
Effect of Co/TiAl on Mechanical Properties of Laser Melted IN 625 on 304SS Matrix
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Laser Melting
2.3. Characterizations
3. Results and Discussion
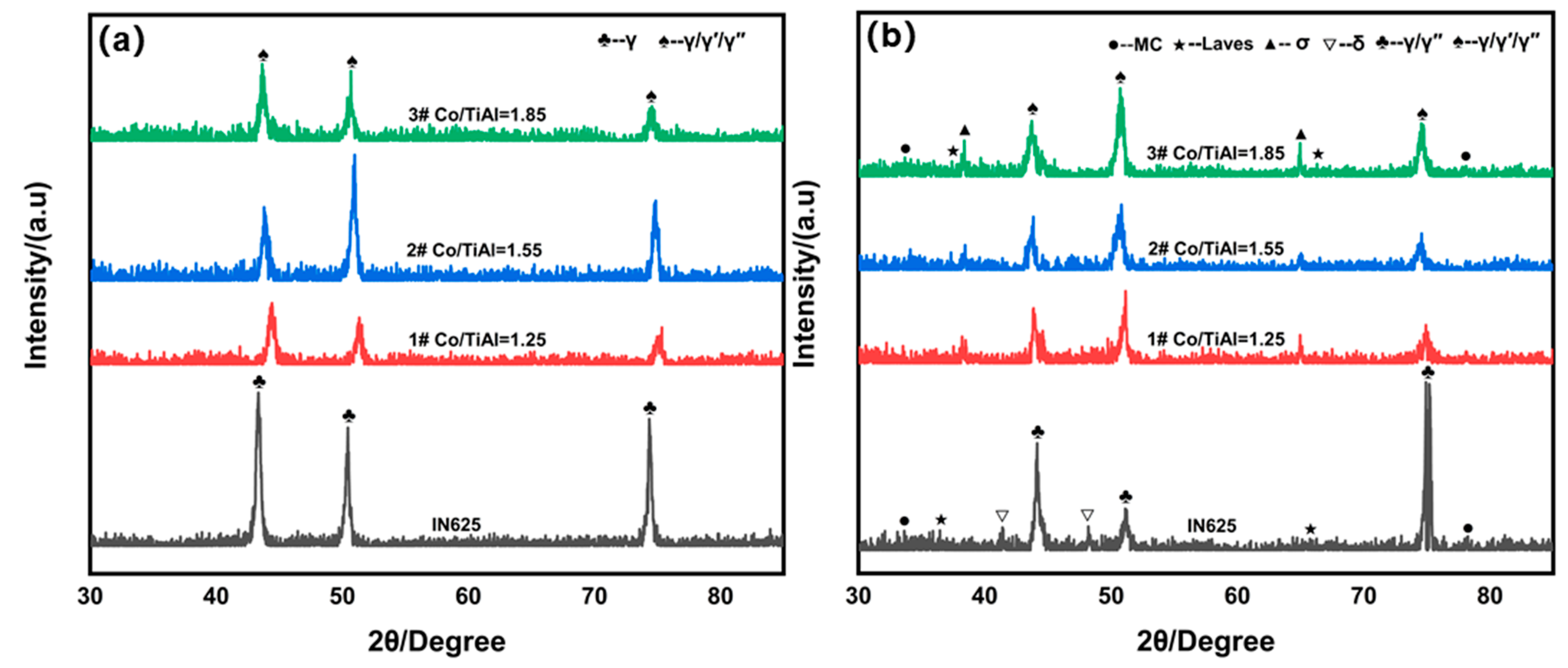
3.1. XRD Analysis
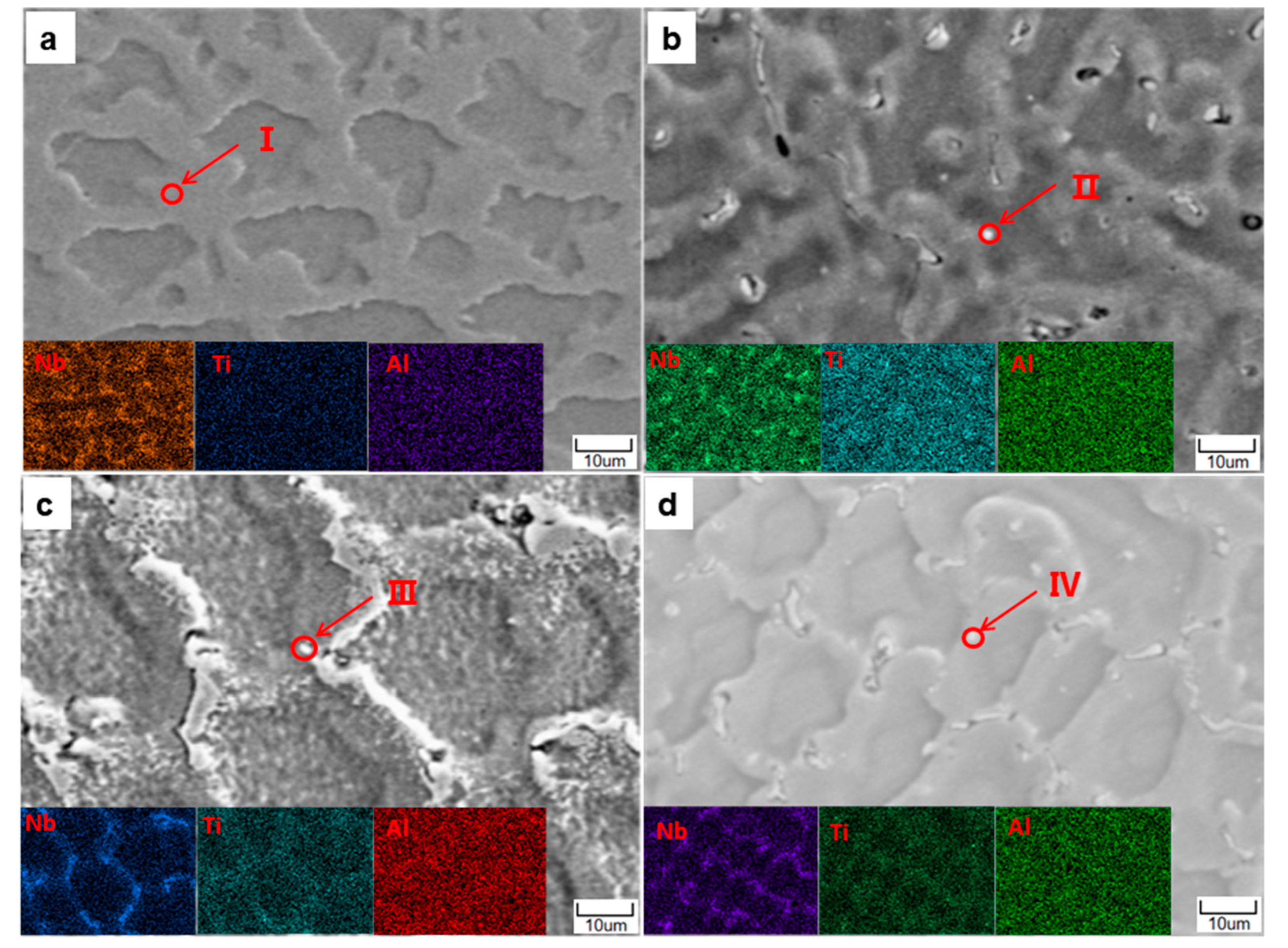
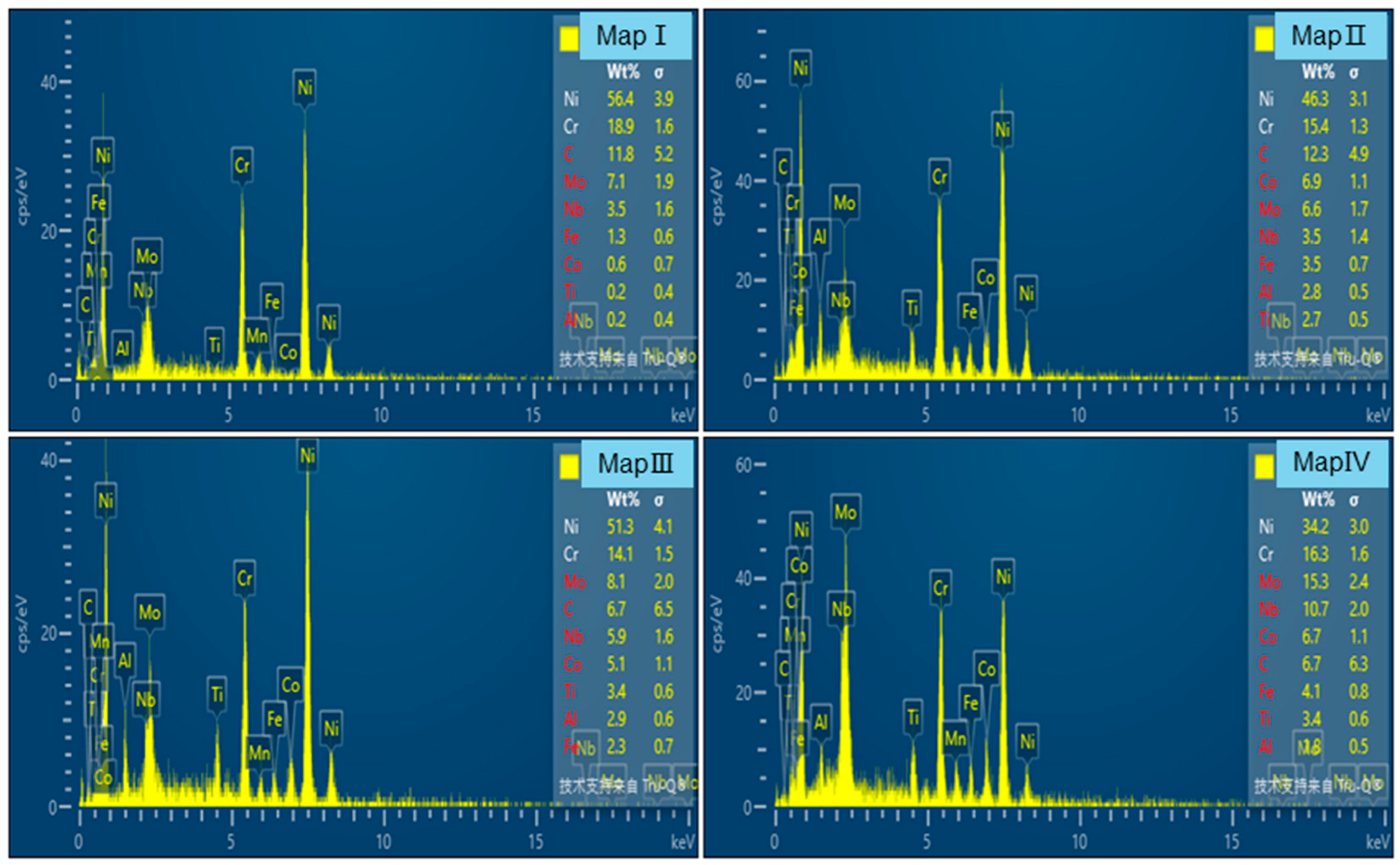
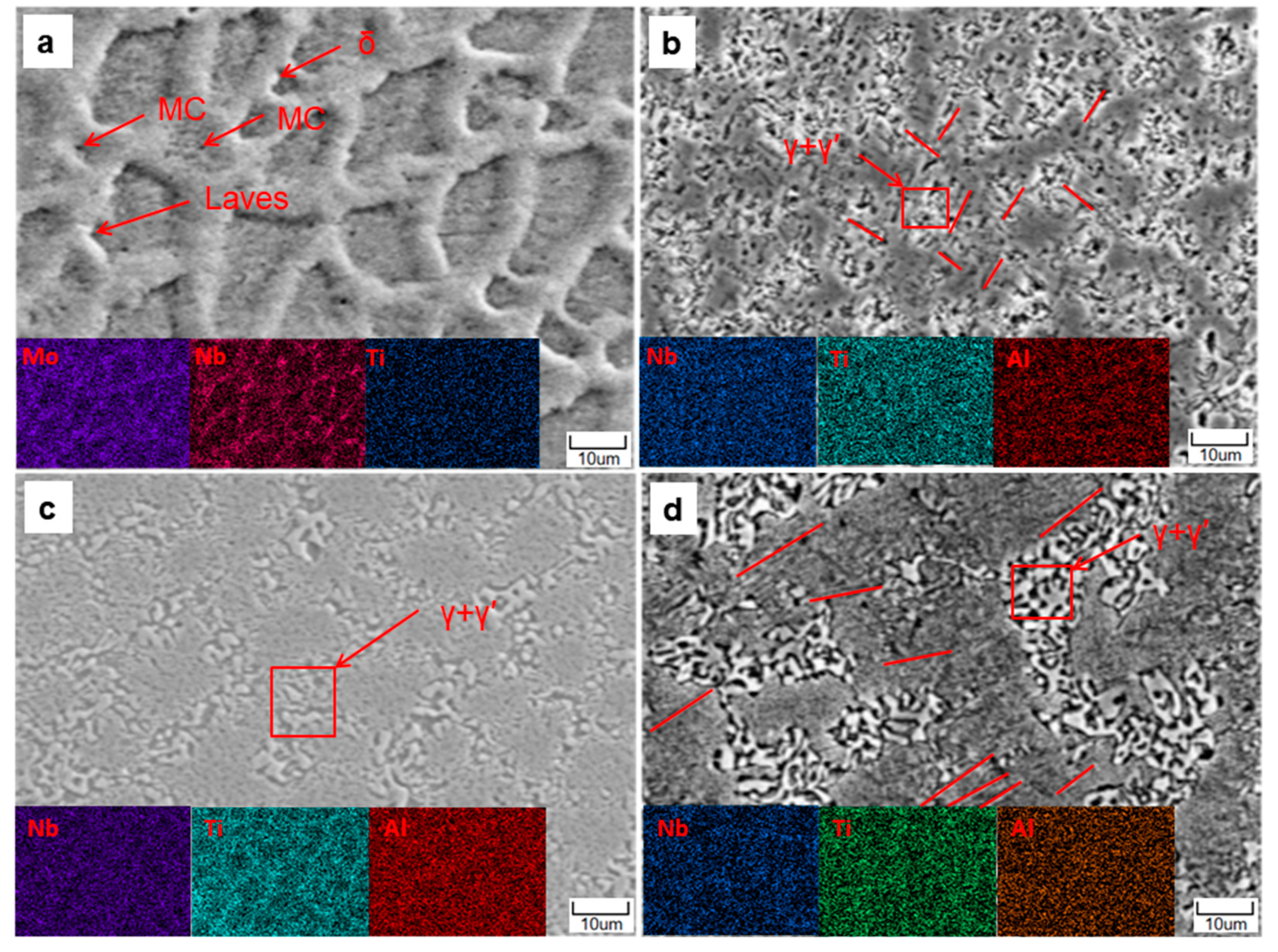
3.2. Microstructure and Structure
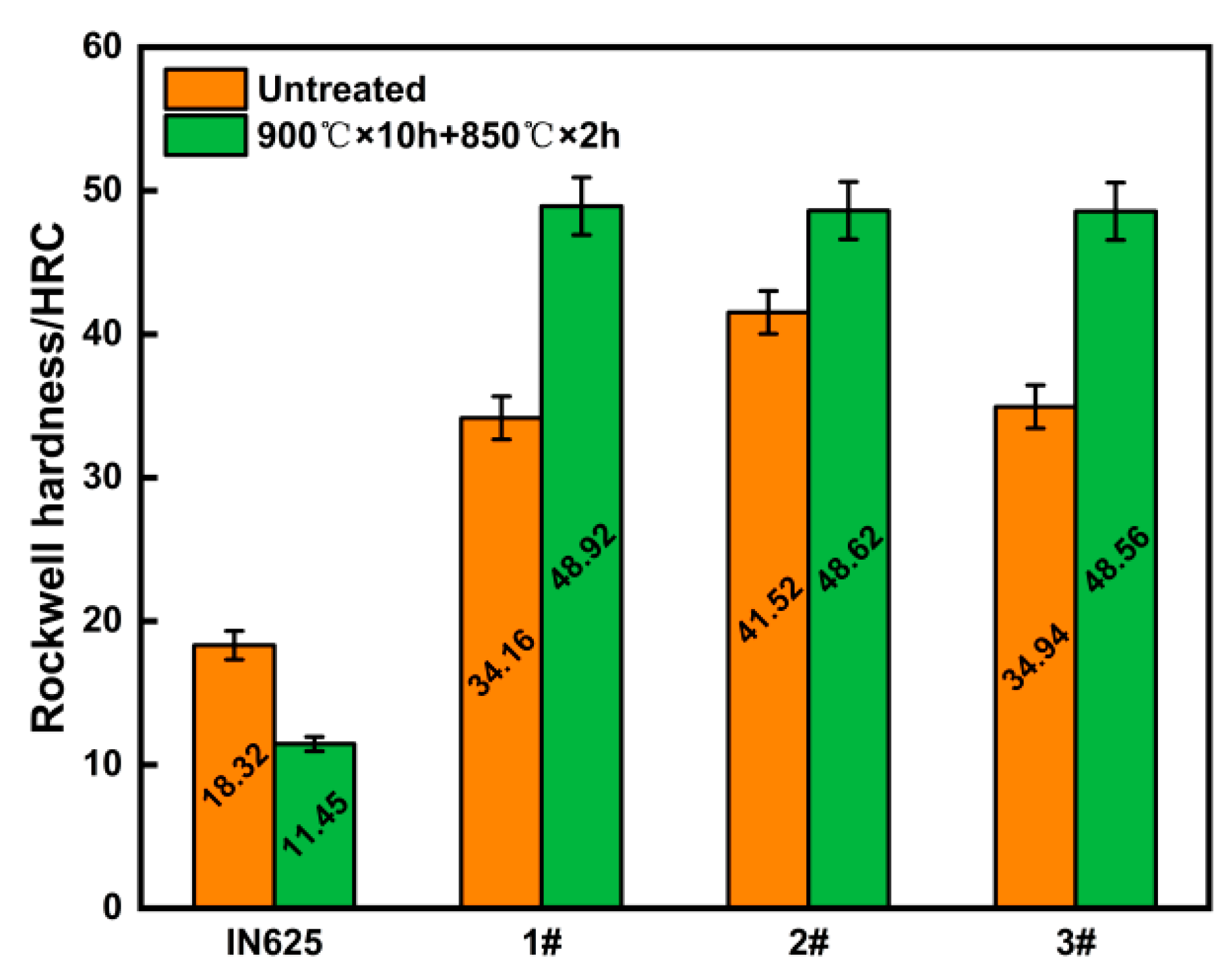
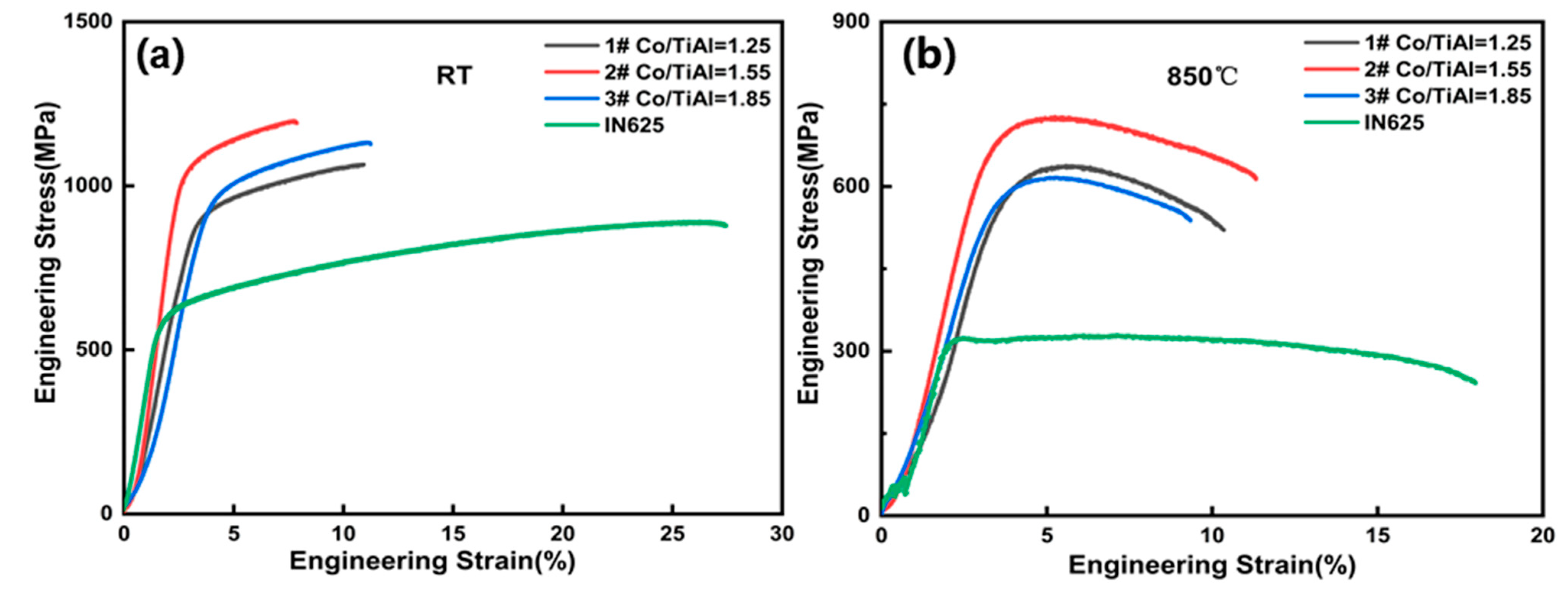
3.3. Mechanical Property Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Parizia, S.; Marchese, G.; Rashidi, M.; Lorusso, M.; Hryha, E.; Manfredi, D.; Biamino, S. Effect of heat treatment on microstructure and oxidation properties of Inconel 625 processed by LPBF. J. Alloy Compd. 2020, 846, 156418. [Google Scholar] [CrossRef]
- Xu, Z.; Xie, Y.; Ebrahimnia, M.; Dang, H. Effect of B4C nanoparticles on microstructure and properties of laser cladded IN625 coating. Surf. Coat. Technol. 2021, 416, 127154. [Google Scholar] [CrossRef]
- Marchese, G.; Parizia, S.; Rashidi, M.; Saboori, A.; Manfredi, D.; Ugues, D.; Lombardi, M.; Hryha, E.; Biamino, S. The role of texturing and microstructure evolution on the tensile behavior of heat-treated Inconel 625 produced via laser powder bed fusion. Mater. Sci. Eng. A 2020, 769, 138500. [Google Scholar] [CrossRef]
- Ahsan, M.R.U.; Fan, X.; Seo, G.J.; Noakes, M.; Nycz, A.; Kliaw, P.; Kim, D.B. Microstructures and mechanical behavior of the bimetallic additively-manufactured structure (BAMS) of austenitic stainless steel and Inconel 625. J. Mater. Sci. Technol. 2021, 74, 176–188. [Google Scholar] [CrossRef]
- Karmuhilan, M.; Kumanan, S. A review on additive manufacturing processes of inconel 625. J. Mater. Eng. Perform. 2022, 31, 2583–2592. [Google Scholar] [CrossRef]
- GaoLe, Z.; Yun, J.; XiaoAn, H.; Jia, H.; Yun, W. High-temperature mechanical properties of nickel-based superalloys manufactured by additive manufacturing. Mater. Sci. Technol. 2020, 36, 1523–1533. [Google Scholar] [CrossRef]
- Suave, L.M.; Cormier, J.; Villechaise, P.; Laigo, J. Microstructural evolutions during thermal aging of alloy 625: Impact of temperature and forming process. Metall. Mater. Trans. A 2014, 45, 2963–2982. [Google Scholar] [CrossRef]
- Banerjee, A.; Rossin, J.; He, M.R.; Musinski, W.D.; Shade, P.A.; Cox, M.E.; Schwalbach, E.J.; Pollock, T.; Henker, K.J. Decoupling build orientation-induced geometric and texture effects on the mechanical response of additively manufactured IN625 thin-walled elements. Mater. Sci. Eng. A 2023, 87, 144826. [Google Scholar] [CrossRef]
- Tian, Z.; Zhang, C.; Wang, D.; Liu, D.; Tian, Y. A review on laser powder bed fusion of inconel 625 nickel-based alloy. Appl. Sci. 2019, 10, 81. [Google Scholar] [CrossRef] [Green Version]
- Huang, W.; Li, Y.; Yanjie, R.E.N.; Sun, J.; Xia, Z.; Zhou, L.; Li, C.; Chen, J.; Niu, Y.; Zhao, Y. Effect of scanning speed on the high-temperature oxidation resistance and mechanical properties of Inconel 625 alloys fabricated by selective laser melting. Vacuum 2022, 206, 111447. [Google Scholar] [CrossRef]
- Parida, A.K.; Maity, K. Comparison the machinability of Inconel 718, Inconel 625 and Monel 400 in hot turning operation. Eng. Sci. Technol. Int. J. 2018, 21, 364–370. [Google Scholar] [CrossRef]
- Balbaa, M.; Ghasemi, A.; Fereiduni, E.; Al-Rubaie, K.; Elbestawi, M. Improvement of fatigue performance of laser powder bed fusion fabricated IN625 and IN718 superalloys via shot peening. J. Mater. Process. Technol. 2022, 304, 117571. [Google Scholar] [CrossRef]
- Sitek, R.; Molak, R.; Zdunek, J.; Bazarnik, P.; Wisniewski, P.; Kubiak, K.; Mizera, J. Influence of an aluminizing process on the microstructure and tensile strength of the nickel superalloy IN 718 produced by the Selective Laser Melting. Vacuum 2021, 186, 110041. [Google Scholar] [CrossRef]
- Martin, E.; Natarajan, A.; Kottilingam, S.; Batmaz, R. Binder jetting of “Hard-to-Weld” high gamma prime nickel-based superalloy RENÉ 108. Addit. Manuf. 2021, 39, 101894. [Google Scholar] [CrossRef]
- Chen, L.; Sun, Y.; Li, L.; Ren, X. Microstructural evolution and mechanical properties of selective laser melted a nickel-based superalloy after post treatment. Mater. Sci. Eng. A 2020, 792, 139649. [Google Scholar] [CrossRef]
- Thakare, J.G.; Pandey, C.; Mahapatra, M.M.; Mulik, R.S. Thermal barrier coatings-A state of the art review. Met. Mater. Int. 2021, 27, 1947–1968. [Google Scholar] [CrossRef]
- Ghiaasiaan, R.; Poudel, A.; Ahmad, N.; Gradl, P.R.; Shao, S.; Shhamsaei, N. High temperature tensile and fatigue behaviors of additively manufactured IN625 and IN718. Procedia Struct. Integr. 2022, 38, 581–587. [Google Scholar] [CrossRef]
- Song, Z.; Gao, S.; Wang, Z.; Lan, L.; Hou, J.; He, B. Effects of non-equilibrium microstructures on microstructure evolution and mechanical properties of laser powder bed fusion IN625 Ni-based superalloy during long-term thermal exposure at 700 °C and 750 °C. Mater. Sci. Eng. A 2022, 856, 143883. [Google Scholar] [CrossRef]
- Kreitcberg, A.; Brailovski, V.; Turenne, S. Elevated temperature mechanical behavior of IN625 alloy processed by laser powder-bed fusion. Mater. Sci. Eng. A 2017, 700, 540–553. [Google Scholar] [CrossRef]
- Son, K.T.; Phan, T.Q.; Levine, L.E.; Kim, K.S.; Lee, K.A.; Ahlfors, M.; Kassner, M.E. The creep and fracture properties of additively manufactured inconel 625. Materialia 2021, 15, 101021. [Google Scholar] [CrossRef]
- Xia, W.; Zhao, X.; Yue, Q.; Yue, L.; Wang, J.; Ding, Q.; Bei, H.; Zhang, Z. Formative and controlled mechanisms of nano-sized γ′ precipitates with local phase-transition within dislocation networks of nickel-based single crystal superalloys. Acta Mater. 2021, 206, 116653. [Google Scholar] [CrossRef]
- Zhang, Z.; Liu, Y.; Wang, Z.; Huang, J.; Chen, S.; Ye, Z.; Chen, X.; Yang, J. Influence behavior and mechanism of γ′-or γ′′-precipitated phase types on damage resistance of heterogeneous interface in nickel-based superalloys. J. Alloy Compd. 2022, 924, 166559. [Google Scholar] [CrossRef]
- Sun, B.; Zhang, T.; Song, L.; Zhang, L. Correlation between secondary γ′ and high-temperature tensile behavior of a powder metallurgy nickel-based superalloy EP962NP. Mater. Sci. Eng. A 2023, 866, 144687. [Google Scholar] [CrossRef]
- Lin, Y.C.; Wang, C.Y. Alloying-element dependence of structural, elastic and electronic properties of nickel-based superalloys: Influence of γ′volume fraction. J. Alloy Compd. 2020, 838, 155141. [Google Scholar] [CrossRef]
- Tang, L.; Liang, J.; Cui, C.; Li, J.; Zhou, Y.; Sun, X.; Ding, Y. Precipitation and phase transformation mechanism of additive manufactured Ni-Co base superalloy. Mater. Charact. 2019, 151, 252–259. [Google Scholar] [CrossRef]
- Tang, L.; Liang, J.; Cui, C.; Li, J.; Zhou, Y.; Sun, X.; Ding, Y. Influence of Co content on the microstructures and mechanical properties of a Ni–Co base superalloy made by specific additive manufacturing process. Mater. Sci. Eng. A 2020, 786, 139438. [Google Scholar] [CrossRef]
- Cui, C.Y.; Gu, Y.F.; Ping, D.H.; Harada, H. Phase constituents in Ni–Al–Co–Ti quaternary alloys. Intermetallics 2008, 16, 910–916. [Google Scholar] [CrossRef]
- Kalyanasundaram, V.; De Luca, A.; Wróbel, R.; Tang, J.; Holdsworth, S.R.; Leinenbach, C.; Hosseini, E. Tensile and creep-rupture response of additively manufactured nickel-based superalloy CM247LC. Addit. Manuf. Lett. 2023, 5, 100119. [Google Scholar] [CrossRef]
- Griffiths, S.; Tabasi, H.G.; Ivas, T.; Maeder, X.; Leinenbach, C. Combining alloy and process modification for micro-crack mitigation in an additively manufactured Ni-base superalloy. Addit. Manuf. 2020, 36, 101443. [Google Scholar] [CrossRef]
- Hu, X.A.; Zhao, G.L.; Liu, F.C.; Liu, W.X. Microstructure and mechanical behavior of Inconel 625 alloy processed by selective laser melting at high temperature up to 1000 C. Rare Met. 2020, 39, 1181–1189. [Google Scholar] [CrossRef]
- Cao, Y.; Bai, P.; Liu, F.; Hou, X. Investigation on the precipitates of IN718 alloy fabricated by selective laser melting. Metals 2019, 9, 1128. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.M.; Zhu, R.M.; Liu, H.J.; Ding, Y.T. Evolution of precipitated phase in GH625 alloy during long term aging. Heat Treat. Met. 2017, 42, 94–99. [Google Scholar]
- Ding, Y.T.; Wang, W.; Li, H.F.; Guo, T.B. Thermodynamic calculation of precipitated phases in alloy GH3625. J. Lanzhou Univ. Technol. 2016, 42, 1–5. [Google Scholar]
- Mathew, M.D.; Palanichamy, P.; Rao, K. Microstructural changes in alloy 625 during high temperature creep. Mater. Charact. 2008, 59, 508–513. [Google Scholar] [CrossRef]
- Di, X.; Xing, X.; Wang, B. Nucleation and coarsening mechanism of δ phase in Inconel 625 deposited metal. Acta Met. Sin 2014, 50, 323–328. [Google Scholar]
- Xu, J.; Gruber, H.; Peng, R.L.; Moverare, J. A novel γ′-strengthened nickel-based superalloy for laser powder bed fusion. Materials 2020, 13, 4930. [Google Scholar] [CrossRef] [PubMed]
- Hariharan, A.; Lu, L.; Risse, J.; Kostka, A.; Raabe, D. Misorientation-dependent solute enrichment at interfaces and its contribution to defect formation mechanisms during laser additive manufacturing of superalloys. Phys. Rev. Mater. 2019, 3, 123602. [Google Scholar] [CrossRef]
- Zhou, S.; Hu, M.; Li, C.; Guo, Q.; Yu, L.; Ding, H.; Liu, Y. Microstructure-performance relationships in Ni-based superalloy with coprecipitation of γ′ and γ″ phases. Mater. Sci. Eng. A 2022, 855, 143954. [Google Scholar] [CrossRef]
- Tang, Y.T.; Panwisawas, C.; Ghoussoub, J.N.; Gong, Y.; Reed, R.C. Alloys-by-design: Application to new superalloys for additive manufacturing. Acta Mater. 2021, 202, 417–436. [Google Scholar] [CrossRef]
- Gao, Y.B.; Ding, Y.T.; Meng, B.; Ma, Y.J.; Chen, J.J.; Xu, J.Y. Research progress in evolution of precipitated phases in Inconel 625 superalloy. J. Mater. Eng. 2020, 48, 13–22. [Google Scholar]
- Kishore, K.; Kushwaha, S.; Teja, K.S.P.; Chandan, A.K.; Mukherjee, M.; Adhikary, M.; Kumar, A. Sigma phase embrittlement-induced failures of heat-resistant stainless steel traveling grate links. Eng. Fail. Anal. 2023, 144, 106979. [Google Scholar] [CrossRef]
- Gao, Y.; Zhang, D.; Cao, M.; Chen, R.; Feng, Z.; Schleifenbaum, J.H.; Ziegler, S. Effect of δ phase on high temperature mechanical performances of Inconel 718 fabricated with SLM process. Mater. Sci. Eng. A 2019, 767, 138327. [Google Scholar] [CrossRef]
- Marchese, G.; Lorusso, M.; Parizia, S.; Bassini, E.; Biamino, S. Influence of heat treatments on microstructure evolution and mechanical properties of Inconel 625 processed by laser powder bed fusion. Mater. Sci. Eng. A 2018, 729, 64–75. [Google Scholar] [CrossRef]
- Hu, Y.; Lin, X.; Li, Y.; Zhang, Q.; Chen, W.; Li, W.; Huang, W. Influence of heat treatments on the microstructure and mechanical properties of Inconel 625 fabricated by directed energy deposition. Mater. Sci. Eng. A 2021, 817, 141309. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mo | Ti | Al | Cr | Nb | Co | Fe | Ni | |
|---|---|---|---|---|---|---|---|---|
| IN625 | 9.17 | 0.034 | 0.025 | 21.75 | 3.8 | 0.025 | 0.32 | Bal. |
| 1#:Co/TiAl = 1.25 | 8.27 | 2.20 | 2.20 | 19.61 | 3.43 | 5.5 | 0.288 | Bal. |
| 2#:Co/TiAl = 1.55 | 8.14 | 2.20 | 2.20 | 19.31 | 3.37 | 6.82 | 0.284 | Bal. |
| 3#:Co/TiAl = 1.85 | 8.02 | 2.20 | 2.20 | 19.02 | 3.32 | 8.14 | 0.28 | Bal. |
| RT | 850 °C | |||||
|---|---|---|---|---|---|---|
| UTS (MPa) | YS (MPa) | EL (%) | UTS (MPa) | YS (MPa) | EL (%) | |
| IN625 | 898 | 608 | 27.5 | 338 | 320 | 17.9 |
| 1# | 1070 | 880 | 10.8 | 630 | 554 | 10.4 |
| 2# | 1206 | 1050 | 8.1 | 735 | 665 | 11.3 |
| 3# | 1138 | 918 | 11.3 | 621 | 540 | 9.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, T.; Wu, W.; Lei, Y.; Chen, P.; Liu, H.; Zhao, L.; Qiu, C. Effect of Co/TiAl on Mechanical Properties of Laser Melted IN 625 on 304SS Matrix. Coatings 2023, 13, 768. https://doi.org/10.3390/coatings13040768
Yang T, Wu W, Lei Y, Chen P, Liu H, Zhao L, Qiu C. Effect of Co/TiAl on Mechanical Properties of Laser Melted IN 625 on 304SS Matrix. Coatings. 2023; 13(4):768. https://doi.org/10.3390/coatings13040768
Chicago/Turabian StyleYang, Tong, Wenxing Wu, Yuantao Lei, Pinghu Chen, Hao Liu, Li Zhao, and Changjun Qiu. 2023. "Effect of Co/TiAl on Mechanical Properties of Laser Melted IN 625 on 304SS Matrix" Coatings 13, no. 4: 768. https://doi.org/10.3390/coatings13040768