
Research of On-Line Monitoring Technology Based on Laser Triangulation for Surface Morphology of Extreme High-Speed Laser Cladding Coating

Abstract
:1. Introduction
2. Experiment Design
2.1. Experiment Equipment and Materials
2.2. Experiment Design
2.3. Test Methods
2.3.1. Microstructure and Hardness Test
2.3.2. Electrochemical Corrosion Test
2.3.3. Scratch Test
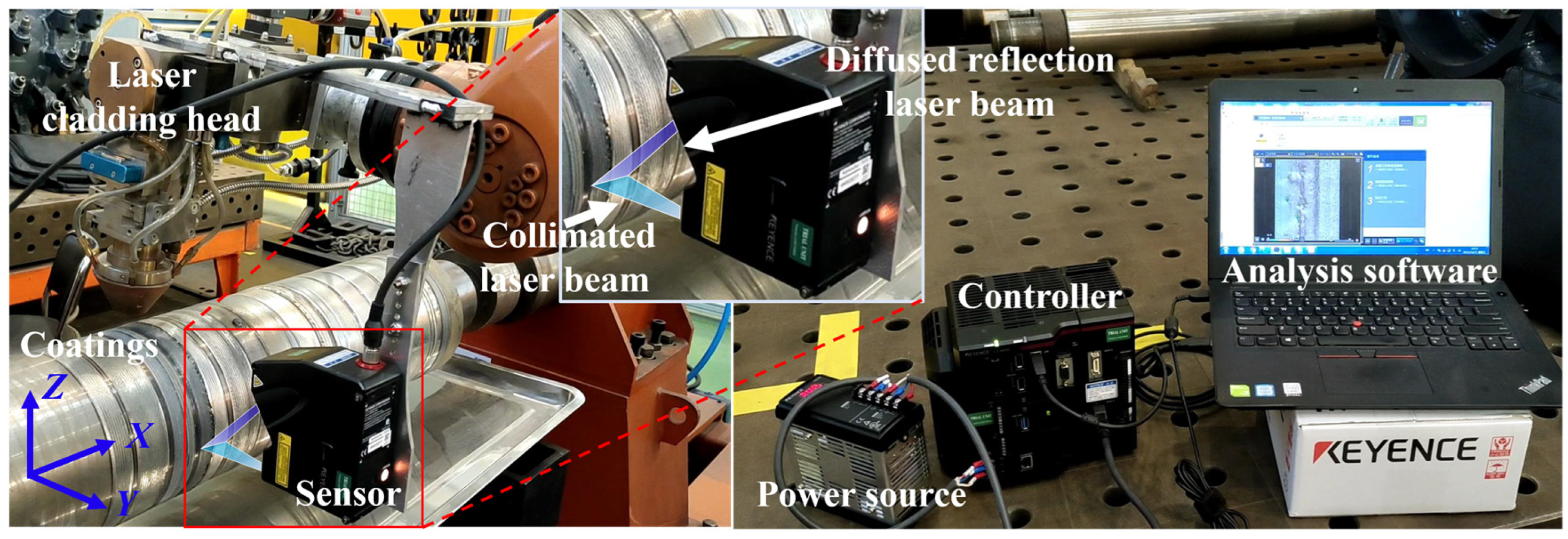
2.3.4. On-Line Monitoring System
3. Design of Evaluation Method for Surface Morphology of EHLA Coating
3.1. Design of Equivalent Forming Method of Surface Profile
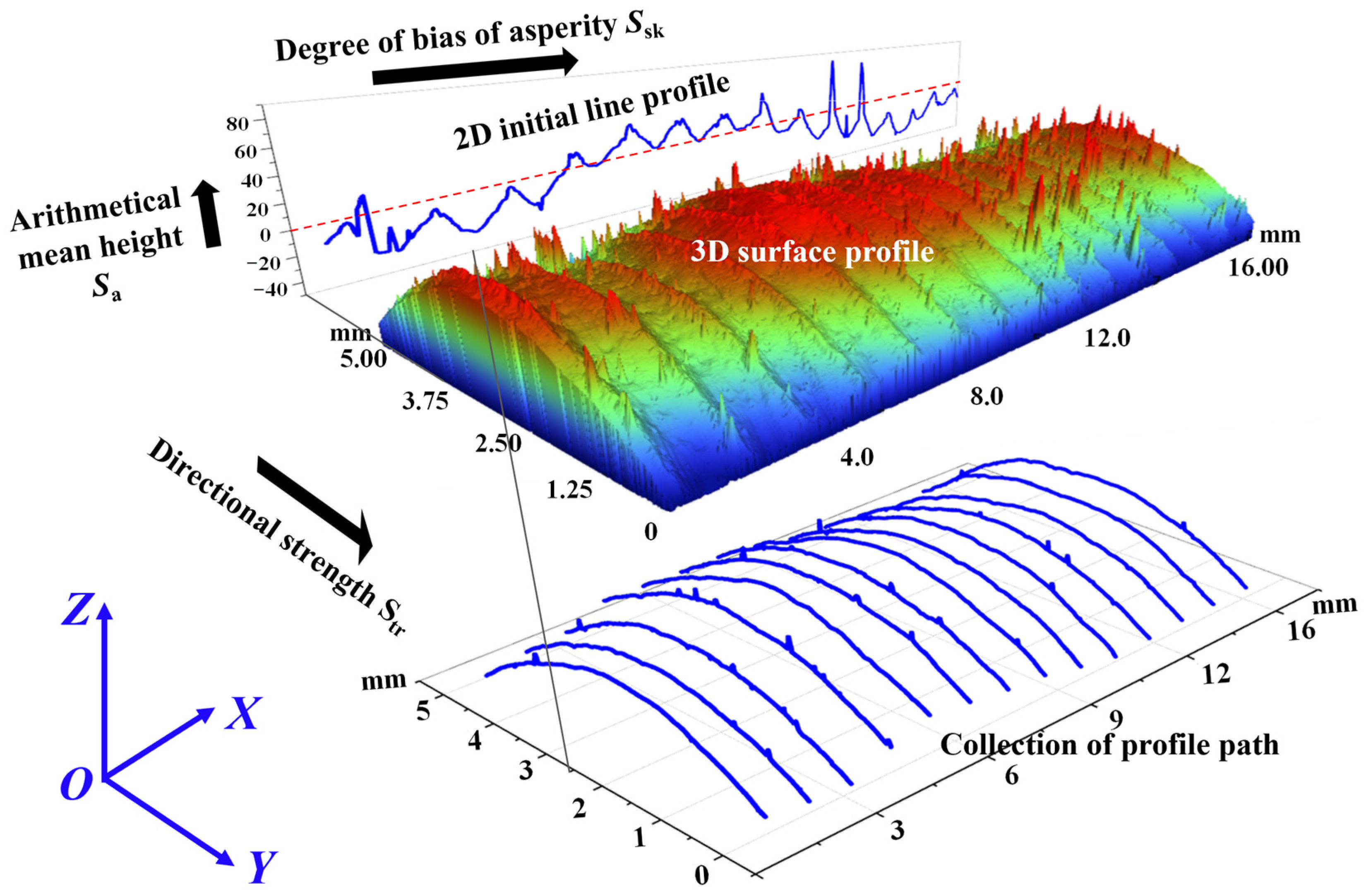
3.2. Design of Evaluation Method for Surface Morphology
4. Results and Discussion
4.1. Performance Test Results
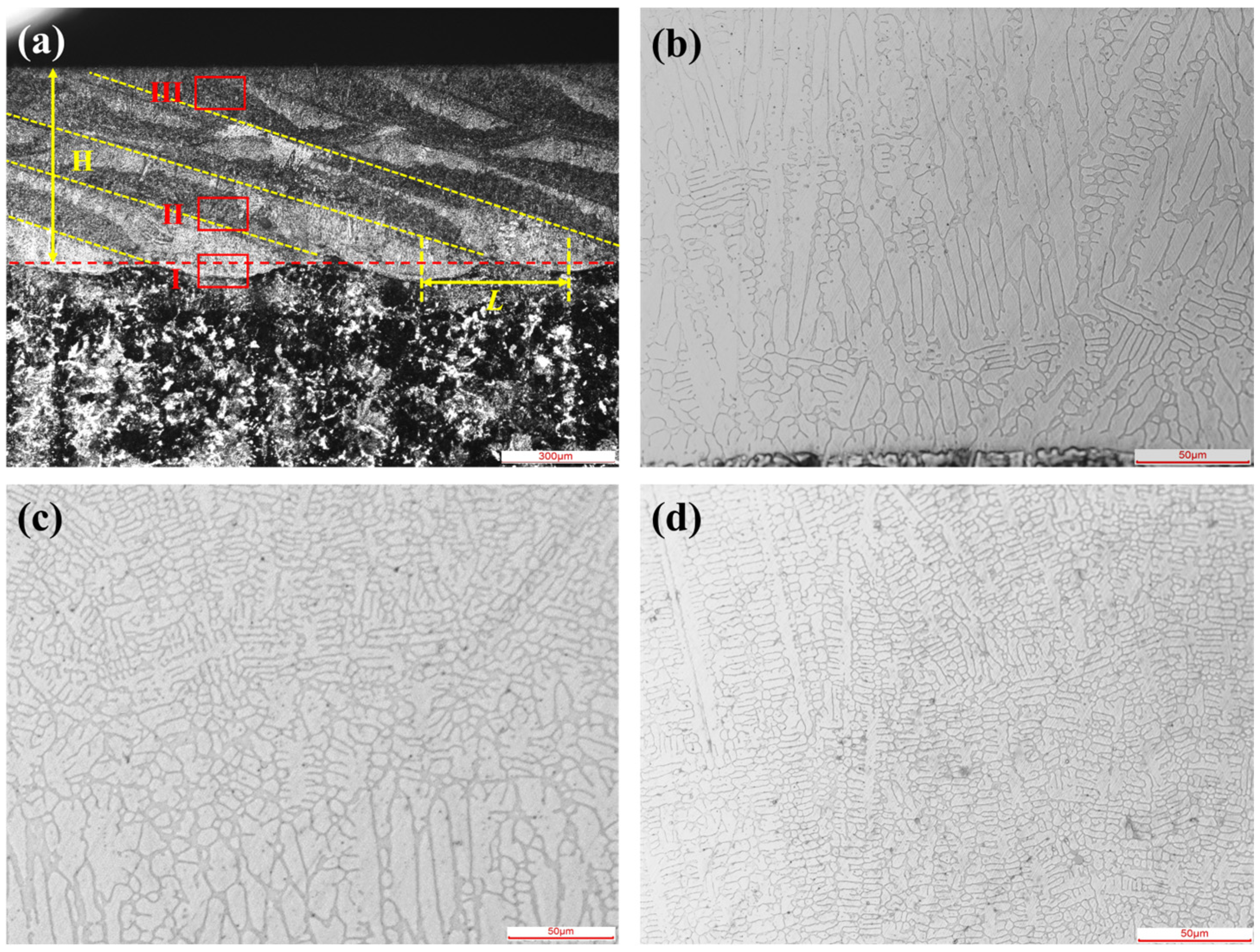
4.1.1. Microstructure
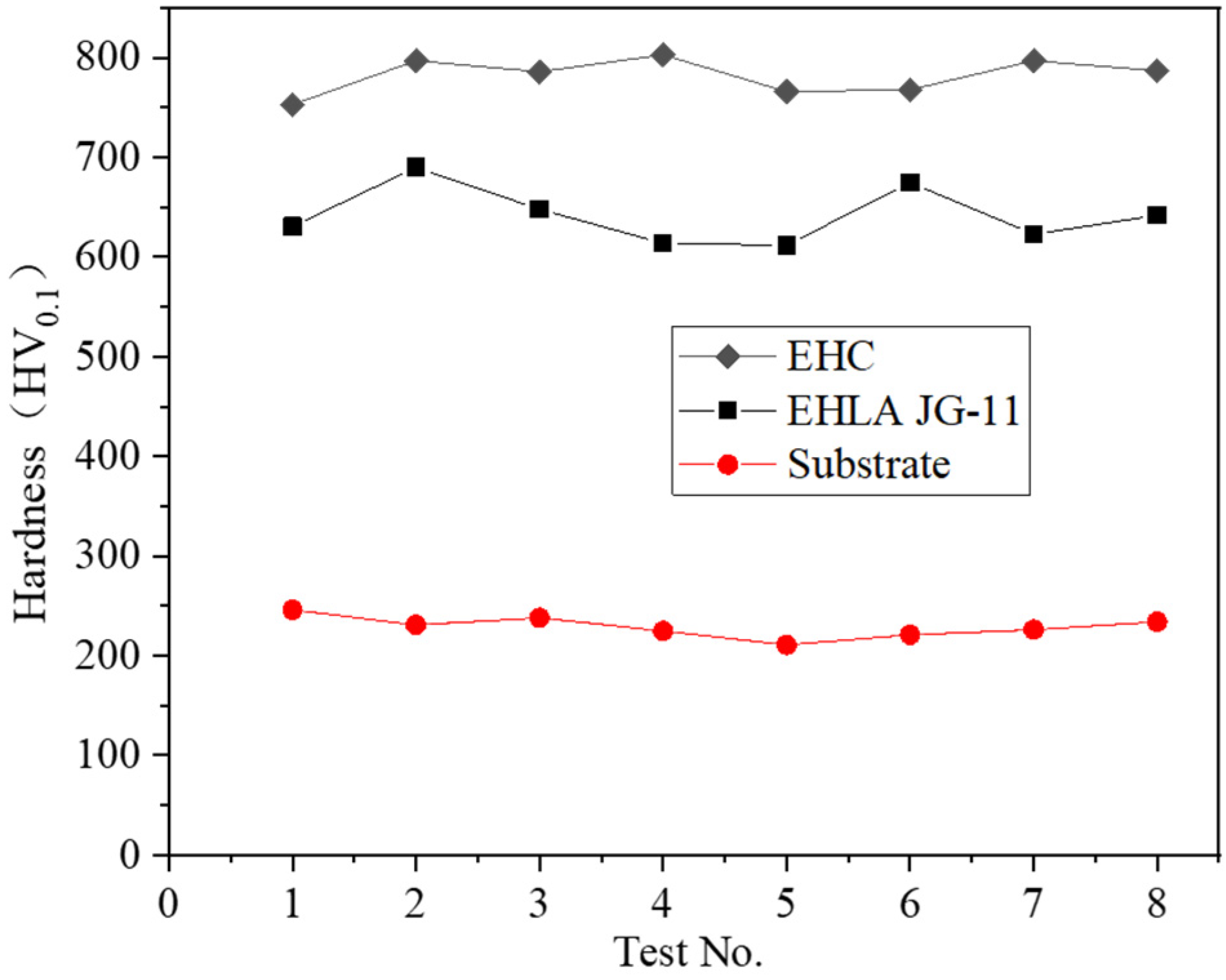
4.1.2. Microhardness
4.1.3. Corrosion Resistance
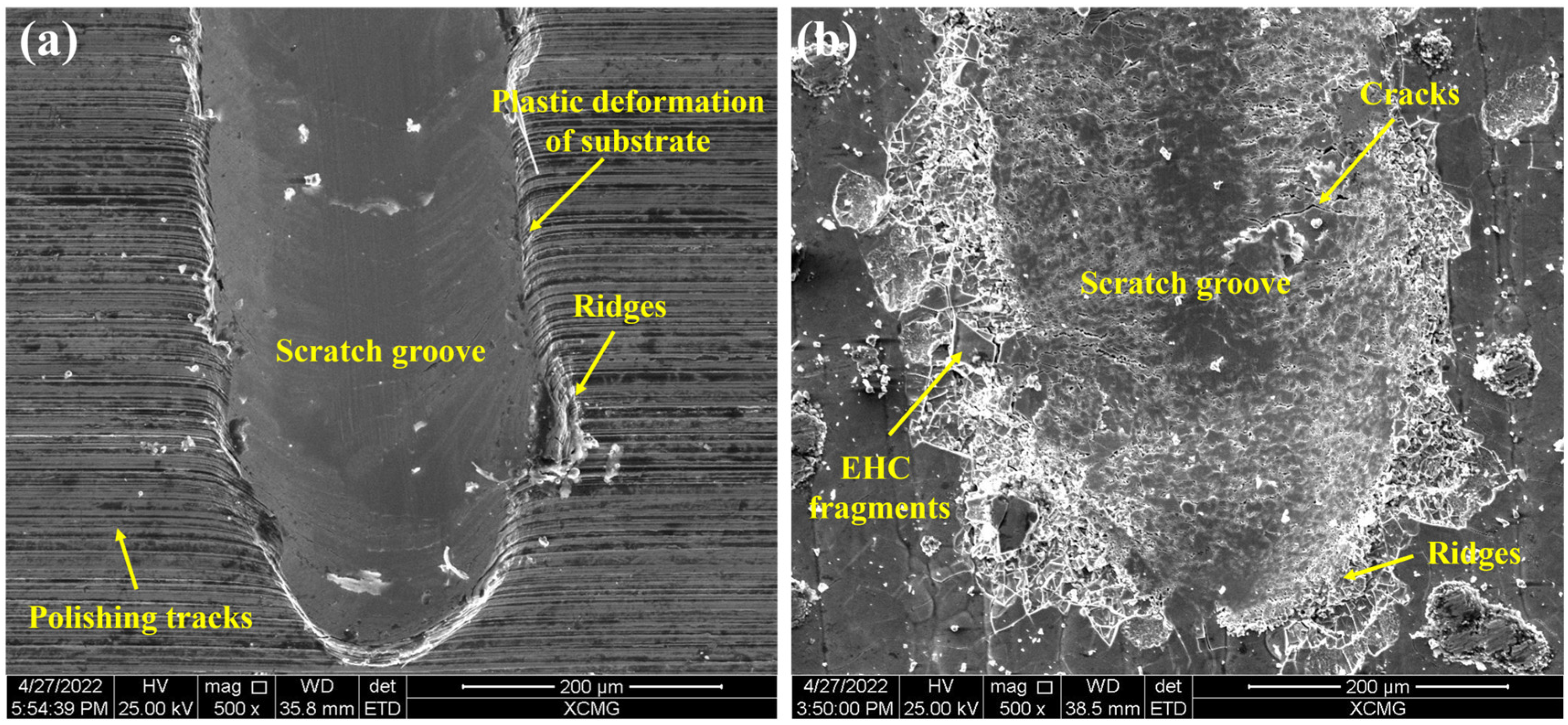
4.1.4. Scratch Tests
4.2. Analysis of the Influence of Process Parameters on Surface Morphology
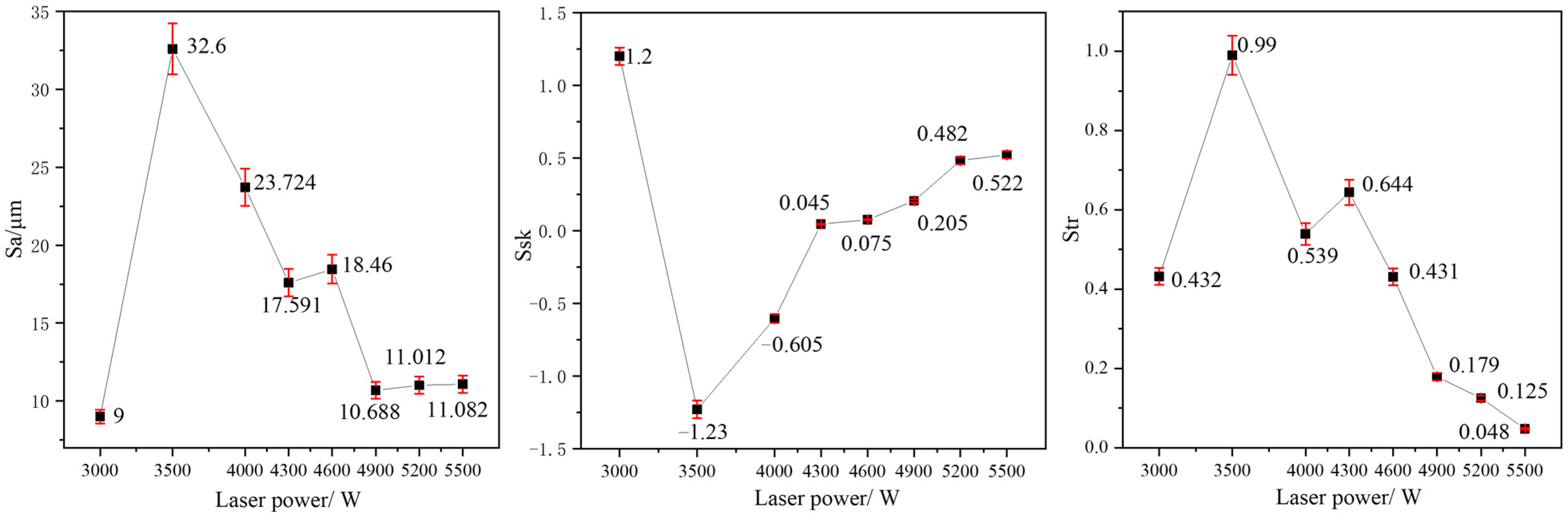
4.2.1. Influence of Laser Power
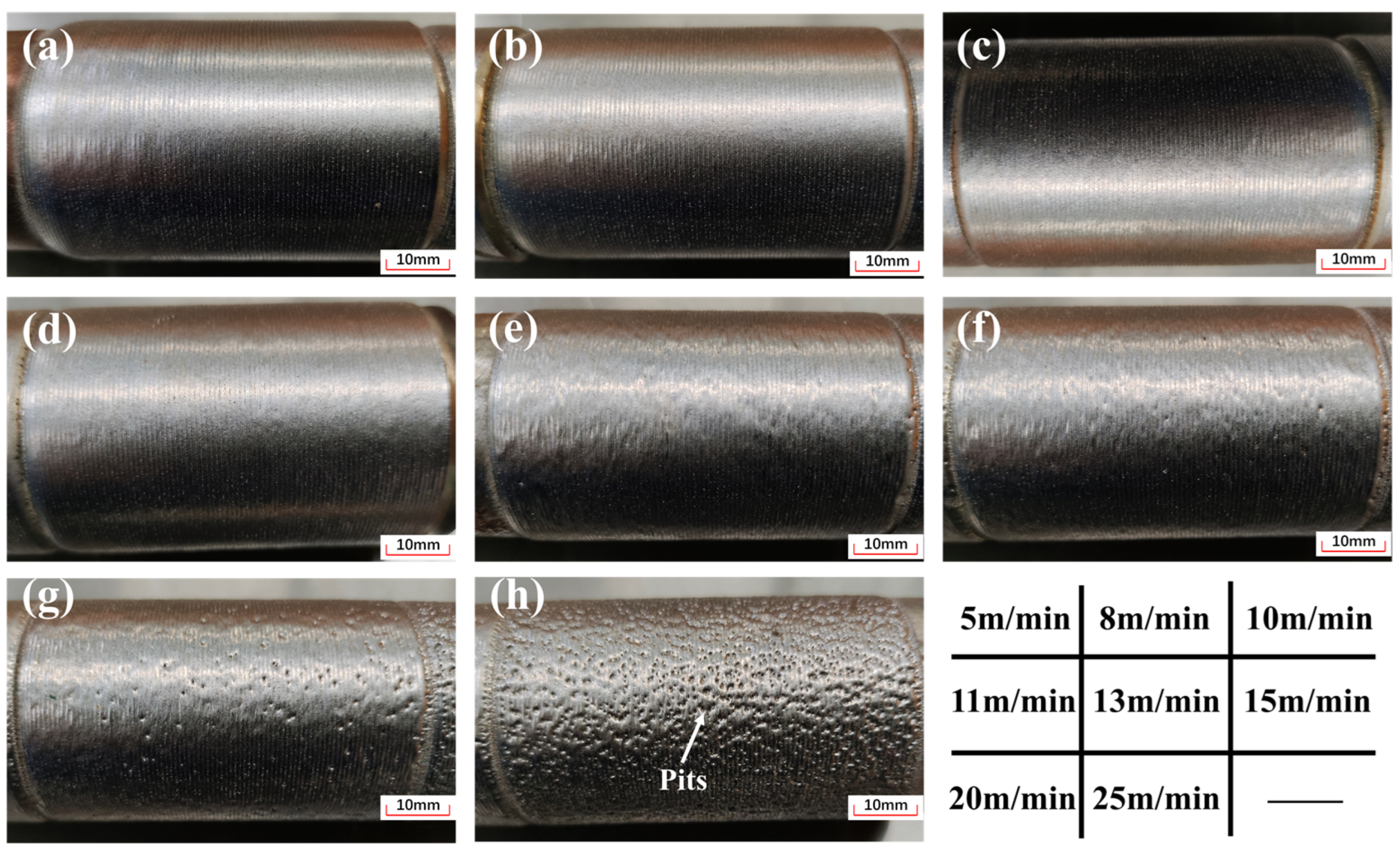
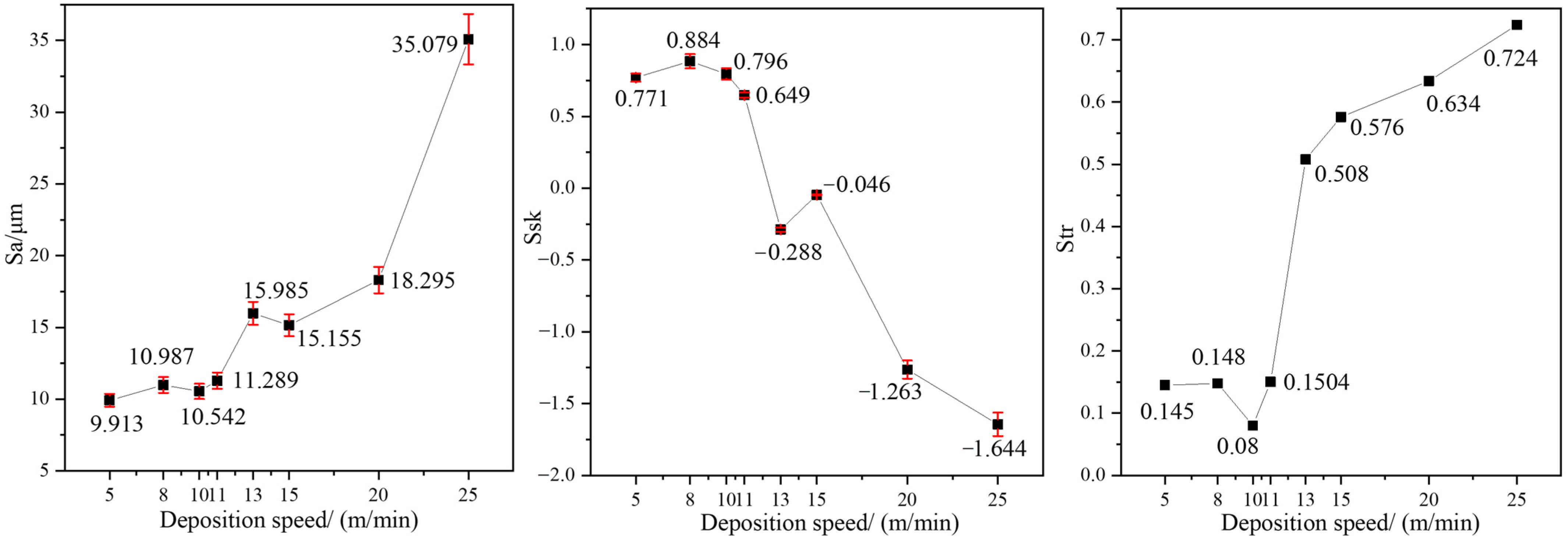
4.2.2. Influence of Deposition Speed
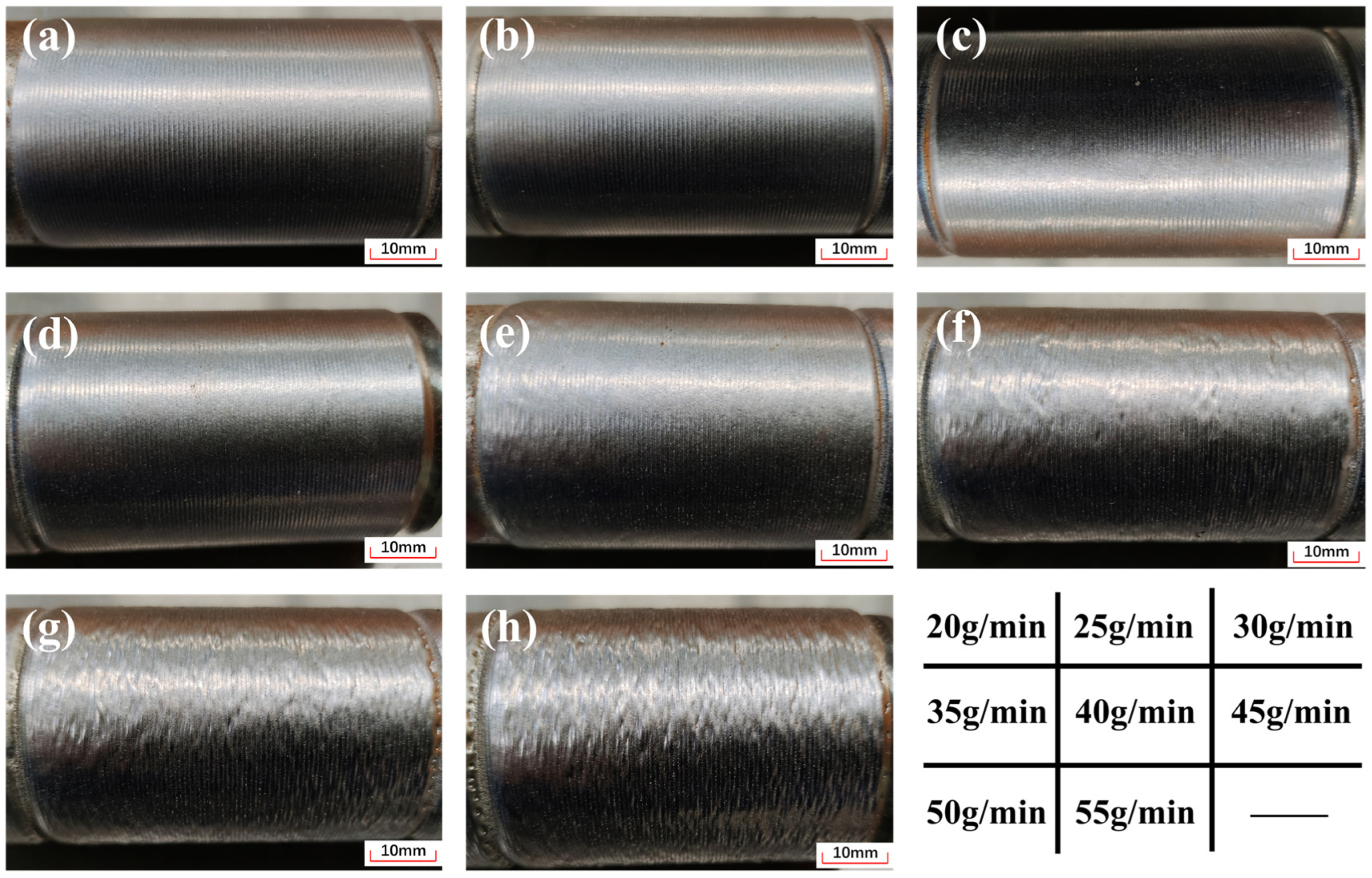
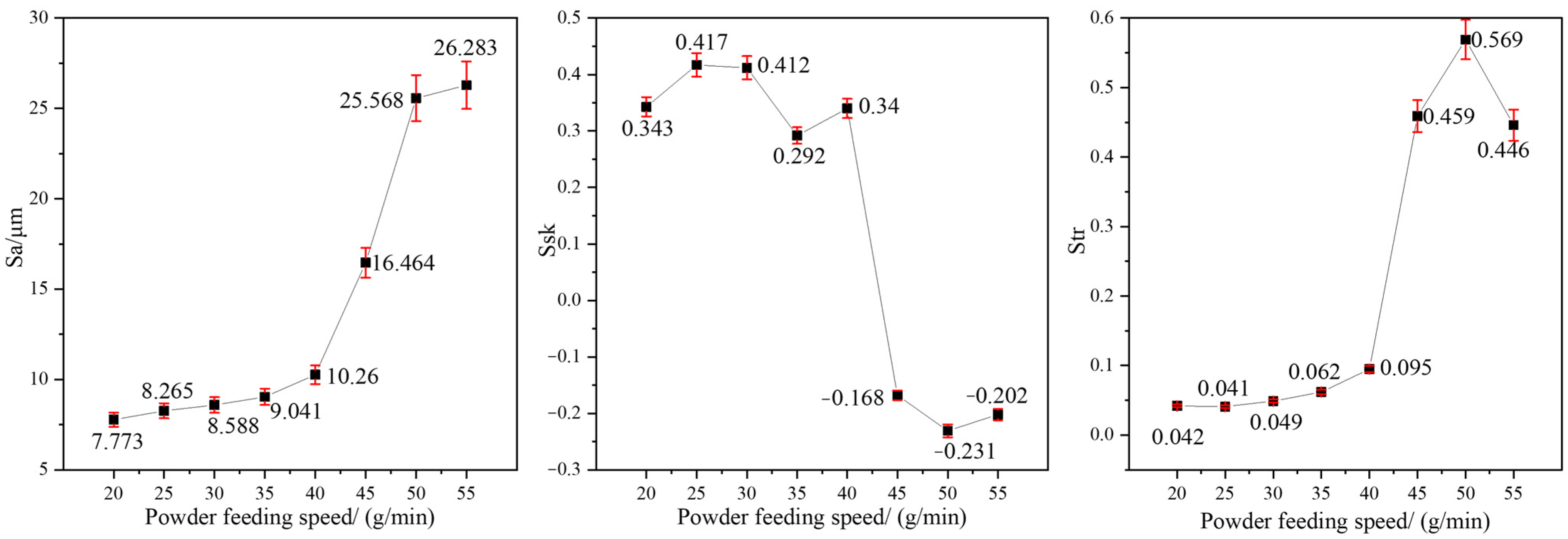
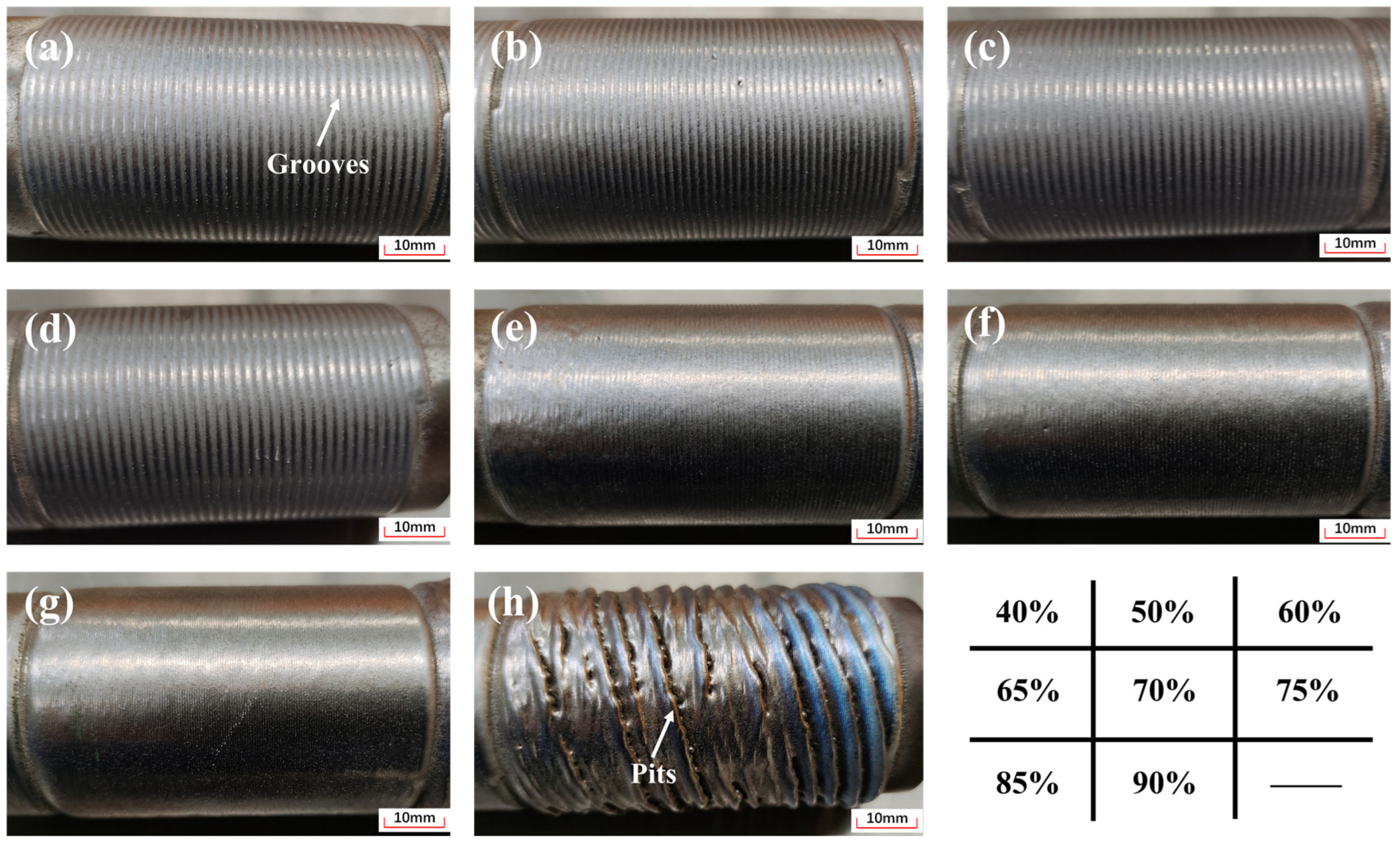
4.2.3. Influence of Powder Feeding Speed
4.2.4. Influence of Overlapping Ratio
5. Conclusions
- The microstructure of EHLA JG-11 coating is fine and uniform, and the microhardness is 653 ± 56 HV on average, which is lower than that of EHC. Due to high density and easy formation of passive film on the surface, JG-11 coating exhibits better electrochemical corrosion resistance than EHC. Moreover, the E/H value of JG-11 coating is small, showing an excellent resistance to scratch wear.
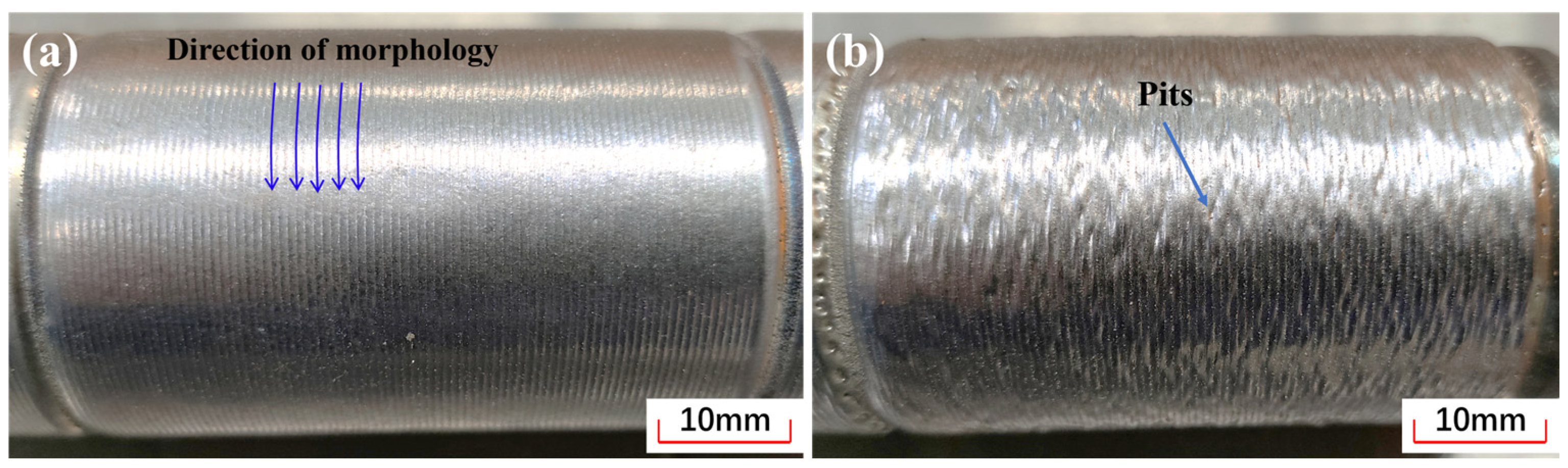
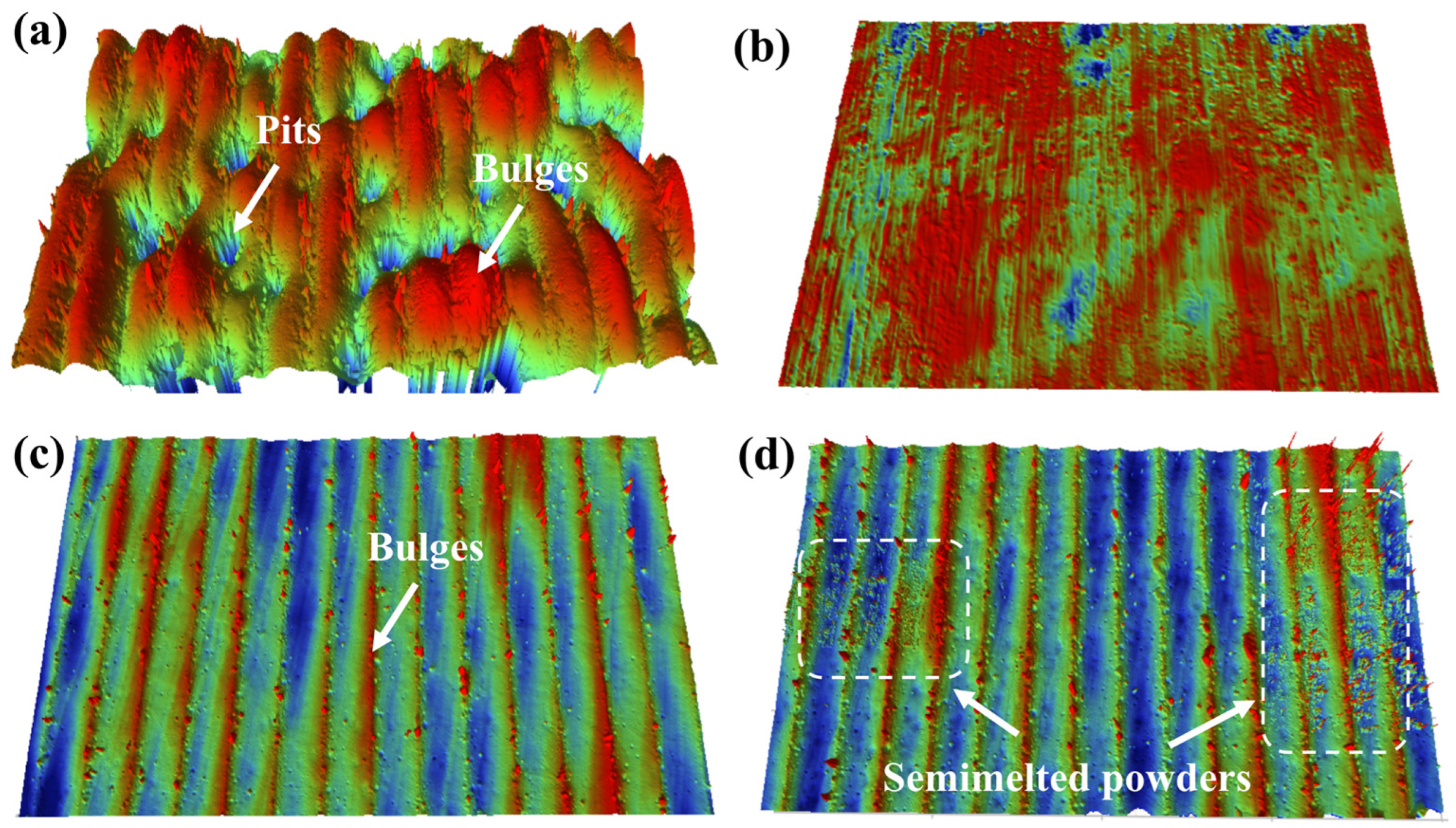
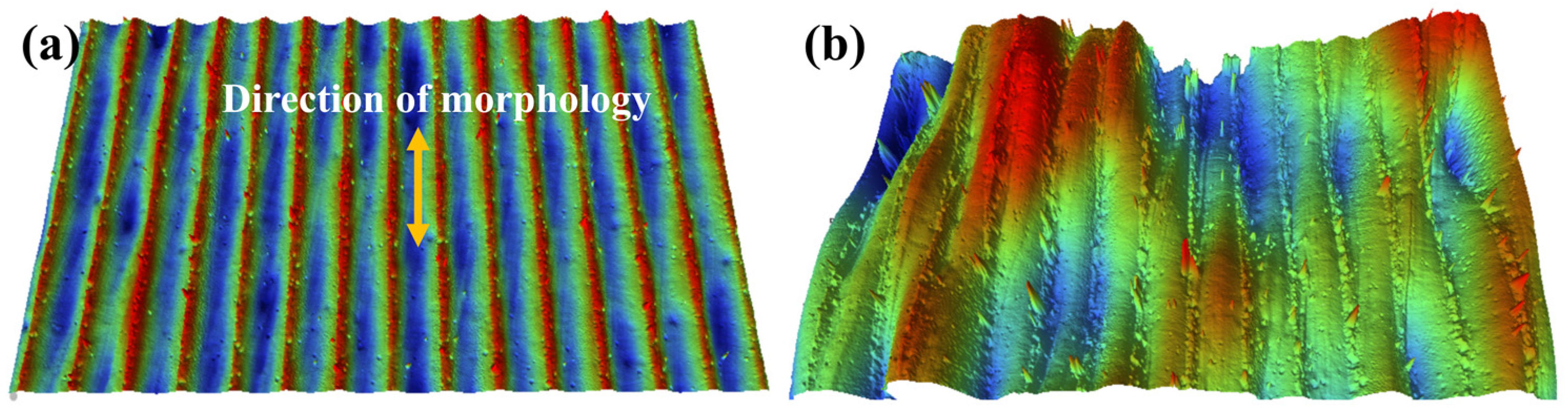
- The fluctuations of process parameters such as laser power, deposition speed, powder feeding speed, overlapping ratio, etc., adversely affect the stability of the molten pool, resulting in the formation of different surface morphologies on the EHLA JG-11 coatings, which are mainly shown as high surface flatness, deep pits, small peaks, poor directionality, etc.
- The on-line monitoring system of coating surface morphology based on laser triangulation has the advantages of high resolution and high sampling frequency. In addition, research results indicate that the comprehensive evaluation index composed of Sa, Ssk, and Str can accurately reflect the morphological characteristics of coating surface in real time. In other words, the on-line monitoring system and evaluation method designed in this study can realize the on-line monitoring of the forming quality of EHLA coating under the condition of high-speed moving.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| EHLA | extreme high-speed laser cladding |
| EHC | electroplating hard chromium |
| CCD | charge coupled device |
| CMOS | complementary metal oxide semiconductor |
| Z | height of the point on a coating surface |
| h | displacement of a laser spot |
| α | angle between the optical axis of imaging lens and laser beam |
| β | angle between the optical axis of imaging lens and photosensitive surface |
| L | object distance |
| l | image distance |
| O | optical center of imaging lens |
| A | position of the laser spot on a component surface |
| A′ | position of the imaging spot in a CMOS camera |
| Icorr | self-corrosion current |
| Ecorr | self-corrosion potential |
| Sa | arithmetical mean height of the scale-limited surface |
| Ssk | skewness of the scale-limited surface |
| Str | texture aspect ratio |
References
- Shen, F.; Tao, W.; Li, L.; Zhou, Y.; Wang, W.; Wang, S. Effect of Microstructure on the Corrosion Resistance of Coatings by Extreme High Speed Laser Cladding. Appl. Surf. Sci. 2020, 517, 146085. [Google Scholar] [CrossRef]
- Yan, Q.; Yang, K.; Wang, Z.D.; Chen, M.Z.; Sun, G.F.; Ni, Z.H. Surface Roughness Optimization and High-Temperature Wear Performance of H13 Coating Fabricated by Extreme High-Speed Laser Cladding. Opt. Laser Technol. 2022, 149, 107823. [Google Scholar] [CrossRef]
- Li, H. Research on Digital, Networked and Intelligent Manufacturing of Modern Ship. J. Phys. Conf. Ser. 2020, 1634, 12052. [Google Scholar] [CrossRef]
- Ghobakhloo, M. Determinants of Information and Digital Technology Implementation for Smart Manufacturing. Int. J. Prod. Res. 2020, 58, 2384–2405. [Google Scholar] [CrossRef]
- Lu, Z.; Wang, M.; Dai, W. A Condition Monitoring Approach for Machining Process Based on Control Chart Pattern Recognition with Dynamically-Sized Observation Windows. Comput. Ind. Eng. 2020, 142, 106360. [Google Scholar] [CrossRef]
- Li, W.; Liu, W.; Saleheen, K.M.; Liu, H.; Xia, Y.; Al-Hammadi, G.; Xue, L.; Wang, F.; Song, X.; Zhang, Y. Research and Prospect of On-Line Monitoring Technology for Laser Additive Manufacturing. Int. J. Adv. Manuf. Technol. 2022, 125, 25–46. [Google Scholar] [CrossRef]
- Srisungsitthisunti, P.; Kaewprachum, B.; Yang, Z.; Gao, G. Real-Time Quality Monitoring of Laser Cladding Process on Rail Steel by an Infrared Camera. Metals 2022, 12, 825. [Google Scholar] [CrossRef]
- Muvvala, G.; Karmakar, D.P.; Nath, A.K. Online Assessment of TiC Decomposition in Laser Cladding of Metal Matrix Composite Coating. Mater. Des. 2017, 121, 310–320. [Google Scholar] [CrossRef]
- Yang, P.; Sun, G.F.; Lu, Y.; Ni, Z. Monitoring of Optical Emissions in Laser Cladding of 316L Stainless Steel. Appl. Opt. 2019, 58, 8733. [Google Scholar] [CrossRef] [PubMed]
- Wang, S.; Liu, C. Real-Time Monitoring of Chemical Composition in Nickel-Based Laser Cladding Layer by Emission Spectroscopy Analysis. Materials 2019, 12, 2637. [Google Scholar] [CrossRef] [Green Version]
- Schmidt, M.; Huke, P.; Gerhard, C.; Partes, K. In-Line Observation of Laser Cladding Processes via Atomic Emission Spectroscopy. Materials 2021, 14, 4401. [Google Scholar] [CrossRef] [PubMed]
- Kapoor, R.; Ramasamy, S.; Gardi, A.; Van Schyndel, R.; Sabatini, R. Acoustic Sensors for Air and Surface Navigation Applications. Sensors 2018, 18, 499. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rieder, H.; Dillhöfer, A.; Spies, M.; Bamberg, J.; Hess, T. Online Monitoring of Additive Manufacturing Processes Using Ultrasound 2. Additive Manufacturing and Quality Assurance Considerations 3. Ultrasonic Process Monitoring. In Proceedings of the 11th European Conference on Non-Destructive Testing, Prague, Czech Republic, 6–10 October 2014; Volume 1, pp. 2194–2201. [Google Scholar]
- Shevchik, S.A.; Kenel, C.; Leinenbach, C.; Wasmer, K. Acoustic Emission for in Situ Quality Monitoring in Additive Manufacturing Using Spectral Convolutional Neural Networks. Addit. Manuf. 2018, 21, 598–604. [Google Scholar] [CrossRef]
- Krauss, H.; Eschey, C.; Zaeh, M.F. Thermography for Monitoring the Selective Laser Melting Process. In Proceedings of the 23rd Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, SFF 2012, Austin, TX, USA, 6–8 August 2012; pp. 999–1014. [Google Scholar]
- Asselin, M.; Toyserkani, E.; Iravani-Tabrizipour, M.; Khajepour, A. Development of Trinocular CCD-Based Optical Detector for Real-Time Monitoring of Laser Cladding. In Proceedings of the IEEE International Conference Mechatronics and Automation, Niagara Falls, ON, Canada, 29 July–1 August 2005; Volume 3, pp. 1190–1196. [Google Scholar]
- Zhang, Y.; Hong, G.S.; Ye, D.; Zhu, K.; Fuh, J.Y.H. Extraction and Evaluation of Melt Pool, Plume and Spatter Information for Powder-Bed Fusion AM Process Monitoring. Mater. Des. 2018, 156, 458–469. [Google Scholar] [CrossRef]
- Zhao, C.; Fezzaa, K.; Cunningham, R.W.; Wen, H.; De Carlo, F.; Chen, L.; Rollett, A.D.; Sun, T. Real-Time Monitoring of Laser Powder Bed Fusion Process Using High-Speed X-ray Imaging and Diffraction. Sci. Rep. 2017, 7, 3602. [Google Scholar] [CrossRef]
- Kanko, J.A.; Sibley, A.P.; Fraser, J.M. In Situ Morphology-Based Defect Detection of Selective Laser Melting through Inline Coherent Imaging. J. Mater. Process. Technol. 2016, 231, 488–500. [Google Scholar] [CrossRef]
- Shao, J.; Yu, G.; He, X.; Li, S.; Chen, R.; Zhao, Y. Grain Size Evolution under Different Cooling Rate in Laser Additive Manufacturing of Superalloy. Opt. Laser Technol. 2019, 119, 105662. [Google Scholar] [CrossRef] [Green Version]
- Li, S.; Xiao, H.; Liu, K.; Xiao, W.; Li, Y.; Han, X.; Mazumder, J.; Song, L. Melt-Pool Motion, Temperature Variation and Dendritic Morphology of Inconel 718 during Pulsed- and Continuous-Wave Laser Additive Manufacturing: A Comparative Study. Mater. Des. 2017, 119, 351–360. [Google Scholar] [CrossRef]
- Liu, M.; Jiang, H.; Chang, G.; Xu, Y.; Ma, F.; Xu, K. Effect of Laser Remelting on Corrosion and Wear Resistance of Fe82Cr16SiB Alloy Coatings Fabricated by Extreme High-Speed Laser Cladding. Mater. Lett. 2022, 325, 132823. [Google Scholar] [CrossRef]
- Cheng, J.; Xing, Y.; Dong, E.; Zhao, L.; Liu, H.; Chang, T.; Chen, M.; Wang, J.; Lu, J.; Wan, J. An Overview of Laser Metal Deposition for Cladding: Defect Formation Mechanisms, Defect Suppression Methods and Performance Improvements of Laser-Cladded Layers. Materials 2022, 15, 5522. [Google Scholar] [CrossRef]
- Nie, M.H.; Zhang, S.; Wang, Z.Y.; Yin, T.Y.; Zhang, C.H.; Wu, C.L.; Zhang, D.X. Laser Cladding of 17-4 PH Stainless Steel Coatings: Microstructure, Texture Characterization, and Corrosion Resistance. J. Mater. Eng. Perform. 2022, 1–12. [Google Scholar] [CrossRef]
- Nan, Z.; Tao, W.; Zhao, H. Automatic Optical Structure Optimization Method of the Laser Triangulation Ranging System under the Scheimpflug Rule. Opt. Express 2022, 30, 18667. [Google Scholar] [CrossRef]
- Penney, C.M.; Thomas, B. High Performance Laser Triangulation Ranging. J. Laser Appl. 1989, 1, 51–58. [Google Scholar] [CrossRef]
- Yao, Q.; Cao, M. Design of Optical Emission System in 3D Shape Detection with Oblique Laser Triangulation Probe. J. Phys. Conf. Ser. 2021, 1774, 12063. [Google Scholar] [CrossRef]
- Adamov, A.A.; Khramov, V.N. The Optimal Parameters of the Laser Triangulation Modified Thickness Meter. J. Phys. Conf. Ser. 2019, 1368, 22001. [Google Scholar] [CrossRef]
- Mondal, S.; Bandyopadhyay, A.; Pal, P.K. Application of Artificial Neural Network for the Prediction of Laser Cladding Process Characteristics at Taguchi-Based Optimized Condition. Int. J. Adv. Manuf. Technol. 2014, 70, 2151–2158. [Google Scholar] [CrossRef]
- Hemmati, I.; Ocelík, V.; De Hosson, J.T.M. The Effect of Cladding Speed on Phase Constitution and Properties of AISI 431 Stainless Steel Laser Deposited Coatings. Surf. Coat. Technol. 2011, 205, 5235–5239. [Google Scholar] [CrossRef] [Green Version]
- Bontha, S.; Klingbeil, N.W.; Kobryn, P.A.; Fraser, H.L. Effects of Process Variables and Size-Scale on Solidification Microstructure in Beam-Based Fabrication of Bulky 3D Structures. Mater. Sci. Eng. A 2009, 513, 311–318. [Google Scholar] [CrossRef]
- Hemmati, I.; Ocelík, V.; De Hosson, J.T.M. Microstructural Characterization of AISI 431 Martensitic Stainless Steel Laser-Deposited Coatings. J. Mater. Sci. 2011, 46, 3405–3414. [Google Scholar] [CrossRef] [Green Version]
- Li, T.; Liu, L.; Zhang, B.; Li, Y.; Wang, F. An Investigation on the Continuous and Uniform Thin Membrane Passive Film Formed on Sputtered Nanocrystalline Stainless Steel. Corros. Sci. 2016, 104, 71–83. [Google Scholar] [CrossRef]
- Dhondt, M.; Shubina, V.; Homette, R.; Chirani, S.A.; Calloch, S. Effect of Mechanical (Monotonic and Cyclic) Stress on the Corrosion Resistance of Chromium-Plated Steel Rods. Procedia Eng. 2018, 213, 598–605. [Google Scholar] [CrossRef]
- Greenwood, J.A.; Williamson, J.B.P. Contact of Nominally Flat Surfaces. Proc. R. Soc. London. Ser. A Math. Phys. Sci. 1966, 295, 300–319. [Google Scholar] [CrossRef]
- Hutchings, I.; Shipway, P. Tribology: Friction and Wear of Engineering Materials; Butterworth-Heinemann: Oxford, UK, 2017; ISBN 0081009518. [Google Scholar]
- Wang, S.; Ma, C.; Walsh, F.C. Alternative Tribological Coatings to Electrodeposited Hard Chromium: A Critical Review. Trans. Inst. Met. Finish. 2020, 98, 173–185. [Google Scholar] [CrossRef]
- Neto, O.O.D.; Alcalde, A.M.; Vilar, R. Interaction of a Focused Laser Beam and a Coaxial Powder Jet in Laser Surface Processing. J. Laser Appl. 2007, 19, 84–88. [Google Scholar] [CrossRef]
- Schopphoven, T.; Gasser, A.; Wissenbach, K.; Poprawe, R. Investigations on Ultra-High-Speed Laser Material Deposition as Alternative for Hard Chrome Plating and Thermal Spraying. J. Laser Appl. 2016, 28, 022501. [Google Scholar] [CrossRef]
- Khairallah, S.A.; Anderson, A. Mesoscopic Simulation Model of Selective Laser Melting of Stainless Steel Powder. J. Mater. Process. Technol. 2014, 214, 2627–2636. [Google Scholar] [CrossRef]
- Zhao, Y.; Guan, C.; Chen, L.; Sun, J.; Yu, T. Effect of Process Parameters on the Cladding Track Geometry Fabricated by Laser Cladding. Optik 2020, 223, 165447. [Google Scholar] [CrossRef]
- Li, L.; Shen, F.; Zhou, Y.; Tao, W. Comparative Study of Stainless Steel AISI 431 Coatings Prepared by Extreme-High-Speed and Conventional Laser Cladding. J. Laser Appl. 2019, 31, 042009. [Google Scholar] [CrossRef]
- Gusarov, A.V.; Smurov, I. Modeling the Interaction of Laser Radiation with Powder Bed at Selective Laser Melting. Phys. Procedia 2010, 5, 381–394. [Google Scholar] [CrossRef] [Green Version]
- Yadroitsev, I.; Bertrand, P.; Smurov, I. Parametric Analysis of the Selective Laser Melting Process. Appl. Surf. Sci. 2007, 253, 8064–8069. [Google Scholar] [CrossRef]
- Gusarov, A.V.; Yadroitsev, I.; Bertrand, P.; Smurov, I. Heat Transfer Modelling and Stability Analysis of Selective Laser Melting. Appl. Surf. Sci. 2007, 254, 975–979. [Google Scholar] [CrossRef]
- Huang, Y.-L.; Liu, J.; Ma, N.-H.; Li, J.-G. Three-Dimensional Analytical Model on Laser-Powder Interaction during Laser Cladding. J. Laser Appl. 2006, 18, 42–46. [Google Scholar] [CrossRef]
- Huang, Y.-L.; Liang, G.-Y.; Su, J.-Y.; Li, J.-G. Interaction between Laser Beam and Powder Stream in the Process of Laser Cladding with Powder Feeding. Model. Simul. Mater. Sci. Eng. 2004, 13, 47. [Google Scholar] [CrossRef]
- Goodarzi, D.M.; Pekkarinen, J.; Salminen, A. Effect of Process Parameters in Laser Cladding on Substrate Melted Areas and the Substrate Melted Shape. J. Laser Appl. 2015, 27, S29201. [Google Scholar] [CrossRef] [Green Version]
- Kumar, A.; Roy, S. Effect of Three-Dimensional Melt Pool Convection on Process Characteristics during Laser Cladding. Comput. Mater. Sci. 2009, 46, 495–506. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Mass Fraction/% | |||||||
|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | Cr | Ni | Mo | B | Fe | |
| 45# steel | 0.46 | 0.27 | 0.65 | 0.23 | 0.3 | — | — | Bal |
| JG-11 | 0.19 | 0.85 | 0.3 | 17.44 | 2.32 | 1.05 | 0.85 | Bal |
| Laser Power (W) | Deposition Speed (m/min) | Powder Feeding Speed (g/min) | Overlapping Ratio (%) | Flow of Powder Carrier Gas (L/min) | Flow of Protect Gas (L/min) |
|---|---|---|---|---|---|
| 4900 | 11 | 40 | 70 | 15 | 12 |
| No. | Laser Power (W) | Deposition Speed (m/min) | Powder Feeding Speed (g/min) | Overlapping Ratio (%) |
|---|---|---|---|---|
| 1 | 3000 | 11 | 40 | 70% |
| 2 | 3500 | 11 | 40 | 70% |
| 3 | 4000 | 11 | 40 | 70% |
| 4 | 4300 | 11 | 40 | 70% |
| 5 | 4600 | 11 | 40 | 70% |
| 6 | 4900 | 11 | 40 | 70% |
| 7 | 5200 | 11 | 40 | 70% |
| 8 | 5500 | 11 | 40 | 70% |
| 9 | 4900 | 5 | 40 | 70% |
| 10 | 4900 | 8 | 40 | 70% |
| 11 | 4900 | 10 | 40 | 70% |
| 12 | 4900 | 11 | 40 | 70% |
| 13 | 4900 | 13 | 40 | 70% |
| 14 | 4900 | 15 | 40 | 70% |
| 15 | 4900 | 20 | 40 | 70% |
| 16 | 4900 | 25 | 40 | 70% |
| 17 | 4900 | 11 | 20 | 70% |
| 18 | 4900 | 11 | 25 | 70% |
| 19 | 4900 | 11 | 30 | 70% |
| 20 | 4900 | 11 | 35 | 70% |
| 21 | 4900 | 11 | 40 | 70% |
| 22 | 4900 | 11 | 45 | 70% |
| 23 | 4900 | 11 | 50 | 70% |
| 24 | 4900 | 11 | 55 | 70% |
| 25 | 4900 | 11 | 40 | 40% |
| 26 | 4900 | 11 | 40 | 50% |
| 27 | 4900 | 11 | 40 | 60% |
| 28 | 4900 | 11 | 40 | 65% |
| 29 | 4900 | 11 | 40 | 70% |
| 30 | 4900 | 11 | 40 | 75% |
| 31 | 4900 | 11 | 40 | 85% |
| 32 | 4900 | 11 | 40 | 90% |
| Samples | Icorr (μA/cm2) | Ecorr (V) |
|---|---|---|
| EHLA JG-11 | 1.34 | −0.289 |
| EHC | 10.45 | −0.428 |
| Samples | Maximum Depth of Grooves (μm) | Maximum Width of Grooves (μm) | Maximum Volume of Grooves (mm3) |
|---|---|---|---|
| EHLA JG-11 | 27.33 ± 1.16 | 237.41 ± 10.95 | 0.09 ± 0.005 |
| EHC | 65.16 ± 2.06 | 316.37 ± 13.45 | 0.29 ± 0.013 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Ai, C.; Guo, F.; Yun, X.; Zhu, X. Research of On-Line Monitoring Technology Based on Laser Triangulation for Surface Morphology of Extreme High-Speed Laser Cladding Coating. Coatings 2023, 13, 625. https://doi.org/10.3390/coatings13030625
Wang J, Ai C, Guo F, Yun X, Zhu X. Research of On-Line Monitoring Technology Based on Laser Triangulation for Surface Morphology of Extreme High-Speed Laser Cladding Coating. Coatings. 2023; 13(3):625. https://doi.org/10.3390/coatings13030625
Chicago/Turabian StyleWang, Jing, Chao Ai, Fei Guo, Xiao Yun, and Xun Zhu. 2023. "Research of On-Line Monitoring Technology Based on Laser Triangulation for Surface Morphology of Extreme High-Speed Laser Cladding Coating" Coatings 13, no. 3: 625. https://doi.org/10.3390/coatings13030625