
Hot Corrosion Behavior of Co–Al–W Superalloys with Si Additions



Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Hot Corrosion Kinetics
3.2. XRD Spectrum
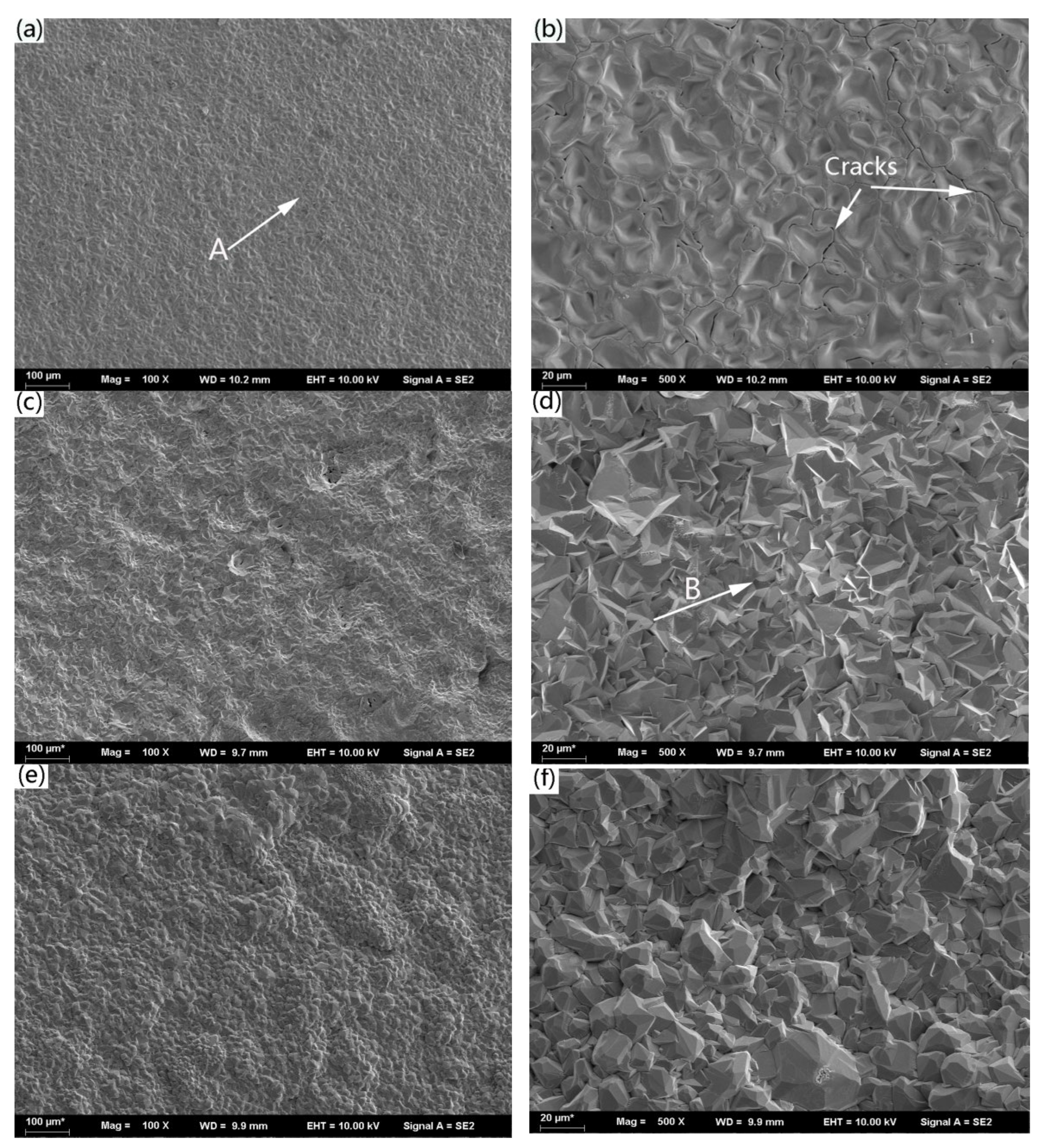
3.3. Surfae Morphologies
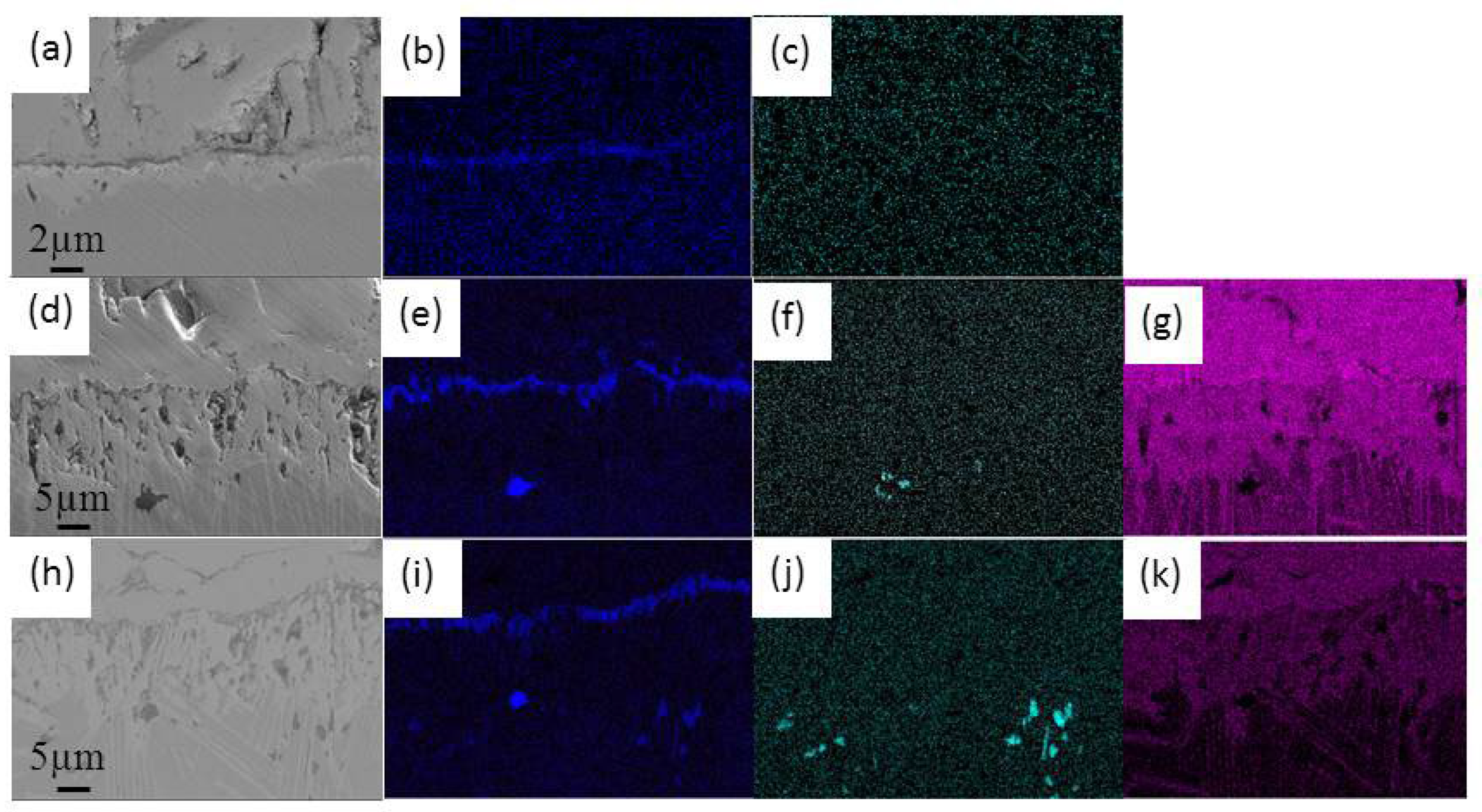
3.4. Cross-Section Morphologies
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ma, L.N.; Wang, T.Y.; Zhang, Z. Influence of Short-time Oxidation on Corrosion Properties of Directionally Solidified Superalloys with Different Orientations. J. Mater. Eng. 2016, 44, 78–87. [Google Scholar]
- Sung, J.K.; Hong, G.S.; Kim, W.Y.; Kim, M.S.; Chiba, A. Mechanical Property of Single Phase Co-Ni-Cr-Mo Based Superalloy Produced by Cold Working and Recrystallization Heat Treatment. Mater. Sci. Forum. 2004, 449–452, 573–576. [Google Scholar] [CrossRef]
- Klein, L.; Killian, M.S.; Virtanen, S. The effect of nickel and silicon addition on some oxidation properties of novel Co-based high temperature alloys. Corros. Sci. 2013, 69, 43–49. [Google Scholar] [CrossRef]
- Yang, L.; Bo, C.; Junwei, W.; Zhiping, W.; Wensheng, L. Corrosion Behavior of Cr, Fe and Ni Based Superalloy in Molten NaCl. Rare Metal. Mat. Eng. 2014, 43, 17–23. [Google Scholar] [CrossRef]
- Hongfang, M.; Ming, Z.; Yunmiao, Z. Corrosion behavior of two kinds of alloys in chloride molten salts. Mater. Rev. 2014, 28, 109–113. [Google Scholar]
- Huang, Q.Y.; Li, H.K. High Temperature Alloy; Metallurgical Industry Press: Beijing, China, 2000; pp. 100–133. [Google Scholar]
- Zhu, R.; Guo, M.J.; Zuo, Y. A study of the mechanism of internal sulfidation-internal oxidation during hot corrosion of Ni-base alloys. Oxid. Met. 1987, 27, 253–265. [Google Scholar]
- Kameswa, S.R. The role of NaCl in the hot-corrosion behavior of nimonicalloy 90. Oxid. Met. 1986, 26, 33–44. [Google Scholar] [CrossRef]
- Cui, H.; Zhang, J.; Murata, Y. Hot corrosion behavior of Ni-based superalloys with higher Cr contents—Part II. mechanism of hot corrosion behavior. J. Univ. Sci. Technol. B 1996, 3, 91. [Google Scholar]
- Klein, L.; Virtanen, S. Corrosion properties of novel γ′-strengthened Co-base superalloys. Corros. Sci. 2013, 66, 233–241. [Google Scholar] [CrossRef]
- Lass, E.A.; Williams, M.E.; Campbell, C.E.; Moon, K.W.; Kattner, U.R. γ′ Phase Stability and Phase Equilibrium in Ternary Co-Al-W at 900 °C. J. Phase Equilib. Diff. 2014, 35, 711–723. [Google Scholar] [CrossRef] [Green Version]
- Akanes, S.; Pollock, T.M. High-temperature strength and deformation of γ/γ′ two-phase Co-Al-W-base alloys. Acta Mater. 2008, 56, 1288–1297. [Google Scholar]
- Sato, J.; Tomori, T.; Oikawa, K. Cobalt-base high-temperature alloys. Science 2006, 90, 312. [Google Scholar] [CrossRef] [PubMed]
- Kazuya, S.; Toshihiro, O.; Jun, S.; Katsunari, O.; Ikuo, O.; Ryosuke, K.; Kiyohito, I. Phase equilibria and microstructure on γ′ phase in Co-Ni-Al-W system. Mater. Trans. 2008, 49, 1474–1479. [Google Scholar]
- Yang, S.Y.; Jiang, M.; Wang, L. Thermodynamic analysis of γ and γ′ phases in new-type co-based superalloy. J. Northeast. Univ. 2012, 33, 1274–1277. [Google Scholar]
- Young, D.J. High Temperature Oxidation and Corrosion of Metals; Elsevier: Amsterdam, The Netherlands, 2008. [Google Scholar]
- Goebel, J.A.; Pettit, F.S.; Goward, G.W. Mechanisms for the hot corrosion of nickel-base alloys. Metall. Trans. 1973, 4, 261–278. [Google Scholar] [CrossRef]
- Yan, H.Y.; Vorontsov, V.A.; Dye, D. Effect of alloying on the oxidation behaviour of Co-Al-W superalloys. Corros. Sci. 2014, 83, 382–395. [Google Scholar] [CrossRef]
- Lu, J.; Zhu, S.; Wang, F. High temperature corrosion behaviorof an AIP NiCoCrAlY coating modified by aluminizing. Surf. Coat. Technol. 2011, 205, 5053. [Google Scholar] [CrossRef]
- Jiang, S.M.; Peng, X.; Bao, Z.B.; Liu, S.C.; Wang, Q.M.; Gong, J.; Sun, C. Preparation and hot corrosion behaviour of a MCrAlY + AlSiY composite coating. Corros. Sci. 2008, 50, 3213. [Google Scholar] [CrossRef]
- Huang, D.; Qiao, Y.X.; Yang, L.L.; Wang, J.L.; Chen, M.H.; Zhu, S.L.; Wang, F.H. Effect of shot peening of substrate surface on cyclic oxidation behavior of sputtered nanocrystalline coating. Acta Metall. Sin. 2023, 59, 668–678. [Google Scholar]
- Suzuki, A.; Wu, F.; Murakami, H.; Imai, H. High temperature characteristics of Ir-Ta coated and aluminized Ni-base single crystal superalloys. Sci. Technol. Adv. Mater. 2004, 5, 555. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Zhou, L.; Sheng, L.; Guo, J. The microstructure evolution and its effect on the mechanical properties of a hotcorrosion resistant Ni-based superalloy during long-term thermal exposure. Mater. Des. 2012, 39, 55. [Google Scholar] [CrossRef]
- Yan, H.Y.; Vorontsov, V.A.; Dye, D. Alloying effects in polycrystalline γ′, strengthened Co–Al–W base alloys. Intermetallics 2014, 48, 44–53. [Google Scholar] [CrossRef] [Green Version]
- Jiang, S.M.; Li, H.Q.; Ma, J.; Xu, C.; Gong, J.; Sun, C. High temperature corrosion behaviour of a gradient NiCoCrAlYSi coating II: Oxidation and hot corrosion. Corros. Sci. 2010, 52, 2316–2322. [Google Scholar] [CrossRef]
- Gao, B.; Wang, L.; Liu, Y.; Song, X.; Yang, S.-Y.; Yao, Z.-Y. Corrosion behavior of new type Co-based superalloys with different Ni contents. Corros. Rev. 2017, 35, 455–462. [Google Scholar] [CrossRef]
- Xu, Y.T.; Xia, T.D.; Yan, J.Q. Effect of alloying elements to hot corrosion behavior of novel Co-Al-W superalloy. J. Chin. Soc. Corros. Protect. 2010, 30, 457–464. [Google Scholar]
- Klein, L.; Bauer, A.; Neumeier, S.; Göken, M.; Virtanen, S. High temperature oxidation of γ/γ′-strengthened Co-base superalloys. Corros. Sci. 2011, 53, 2027–2034. [Google Scholar] [CrossRef]
- Šulhánek, P.; Drienovský, M.; Černičková, I.; Ďuriška, L.; Skaudžius, R.; Gerhátová, Ž.; Palcut, M. Oxidation of Al-Co Alloys at High Temperatures. Materials 2020, 13, 3152. [Google Scholar] [CrossRef] [PubMed]
- Irving, G.N.; Stringer, J.; Whittle, D.P. The high-temperature oxidation resistance of Co-Al alloys. Oxid. Met. 1975, 9, 427–440. [Google Scholar] [CrossRef]
- Eliaz, N.; Shemesh, G.; Latanision, R.M. Hot corrosion in gas turbine components. Eng. Fail. Anal. 2002, 9, 31–43. [Google Scholar] [CrossRef]
- Li, Y.Z.; Pyczakb, F.; Paulb, J.; Yaoa, Z. Oxidation behaviors of Co-Al-W-0.1B superalloys in a long-term isothermal exposure at 900 °C. J. Mater. Sci. Technol. 2018, 34, 2212–2217. [Google Scholar] [CrossRef]
- Johnson, J.B.; Nicholls, J.R.; Hurst, R.C.; Hancock, P. The mechanical properties of surface scales on nickel-base superalloys-II. Contaminant corrosion. Corros. Sci. 1978, 18, 543. [Google Scholar] [CrossRef]
- Sreedhara, G.; Raja, V.S. Hot corrosion of YSZ/Al2O3 dispersed NiCrAlYplasmasprayed coatings in Na2SO4–10 wt.%NaCl Melt. Corros. Sci. 2010, 52, 2592–2602. [Google Scholar] [CrossRef]
- Young, D.J.; Gleeson, B. Alloy phase transformations driven by high temperature corrosion processes. Corros. Sci. 2002, 44, 345–357. [Google Scholar] [CrossRef]
- Shinata, Y.; Nishi, Y. NaCl-induced accelerated oxidation of chromium. Oxid. Met. 1986, 26, 201–212. [Google Scholar] [CrossRef]
- Yao, Z.; Marek, M. NaCl-induced hot corrosion of a titanium aluminide alloy. Mater. Sci. Eng. A 1995, 192, 994–1000. [Google Scholar] [CrossRef]
- Li, Y.S. High Temperature Oxidation and Chlorination of Metal Materials; Dalian Institute of Science and Technology Press: Dalian, China, 2001. [Google Scholar]
- McKee, D.W.; Shore, D.A.; Lurthra, K.L. The effect of SO2 and NaCl on high temperature hot corrosion. J. Electrochem. Soc. 1978, 125, 411–419. [Google Scholar] [CrossRef]
- Ye, D.L.; Hu, J.H. Practical Inorganic Thermodynamic Data Manual Microtrainedinflux; Metallurgical Industry Press: Beijing, China, 2002. [Google Scholar]
- Barin, I. Thermochemical Data of Pure Substances; Science Press: Beijing, China, 2003; Volume 2. [Google Scholar]
- Forsik, S.A.J.; Rosas, A.O.P.; Wang, T.; Colombo, G.A.; Zhou, N.; Kernion, S.J.; Epler, M.E. High-Temperature Oxidation Behavior of a Novel Co-Base Superalloy. Metall. Mater. Trans. A 2018, 49A, 4058–4069. [Google Scholar] [CrossRef]
- Guan, Q.; Zhong, F.; Sha, J. Effect of Ce addition on hot corrosion behaviours of a cast γ’-strengthened Co–Al–W–Mo–Ta–B alloy at 800 °C. Prog. Nat. Sci.-Mater. 2022, 32, 463–471. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Heat | Nominal Composition (at.%) | Actual Compo Composition (at.%) | ||||||
|---|---|---|---|---|---|---|---|---|
| Co | Al | W | Si | Co | Al | W | Si | |
| A | Bal | 9 | 9.5 | 0 | 81.77 | 8.91 | 9.32 | - |
| B | Bal | 9 | 9.5 | 0.1 | 81.87 | 8.85 | 9.28 | - |
| C | Bal | 9 | 9.5 | 0.5 | 81.59 | 8.81 | 9.27 | 0.33 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, P.; Wang, Y.; Liu, Q.; Qiao, Y.; Chen, S. Hot Corrosion Behavior of Co–Al–W Superalloys with Si Additions. Coatings 2023, 13, 1031. https://doi.org/10.3390/coatings13061031
Zhou P, Wang Y, Liu Q, Qiao Y, Chen S. Hot Corrosion Behavior of Co–Al–W Superalloys with Si Additions. Coatings. 2023; 13(6):1031. https://doi.org/10.3390/coatings13061031
Chicago/Turabian StyleZhou, Pengjie, Yingjie Wang, Qilong Liu, Yanxin Qiao, and Shujin Chen. 2023. "Hot Corrosion Behavior of Co–Al–W Superalloys with Si Additions" Coatings 13, no. 6: 1031. https://doi.org/10.3390/coatings13061031
APA StyleZhou, P., Wang, Y., Liu, Q., Qiao, Y., & Chen, S. (2023). Hot Corrosion Behavior of Co–Al–W Superalloys with Si Additions. Coatings, 13(6), 1031. https://doi.org/10.3390/coatings13061031