
Tribological Properties and Cutting Performance of AlTiN Coatings with Various Geometric Structures

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Coating Deposition
2.2. Coating Characterizations
3. Results and Discussion
3.1. Structural and Mechanical Properties
3.2. Tribological Properties
3.3. Cutting Performances
4. Conclusions
- (1)
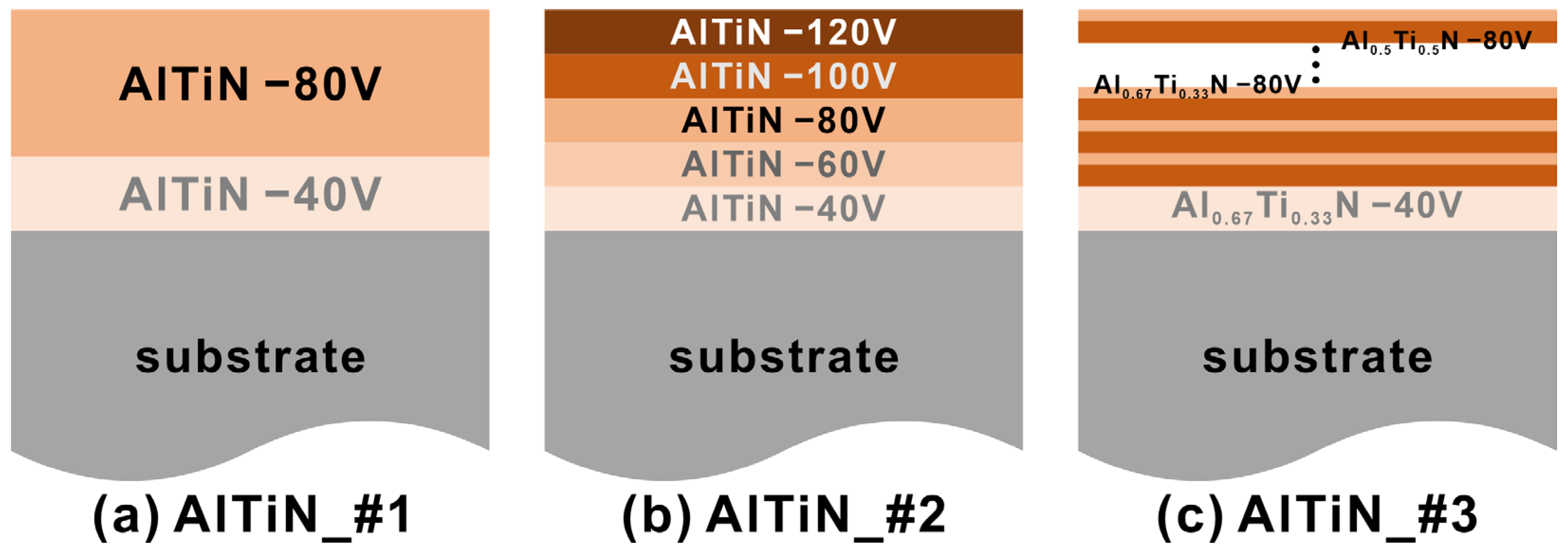
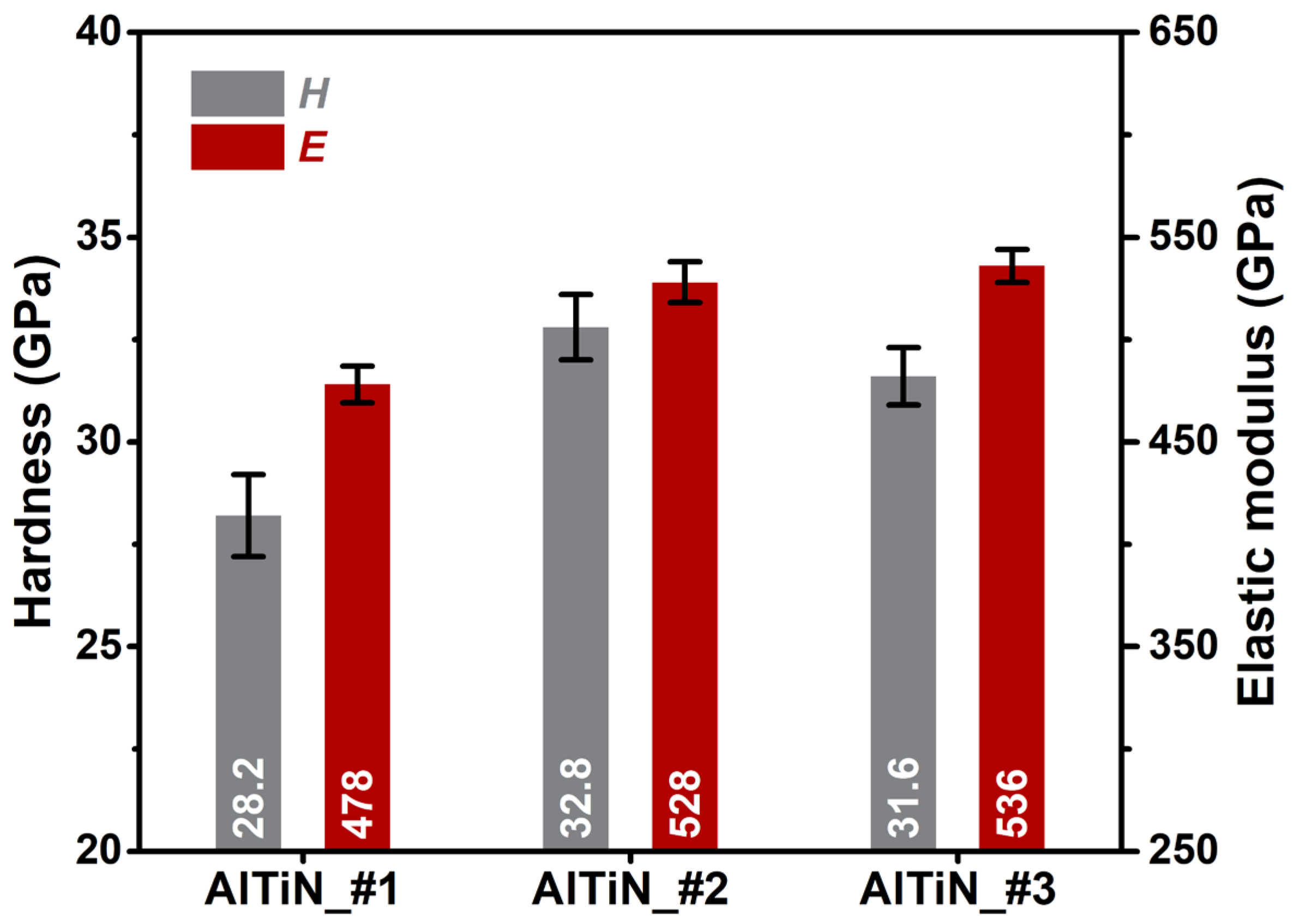
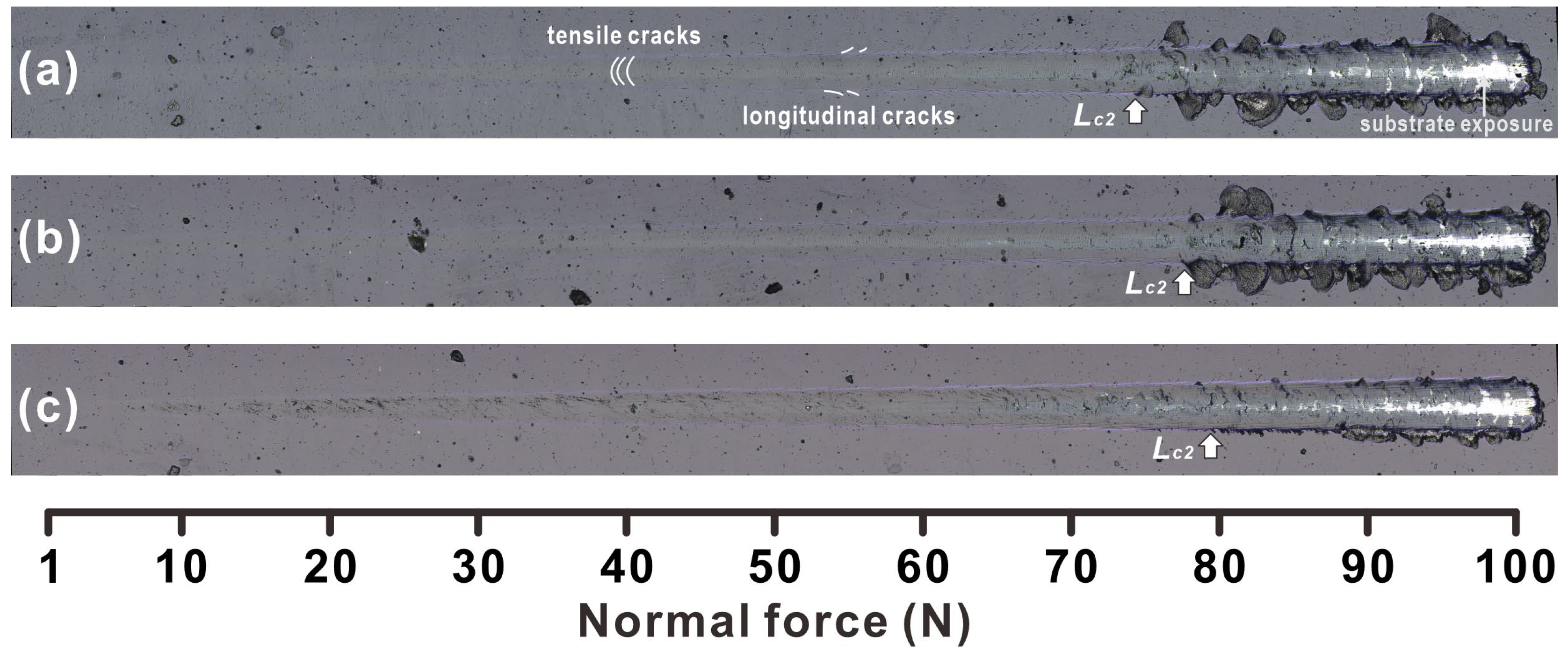
- The conventional AlTiN_#1 coating shows a dual-phase structure consisting of cubic and wurtzite phases, exhibiting a hardness of 28.2 GPa. A high substrate bias in AlTiN_#2 and a nano-multilayer architecture in AlTiN_#3 result in a dominated cubic structure, increasing the hardness to greater than 31 GPa. In addition, the AlTiN_#3 coating has improved fracture toughness with good adhesion to cemented carbides.
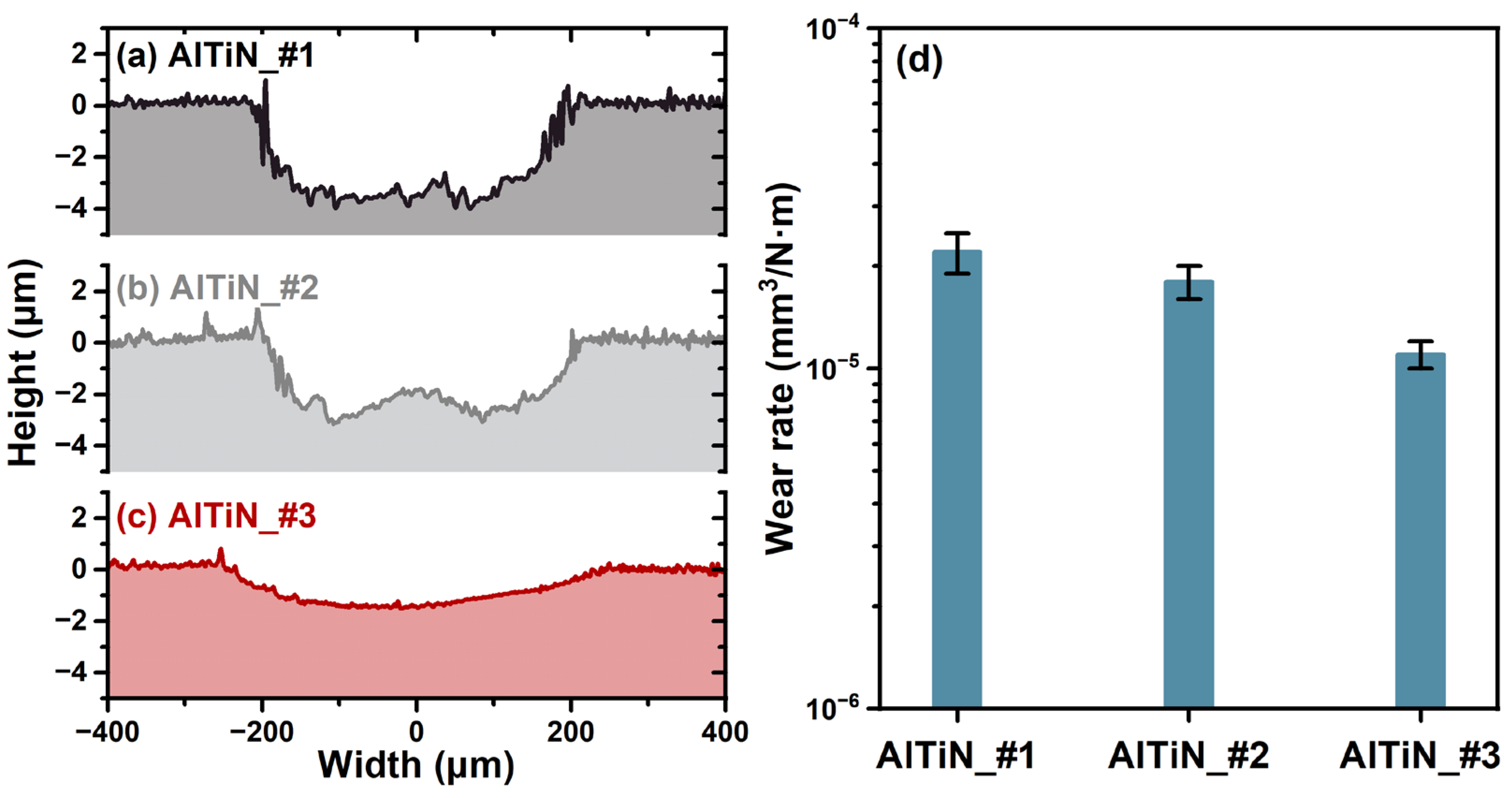
- (2)
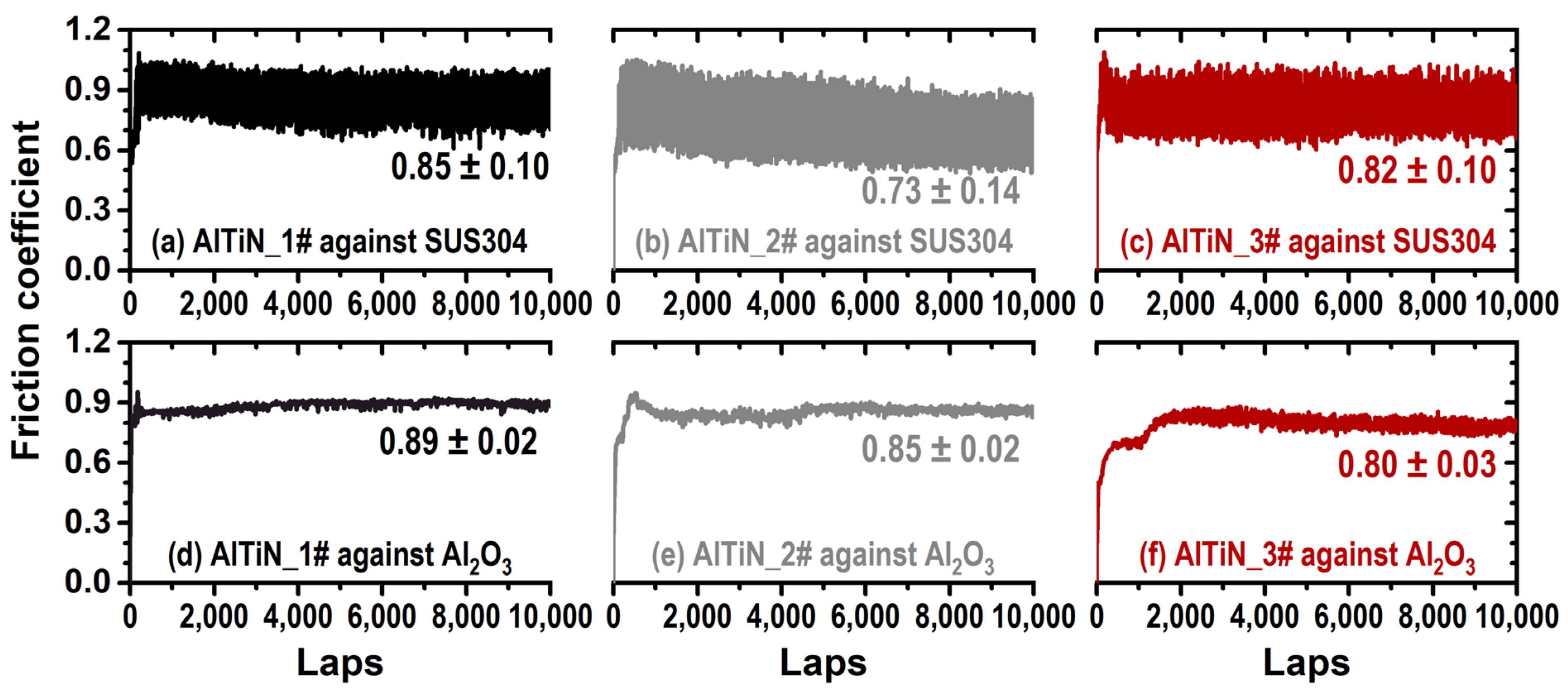
- The wear process of AlTiN coatings was controlled by oxidation and abrasive wear. The synergistic enhancement in hardness and toughness significantly improved the wear resistance of the coating. The AlTiN_#3 coating shows a wear rate of 1.1 × 10−5 mm3/N·m, which is lower than that of AlTiN_#1 and AlTiN_#2.
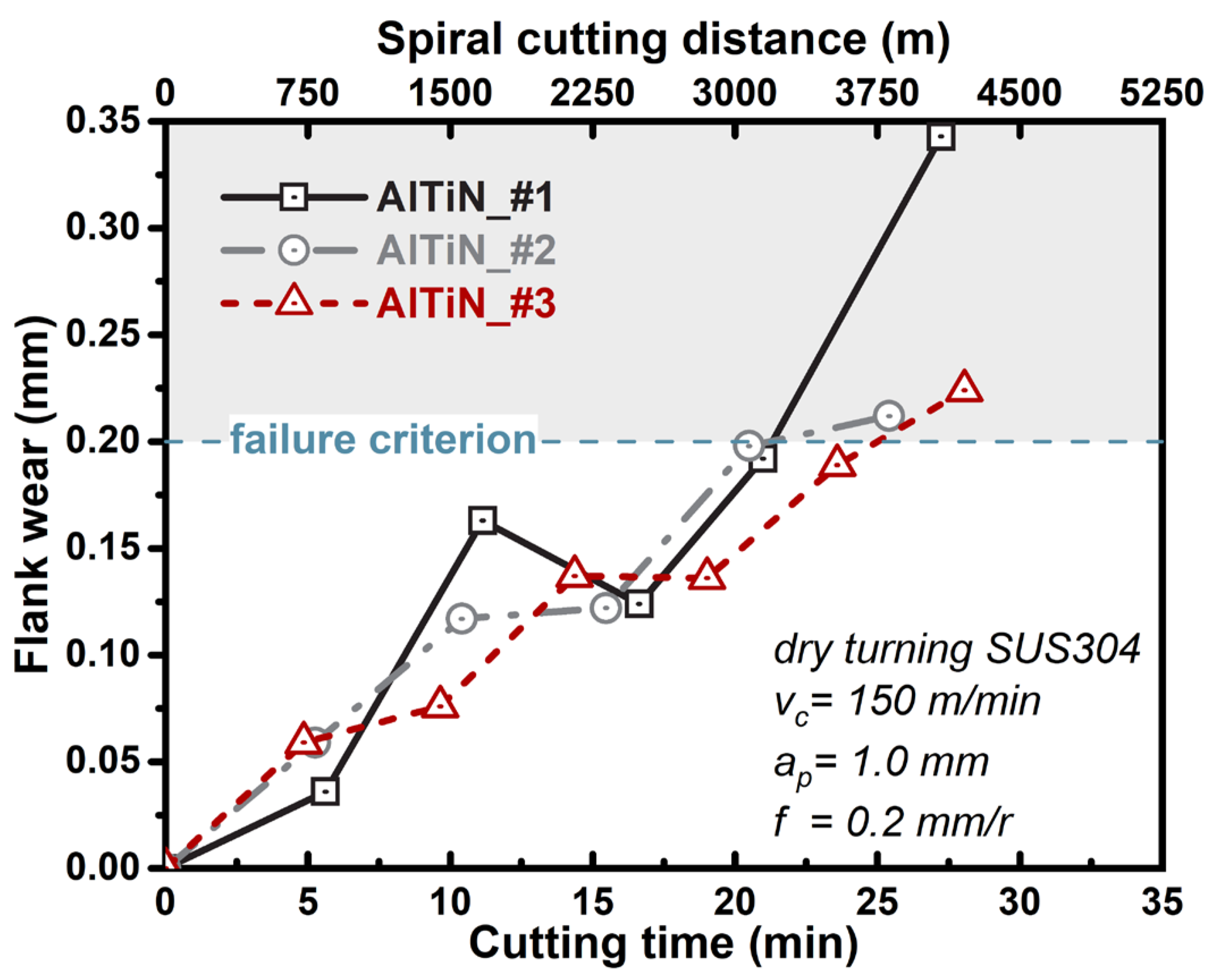
- (3)
- The AlTiN_#3-coated insert manifests a superior cutting performance when turning SUS304 stainless steel, which might result from the enhanced mechanical properties and wear resistance. The lifetime of the AlTiN_#3 coating could increase by about 20% when compared to AlTiN_#1 and #2.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Leyendecker, T.; Lemmer, O.; Esser, S.; Ebberink, J. The development of the PVD coating TiAlN as a commercial coating for cutting tools. Surf. Coat. Technol. 1991, 48, 175–178. [Google Scholar] [CrossRef]
- Chen, L.; Paulitsch, J.; Du, Y.; Mayrhofer, P.H. Thermal stability and oxidation resistance of Ti–Al–N coatings. Surf. Coat. Technol. 2012, 206, 2954–2960. [Google Scholar] [CrossRef]
- Münz, W.D. Titanium aluminum nitride films: A new alternative to TiN coatings. J. Vac. Sci. Technol. A 1986, 4, 2717–2725. [Google Scholar] [CrossRef]
- Hörling, A.; Hultman, L.; Odén, M.; Sjölén, J.; Karlsson, L. Thermal stability of arc evaporated high aluminum-content Ti1-xAlxN thin films. J. Vac. Sci. Technol. A 2002, 20, 1815–1823. [Google Scholar] [CrossRef]
- Mayrhofer, P.H.; Hörling, A.; Karlsson, L.; Sjölén, J.; Larsson, T.; Mitterer, C.; Hultman, L. Self-organized nanostructures in the Ti–Al–N system. Appl. Phys. Lett. 2003, 83, 2049–2051. [Google Scholar] [CrossRef]
- Waldl, H.; Tkadletz, M.; Lechner, A.; Czettl, C.; Pohler, M.; Schalk, N. Evolution of the fracture properties of arc evaporated Ti1-xAlxN coatings with increasing Al content. Surf. Coat. Technol. 2022, 444, 128690. [Google Scholar] [CrossRef]
- Schalk, N.; Tkadletz, M.; Mitterer, C. Hard coatings for cutting applications: Physical vs. chemical vapor deposition and future challenges for the coatings community. Surf. Coat. Technol. 2022, 429, 127949. [Google Scholar] [CrossRef]
- Peng, B.; Li, H.; Zhang, Q.; Xu, Y.X.; Wei, T.; Wang, Q.; Zhang, F.; Kim, K.H. High-temperature thermal stability and oxidation resistance of Cr and Ta co-alloyed Ti–Al–N coatings deposited by cathodic arc evaporation. Corros. Sci. 2020, 167, 108490. [Google Scholar] [CrossRef]
- Franz, R.; Mitterer, C. Vanadium containing self-adaptive low-friction hard coatings for high-temperature applications: A review. Surf. Coat. Technol. 2013, 228, 1–13. [Google Scholar] [CrossRef]
- Liu, Z.R.; Pei, F.; Chen, L.; Mayrhofer, P.H. Effect of Si-addition on structure and thermal stability of Ti-Al-N coatings. J. Alloys Compd. 2022, 917, 165483. [Google Scholar] [CrossRef]
- Xu, Y.X.; Chen, L.; Pei, F.; Chang, K.K.; Du, Y. Effect of the modulation ratio on the interface structure of TiAlN/TiN and TiAlN/ZrN multilayers: First-principles and experimental investigations. Acta Mater. 2017, 130, 281–288. [Google Scholar] [CrossRef]
- Hahn, R.; Bartosik, M.; Soler, R.; Kirchlechner, C.; Dehm, G.; Mayrhofer, P.H. Superlattice effect for enhanced fracture toughness of hard coatings. Scr. Mater. 2016, 124, 67–70. [Google Scholar] [CrossRef]
- Panjan, P.; Gselman, P.; Panjan, M.; Bončina, T.; Drnovšek, A.; Albu, M.; Čekada, M.; Zupanič, F. Microstructure and Surface Topography Study of Nanolayered TiAlN/CrN Hard Coating. Coatings 2022, 12, 1725. [Google Scholar] [CrossRef]
- Li, Z.; Chen, L.; Zhang, J.; Sun, X. Structural, Mechanical, and Thermal Properties of the TiAlTaN/TiAlBN Multilayer. Coatings 2022, 12, 1951. [Google Scholar] [CrossRef]
- Yang, Y.; Xu, Y.X.; Chen, L.; Mayrhofer, P.H. Improved Ti–Al–N coatings through Ta alloying and multilayer architecture. Surf. Coat. Technol. 2017, 328, 428–435. [Google Scholar] [CrossRef]
- Peng, Y.H.; Chen, L.; Xu, Y.X.; Hu, C.; Du, Y. Interface enhanced mechanical and thermal properties of TiSiN/TiAlN multilayers. J. Alloys Compd. 2021, 861, 158571. [Google Scholar] [CrossRef]
- Bilgin, S.; Güler, O.; Alver, Ü.; Erdemir, F.; Aslan, M.; Çanakçı, A. Effect of TiN, TiAlCN, AlCrN, and AlTiN ceramic coatings on corrosion behavior of tungsten carbide tool. J. Aust. Ceram. Soc. 2021, 57, 263–273. [Google Scholar] [CrossRef]
- Mo, J.; Wu, Z.; Yao, Y.; Zhang, Q.; Wang, Q. Influence of Y-addition and multilayer modulation on microstructure, oxidation resistance and corrosion behavior of Al0.67Ti0.33N coatings. Surf. Coat. Technol. 2018, 342, 129–136. [Google Scholar] [CrossRef]
- Andersson, J.M.; Vetter, J.; Müller, J.; Sjölén, J. Structural effects of energy input during growth of Ti1-xAlxN (0.55 ≤ x ≤ 0.66) coatings by cathodic arc evaporation. Surf. Coat. Technol. 2014, 240, 211–220. [Google Scholar] [CrossRef]
- Greczynski, G.; Lu, J.; Jensen, J.; Bolz, S.; Kölker, W.; Schiffers, C.; Lemmer, O.; Greene, J.E.; Hultman, L. A review of metal-ion-flux-controlled growth of metastable TiAlN by HIPIMS/DCMS co-sputtering. Surf. Coat. Technol. 2014, 257, 15–25. [Google Scholar] [CrossRef]
- Zhang, Q.; Wu, Z.; Xu, Y.X.; Wang, Q.; Chen, L.; Kim, K.H. Improving the mechanical and anti-wear properties of AlTiN coatings by the hybrid arc and sputtering deposition. Surf. Coat. Technol. 2019, 378, 125022. [Google Scholar] [CrossRef]
- Vetter, J. Vacuum arc coatings for tools: Potential and application. Surf. Coat. Technol. 1995, 76–77, 719–724. [Google Scholar] [CrossRef]
- Anders, A. A review comparing cathodic arcs and high power impulse magnetron sputtering (HiPIMS). Surf. Coat. Technol. 2014, 257, 308–325. [Google Scholar] [CrossRef]
- Mattox, D.M. Particle bombardment effects on thin-film deposition: A review. J. Vac. Sci. Technol. A 1989, 7, 1105–1114. [Google Scholar] [CrossRef]
- Olbrich, W.; Fessmann, J.; Kampschulte, G.; Ebberink, J. Improved control of TiN coating properties using cathodic arc evaporation with a pulsed bias. Surf. Coat. Technol. 1991, 49, 258–262. [Google Scholar] [CrossRef]
- Wüstefeld, C.; Rafaja, D.; Klemm, V.; Michotte, C.; Kathrein, M. Effect of the aluminium content and the bias voltage on the microstructure formation in Ti1−xAlxN protective coatings grown by cathodic arc evaporation. Surf. Coat. Technol. 2010, 205, 1345–1349. [Google Scholar] [CrossRef]
- Pfeiler, M.; Kutschej, K.; Penoy, M.; Michotte, C.; Mitterer, C.; Kathrein, M. The influence of bias voltage on structure and mechanical/tribological properties of arc evaporated Ti–Al–V–N coatings. Surf. Coat. Technol. 2007, 202, 1050–1054. [Google Scholar] [CrossRef]
- Ahlgren, M.; Blomqvist, H. Influence of bias variation on residual stress and texture in TiAlN PVD coatings. Surf. Coat. Technol. 2005, 200, 157–160. [Google Scholar] [CrossRef]
- Ljungcrantz, H.; Hultman, L.; Sundgren, J.E.; Karlsson, L. Ion induced stress generation in arc-evaporated TiN films. J. Appl. Phys. 1995, 78, 832–837. [Google Scholar] [CrossRef]
- Hemmati, A.; DePaiva, J.M.; Veldhuis, S.C. An in-depth investigation of the machining performance of Ti1-Xalxn PVD coatings during high-speed machining of 316 stainless steel. J. Manuf. Process. 2022, 75, 903–918. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Bragg, W.L. The arrangement of atoms in crystals. Philos. Mag. 1920, 40, 169–189. [Google Scholar] [CrossRef]
- Ikeda, T.; Satoh, H. Phase formation and characterization of hard coatings in the Ti–Al–N system prepared by the cathodic arc ion plating method. Thin Solid Films 1991, 195, 99–110. [Google Scholar] [CrossRef]
- Chen, L.; Xu, Y.X.; Du, Y.; Liu, Y. Effect of bilayer period on structure, mechanical and thermal properties of TiAlN/AlTiN multilayer coatings. Thin Solid Films 2015, 592, 207–214. [Google Scholar] [CrossRef]
- Barna, P.B.; Adamik, M. Fundamental structure forming phenomena of polycrystalline films and the structure zone models. Thin Solid Films 1998, 317, 27–33. [Google Scholar] [CrossRef]
- Skordaris, G.; Bouzakis, K.D.; Kotsanis, T.; Charalampous, P.; Bouzakis, E.; Breidenstein, B.; Bergmann, B.; Denkena, B. Effect of PVD film’s residual stresses on their mechanical properties, brittleness, adhesion and cutting performance of coated tools. CIRP J. Manuf. Sci. Technol. 2017, 18, 145–151. [Google Scholar] [CrossRef]
- Li, G.; Han, Z.; Tian, J.; Xu, J.; Gu, M. Alternating stress field and superhardness effect in TiN/NbN superlattice films. J. Vac. Sci. Technol. A 2002, 20, 674–677. [Google Scholar]
- Blau, P.J. On the nature of running-in. Tribol. Int. 2005, 38, 1007–1012. [Google Scholar] [CrossRef]
- Wang, X.; Kwon, P.Y.; Schrock, D.; Kim, D. Friction coefficient and sliding wear of AlTiN coating under various lubrication conditions. Wear 2013, 304, 67–76. [Google Scholar] [CrossRef]
- Mo, J.L.; Zhu, M.H.; Leyland, A.; Matthews, A. Impact wear and abrasion resistance of CrN, AlCrN and AlTiN PVD coatings. Surf. Coat. Technol. 2013, 215, 170–177. [Google Scholar] [CrossRef]
- Liu, A.; Deng, J.; Cui, H.; Chen, Y.; Zhao, J. Friction and wear properties of TiN, TiAlN, AlTiN and CrAlN PVD nitride coatings. Int. J. Refract. Met. Hard. Mater. 2012, 31, 82–88. [Google Scholar]
- Ahmed, Y.S.; Fox-Rabinovich, G.; Paiva, J.M.; Wagg, T.; Veldhuis, S.C. Effect of built-up edge formation during stable state of wear in AISI 304 stainless steel on machining performance and surface integrity of the machined part. Materials 2017, 10, 1230. [Google Scholar] [CrossRef]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, B.; Xu, Y.; Rao, G.; Wang, Q.; Zheng, J.; Zhu, R.; Chen, Y. Tribological Properties and Cutting Performance of AlTiN Coatings with Various Geometric Structures. Coatings 2023, 13, 402. https://doi.org/10.3390/coatings13020402
Li B, Xu Y, Rao G, Wang Q, Zheng J, Zhu R, Chen Y. Tribological Properties and Cutting Performance of AlTiN Coatings with Various Geometric Structures. Coatings. 2023; 13(2):402. https://doi.org/10.3390/coatings13020402
Chicago/Turabian StyleLi, Bin, Yuxiang Xu, Guoliang Rao, Qimin Wang, Jun Zheng, Ruiyuan Zhu, and Yubo Chen. 2023. "Tribological Properties and Cutting Performance of AlTiN Coatings with Various Geometric Structures" Coatings 13, no. 2: 402. https://doi.org/10.3390/coatings13020402
APA StyleLi, B., Xu, Y., Rao, G., Wang, Q., Zheng, J., Zhu, R., & Chen, Y. (2023). Tribological Properties and Cutting Performance of AlTiN Coatings with Various Geometric Structures. Coatings, 13(2), 402. https://doi.org/10.3390/coatings13020402