; Shen, M.; Zheng, J.; Zhou, Z.; Zhu, M. An experimental study on bending fretting fatigue characteristics of 316L austenitic stainless steel. Tribol. Int. 2011, 44, 1417–1426. [Google Scholar] [CrossRef]
- Waterhouse, R.B. Fretting fatigue. Int. Mater. Rev. 1992, 37, 77–98. [Google Scholar] [CrossRef]
- Song, C.; Shen, M.X.; Lin, X.F.; Liu, D.W.; Zhu, M.H. An investigation on rotatory bending fretting fatigue damage of railway axles. Fatigue Fract. Eng. Mater. Struct. 2014, 37, 72–84. [Google Scholar] [CrossRef]
- Gutkin, R.; Alfredsson, B. Growth of fretting fatigue cracks in a shrink-fitted joint subjected to rotating bending. Eng. Fail. Anal. 2008, 15, 582–596. [Google Scholar] [CrossRef]
- Lee, D.-H.; Kwon, S.-J.; Ham, Y.-S.; You, W.-H. Characterization of fretting damage in a press-fitted shaft below the fretting fatigue limit. Procedia Eng. 2010, 2, 1945–1949. [Google Scholar] [CrossRef]
- Hirakawa, K.; Toyama, K.; Kubota, M. The analysis and prevention of failure in railway axles. Int. J. Fatigue 1998, 20, 135–144. [Google Scholar] [CrossRef]
- Hutson, A.; Sathish, S.; Nicholas, T. Progression of fretting fatigue damage in Ti–6Al–4V. Tribol. Int. 2006, 39, 1197–1205. [Google Scholar] [CrossRef]
- Lietch, L.C.; Lee, H.; Mall, S. Fretting fatigue behavior of Ti–6Al–4V under seawater environment. Mater. Sci. Eng. A 2005, 403, 281–289. [Google Scholar] [CrossRef]
- Zalnezhad, E.; Sarhan, A.A.D.; Jahanshahi, P. A new fretting fatigue testing machine design, utilizing rotating–bending principle approach. Int. J. Adv. Manuf. Technol. 2014, 70, 2211–2219. [Google Scholar] [CrossRef]
- Vedrtnam, A.; Kumar, A. Fabrication and wear characterization of silicon carbide and copper reinforced aluminium matrix composite. Mater. Discov. 2017, 9, 16–22. [Google Scholar] [CrossRef]
- Gargatte, S.; Upadhye, R.R.; Dandagi, V.S.; Desai, S.R.; Waghamode, B.S. Preparation & Characterization of Al-5083 Alloy Composites. J. Miner. Mater. Charact. Eng. 2013, 01, 8–14. [Google Scholar] [CrossRef]
- Wang, H.; Wang, S.; Liu, G.; Wang, Y. AlSi11/Si3N4 Interpenetrating Composites Tribology Properties of Aluminum Matris Composites. Adv. Mater. Phys. Chem. 2012, 4, 130–133. [Google Scholar] [CrossRef]
- Zhu, M.; Zhou, Z. On the mechanisms of various fretting wear modes. Tribol. Int. 2011, 44, 1378–1388. [Google Scholar] [CrossRef]
- Hu, Q.; McColl, I.; Harris, S.; Waterhouse, R. The role of debris in the fretting wear of a SiC reinforced aluminium alloy matrix composite. Wear 2000, 245, 10–21. [Google Scholar] [CrossRef]
- Stachowiak, G.W. Wear: Materials, Mechanisms and Practic; John Wiley & Sons: Hoboken, NJ, USA, 2006. [Google Scholar]
- Kumar, M.; Prasanna, K.; Sadashivappa, G.P.P.; Basavarajappa, S. Dry Sliding Wear Behaviour of Garnet Particles Reinforced Zinc–Aluminium Alloy Metal Matrix Composites. Mater. Sci. 2006, 12, 209–213. [Google Scholar]
- Rao, D.S.; Ramanaiah, N. Evaluation of Wear and Corrosion Properties of AA6061/TiB2 Composites Produced by FSP Technique. J. Miner. Mater. Charact. Eng. 2017, 05, 353–361. [Google Scholar] [CrossRef]
- Zhou, H.; Yao, P.; Xiao, Y.; Fan, K.; Zhang, Z.; Gong, T.; Zhao, L.; Deng, M.; Liu, C.; Ling, P. Friction and wear maps of copper metal matrix composites with different iron volume content. Tribol. Int. 2019, 132, 199–210. [Google Scholar] [CrossRef]
- Gladston, J.A.K.; Dinaharan, I.; Sheriff, N.M.; Selvam, J.D.R. Dry sliding wear behavior of AA6061 aluminum alloy composites reinforced rice husk ash particulates produced using compocasting. J. Asian Ceram. Soc. 2018, 5, 127–135. [Google Scholar] [CrossRef]
- Ghosh, S.; Sahoo, P.; Goutam, S. Wear Behaviour of Al-SiCp Metal Matrix Composites and Optimization Using Taguchi Method and Grey Relational Analysis. J. Miner. Mater. Charact. Eng. 2012, 11, 1085–1094. [Google Scholar] [CrossRef]
- Mishra, P.; Mishra, P.; Rana, R. Effect of Rice Husk ash Reinforcements on Mechanical properties of Aluminium alloy (LM6) Matrix Composites. Mater. Today Proc. 2018, 5, 6018–6022. [Google Scholar] [CrossRef]
- Tripathi, P.; Ramkumar, J.; Balani, K. Microscratching and fretting of electro-co-deposited Cr-based composite coatings with BN, graphene, and diamond reinforcements. J. Mater. Sci. 2021, 56, 6148–6166. [Google Scholar] [CrossRef]
- Muflikhun, M.A.; Castillon, G.B.; Santos, G.N.C.; Chua, A.Y. Micro and Nano Silver-Graphene Composite Manufacturing via Horizontal Vapor Phase Growth (HVPG) Technique. Mater. Sci. Forum 2017, 901, 3–7. [Google Scholar] [CrossRef]
- Mayama, T.; Sasaki, K.; Kuroda, M. Quantitative evaluations for strain amplitude dependent organization of dislocation structures due to cyclic plasticity in austenitic stainless steel 316L. Acta Mater. 2008, 56, 2735–2743. [Google Scholar] [CrossRef]
- Yaguchi, H.; Mitani, H.; Nagano, K.; Fujii, T.; Kato, M. Fatigue-damage evaluation in aluminum heat-transfer tubes by measuring dislocation cell-wall thickness. Mater. Sci. Eng. A 2001, 315, 189–194. [Google Scholar] [CrossRef]
- Gaudin, C.; Feaugas, X. Cyclic creep process in AISI 316L stainless steel in terms of dislocation patterns and internal stresses. Acta Mater. 2004, 52, 3097–3110. [Google Scholar] [CrossRef]
- Zheng, J.; Luo, J.; Mo, J.; Peng, J.; Jin, X.; Zhu, M. Fretting wear behaviors of a railway axle steel. Tribol. Int. 2010, 43, 906–911. [Google Scholar] [CrossRef]
- Hu, C.; Du, H. Fretting fatigue behaviours of SiC reinforced aluminium alloy matrix composite and its monolithic alloy. Mater. Sci. Eng. A 2022, 847, 143347. [Google Scholar] [CrossRef]
- Ruiz, C.; Chen, K.C. Life Assessment of Dovetail Joints between Blades and Discs in Aero-Engines. Mech. Eng. Publ. 1986, 187–194. [Google Scholar]
- Ruíz, C.; Wang, Z.; Webb, P. Techniques for the Characterization of Fretting Fatigue Damage. Astm Spec. Tech. Publ. 1992, 1159, 170. [Google Scholar]
- Vidner, J.; Leidich, E. Enhanced Ruiz criterion for the evaluation of crack initiation in contact subjected to fretting fatigue. Int. J. Fatigue 2007, 29, 2040–2049. [Google Scholar] [CrossRef]
- Buciumeanu, M.; Crudu, I.; Palaghian, L.; Miranda, A.; Silva, F. Influence of wear damage on the fretting fatigue life prediction of an Al7175 alloy. Int. J. Fatigue 2009, 31, 1278–1285. [Google Scholar] [CrossRef]
- Shi, L.; Wei, D.-S.; Wang, Y.-R.; Tian, A.-M.; Li, D. An investigation of fretting fatigue in a circular arc dovetail assembly. Int. J. Fatigue 2016, 82, 226–237. [Google Scholar] [CrossRef]
- Sem, M. Tech–I. Mechanical Behavior of Materials. I Semester 1999, 3, 3. [Google Scholar]
- McColl, I.R.; Ding, J.; Leen, S.B. Finite element simulation and experimental validation of fretting wear. Wear 2004, 256, 1114–1127. [Google Scholar] [CrossRef]
- Ding, J.; Leen, S.B.; McColl, I.R. The effect of slip regime on fretting wear-induced stress evolution. Int. J. Fatigue 2004, 26, 521–531. [Google Scholar] [CrossRef]
- Fouvry, S.; Liskiewicz, T.; Kapsa, P.; Hannel, S.; Sauger, E. An energy description of wear mechanisms and its applications to oscillating sliding contacts. Wear 2003, 255, 287–298. [Google Scholar] [CrossRef]
- Garcin, S.; Fouvry, S.; Heredia, S. A FEM fretting map modeling: Effect of surface wear on crack nucleation. Wear 2015, 330, 145–159. [Google Scholar] [CrossRef]
- Madge, J.; Leen, S.; McColl, I.; Shipway, P. Contact-evolution based prediction of fretting fatigue life: Effect of slip amplitude. Wear 2007, 262, 1159–1170. [Google Scholar] [CrossRef]
- Lin, X.-z.; Zhu, M.-h.; Zheng, J.-f.; Luo, J.; Mo, J.-l. Fretting Wear of Micro-Arc Oxidation Coating Prepared on Ti6Al4V Alloy. Nonferr. Metal Soc. 2010, 20, 537–546. [Google Scholar] [CrossRef]
- Ding, H.; Fridrici, V.; Geringer, J.; Fontaine, J.; Kapsa, P. Low-friction study between diamond-like carbon coating and Ti 6Al 4V under fretting conditions. Tribol. Int. 2019, 135, 368–388. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, D.; Lin, Y.-C.; Dong, H.; Xiaohua, Z. The Effect of Modulation Ratio of Cu/Ni Multilayer Films on the Fretting Damage Behaviour of Ti-811 Titanium Alloy. Materials 2017, 10, 585. [Google Scholar] [CrossRef]
- Liu, W.; Xia, H.; Liu, Y.; Song, Z.; Xu, X. The performances of a thermally sprayed Fe/Ni composite coating to resist fretting fatigue under rotational bending loads. Surf. Coatings Technol. 2013, 217, 58–63. [Google Scholar] [CrossRef]
- Zalnezhad, E.; Sarhan, A.A.D.; Hamdi, M. Fretting fatigue life evaluation of multilayer Cr–CrN-coated Al7075-T6 with higher adhesion strength—Fuzzy logic approach. Int. J. Adv. Manuf. Technol. 2013, 69, 1153–1164. [Google Scholar] [CrossRef]
- Wang, G.; Wang, S.; Yang, X.; Yu, X.; Wen, D.; Chang, Z.; Zhang, M. Fretting wear and mechanical properties of surface-nanostructural titanium alloy bone plate. Surf. Coatings Technol. 2021, 405, 126512. [Google Scholar] [CrossRef]
- Prakash, N.A.; Gnanamoorthy, R.; Kamaraj, M. Fretting wear behavior of fine grain structured aluminium alloy formed by oil jet peening process under dry sliding condition. Wear 2012, 294, 427–437. [Google Scholar] [CrossRef]
- Chen, R.; Iwabuchi, A.; Tomoharu, S. The Effect of a T6 Heat Treatment on the Fretting Wear of a SiC Particle-Reinforced A356 Aluminum Alloy Matrix Composite. Wear 2000, 238, 110–119. [Google Scholar] [CrossRef]
- Li, K.; Fu, X.-S.; Li, R.-D.; Gai, P.-T.; Li, Z.-Q.; Zhou, W.-L.; Chen, G.-Q. Fretting fatigue characteristic of Ti–6Al–4V strengthened by wet peening. Int. J. Fatigue 2016, 85, 65–69. [Google Scholar] [CrossRef]
- Zalnezhad, E.; Sarhan, A.A.; Hamdi, M. Investigating the fretting fatigue life of thin film titanium nitride coated aerospace Al7075-T6 alloy. Mater. Sci. Eng. A 2013, 559, 436–446. [Google Scholar] [CrossRef]
- Sarhan, A.A.; Zalnezhad, E.; Hamdi, M. The influence of higher surface hardness on fretting fatigue life of hard anodized aerospace Al7075-T6 alloy. Mater. Sci. Eng. A 2013, 560, 377–387. [Google Scholar] [CrossRef]
- Ghosh, A.; Leonard, B.; Sadeghi, F. A stress based damage mechanics model to simulate fretting wear of Hertzian line contact in partial slip. Wear 2013, 307, 87–99. [Google Scholar] [CrossRef]
- Li, C.; Li, S.; Liu, C.; Zhang, Y.; Deng, P.; Guo, Y.; Wang, J.; Wang, Y. Effect of WC addition on microstructure and tribological properties of bimodal aluminum composite coatings fabricated by laser surface alloying. Mater. Chem. Phys. 2019, 234, 9–15. [Google Scholar] [CrossRef]
- Prakash, J.U.; Ananth, S.; Sivakumar, G.; Moorthy, T. Multi-Objective Optimization of Wear Parameters for Aluminium Matrix Composites (413/B4C) using Grey Relational Analysis. Mater. Today Proc. 2018, 5, 7207–7216. [Google Scholar] [CrossRef]
- Krishnan, M.N.; Suresh, S.; Vettivel, S. Characterization, formability, various stresses and failure analysis on workability of sintered Mg-5%B4C composite under triaxial stress state condition. J. Alloys Compd. 2018, 747, 324–339. [Google Scholar] [CrossRef]
- Habibnejad-Korayem, M.; Mahmudi, R.; Poole, W. Enhanced properties of Mg-based nano-composites reinforced with Al2O3 nano-particles. Mater. Sci. Eng. A 2009, 519, 198–203. [Google Scholar] [CrossRef]
- Muvvala, G.; Karmakar, D.P.; Nath, A.K. In-process detection of microstructural changes in laser cladding of in-situ Inconel 718/TiC metal matrix composite coating. J. Alloys Compd. 2018, 740, 545–558. [Google Scholar] [CrossRef]
- Fan, X.H.; Geng, L.; Xu, B.; Li, J. Laser Cladding NiCrBSi+2%B4C Coating on Ti-6Al-4V. Adv. Mater. Res. 2009, 79, 473–476. [Google Scholar] [CrossRef]
- Tong, X.; Li, F.-H.; Kuang, M.; Ma, W.-Y.; Chen, X.-C.; Liu, M. Effects of WC particle size on the wear resistance of laser surface alloyed medium carbon steel. Appl. Surf. Sci. 2012, 258, 3214–3220. [Google Scholar] [CrossRef]
- Fernández, M.; García, A.; Cuetos, J.; González, R.; Noriega, A.; Cadenas, M. Effect of actual WC content on the reciprocating wear of a laser cladding NiCrBSi alloy reinforced with WC. Wear 2015, 324, 80–89. [Google Scholar] [CrossRef]
- Alidokht, S.; Manimunda, P.; Vo, P.; Yue, S.; Chromik, R. Cold spray deposition of a Ni-WC composite coating and its dry sliding wear behavior. Surf. Coatings Technol. 2016, 308, 424–434. [Google Scholar] [CrossRef]
- Goto, H.; Uchijo, K. Fretting wear of Al–Si alloy matrix composites. Wear 2004, 256, 630–638. [Google Scholar] [CrossRef]
- Nishioka, K.; Komatsu, H. Researches on Increasing the Fatigue Strength of Press-Fitted Shaft Assembly. Bull. JSME 1966, 10, 880–889. [Google Scholar] [CrossRef]
- Juuma, T. Torsional Fretting Fatigue Strength of a Shrink-Fitted Shaft. Wear 1999, 231, 310–318. [Google Scholar] [CrossRef]
- Juuma, T. Torsional fretting fatigue strength of a shrink-fitted shaft with a grooved hub. Tribol. Int. 2000, 33, 537–543. [Google Scholar] [CrossRef]
- Anandavel, K.; Prakash, R.V. Effect of three-dimensional loading on macroscopic fretting aspects of an aero-engine blade–disc dovetail interface. Tribol. Int. 2011, 44, 1544–1555. [Google Scholar] [CrossRef]
- Conner, B.P.; Nicholas, T. Using a Dovetail Fixture to Study Fretting Fatigue and Fretting Palliatives. J. Eng. Mater. Technol. 2006, 128, 133–141. [Google Scholar] [CrossRef]
- Sandifer, J.P. Evaluation of methods for reducing fretting fatigue damage in 2024-t3 aluminum lap joints. Wear 1973, 26, 405–412. [Google Scholar] [CrossRef]
- Wagle, S.; Kato, H. Ultrasonic detection of fretting fatigue damage at bolt joints of aluminum alloy plates. Int. J. Fatigue 2009, 31, 1378–1385. [Google Scholar] [CrossRef]
- Jayaprakash, M.; Mutoh, Y.; Yoshii, K. Fretting fatigue behavior and life prediction of automotive steel bolted joint. Mater. Des. 2011, 32, 3911–3919. [Google Scholar] [CrossRef]
- Mutoh, Y.; Jayaprakash, M. Tangential stress range–compressive stress range diagram for fretting fatigue design curve. Tribol. Int. 2011, 44, 1394–1399. [Google Scholar] [CrossRef]
- Mutoh, Y.; Jayaprakash, M.; Asai, K.; Ichikawa, K. Effect of contact pad rigidity and fretting fatigue design curve. Trans. Indian Inst. Met. 2010, 63, 181–186. [Google Scholar] [CrossRef]
- Chakherlou, T.; Razavi, M.; Abazadeh, B. Finite element investigations of bolt clamping force and friction coefficient effect on the fatigue behavior of aluminum alloy 2024-T3 in double shear lap joint. Eng. Fail. Anal. 2013, 29, 62–74. [Google Scholar] [CrossRef]
- Huang, L.; Bonnen, J.; Lasecki, J.; Guo, H.; Su, X. Fatigue and fretting of mixed metal self-piercing riveted joint. Int. J. Fatigue 2016, 83, 230–239. [Google Scholar] [CrossRef]




Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, T.; Lyu, W.; Li, Z.; Wang, S.; Liu, C.; Jiang, J.; Jiang, X. A Review of Research Progress on the Fretting Fatigue Mechanism and Protection Measures of Metal Matrix Composites. Coatings 2023, 13, 365. https://doi.org/10.3390/coatings13020365
Liu T, Lyu W, Li Z, Wang S, Liu C, Jiang J, Jiang X. A Review of Research Progress on the Fretting Fatigue Mechanism and Protection Measures of Metal Matrix Composites. Coatings. 2023; 13(2):365. https://doi.org/10.3390/coatings13020365
Chicago/Turabian StyleLiu, Tao, Weimin Lyu, Zhicheng Li, Shengke Wang, Chongyang Liu, Jiaxin Jiang, and Xiaosong Jiang. 2023. "A Review of Research Progress on the Fretting Fatigue Mechanism and Protection Measures of Metal Matrix Composites" Coatings 13, no. 2: 365. https://doi.org/10.3390/coatings13020365