
Research and Optimization of the Influence of Process Parameters on Ti Alloys Surface Roughness Using Femtosecond Laser Texturing Technology



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
- For a given interval of roughness Ra, the intervals of process parameters P and W are obtained.
- For given intervals of the process parameters P and W, the roughness interval Ra is obtained.
2. Materials and Methods
2.1. Preliminary Research
2.2. DOE Experiment
| Name | Analyze | Goal | Impact (1–5) | Sensitivity | Min | Max |
| Ra | Mean | Minimize | 5.0 | High | 0.01 | 0.5 |
| Name | Units | Type | Role | Levels |
| P | - | Categorical | Controllable | 3; 5; 7 |
| W | mW | Categorical | Controllable | 52; 126; 186; 270 |
| Name | DF | Randomized | Nr. of Replicates | Total Runs | Total Blocks |
| Full-Factorial | 22 | Yes | 2 | 36 | 3 |
| Model | Interactions |
| 2-factor interactions | P, W, PW |
| Parameters | Meaning |
| Analyze | Parameter of Interest |
| Goal | The goal of the experiment is Ra minimization |
| Impact | Relative importance of factors |
| Sensitivity | The importance of achieving the best-desired value |
| Min-Max | Value interval of the response variable |
| Type | Factor variable type |
| Role | The role of the factor in terms of adjustment |
| Levels | Factor levels |
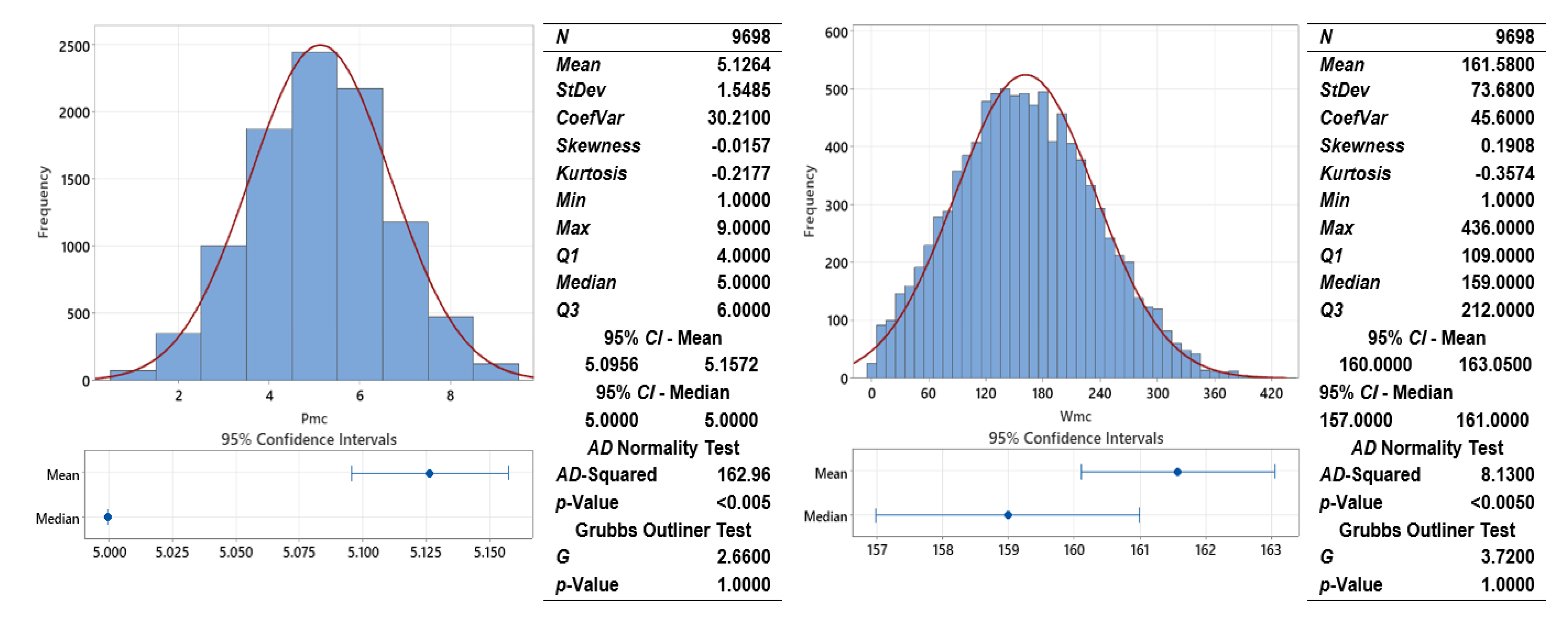
2.3. Monte Carlo Simulation Experiment
2.4. Multiple Sample Comparison Test of Roughness
2.5. Optimization of Process Parameters
- Determination of optimal P and W interval values based on the default Ra interval.
- Determination of optimal P and W interval values based on the desired default Ra value.
3. Results and Discussion
3.1. Preliminary Experiment
3.2. DOE Experiment
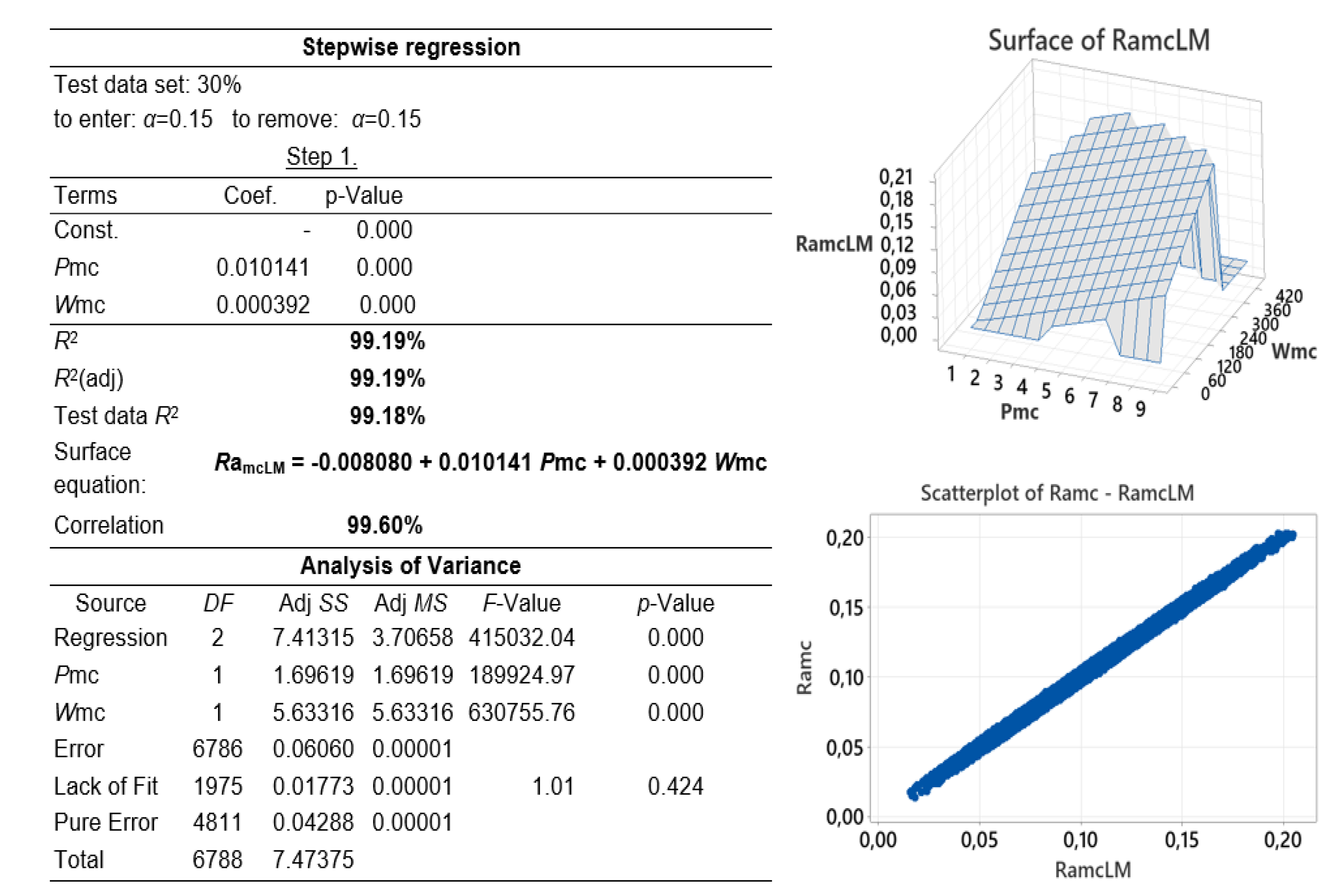
3.3. Monte Carlo Simulation Model
3.4. Multiple Sample Comparison of Roughness
3.5. Optimization of Process Parameters
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Holmberg, K.; Erdemir, A. Influence of tribology on global energy consumption, costs and emissions. Friction 2017, 5, 263–284. [Google Scholar] [CrossRef] [Green Version]
- Basiaga, M.; Walke, W.; Paszenda, Z.; Kajzer, A. The effect of EO and steam sterilization on the mechanical and electrochemical properties of titanium Grade 4. Mater. Technol. 2016, 50, 149–154. [Google Scholar] [CrossRef]
- Jin, Z.M.; Zheng, J.; Li, W.; Zhou, Z.R. Tribology of medical devices. Biosurface Biotribol. 2016, 2, 173–192. [Google Scholar] [CrossRef]
- Dai, F.; Zhang, Z.; Ren, X.; Lu, J.; Huang, S. Effects of laser shock peening with contacting foil on micro laser texturing surface of Ti6Al4V. Opt. Lasers Eng. 2018, 101, 99–105. [Google Scholar] [CrossRef]
- Temmler, A.; Liu, D.M.; Drinck, S.; Luo, J.B.; Poprawe, R. Experimental investigation on a new hybrid laser process for surface structuring by vapor pressure on Ti6Al4V. J. Mater. Process. Technol. 2020, 277, 116450. [Google Scholar] [CrossRef]
- Chérif, M.; Loumena, C.; Jumel, J.; Kling, R. Performance of Laser Surface Preparation of Ti6Al4 V. Procedia CIRP 2016, 45, 311–314. [Google Scholar] [CrossRef] [Green Version]
- Grabowski, A.; Sozańska, M.; Adamiak, M.; Kępińska, M.; Florian, T. Laser surface texturing of Ti6Al4V alloy, stainless steel and aluminium silicon alloy. Appl. Surf. Sci. 2018, 461, 117–123. [Google Scholar] [CrossRef]
- Martínez, J.M.; Gomez, J.S.; Ares, P.F.M.; Fernandez Vidal, S.R.; Batista Ponce, M. Effects of Laser Microtexturing on the Wetting Behavior of Ti6Al4V Alloy. Coatings 2018, 8, 145. [Google Scholar] [CrossRef] [Green Version]
- Ahuir-Torres, J.I.; Arenas, M.A.; Perrie, W.; de Damborenea, J. Influence of laser parameters in surface texturing of Ti6Al4V and AA2024-T3 alloys. Opt. Lasers Eng. 2018, 103, 100–109. [Google Scholar] [CrossRef]
- Zhou, J.; Sun, Y.; Huang, S.; Sheng, J.; Li, J.; Agyenim-Boateng, E. Effect of laser peening on friction and wear behavior of medical Ti6Al4V alloy. Opt. Laser Technol. 2019, 109, 263–269. [Google Scholar] [CrossRef]
- Zhang, L.C.; Chen, L.Y.; Wang, L. Surface Modification of Titanium and Titanium Alloys: Technologies, Developments, and Future Interests. Adv. Eng. Mater. 2020, 22, 1901258. [Google Scholar] [CrossRef]
- Moura, C.G.; Carvalho, O.; Gonçalves, L.M.V.; Cerqueira, M.F.; Nascimento, R.; Silva, F. Laser surface texturing of Ti-6Al-4V by nanosecond laser: Surface characterization. Ti-oxide layer analysis and its electrical insulation performance. Mater. Sci. Eng. C 2019, 104, 109901. [Google Scholar] [CrossRef]
- Zaifuddin, A.; Aiman, M.; Quazi, M.; Ishak, M.; Shamini, J. Influence of Laser Surface Texturing (LST) Parameters on the Surface Characteristics of Ti6Al4V and the Effects Thereof on Laser Heating. Lasers Eng. 2021, 51, 355–367. [Google Scholar]
- Vázquez Martínez, J.M.; Salguero Gómez, J.; Batista Ponce, M.; Botana Pedemonte, F.J. Effects of Laser Processing Parameters on Texturized Layer Development and Surface Features of Ti6Al4V Alloy Samples. Coatings 2018, 8, 6. [Google Scholar] [CrossRef] [Green Version]
- Pfleging, W.; Kumari, R.; Besser, H.; Scharnweber, T.; Majumdar, J.D. Laser surface textured titanium alloy (Ti–6Al–4V): Part 1—Surface characterization. Appl. Surf. Sci. 2015, 355, 104–111. [Google Scholar] [CrossRef]
- Rajan, S.S.; Manivasagam, G.; Ranganathan, M.; Swaroop, S. Influence of laser peening without coating on microstructure and fatigue limit of Ti-15V-3Al-3Cr-3Sn. Opt. Laser Technol. 2019, 111, 481–488. [Google Scholar] [CrossRef]
- Kumari, R.; Scharnweber, T.; Pfleging, W.; Besser, H.; Majumdar, J.D. Laser surface textured titanium alloy (Ti–6Al–4V)—Part II—Studies on bio-compatibility. Appl. Surf. Sci. 2015, 357, 750–758. [Google Scholar] [CrossRef]
- Wang, Z.; Song, J.; Wang, T.; Wang, H.; Wang, Q. Laser Texturing for Superwetting Titanium Alloy and Investigation of Its Erosion Resistance. Coatings 2021, 11, 1547. [Google Scholar] [CrossRef]
- Xu, Y.; Li, Z.; Zhang, G.; Wang, G.; Zeng, Z.; Wang, C.; Wang, C.; Zhao, S.; Zhang, Y.; Ren, T. Electrochemical corrosion and anisotropic tribological properties of bioinspired hierarchical morphologies on Ti-6Al-4V fabricated by laser texturing. Tribol. Int. 2019, 134, 352–364. [Google Scholar] [CrossRef]
- Ma, Z.; Song, J.; Fan, H.; Hu, T.; Hu, L. Preparation and Study on Fretting Tribological Behavior of Composite Lubrication Structure on the Titanium Alloy Surface. Coatings 2022, 12, 332. [Google Scholar] [CrossRef]
- Yang, C.; Mei, X.; Tian, Y.; Zhang, D.; Li, Y.; Liu, X. Modification of wettability property of titanium by laser texturing. Int. J. Adv. Manuf. Technol. 2016, 87, 1663–1670. [Google Scholar] [CrossRef] [Green Version]
- Kubiak, K.J.; Wilson, M.C.T.; Mathia, T.G.; Carval, P. Wettability versus roughness of engineering surfaces. Wear 2011, 271, 523–528. [Google Scholar] [CrossRef] [Green Version]
- Salguero, J.; Del Sol, I.; Vazquez-Martinez, J.M.; Schertzer, M.J.; Iglesias, P. Effect of laser parameters on the tribological behavior of Ti6Al4V titanium microtextures under lubricated conditions. Wear 2019, 426–427, 1272–1279. [Google Scholar] [CrossRef]
- Maalouf, M.; Abou Khalil, A.; Di Maio, Y.; Papa, S.; Sedao, X.; Dalix, E.; Peyroche, S.; Guignandon, A.; Dumas, V. Polarization of Femtosecond Laser for Titanium Alloy Nanopatterning Influences Osteoblastic Differentiation. Nanomaterials 2022, 12, 1619. [Google Scholar] [CrossRef] [PubMed]
- Kumar, D.; Nadeem Akhtar, S.; Kumar Patel, A.; Ramkumar, J.; Balani, K. Tribological performance of laser peened Ti–6Al–4V. Wear 2015, 322–323, 203–217. [Google Scholar] [CrossRef]
- Kümmel, D.; Hamann-Schroer, M.; Hetzner, H.; Schneider, J. Tribological behavior of nanosecond-laser surface textured Ti6Al4V. Wear 2019, 422–423, 261–268. [Google Scholar] [CrossRef] [Green Version]
- Bai, H.; Zhong, L.; Kang, L.; Liu, J.; Zhuang, W.; Lv, Z.; Xu, Y. A review on wear-resistant coating with high hardness and high toughness on the surface of titanium alloy. J. Alloys Compd. 2021, 882, 160645. [Google Scholar] [CrossRef]
- Bonse, J.; Krüger, J.; Höhm, S.; Rosenfeld, A. Femtosecond laser-induced periodic surface structures. J. Laser Appl. 2012, 24, 042006. [Google Scholar] [CrossRef]
- Rajab, F.H.; Liauw, C.; Benson, P.; Li, L.; Whitehead, K. Production of hybrid macro/micro/nano surface structures on Ti6Al4V surfaces by picosecond laser surface texturing and their antifouling characteristics. Colloids Surf. B Biointerfaces 2017, 160, 688–696. [Google Scholar] [CrossRef] [Green Version]
- Bhaduri, D.; Batal, A.; Dimov, S.; Zhang, Z.; Dong, H.; Fallqvist, M.; M’Saoubi, R. On Design and Tribological Behaviour of Laser Textured Surfaces. Procedia CIRP 2017, 60, 20–25. [Google Scholar] [CrossRef]
- Dumas, V.; Rattner, A.; Vico, L.; Audouard, E.; Dumas, J.C.; Naisson, P.; Bertrand, P. Multiscale grooved titanium processed with femtosecond laser influences mesenchymal stem cell morphology, adhesion, and matrix organization. J. Biomed. Mater. Res. A 2021, 100, 3108–3116. [Google Scholar] [CrossRef]
- Kuczyńska, D.; Kwaśniak, P.; Pisarek, M.; Borowicz, P.; Garbacz, H. Influence of surface pattern on the biological properties of Ti grade 2. Mater. Charact. 2018, 135, 337–347. [Google Scholar] [CrossRef]
- Schnell, G.; Staehlke, S.; Duenow, U.; Nebe, B.; Seitz, H. Femtosecond Laser Nano/Micro Textured Ti6Al4V Surfaces—Effect on Wetting and MG-63 Cell Adhesion. Materials 2019, 12, 2210. [Google Scholar] [CrossRef] [Green Version]
- Bonse, J.; Kirner, S.V.; Griepentrog, M.; Spaltmann, D.; Krüger, J. Femtosecond Laser Texturing of Surfaces for Tribological Applications. Materials 2018, 11, 801. [Google Scholar] [CrossRef] [Green Version]
- Li, B.; Li, H.; Huang, L.; Ren, N.; Kong, X. Femtosecond pulsed laser textured titanium surfaces with stable superhydrophilicity and superhydrophobicity. Appl. Surf. Sci. 2016, 389, 585–593. [Google Scholar] [CrossRef]
- Jalil, S.A.; Akram, M.; Bhat, J.A.; Hayes, J.J.; Singh, S.C.; El Kabbash, M.; Guo, C. Creating superhydrophobic and antibacterial surfaces on gold by femtosecond laser pulses. Appl. Surf. Sci. 2020, 506, 144952. [Google Scholar] [CrossRef]
- Romano, J.M.; Garcia-Giron, A.; Penchev, P.; Dimov, S. Triangular laser-induced submicron textures for functionalising stainless steel surfaces. Appl. Surf. Sci. 2018, 440, 162–169. [Google Scholar] [CrossRef] [Green Version]
- Montgomery, D.C. Introduction to Statistical Quality Control; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Pan, X.; He, W.; Cai, Z.; Wang, X.; Liu, P.; Luo, S.; Zhou, L. Investigations on femtosecond laser-induced surface modification and periodic micropatterning with anti-friction properties on Ti6Al4V titanium alloy. Chin. J. Aeronaut. 2022, 35, 521–537. [Google Scholar] [CrossRef]





















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lisjak, D.; Jakovljević, S.; Skenderović, H. Research and Optimization of the Influence of Process Parameters on Ti Alloys Surface Roughness Using Femtosecond Laser Texturing Technology. Coatings 2023, 13, 1180. https://doi.org/10.3390/coatings13071180
Lisjak D, Jakovljević S, Skenderović H. Research and Optimization of the Influence of Process Parameters on Ti Alloys Surface Roughness Using Femtosecond Laser Texturing Technology. Coatings. 2023; 13(7):1180. https://doi.org/10.3390/coatings13071180
Chicago/Turabian StyleLisjak, Dragutin, Suzana Jakovljević, and Hrvoje Skenderović. 2023. "Research and Optimization of the Influence of Process Parameters on Ti Alloys Surface Roughness Using Femtosecond Laser Texturing Technology" Coatings 13, no. 7: 1180. https://doi.org/10.3390/coatings13071180
APA StyleLisjak, D., Jakovljević, S., & Skenderović, H. (2023). Research and Optimization of the Influence of Process Parameters on Ti Alloys Surface Roughness Using Femtosecond Laser Texturing Technology. Coatings, 13(7), 1180. https://doi.org/10.3390/coatings13071180