
Effect of the Welding Thermal Cycle on the Microstructure and Mechanical Properties of TiC Cermet HAZ Using the Gleeble Simulator
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
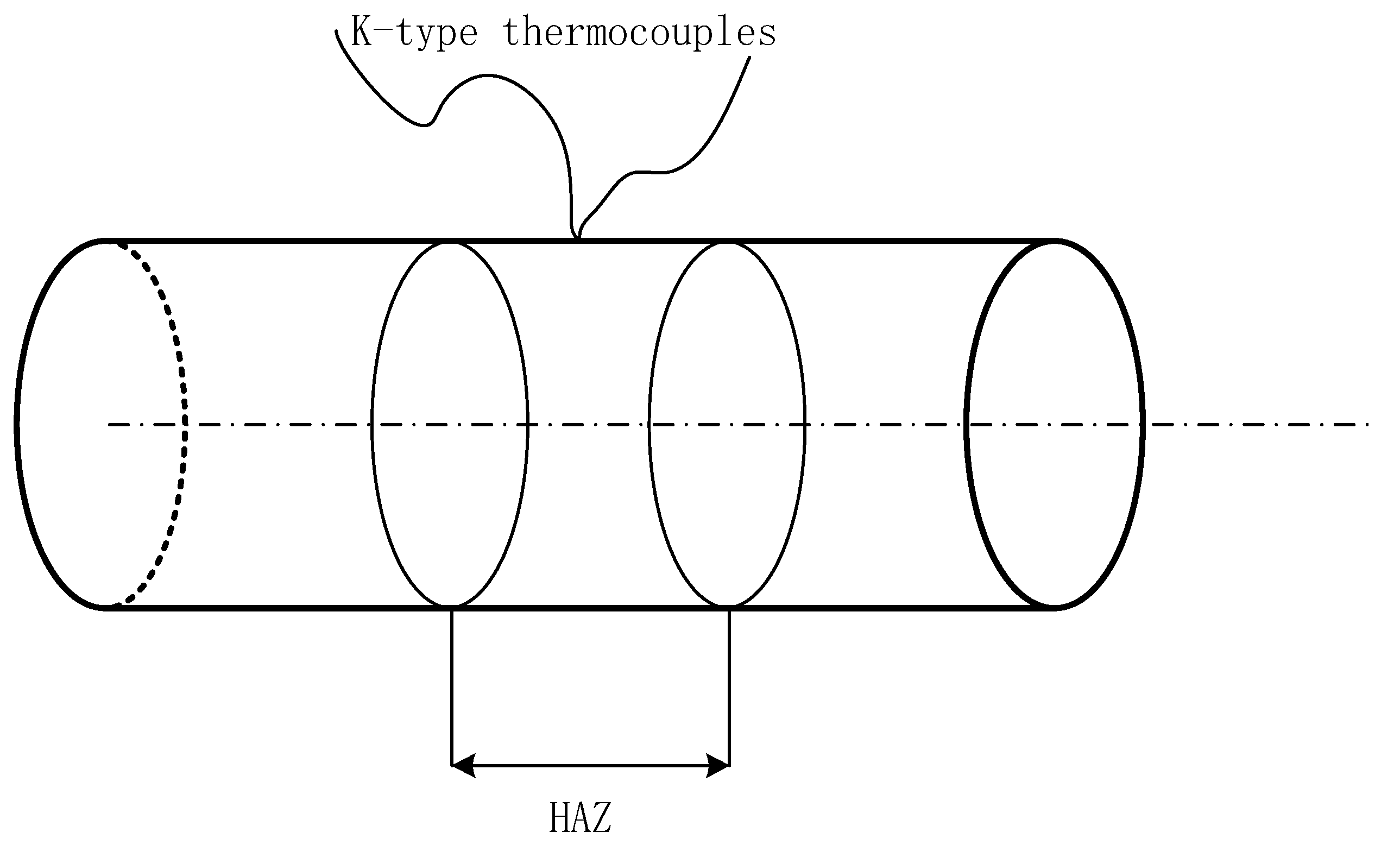
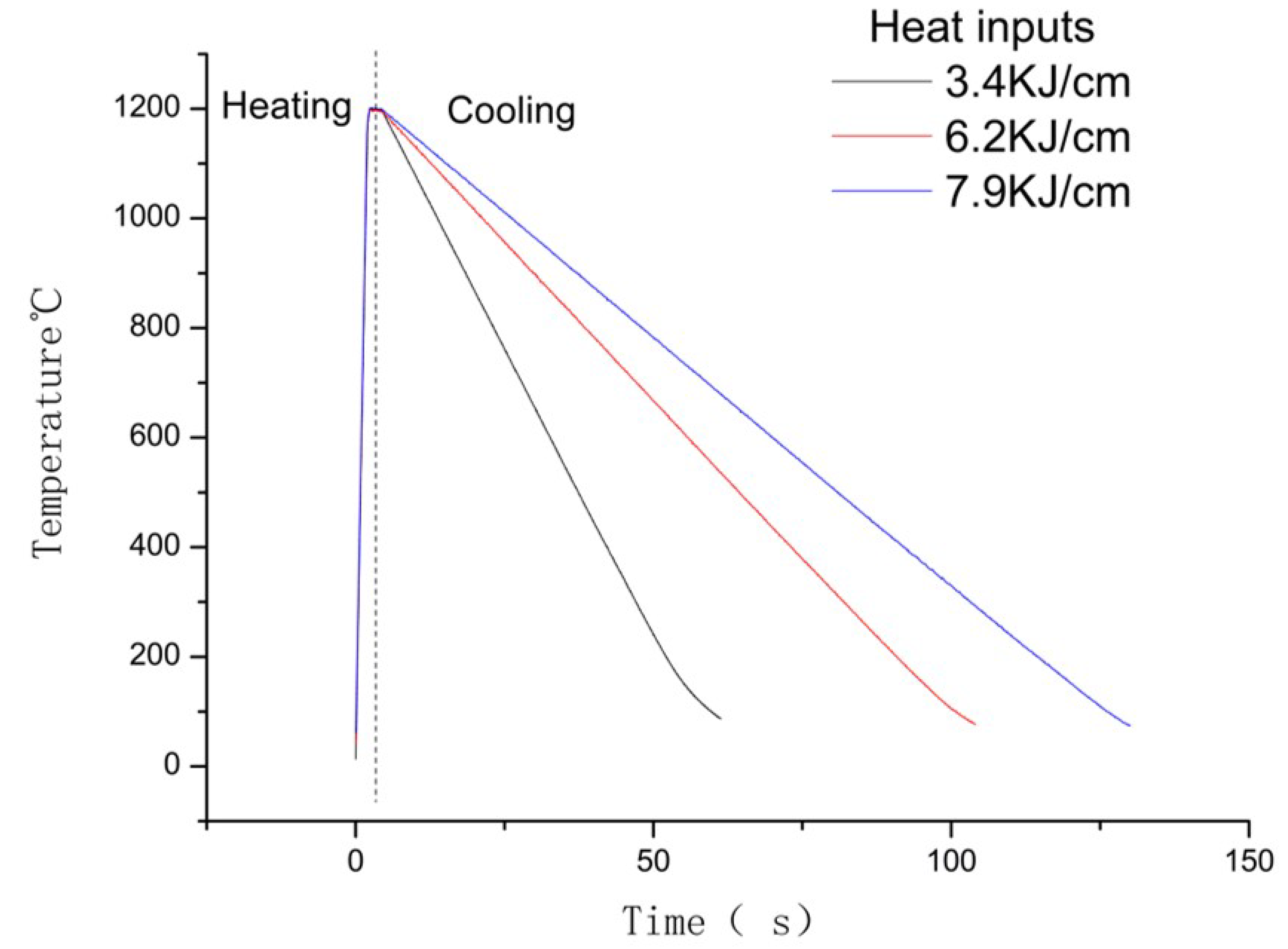
2.2. HAZ Thermal Simulation
3. Results
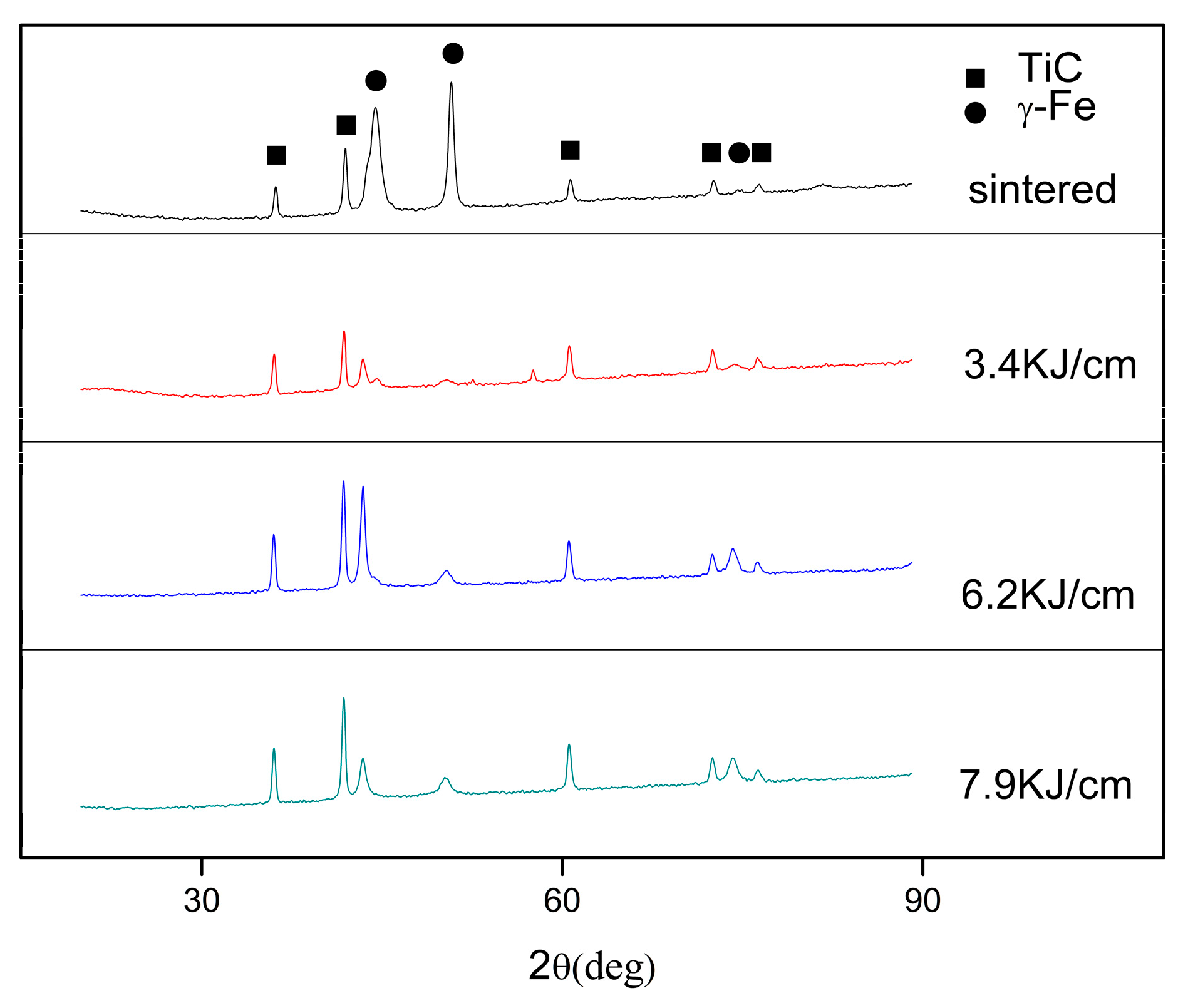
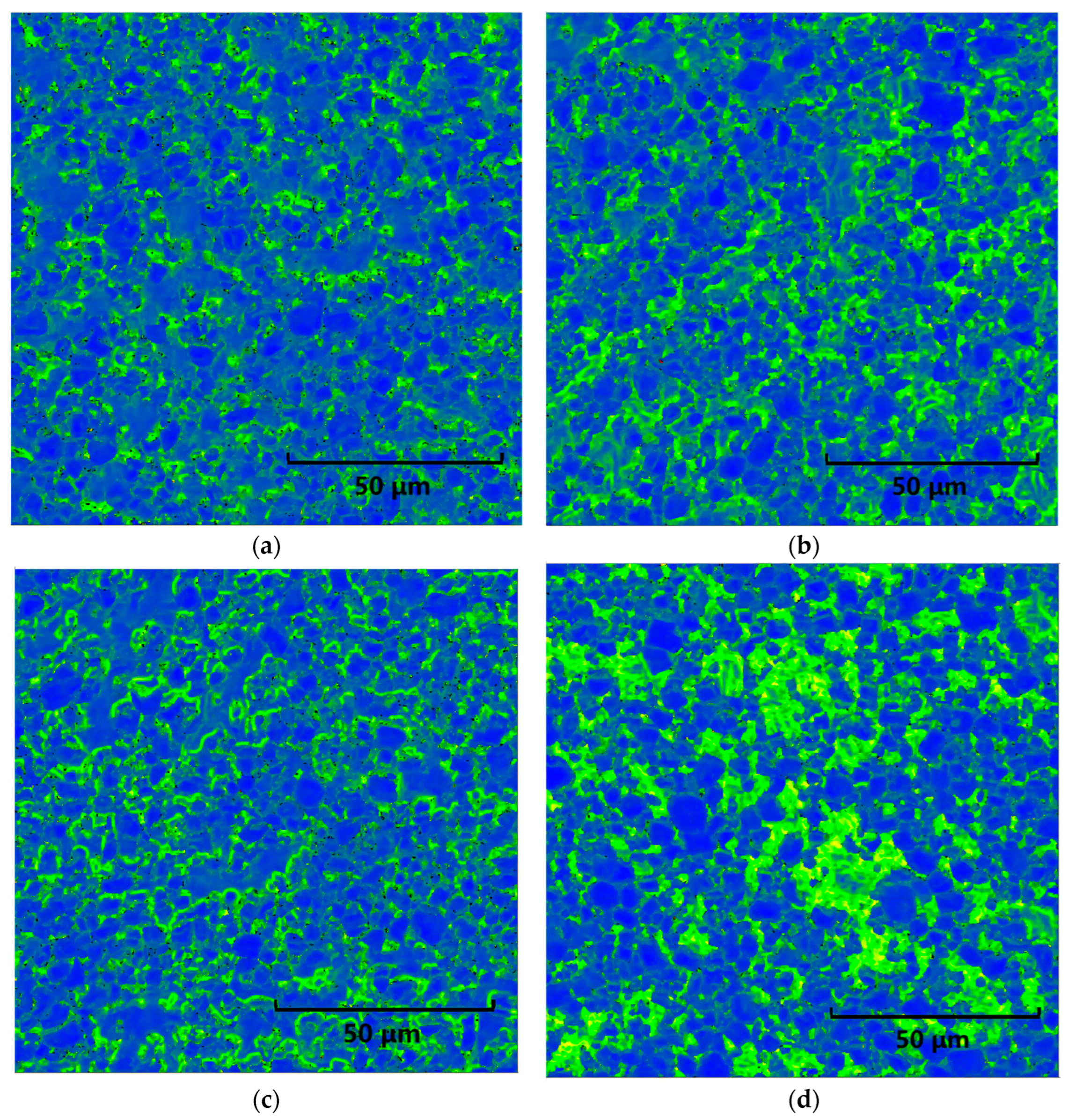
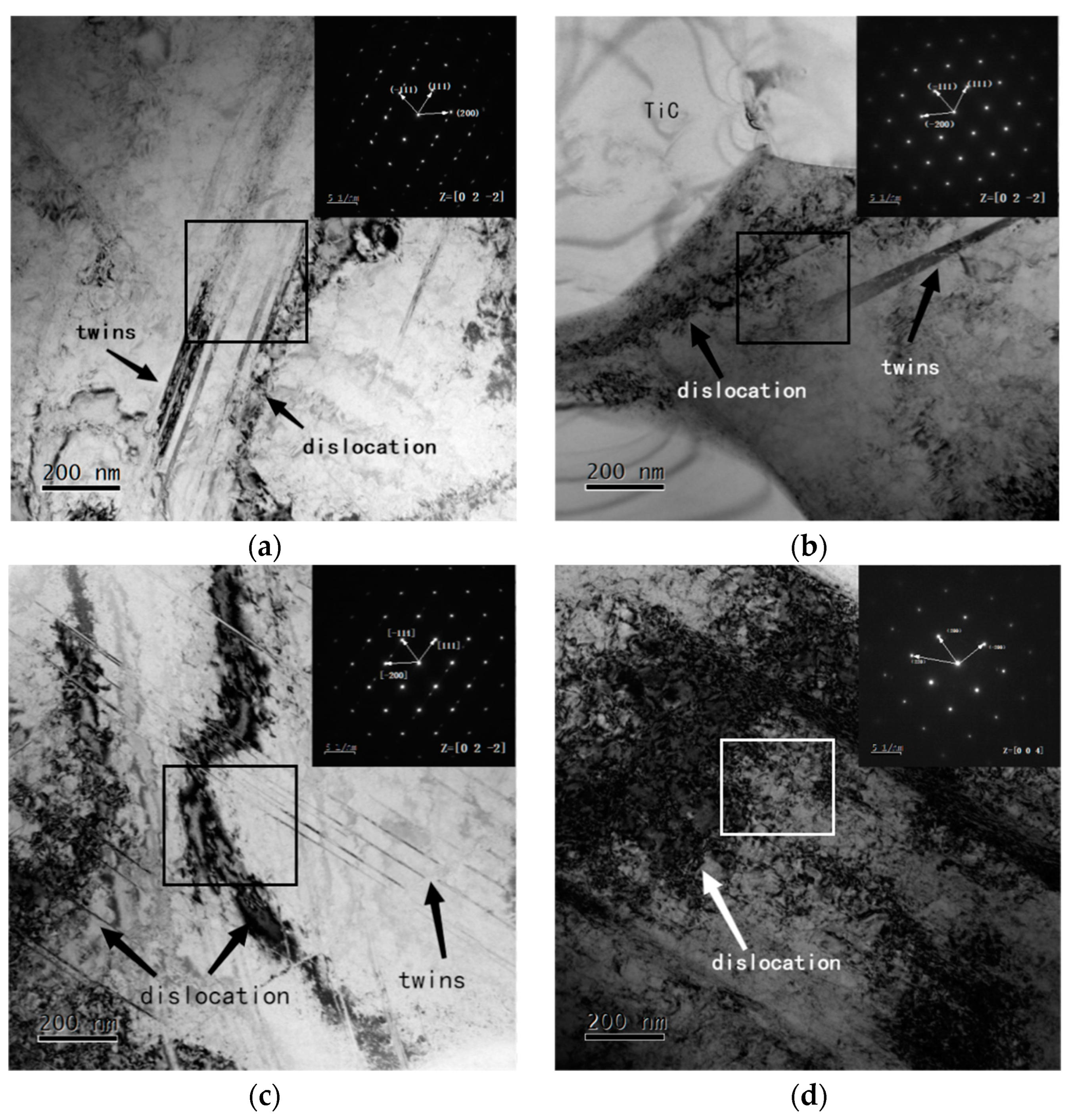
3.1. Microstructures
3.2. Mechanical Properties
3.3. Fracture Analysis
4. Conclusions
- The dissolution of TiC particles leads to the transfer of Ti and C elements into the bonding phase to form an alloy reinforcement during welding thermal simulation. The maximum C content in the bonding phase increased by 32%, which effectively improved the hardness of the bonding phase from 219.9 HV0.01 in sintered sample to 389.5 HV0.01 in 7.9 KJ/cm heat input sample; the increases in hardness of the bonding phase improved its corresponding toughness as shown in tearing ridges and dimples in fractured sections.
- The heat input significantly increases the shear strength of HAZ in TiC cermet; however, the shear strength of HAZ in TiC cermet decreases with the increase in the heat input. The shear strengths are 684 MPa, 584 MPa and 566 MPa with the heat inputs of 3.4 KJ/cm, 6.2 KJ/cm and 7.9 KJ/cm, respectively, which are higher than that of sintered specimen at 469 MPa.
- The microstructure of TiC cermet remains the same after welding thermo cycles, as all of the sintered sample and simulated samples contain TiC particles and austenite bonding phase. While the bonding phase of TiC cermet is strengthened due to alloy reinforcement and an increase in dislocation density, the tearing edges and dimples were increased, and the overall shear strength of the samples improved with the increase in heat input. However, TiC particles dissolve and embrittlement is obvious with the continuous increase in heat input, which leads to a decrease in the strength of the material.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Namini, A.S.; Ahmadi, Z.; Babapoor, A.; Shokouhimehr, M.; Asl, M.S. Microstructure and thermomechanical characteristics of spark plasma sintered TiC ceramics doped with nano-sized WC. Ceram. Int. 2018, 45, 2153–2160. [Google Scholar] [CrossRef]
- Babapoor, A.; Asl, M.S.; Ahmadi, Z.; Namini, A.S. Effects of spark plasma sintering temperature on densification, hardness and thermal conductivity of titanium carbide. Ceram. Int. 2018, 44, 14541–14546. [Google Scholar] [CrossRef]
- Medveď, D.; Balko, J.; Sedlák, R.; Kovalčíková, A.; Shepa, I.; Naughton-Duszová, A.; Bączek, E.; Podsiadło, M.; Dusza, J. Wear resistance of ZrB2 based ceramic composites. Int. J. Refract. Met. Hard Mater. 2019, 81, 214–224. [Google Scholar] [CrossRef]
- Fattahi, M.; Vaferi, K.; Vajdi, M.; Moghanlou, F.S.; Namini, A.S.; Asl, M.S. Aluminum nitride as an alternative ceramic for fabrication of microchannel heat exchangers: A numerical study. Ceram. Int. 2020, 46, 11647–11657. [Google Scholar] [CrossRef]
- Fattahi, M.; Delbari, S.A.; Namini, A.S.; Ahmadi, Z.; Azadbeh, M.; Asl, M.S. Characterization of triplet Ti–TiB–TiC composites: Comparison of in-situ formation and ex-situ addition of TiC. Ceram. Int. 2020, 46, 11726–11734. [Google Scholar] [CrossRef]
- Nekahi, S.; Vaferi, K.; Vajdi, M.; Moghanlou, F.S.; Asl, M.S.; Shokouhimehr, M. A numerical approach to the heat transfer and thermal stress in a gas turbine stator blade made of HfB2. Ceram. Int. 2019, 45, 24060–24069. [Google Scholar] [CrossRef]
- Moghanlou, F.S.; Nekahi, S.; Vajdi, M.; Ahmadi, Z.; Motallebzadeh, A.; Shokouhimehr, A.; Shokouhimehr, M.; Jafargholinejad, S.; Asl, M.S. Effects of graphite nano-flakes on thermal and microstructural properties of TiB2–SiC composites. Ceram. Int. 2020, 46, 11622–11630. [Google Scholar] [CrossRef]
- Vafa, N.P.; Kakroudi, M.G.; Asl, M.S. Advantages and disadvantages of graphite addition on the characteristics of hot-pressed ZrB2–SiC composites. Ceram. Int. 2019, 46, 8561–8566. [Google Scholar] [CrossRef]
- Balak, Z.; Zakeri, M. Effect of HfB2 on microstructure and mechanical properties of ZrB2–SiC-based composites. Int. J. Refract. Met. Hard Mater. 2016, 54, 127–137. [Google Scholar] [CrossRef]
- Wang, Z.; Lin, T.; He, X.; Shao, H.; Tang, B.; Qu, X. Fabrication and properties of the TiC reinforced high-strength steel matrix composite. Int. J. Refract. Met. Hard Mater. 2016, 58, 14–21. [Google Scholar] [CrossRef]
- Moya, J.S.; Lopez-Esteban, S.; Pecharroman, C. The challenge of ceramic/metal microcomposites and nanocomposites. Prog. Mater. Sci. 2007, 52, 1017–1090. [Google Scholar] [CrossRef]
- Zhang, Y.; Feng, D.; He, Z.Y.; Chen, X.C. Progress in Joining Ceramics to Metals. J. Iron Steel Res. 2006, 13, 1–5. [Google Scholar] [CrossRef]
- Feng, J.; Zhang, L. Interface structure and mechanical properties of the brazed joint of TiC cermet and steel. J. Eur. Ceram. Soc. 2006, 26, 1287–1292. [Google Scholar] [CrossRef]
- Li, J.; Sheng, G.; Huang, L. Additional active metal Nb in Cu–Ni system filler metal for brazing of TiC cermet/steel. Mater. Lett. 2015, 156, 10–13. [Google Scholar] [CrossRef]
- Huang, L.; Sheng, G.M.; Li, J.; Huang, G.J.; Yuan, X.J. Partial Transient-liquid-phase Bonding of TiC Cermet to Stainless Steel Using Impulse Pressuring with Ti/Cu/Nb Interlayer. J. Cent. South Univ. 2018, 25, 1025–1032. [Google Scholar] [CrossRef]
- Kumar, S.; Sharma, A.; Pandey, C.; Basu, B.; Nath, S.K. Impact of Subsequent Pass Weld Thermal Cycles on First-Pass Coarse Grain Heat-Affected Zone’s Microstructure and Mechanical Properties of Naval Bainitic Steel. J. Mater. Eng. Perform. 2022, 31, 390–399. [Google Scholar] [CrossRef]
- Kumar, S.; Kasyap, P.; Pandey, C.; Basu, B.; Nath, S.K. Role of heat inputs on microstructure and mechanical properties in coarse-grained heat-affected zone of bainitic steel. CIRP J. Manuf. Sci. Technol. 2021, 35, 724–734. [Google Scholar] [CrossRef]
- Zhao, T.; Zheng, X.; Huang, D.; Zhu, Z.; Yin, Z. Thermodynamic Research on the Precipita-tion of Ti2O3, TiN and TiC in Continuous Casting of Titanium Microalloyed Steel. J. Physics. Conf. Ser. 2021, 2076, 012077. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| TiC | Mn | Ni | Mo | C | Fe | Shear Strength (MPa) | Thermal Conductivity (J/(gk)) |
|---|---|---|---|---|---|---|---|
| 39~41 | 6~6.3 | 1.7~1.8 | 1.3~1.4 | 0.45~0.6 | Bal. | 469 | 0.524 |
| Peak Temperature (°C) | Heat Input (KJ/cm) | Heating Rate (°C/s) | Holding Time (s) | Cooling Down Ratio (°C/s) |
|---|---|---|---|---|
| 1200 | 3.4 | 500 | 1 | 21.15 |
| 6.2 | 11.45 | |||
| 7.9 | 9.01 |
| Spot | C | Ti | Mn | Fe | Ni |
|---|---|---|---|---|---|
| 1 | 9.12 | 0.69 | 12.15 | 74.2 | 3.84 |
| 2 | 9.56 | 0.7 | 10.86 | 75.5 | 3.38 |
| 3 | 10.21 | 0.92 | 10.43 | 74.96 | 3.48 |
| 4 | 12.05 | 1.19 | 10.27 | 73.15 | 3.34 |
| Heat Input (KJ/cm) | Microhardness (HV0.01) | Shear Strength (MPa) |
|---|---|---|
| 0 | 219.9 | 469 |
| 3.4 | 278.7 | 684 |
| 6.2 | 371.0 | 584 |
| 7.9 | 380.5 | 566 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wei, W.; Huang, Z.; Zhang, H.; Guan, S. Effect of the Welding Thermal Cycle on the Microstructure and Mechanical Properties of TiC Cermet HAZ Using the Gleeble Simulator. Coatings 2023, 13, 476. https://doi.org/10.3390/coatings13020476
Wei W, Huang Z, Zhang H, Guan S. Effect of the Welding Thermal Cycle on the Microstructure and Mechanical Properties of TiC Cermet HAZ Using the Gleeble Simulator. Coatings. 2023; 13(2):476. https://doi.org/10.3390/coatings13020476
Chicago/Turabian StyleWei, Wei, Zhiquan Huang, Haiyan Zhang, and Shaokang Guan. 2023. "Effect of the Welding Thermal Cycle on the Microstructure and Mechanical Properties of TiC Cermet HAZ Using the Gleeble Simulator" Coatings 13, no. 2: 476. https://doi.org/10.3390/coatings13020476