
Thermo-Mechanical Coupling Numerical Simulation for Extreme High-Speed Laser Cladding of Chrome-Iron Alloy


Abstract
:1. Introduction
2. Materials and Methods
3. Finite Element Simulation
3.1. The Control Equation and Boundary Conditions
3.2. Heat Source Model
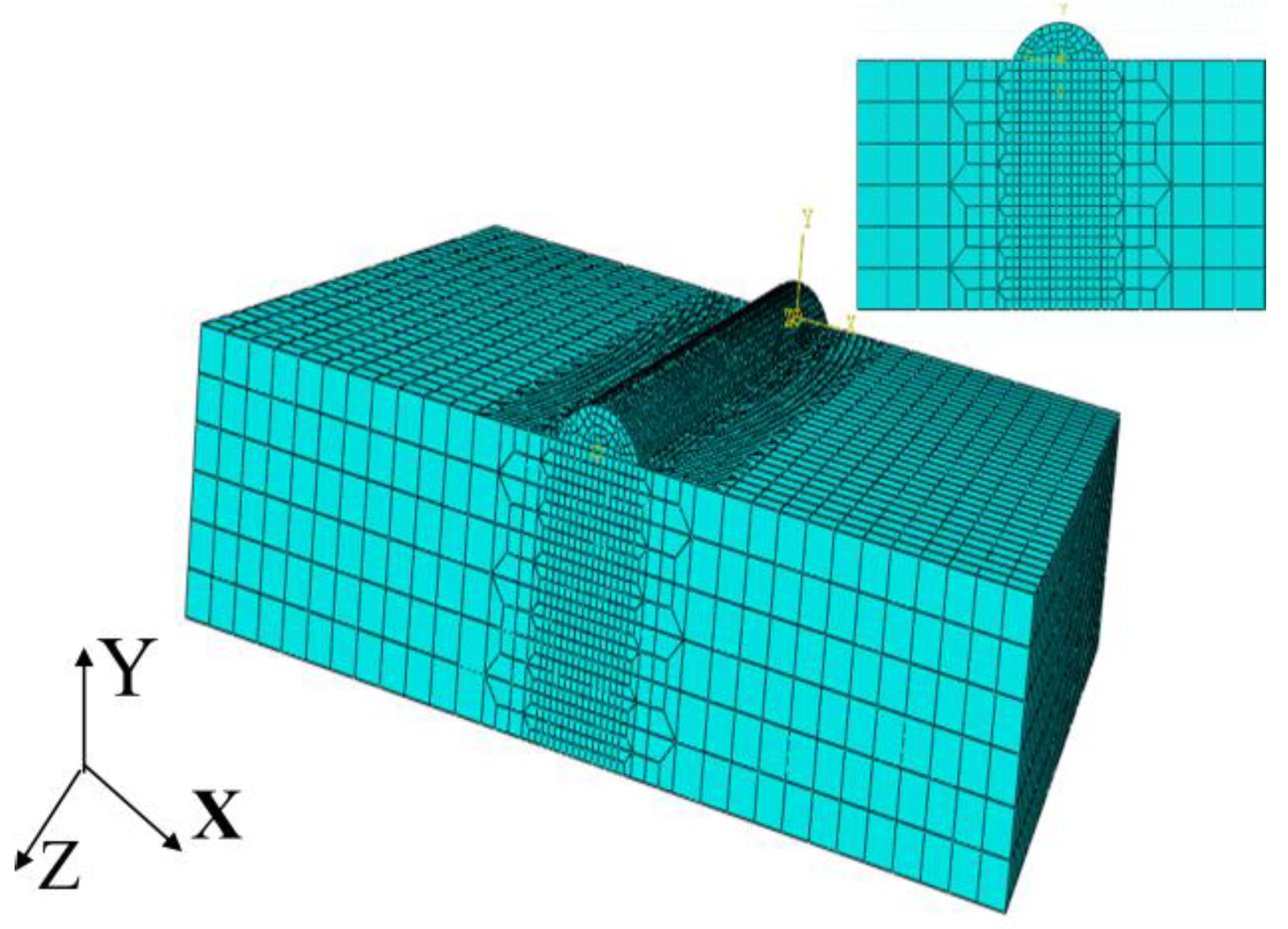
3.3. Finite Element Model
3.4. Material Parameter Model
4. Results and Discussion
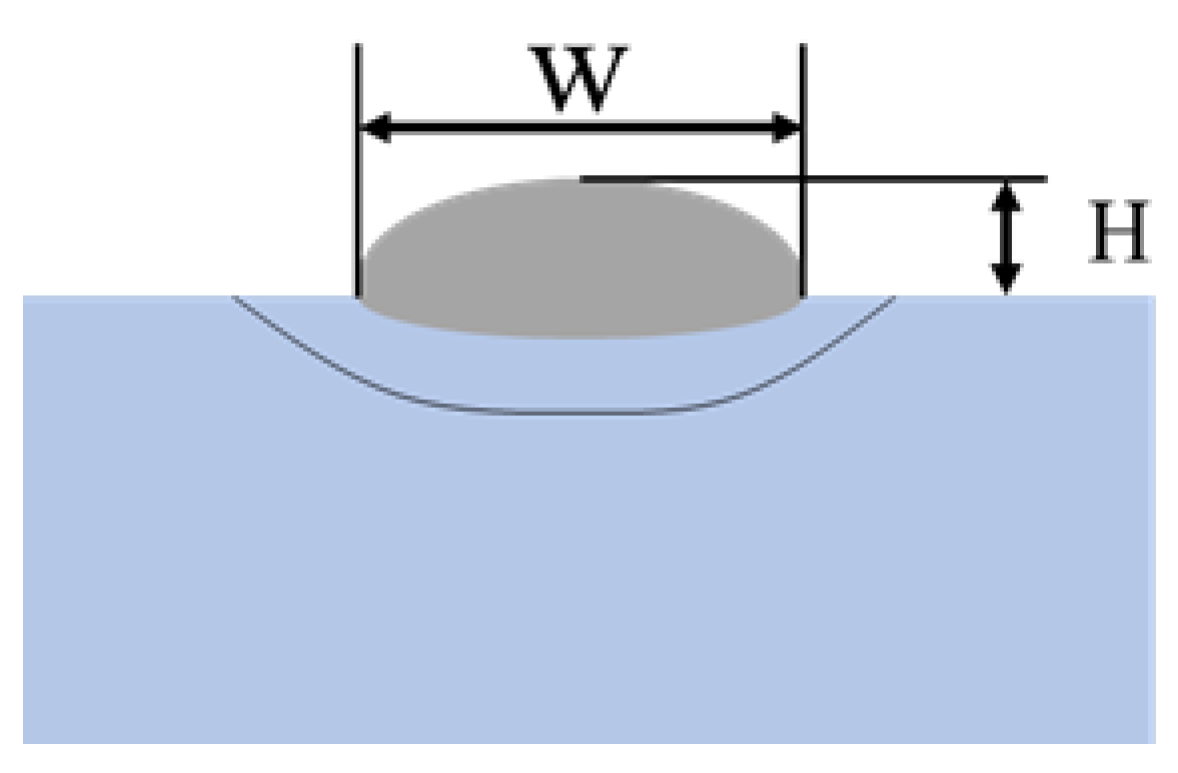
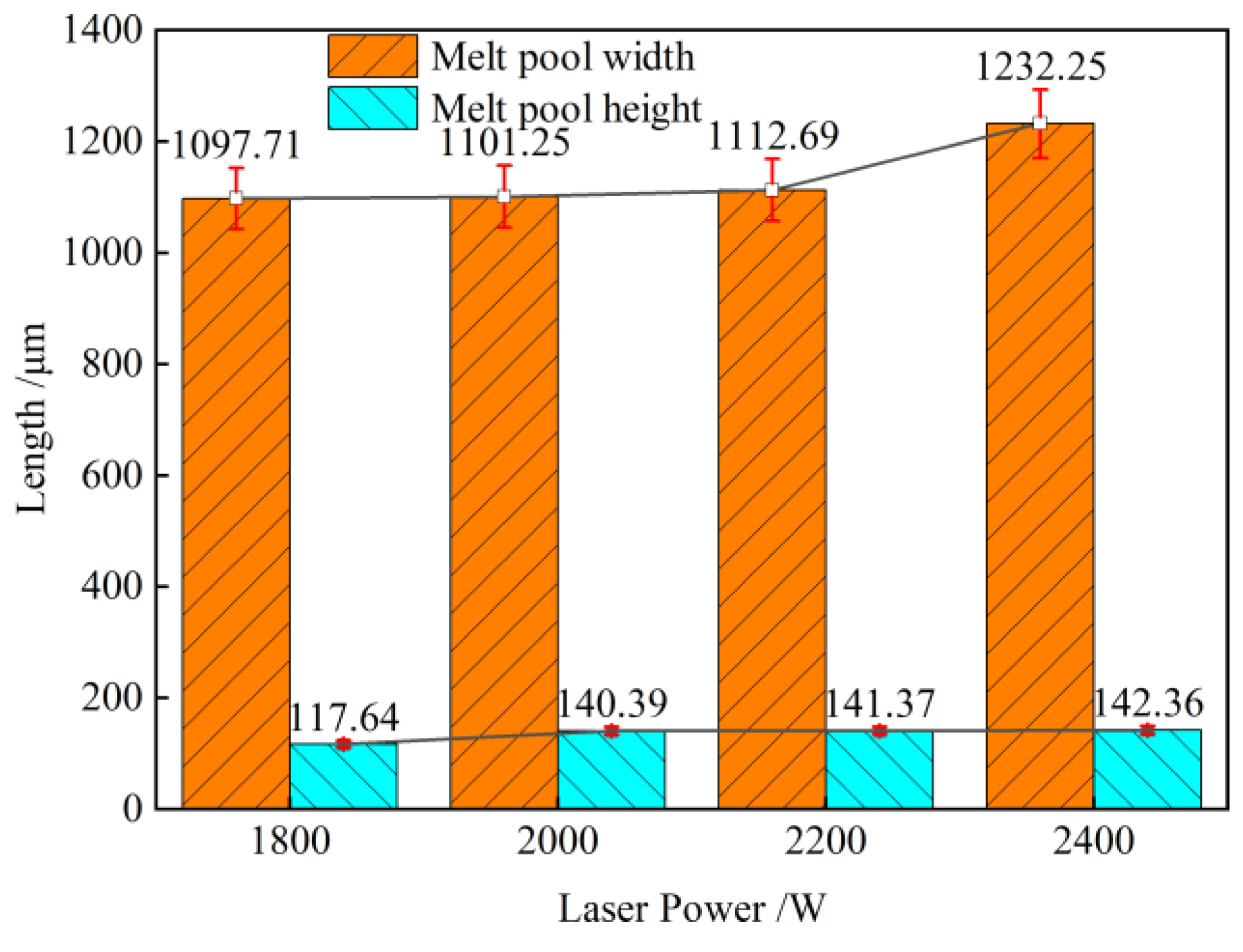
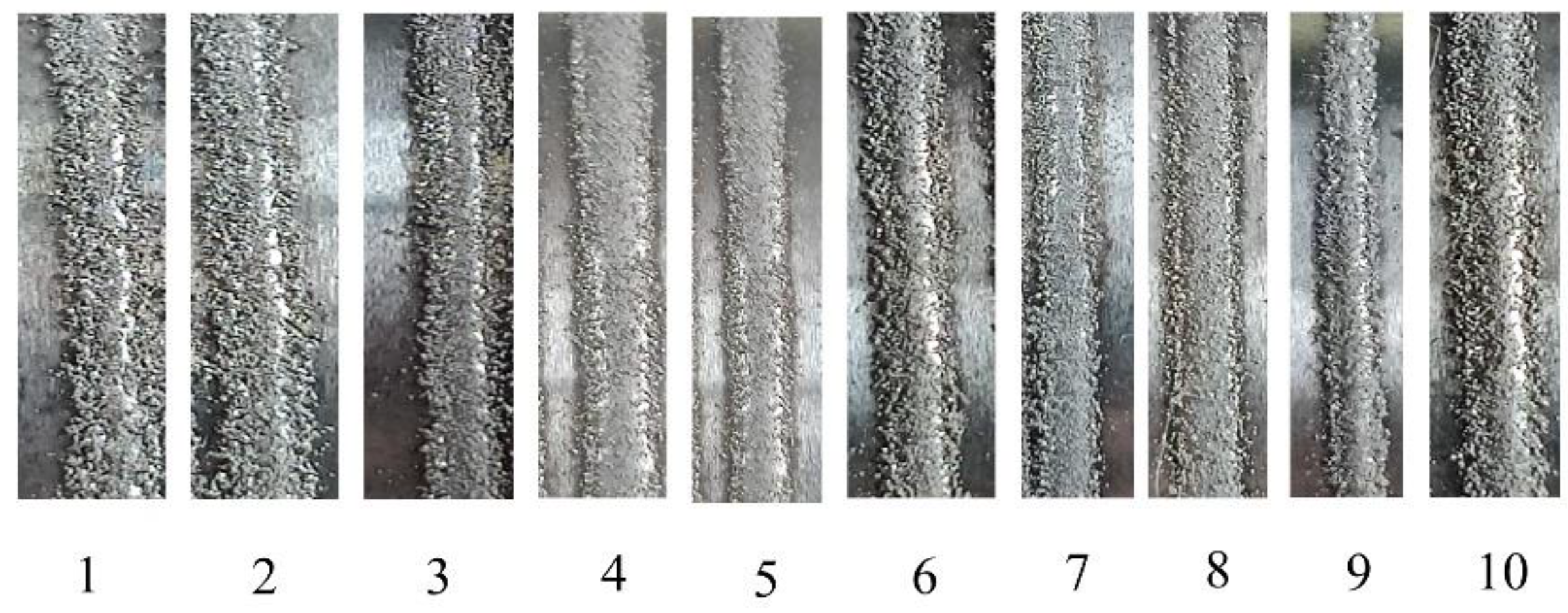
4.1. The Influence of the Process Parameters on the Macro-Shape of the Coating Layer
4.2. Temperature Field Numerical Simulation and Verification
4.3. The Influence of the Cooling Rate and Temperature Gradient on the Coating Structure
4.4. Stress Field Simulation Analysis and Prediction
5. Conclusions
- (1)
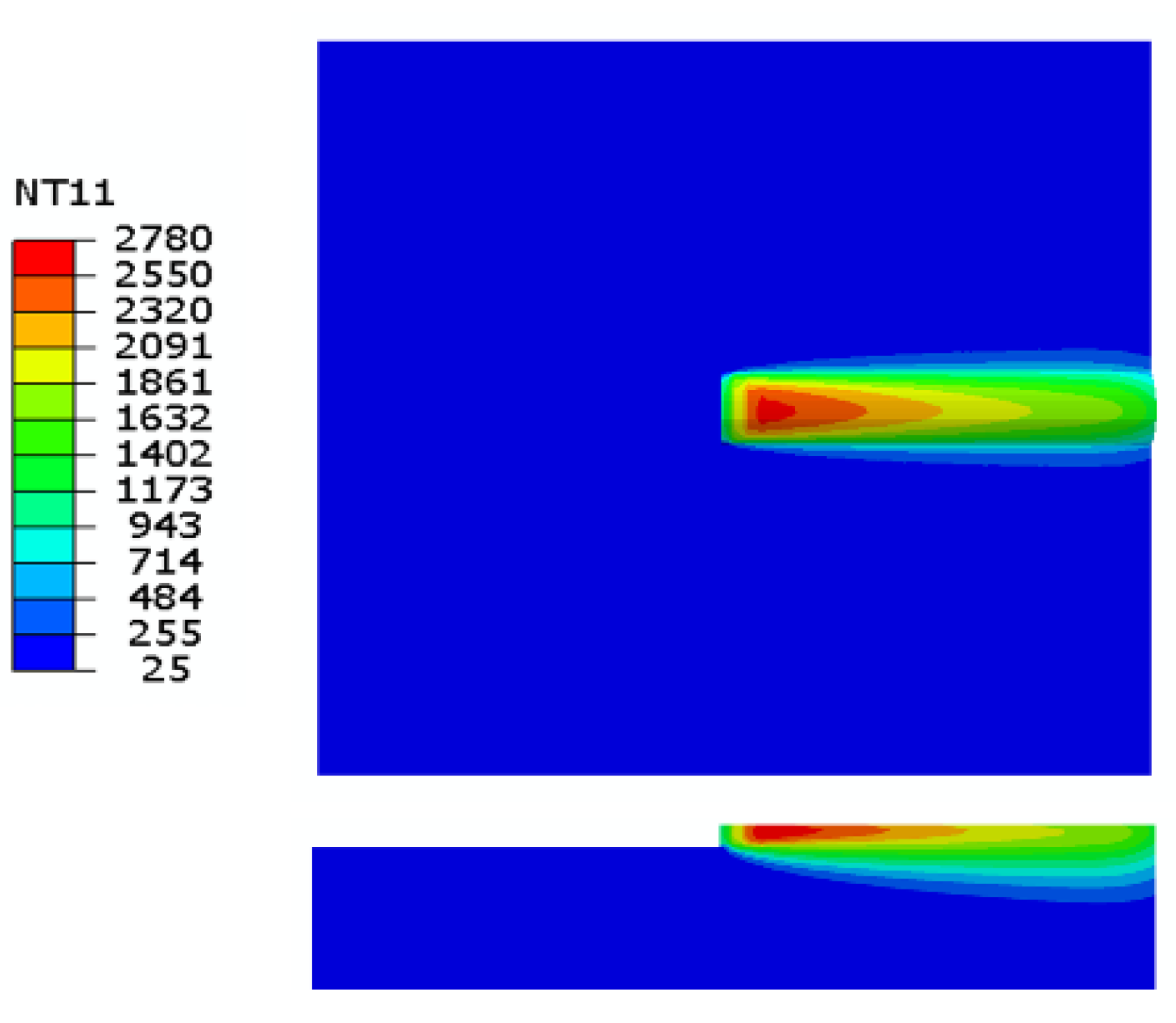
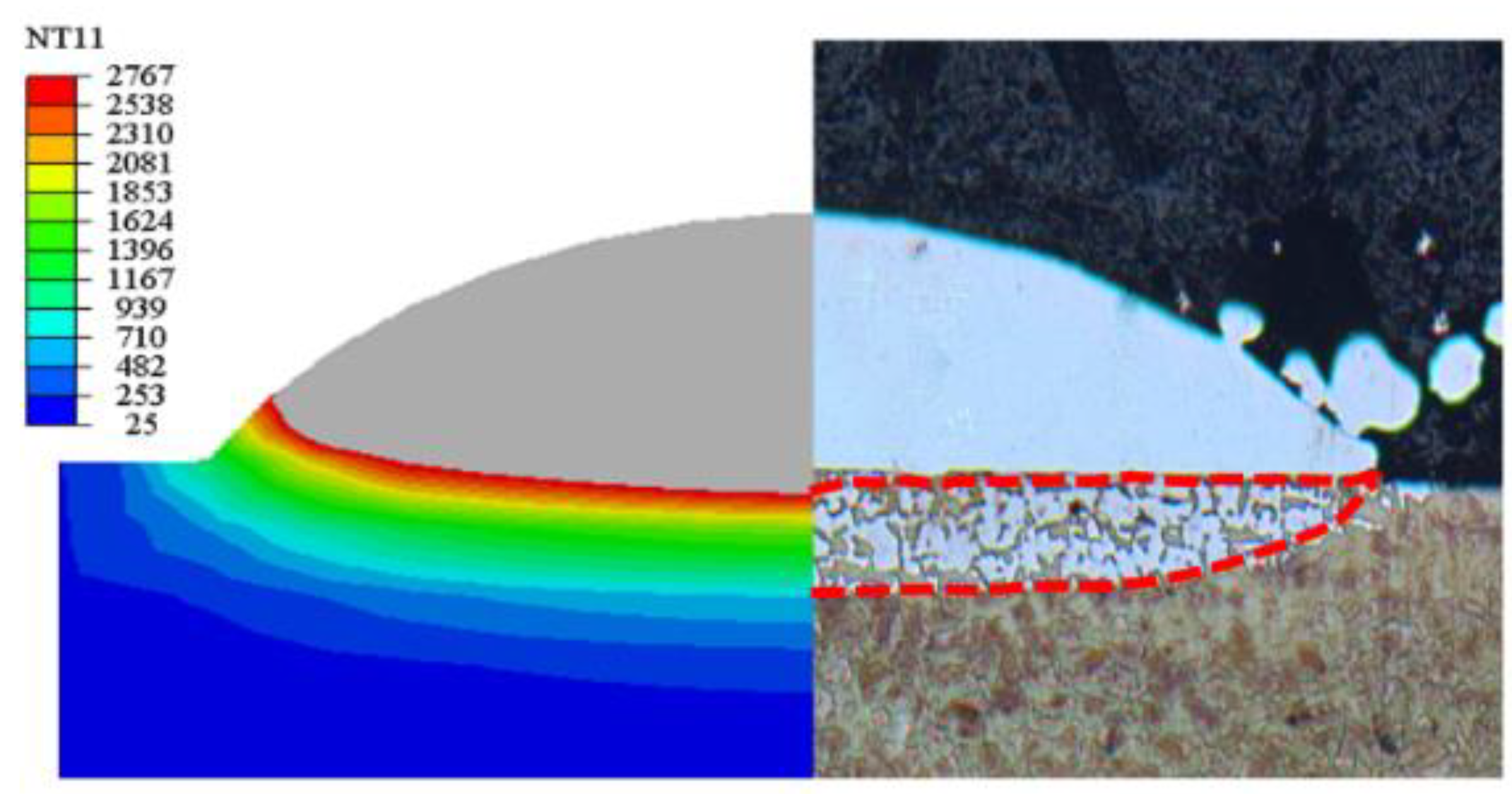
- Abaqus finite element software was used to create a numerical model for extreme high-speed laser cladding based on a composite heat source and the live-dead cell approach. An analysis of the effects of the laser power and the cladding speed on the cladding section size and surface morphology was performed after a 431 stainless steel coating was clad onto a 45 steel shaft. A laser power of 2400 W, a cladding speed of 20 m/min, and a powder feeding rate of 20.32 g/min were chosen as the ideal process parameters for numerical simulation computation. The maximum temperature of the melt pool was calculated to be 2780 °C using this parameter and was found by a temperature field calculation. The numerical model was shown to be accurate, as the predicted size and heat effect zone of the melt pool were in good agreement with the experimental data.
- (2)
- The influence of different process parameters on the melt pool size was also analyzed. The laser power and the powder feed rate were found to be positively correlated to the melt pool’s width and height, while the laser cladding rate was found to be negatively correlated to the melt pool’s width and height.
- (3)
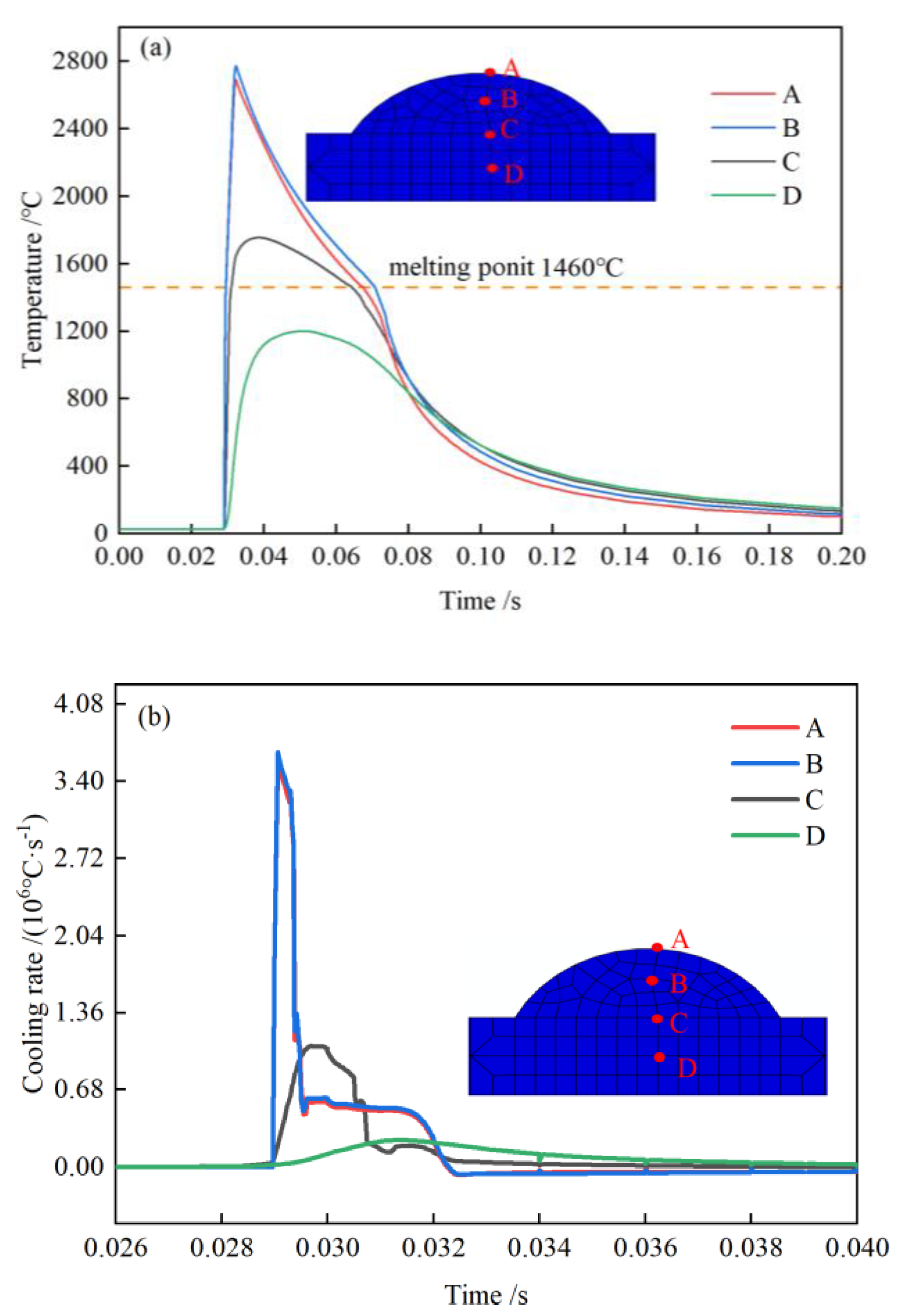
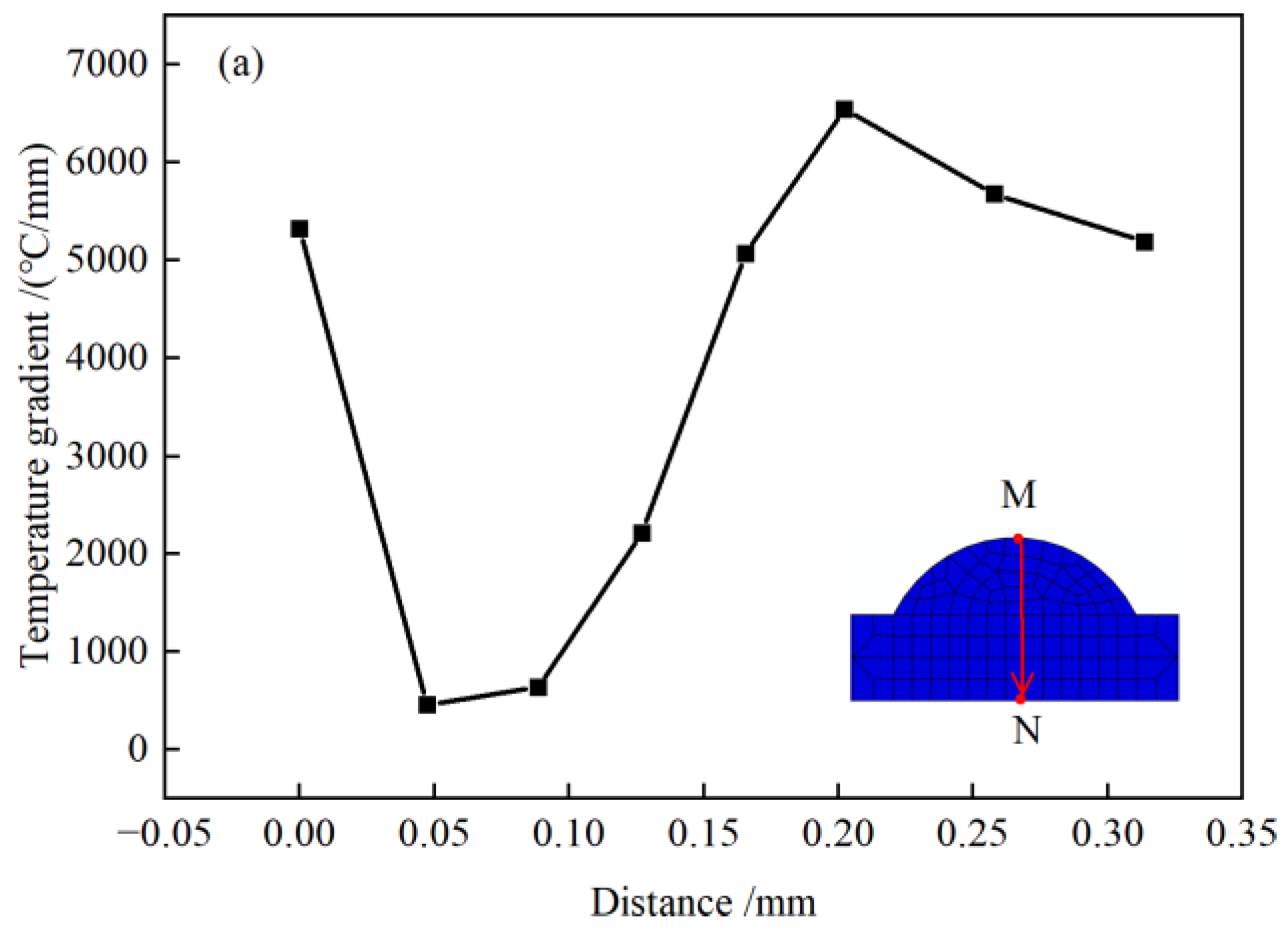
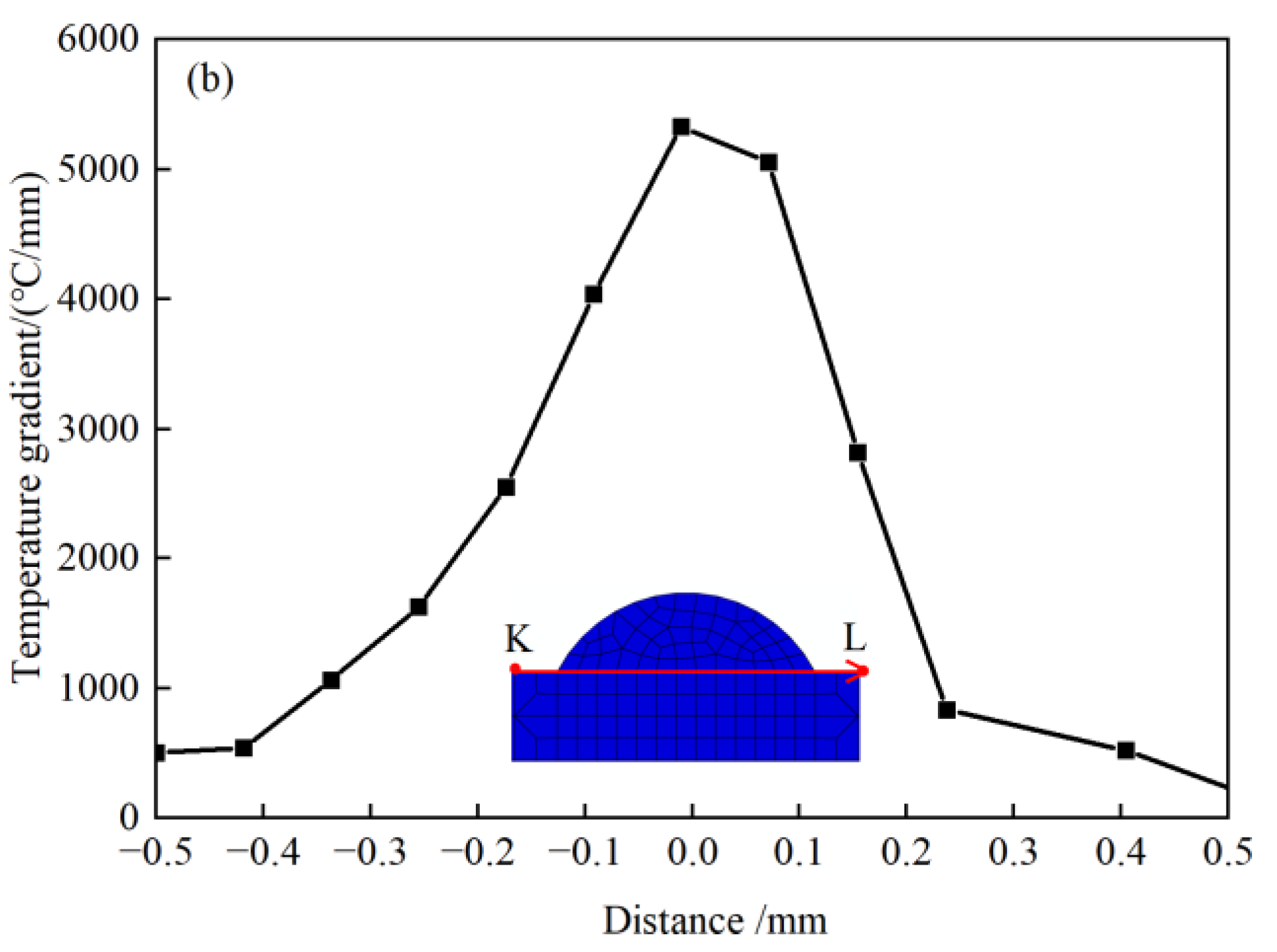
- To examine the cladding section’s microstructure, a numerical simulation of the temperature gradient and the cooling rate was performed. The microstructure of the clad layer varied depending on its location: at the top, the cooling rate was highest, the temperature gradient was largest, and the clad layer’s dendrite crystals were chaotic and fine; in the middle, the cooling rate was highest, the temperature gradient was smaller, and the clad layer’s dendrite crystals were coarse and long.
- (4)
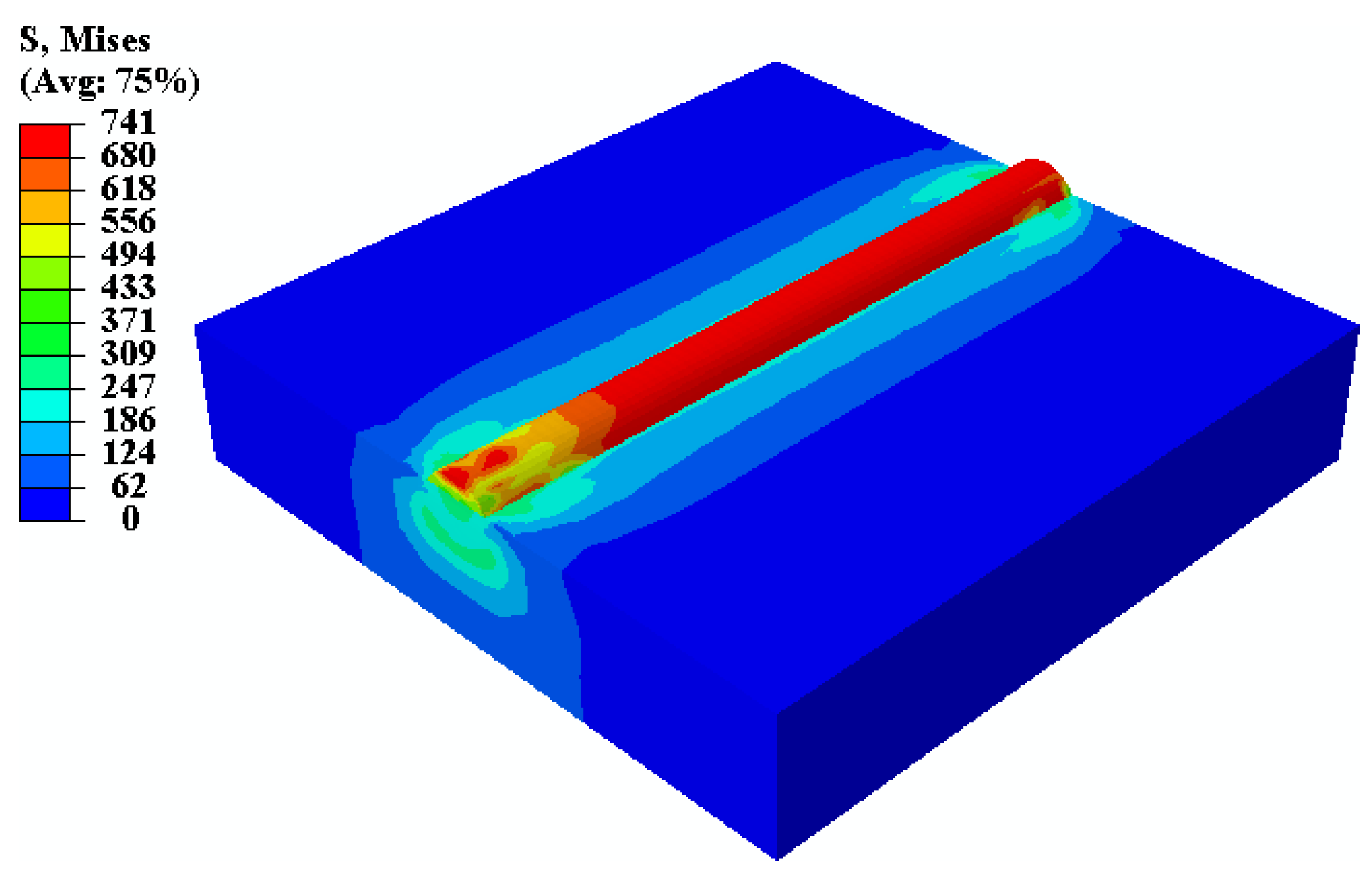
- Cladding layer residual stress curve analysis was also performed. There was a lot of tension at the coating–substrate interface, more tension on the clad layer’s surface than in its interior, and a lot of tension in the coating itself. The clad layer’s residual stress was found to have mostly originated in the laser’s scanning direction.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cao, W.; Li, Y.; Wang, Z. Study on Microstructure and Properties of Wear-resistant Coating on 45Steel Surface by Laser Cladding. Appl. Laser 2022, 42, 41–47. [Google Scholar]
- Findik, F. Structural materials, fire and protection. Herit. Sustain. Dev. 2022, 4, 134–144. [Google Scholar] [CrossRef]
- Chen, J.; Li, X.; Xue, Y. Friction and Wear Properties of Laser Cladding Fe901 Alloy Coating on 45 Steel Surface. Chin. J. Lasers 2019, 46, 0502001. [Google Scholar] [CrossRef]
- Findik, F. Laser cladding and applications. Sustain. Eng. Innov. 2023, 5, 1–14. [Google Scholar] [CrossRef]
- Imamović, A.; Žuna, Š.; Mulaosmanović, E.; Alibašić, Z.; Kosec, B. Comparison of mechanical and microstructure properties of tungsten alloys for special purposes. Sustain. Eng. Innov. 2022, 4, 191–197. [Google Scholar] [CrossRef]
- Hu, Z.; Li, Y.; Liu, J.; Cai, L.; Tan, N. Research Progress of Ultra-High-Speed Laser Cladding Coating Forming and Key Properties. Laser Optoelectron. Prog. 2023, 60, 0100003. [Google Scholar] [CrossRef]
- Stephan, K.; Holzer, A.; Megahed, S.; Ziegler, S.; Schleifenbaum, J.H.; Schmitz, K. Investigation of the coating of hydrodynamic plain bearing contact surfaces by means of Extreme High-Speed Laser Material Deposition (EHLA). In Proceedings of the 19th Drive Train Technology Conference (ATK 2021), Aachen, Germany, 9–11 March 2021; Volume 1097. [Google Scholar]
- Ge, T.; Chen, L.; Gu, P.; Ren, X.; Chen, X. Microstructure and corrosion resistance of TiC/Inconel 625 composite coatings by extreme high speed laser cladding. Opt. Laser Technol. 2022, 150, 107919. [Google Scholar] [CrossRef]
- Schaible, J.; Sayk, L.; Schopphoven, T.; Schleifenbaum, J.H.; Häfner, C. Development of a high-speed laser material deposition process for additive manufacturing. J. Laser Appl. 2021, 33, 12021. [Google Scholar] [CrossRef]
- Schopphoven, T.; Gasser, A.; Wissenbach, K.; Poprawe, R. Investigations on ultra-high-speed laser material deposition as alternative for hard chrome plating and thermal spraying. J. Laser Appl. 2016, 28, 022501. [Google Scholar] [CrossRef]
- Marimuthu, P.; Durakovic, B.; Kunda, S.R. Modelling the effect of feed rate on residual stresses induced due to milling using experimental and numerical methods. Period. Eng. Nat. Sci. (PEN) 2021, 9, 76–81. [Google Scholar] [CrossRef]
- Li, L.; Shen, F.; Zhou, Y.; Tao, W.; Wang, W.; Wang, S. Comparison of Microstructure and Corrosion Resistance of 431 Stainless Steel Coatings Prepared by Extreme High-Speed Laser Cladding and Conventional Laser Cladding. Chin. J. Lasers 2019, 46, 1002010. [Google Scholar] [CrossRef]
- Wang, H.; Cheng, Y.; Geng, R.; Wang, B.; Chen, Y.; Liang, X. Comparative study on microstructure and properties of Fe-based amorphous coatings prepared by conventional and high-speed laser cladding. J. Alloys Compd. 2023, 952, 169842. [Google Scholar] [CrossRef]
- Zheng, H.; Wang, M.; Qiao, P.; Ge, X.; Wang, X. M2 Coatings Formed by Extreme High Speed Laser Cladding. China Surf. Eng. 2022, 35, 191–202. [Google Scholar] [CrossRef]
- Lou, L.; Zhang, Y.; Li, C.X.; Li, C.J.; Tian, H.; Tantai, F. Microstructure and surface morphology evolution of FeCr alloy thin coatings deposited by ultra-high speed laser cladding with low laser power. J. Yanshan Univ. 2020, 44, 116–124. [Google Scholar] [CrossRef]
- Ding, Y.; Bi, W.; Zhong, C.; Wu, T.; Gui, W. A Comparative Study on Microstructure and Properties of Ultra-High-Speed Laser Cladding and Traditional Laser Cladding of Inconel625 Coatings. Materials 2022, 15, 6400. [Google Scholar] [CrossRef]
- Li, T.; Zhang, L.; Chen, G.; Schopphoven, T.; Gasser, A.; Poprawe, R. Eigenstrain reconstruction of residual stress and its application in extreme high-speed laser material deposition. J. Manuf. Process. 2023, 85, 1054–1065. [Google Scholar] [CrossRef]
- Li, T.; Zhang, L.; Chen, G.; Pirch, N.; Schopphoven, T.; Gasser, A.; Poprawe, R. A combined heat source model for the prediction of residual stress post extreme high-speed laser material deposition. J. Manuf. Process. 2022, 78, 265–277. [Google Scholar] [CrossRef]
- Li, R.; Jin, Y.; Li, Z.; Zhu, Y.; Wu, M. Effect of the remelting scanning speed on the amorphous forming ability of Ni-based alloy using laser cladding plus a laser remelting process. Surf. Coat. Technol. 2014, 259, 725–731. [Google Scholar] [CrossRef]
- Shen, F.; Tao, W.; Li, L.; Zhou, Y.; Wang, W.; Wang, S. Effect of microstructure on the corrosion resistance of coatings by extreme high speed laser cladding. Appl. Surf. Sci. 2020, 517, 146085. [Google Scholar] [CrossRef]
- Guo, W.; Jian, H.; Chai, R. Numerical Simulation and Verification of Laser Cladding on 27SiMn Steel Surface. Hot Work. Technol. 2016, 45, 1–6. [Google Scholar]
- Walker, T.; Bennett, C.; Lee, T.; Clare, A. A validated analytical-numerical modelling strategy to predict residual stresses in single-track laser deposited IN718. Int. J. Mech. Sci. 2018, 151, 609–621. [Google Scholar] [CrossRef]
- Schaible, J.; Hausch, D.; Schopphoven, T.; Häfner, C. Deposition strategies for generating cuboid volumes using extreme high-speed directed energy deposition. J. Laser Appl. 2022, 34, 42034. [Google Scholar] [CrossRef]
- Gong, X.; Wang, J.; Feng, H. Lateral powder transport model with Gaussian distribution in laser cladding. Int. J. Adv. Manuf. Technol. 2019, 102, 3747–3756. [Google Scholar] [CrossRef]
- Jian, Z.; Jin-chao, Z.; Xiao-ming, P.; Yu, C.; Ai-xin, F. Coupling Rules Between Broadband Beam and Coaxial Powder Flow and Forming Characteristics of Cladding. China Surf. Eng. 2017, 30, 141–149. [Google Scholar]
- Lian, G.F.; Yao, M.P.; Chen, C.R. Control of the Quality and Efficiency of Multi-track Overlapping Laser Cladding. Surf. Technol. 2018, 47, 229–239. [Google Scholar]
- Li, D.; Zhang, J.; Meng, P.; Yang, L. Forming Characteristics of Ni+20% Cr_3C_2Coating by Laser Cladding. Appl. Laser 2021, 41, 447–453. [Google Scholar]
- Lanyun, Q.; Lili, X.; Guang, Y.; Qi, L.; Wei, W. Correlations of Thermal Accumulation and Melt Pool Geometry during Laser Deposition Manufacturing of Titanium Alloy. Rare Met. Mater. Eng. 2017, 46, 2645–2650. [Google Scholar]
- Liu, H.; Li, M.; Qin, X.; Huang, S.; Hong, F. Numerical simulation and experimental analysis of wide-beam laser cladding. Int. J. Adv. Manuf. Technol. 2019, 100, 237–249. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.D.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Raghavan, A.; Wei, H.L.; Palmer, T.A.; DebRoy, T. Heat transfer and fluid flow in additive manufacturing. J. Laser Appl. 2013, 25, 052006. [Google Scholar] [CrossRef]
- Xie, L.Y.; Shi, W.Q.; Wu, T. Numerical Simulation of Temperature Field and Stress Field of Laser Cladding on Curved Substrate Workpiece. Surf. Technol. 2022, 51, 296–303. [Google Scholar]
- Zhang, T.; Zhang, Q.; Yao, B.; Li, B. Numerical Simulation of Temperature Field and Stress Field of Ni-Based Laser Cladding Layer on TC4 Surface. Laser Optoelectron. 2021, 58, 220–228. [Google Scholar] [CrossRef]
- Zhang, T.; Sun, R. Finite element analysis of crack in laser clad Ni60 coating on TC4 surface. Heat Treat. Met. 2018, 43, 190–194. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | C | Cr | Mn | Ni | Si | P | Fe |
|---|---|---|---|---|---|---|---|
| 431 | 0.19 | 17.19 | 0.81 | 1.36 | 0.92 | 0.04 | Bal |
| 45 | 0.42 | 0.25 | 0.72 | 0.35 | 0.03 | 0.03 | Bal |
| Experiment No. | Laser Power/W | Cladding Speed/(m/min) | Powder Feeding Rate/(g/min) |
|---|---|---|---|
| 1 | 1800 | 20 | 20.32 |
| 2 | 2000 | 20 | 20.32 |
| 3 | 2200 | 20 | 20.32 |
| 4 | 2400 | 20 | 20.32 |
| 5 | 2400 | 15 | 20.32 |
| 6 | 2400 | 25 | 20.32 |
| 7 | 2400 | 30 | 20.32 |
| 8 | 2400 | 20 | 16.54 |
| 9 | 2400 | 20 | 30.36 |
| 10 | 2400 | 20 | 35.79 |
| Temperature /°C | Specific Heat Capacity /(J·kg/°C) | Thermal Conductivity /(W·m/°C) | Density /(g/cm3) | Elastic Modulus /GPa | Expansion Coefficient /10−6/°C | Poisson’s Ratio |
|---|---|---|---|---|---|---|
| 25 | 457.62 | 17.29 | 7.74 | 196.35 | 17.56 | 0.29 |
| 300 | 539.35 | 20.35 | 7.62 | 177.32 | 18.28 | 0.31 |
| 600 | 667.48 | 23.69 | 7.49 | 151.56 | 19.12 | 0.34 |
| 900 | 681.76 | 26.97 | 7.35 | 121.48 | 20.92 | 0.34 |
| 1200 | 754.57 | 30.35 | 7.19 | 87.97 | 21.51 | 0.37 |
| 1300 | 855.98 | 31.48 | 7.14 | 72.34 | 21.92 | 0.39 |
| 1400 | 1054.31 | 32.36 | 7.07 | 35.35 | 23.02 | 0.39 |
| 1450 | 1948.47 | 32.39 | 7.02 | 15.67 | 24.10 | 0.42 |
| Temperature /°C | Specific Heat Capacity /(J·kg/°C) | Thermal Conductivity /(W·m/°C) | Density /(g/cm3) | Elastic Modulus /GPa | Expansion Coefficient /10−6/°C | Poisson’s Ratio |
|---|---|---|---|---|---|---|
| 25 | 453.63 | 16.94 | 8.04 | 210.32 | 8.26 | 0.29 |
| 200 | 498.52 | 19.03 | 7.93 | 199.68 | 9.35 | 0.33 |
| 400 | 535.98 | 21.41 | 7.82 | 165.42 | 10.51 | 0.33 |
| 600 | 567.76 | 23.8 | 7.71 | 147.65 | 11.87 | 0.35 |
| 800 | 598.13 | 26.18 | 7.60 | 128.53 | 14.85 | 0.37 |
| 1000 | 629.98 | 28.56 | 7.49 | 108.98 | 14.96 | 0.42 |
| 1200 | 661.31 | 30.94 | 7.39 | 88.62 | 14.95 | 0.42 |
| 1400 | 698.64 | 33.33 | 7.29 | 67.75 | 15.04 | 0.42 |
| Point | A | B | C |
| Temperature gradient G/(°C/mm) | 1.63 × 103 | 5.36 × 103 | 8.72 × 103 |
| Cooling rate V/(°C/s) | 2.12 × 104 | 2.67 × 104 | 3.68 × 104 |
| Shape control factor K/(°C/(mm2·s)) | 125.33 | 1076.01 | 2066.26 |
| Growth rate R/(mm/s) | 1.30 | 4.98 | 1.42 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nian, L.; Wang, M.; Ge, X.; Wang, X.; Xu, Y. Thermo-Mechanical Coupling Numerical Simulation for Extreme High-Speed Laser Cladding of Chrome-Iron Alloy. Coatings 2023, 13, 879. https://doi.org/10.3390/coatings13050879
Nian L, Wang M, Ge X, Wang X, Xu Y. Thermo-Mechanical Coupling Numerical Simulation for Extreme High-Speed Laser Cladding of Chrome-Iron Alloy. Coatings. 2023; 13(5):879. https://doi.org/10.3390/coatings13050879
Chicago/Turabian StyleNian, Liangxiao, Miaohui Wang, Xueyuan Ge, Xin Wang, and Yifei Xu. 2023. "Thermo-Mechanical Coupling Numerical Simulation for Extreme High-Speed Laser Cladding of Chrome-Iron Alloy" Coatings 13, no. 5: 879. https://doi.org/10.3390/coatings13050879
APA StyleNian, L., Wang, M., Ge, X., Wang, X., & Xu, Y. (2023). Thermo-Mechanical Coupling Numerical Simulation for Extreme High-Speed Laser Cladding of Chrome-Iron Alloy. Coatings, 13(5), 879. https://doi.org/10.3390/coatings13050879