Abstract
This study examined the impact of hybrid reinforcement particles, specifically zirconium carbide (ZrC) and tungsten carbide (WC), as well as the parameters of friction stir processing (FSP), on the microstructure, mechanical properties, and dynamic behavior of aluminum alloys. The hybrid particles were integrated into the aluminum alloy using friction stir processing (FSP). The fabricated metal matrix composites (MMCs) were characterized using optical microscopy, scanning electron microscopy (SEM), and dynamic mechanical analysis (DMA). The results showed that the FSP parameters and reinforcement particles played an important role in improving the grain refinement of the MMCs. This study’s results suggest that the FSP samples’ UTS can be maximized using a tool rotation speed of 600 rpm and a traverse speed of 30 mm/min. The grain refinement in the composite surface was attributed to the dynamic recrystallization during the friction stir processing (FSP) process. The reinforcement particles also acted as grain growth restrictors, further refining the grain size. This resulted in a 34% increase in ultimate tensile strength compared to AA2024 alloys and a 12% increase compared to AA7075 alloys. The composite surface also exhibited enhanced dynamic properties, with an increase in impact energy of 26%. The free vibration test showed that the hybrid reinforcement particles significantly improved the strength and damping capacity of the aluminum alloys, resulting in a high resonant frequency. This is important for applications such as vibration damping and noise reduction.
1. Introduction
The welding of dissimilar aluminum alloys is challenging due to the different thermal properties, chemical compositions, and microstructures of the two alloys. However, there has been significant progress in developing welding techniques that can produce high-quality welds between dissimilar aluminum alloys [1]. One of the most promising welding techniques for dissimilar aluminum alloys is friction stir welding (FSW). FSW is a solid-state welding process using a rotating tool to deform the two alloys plastically. This process produces welds with good mechanical properties and minimal heat-affected zones [2,3]. There are several motivations for studying the dissimilar welding of aluminum alloys. One motivation is to develop new materials with improved properties. For example, the dissimilar welding of AA 2024 and AA 7075 can produce a material with the high strength of AA 7075 and the good corrosion resistance of AA 2024 [4]. During friction stir welding, hybrid nanoparticles can be introduced to the processed material to create a surface coating. This surface coating can enhance corrosion resistance and improve aluminum alloys’ mechanical properties [5]. This flexibility in nanoparticle selection enables the customization of the surface coating to meet specific requirements, such as improved wear resistance or thermal stability [6]. Hybrid nanoparticles allow for incorporating multiple types of nanoparticles, such as metal oxide and polymer nanoparticles, to tailor the surface coating properties [7]. Furthermore, the use of friction stir processing for fabricating hybrid nanoparticles enables the formation of a metallurgical bond between the coating and the substrate material [8]. However, when welding plates that contain ceramic particles using the friction stir welding process, some concerns arise regarding the potential effects of these particles on the quality of the resulting welds [9]. Incorporating ceramic particles into the welded plates can affect frictional heating and deformation behavior during welding. This, in turn, can affect the microstructure and mechanical properties of the resulting welds [10,11]. Studies have shown that ceramic particles in the plates being welded using the friction stir welding process can increase tool wear and decrease the tensile strength of the resulting welds [12,13,14]. The processing parameters are one of the most important aspects that affect the quality and mechanical properties of a friction stir welded joint. Several studies have investigated the effects of processing parameters on dissimilar composite aluminum alloy joints produced using friction stir welding [15,16,17]. For example, Ramprasad focused on the weld joint properties of an Al 6Al 6061 + 20% SiC metal matrix composite of 6mm thickness plates welded with the friction stir welding process [18]. The traverse speed is a significant parameter in determining UTS at different confidence levels [19]. Meanwhile, Devaiah et al. conducted parametric optimization of friction stir welding parameters using the Taguchi technique for dissimilar aluminum alloys [20]. Other studies, such as work by Sang-Woo Song et al., have demonstrated that the weld formation and mechanical properties of dissimilar Al joints depend on the material arrangement and conventional welding parameters [21]. Similarly, Kasman et al. examine the mechanical characteristics of the dissimilar friction stir welding of EN AW6082-T6 and EN AW5083-H111 when the tool rotational speed-to-welding speed ratio is held constant [22], while Donatus et al. focused on identifying corrosion-susceptible regions of dissimilar friction stir welds of EN AW5083-O and EN AW6082-T6 [23]. The findings of these studies emphasize the importance of carefully selecting and optimizing the processing parameters to achieve the desired joint properties in dissimilar composite aluminum alloys. Furthermore, Sameer and Birru Bayazid et al. investigated the metallurgical and mechanical properties of friction stir welded dissimilar AZ91 and AA6082 alloy joints. In contrast, Bayazid et al. investigated the effect of welding parameters such as rotational speed, travel speed, and plate position on the microstructural and mechanical characteristics of the friction stir welded joints of Al 6063 and Al 7075 alloys via the Taguchi method [24,25]. Their results showed that maximum tensile strength was obtained at a tool speed of 1600 rpm and travel speed of 120 mm/min. However, the studies on friction stir welded dissimilar aluminum alloys such as 5083 and 7075 are still limited.
In response to this, recent research has focused on the characterization of microstructure as well as texture development in friction stir welded 5083 and 7075 Al alloys, as demonstrated by [26]. These studies collectively highlight the importance of research and development in friction stir welding to optimize processing parameters and achieve desirable joint properties in dissimilar aluminum alloys. Moreover, Aleksandra Laska et al. investigated the effect of material locations and tool rotational speed on the microstructure and hardness of the dissimilar friction stir welded joints of 5083 and 6060 Al alloys [27]. Their results showed that tool rotational speed significantly impacted the microstructure and mechanical properties of the joints. Furthermore, Ahmed et al. are concerned with optimizing process parameters in the friction stir welding of aluminum 5451 joints. The studies reviewed highlight the importance of further research and development in friction stir welding to optimize processing parameters and achieve desirable joint properties in dissimilar aluminum alloys [28]. However, the quality of the weld still needs to be evaluated to ensure its reliability and durability under different service conditions [29]. One method for evaluating the quality of friction stir welding is through a free impact vibration test [30]. This test involves subjecting the welded joint to an impact and measuring its response in terms of natural frequencies, damping ratios, and mode shapes [31]. These parameters can provide valuable information about the joint’s stiffness, energy dissipation, and potential for failure. However, there is still a lack of research on certain dissimilar aluminum alloy combinations, such as AA2024 and AA7075. Another motivation for studying the dissimilar welding of aluminum alloys is to improve the performance of existing materials. For example, adding reinforcing phases, such as zirconium carbide and tungsten carbide particles ZrC and WC, can improve aluminum alloys’ strength and wear resistance. These reinforcements are selected based on their high melting points, hardness, and wear resistance. These phases are compatible with aluminum alloys and can be easily introduced into the weld metal during FSW. The FSW processing parameters and hybrid ZrC/WC reinforcement particles play a crucial role in enhancing the dynamic behavior and microstructure refinement of surface composites with dissimilar matrices. The dynamic characteristics are investigated by a free impact vibration test to calculate the first mode resonance frequency and corresponding damping ratio.
2. Experimental Work and Materials
2.1. Materials Preparation
In the current work, two dissimilar aluminum alloys used in addition to zirconium carbide and tungsten carbide particles reinforced the aluminum sheets during the friction stir welding process. Table 1 describes the chemical composition of the investigated aluminum alloy; thus, the chemical composition was obtained by the Founder master metal analyzer instrument (Hitachi High-Tech Corporation, Krefeld, Germany). The reinforcement particles were examined using transmission electron microscopy (TEM) to validate the particles’ type and size. The carbide types and sizes were determined based on the morphology images in Figure 1. The WC particles were identified by their characteristic faceted morphology. The ZrC particles were identified by their characteristic rod-like morphology. The sizes of the particles were determined by measuring the average diameter of several particles in each image, which were measured at less than 1 μm. The aluminum sheets were machined and prepared with a CNC machine to create the longitudinal groove in each plate; hence, this internal groove will be filled with the reinforcement particle (Figure 2a). A longitudinal rectangular groove with a width of 2 mm and a depth of 2 mm was created along the length of the welded plate using a CNC machine. The groove was created to allow for the insertion of reinforcement particles; thus, the volume fraction of the reinforcement particles was 2% (Figure 2b). The procedure for incorporating reinforcement particles into aluminum sheets was performed before the friction stir welding. Specifically, ZrC particles are infused into the AA2024 alloy, while WC particles are incorporated into the AA7075 alloy. Reinforcing particles are added to a material to enhance its strength and damping capacity. The particles are typically made of a stronger or more elastic material than the base material. When the particles are dispersed in the base material, they create a network of interconnected fibers or platelets. This network helps distribute stress more evenly throughout the material, improving its strength. The particles can also help absorb energy, improving the material’s damping capacity. The purpose of the grooves is to facilitate the proper mixing of base metals and reinforcement particles during the FSP tool’s application, thereby preventing defects. The CNC milling machine performs the friction stir welding process, and the FSW tool is designed according to [32]. Steel K110 is used as the FSP tool, and the pin profile is designed to a taper triangle tool’s geometry, as illustrated in Figure 3a. The FSP parameters were chosen as follows: the tool rotation speeds are 400, 600, and 800 rpm, and the traverse speeds were 20, 30, and 40 mm/min. Figure 3b shows the fabrication process used in the current investigation.

Table 1.
The chemical composition of the AA2024 and 7075 aluminum alloys (wt.%).
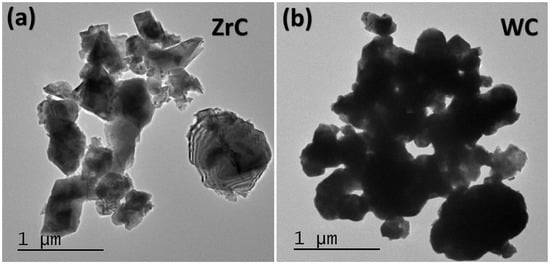
Figure 1.
TEM images of the reinforcement particles: (a) zirconium carbide (ZrC), (b) tungsten carbide (WC).
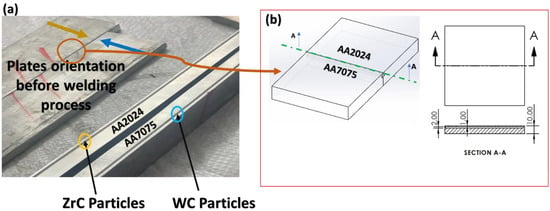
Figure 2.
(a) Typical aluminum sheet preparation before FSP and groove design, (b) groove design and schematic drawing of dissimilar assembly, with all dimensions in millimeters.
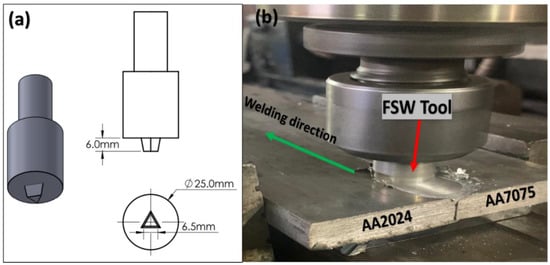
Figure 3.
Fabrication process of the dissimilar composite metals using FSP: (a) FSP tool design, (b) FSP using CNC milling machine.
2.2. Microstructure
After manufacturing the welding joints, the samples are prepared and ground on successive grades of silicon carbide paper, starting with 320-grit and proceeding to 320-400-500-600-800-1000-1200-1500 and 2400-grit papers, using water to keep the specimens cool and to flush away loose particles of metal and abrasive. The ground samples were then polished on emery clothes with an alumina suspension of 0.1 µm. Before microscopy characterization, the samples were etched using metallurgical standard agents (Keller’s). Olympus Light optical microscopy (BX51, Olympus Optical, Allentown, PA, USA) and scanning electron microscopy (SEM; Quanta FEG25, FEI, Hillsboro, OR, USA) were also carried out to examine the microstructure of the investigated samples. The line intercept method is common for calculating grain size in aluminum alloys. In this method, a series of parallel lines are drawn on a micrograph of the alloy, and the number of times that each line intersects a grain boundary is counted. The average grain size is then calculated by dividing the total number of line intersections by the number of lines.
2.3. Mechanical Properties
A tensile test is performed on a fabricated material sample. ASTM standard test methods for tension testing wrought and cast aluminum- and magnesium-alloy products (ASTM B557) in tension testing for wrought and cast aluminum alloys were used in the current test. The sample is subjected to an in-plane tensile load using a computer-controlled universal testing machine (UTM, model CMT5205/5305 MTS, SANS, Shanghai, China). The sample is loaded in tension until it fractures. The ultimate tensile strength (UTS) is then calculated as the maximum load divided by the original cross-sectional area of the sample.
2.4. Free Impact Vibration Test
The current study involved an experimental assessment of free vibration on welded joints in determining the natural frequency and damping factor. The measurement of time decay in this study was conducted by using an accelerometer (specifically, the B&K model 4507 B) affixed to the unattached extremity of the tested samples. The sample underwent excitation using an impact hammer (B&K model 8206, Brüel & Kjaer, Nærum, Denmark). The pulse data analyzer (B&K module 3160-A-4/2 Brüel & Kjær, Nærum, Denmark) was utilized to measure and analyze the vibration response; hence, the measurement is performed according to [33]. This study utilized a test rig setup for experimentation. The modal analysis software (ME Scope) was utilized to compute the frequency response function (FRF), damping ratio, and fundamental frequencies. The free vibration experiment was conducted and replicated five times to ensure precision in the obtained measurement.
3. Results and Discussions
3.1. Microstructure Observation
The microstructural characteristics of the stirred zone in dissimilar composites AA2024 and AA7075 reinforced with tungsten carbide and zirconium carbide are investigated using SEM. The higher tool rotation speed with medium traverse speed shows a good welded zone, a defect-free microstructure was observed, and the reinforcement particles were evenly distributed. Additionally, the grain structure was refined and exhibited a more uniform distribution. The grain size was reduced at 600 rpm with 30 mm/min tool traverse speed, and mechanical properties were enhanced due to the uniform dispersion of reinforcement particles in the stirred zone. Table 2 illustrate the grain size variation in the welded zone as a function of processing parameters; thus, the average grain size decreases as the tool rotation speed increases. This is because the higher tool rotation speed generates more heat, which leads to dynamic recrystallization and a finer grain size. The traverse speed also has an effect on the grain size, but to a lesser extent. The higher traverse speed associated with higher rotation speed results in a slightly coarser grain size. However, the difference is not as pronounced as the difference between the tool rotation speeds. The average grain size of the welded zone decreased with increasing tool rotation speed and traverse speed. This is because the higher temperatures and shear rates associated with faster processing speeds promote grain refinement. The average grain size was also found to be slightly larger at 400 rpm than at 600 rpm or 800 rpm. This may be because the heat input is lower at 400 rpm, allowing grain growth time. The most significant decrease in grain size within the stirred zone occurred at 600 rpm and 40 mm/min, with an average grain size of 19 ± 2.1 μm. A similarly significant decrease was observed at 800 rpm and 30 mm/min, with an average grain size of 20 ± 1.5 μm. The SEM micrographs of the produced joints are illustrated in Figure 4. The primary objective of conducting SEM characterizations is to demonstrate the distribution and existence of the reinforcements. However, ensuring a uniform distribution of reinforcements during processing can be challenging, particularly when hybrid reinforcements of varying natures are incorporated. The SEM micrographs that have been provided demonstrate the efficacy of the production of surface composites, which exhibit a consistent distribution of reinforcements. The nonreinforcement composite did not detect particle agglomeration due to the homogeneous sizes of ZrC and WC particles. The hybrid reinforcement composite (ZrC + WC) exhibited a localized concentration of particles characterized by a small agglomeration area. This uniform distribution can be attributed to the sufficient heat generated inside the welded zone, and the welding processing parameters are the key point in this case. The SEM and EDX analyses show the homogeneity of the resultant welded joint, as shown in Figure 5. Both AA2024 and AA7075 have fine-grained microstructures decorated with fine precipitates on the grain boundaries. The presence of these precipitates can have a significant impact on the properties of the weld metal. For example, Al2Cu and Mg2Si precipitates can improve the strength of the weld metal [34,35]. On the other hand, the tool rotation speed of 400 rpm and tool traverse speed of 30 mm/min showed the unsuccessful welded joint due to insufficient heat generation inside the stirred zone. Moreover, there was the presence of the reinforcement particles in the mixed zone. As shown in Figure 6, the cracked area was formed during the welding process; it was clearly seen in both optical macro and microscope and the SEM images. The agglomerated particles were formed inside the welded zone’s voids and cracked area (Figure 7). The findings showed that both welding and rotation speeds played vital roles in the microstructure, with higher welding speed resulting in a more homogenous distribution of ZrC and WC particles in the stir zone. Overall, the microstructural properties of the stirred zone in aluminum alloys and their composites are complex and influenced by multiple factors, including reinforcement particles, welding speed, rotation speed, and tool design.
Table 2.
Average grain size of the welded zone throughout different processing parameters.
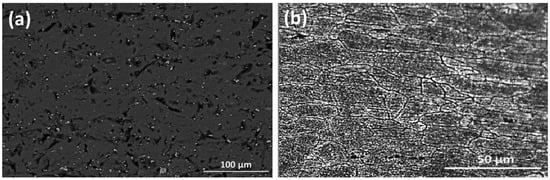
Figure 4.
Microstructure images of the friction stir welded zone between the two composite metals processed at 20 mm/min and 800 rpm: (a) SEM image, (b) optical microscopy.
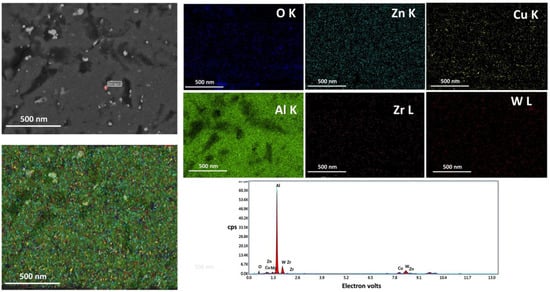
Figure 5.
Energy-dispersive X-ray spectroscopy (EDX) and elemental mapping inside the stirred zone, processed at 30 mm/min and a 600 rpm tool rotation speed.
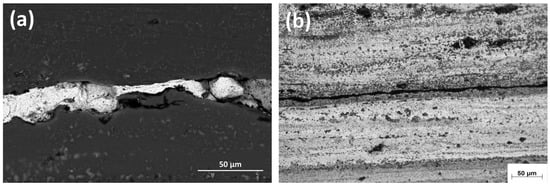
Figure 6.
Microstructure images of the friction stir welded zone between the two composite metals processed at 400 rpm and 20 mm/min: (a) SEM image, (b) optical microscopy.
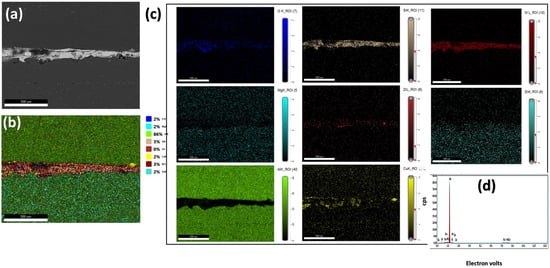
Figure 7.
The figure shows four different types of images: (a) a scanning electron microscope (SEM) image, (b) an overall elemental mapping, (c) a detailed elemental and reinforcement mapping, and (d) an energy-dispersive X-ray spectroscopy (EDX) and elemental mapping of the agglomerated particles formed in the voids and cracked areas of the welded zone processed at 400 rpm and 20 mm/min.
3.2. Mechanical Properties
The mechanical properties of the joints depend on several parameters, including tool rotation speed and welding speed. This study examines the impact of tool rotation speed and welding speed on the tensile properties of friction stir welded joints composed of dissimilar composites, namely aluminum alloy reinforced with ZrC and WC particles. Thus, increasing the tool rotation speed and decreasing the welding speed improved the tensile properties of the joints. These results can be attributed to higher tool rotation speeds, increased heat input, better material flow, and more uniform grain sizes. Moreover, decreasing the welding speed facilitates better mixing of particles and more homogenization of the microstructure. The tensile properties of the investigated samples, the tool rotation speed of 600 and 800 rpm with 30 and 40 mm/min, showed the optimum tensile strength. However, excessively high rotational speeds can form microvoids, possibly contributing to lower tensile properties.
Additionally, it has been observed that an increase in tool feed rate can also lead to better mechanical properties of the FSP surface of dissimilar aluminum alloy composites reinforced with ZrC and WC particles. The effect of tool rotation speed and traverse speed on the ultimate tensile strength of dissimilar composite alloys of AA2024 and AA7075 reinforced by ZrC and WC particles by FSP is illustrated in Figure 8. The ultimate tensile strength (UTS) of the friction-stir-processed (FSP) samples varied with the tool rotation speed and traverse speed. The highest UTS of 240 MPa was achieved at a tool rotation speed of 600 rpm and a traverse speed of 30 mm/min. The lowest UTS of 180 MPa was achieved at a tool rotation speed of 400 rpm and a traverse speed of 30 mm/min. The UTS of the samples increased with increasing tool rotation speed at a traverse speed of 40 mm/min but decreased with decreasing tool traverse speed at a rotation speed of 800 rpm. Overall, the results of these studies suggest that the selection of appropriate welding parameters, such as rotational tool speed and traverse speed, is crucial to achieving a high-quality dissimilar composite alloy with high ultimate tensile strength and that the optimal welding parameters may vary based on the specific materials being welded and the desired joint properties. Therefore, it can be concluded that optimizing the tool rotation speed, welding speed, and feed rate is critical in achieving high-quality joints with excellent mechanical properties when using FSP to join dissimilar composites, such as aluminum alloys reinforced with ZrC and WC particles. The use of FSP surface dissimilar composites has gained significant attention, especially in the case of aluminum alloys reinforced with ZrC and WC particles.
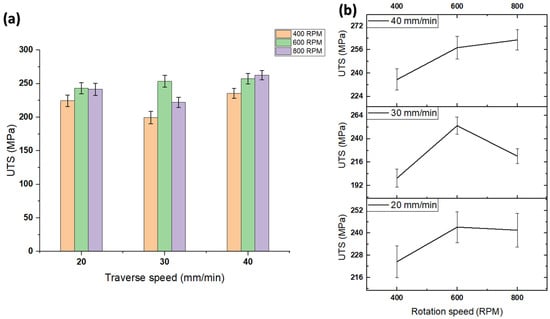
Figure 8.
UTS values at different FSP parameters. (a) Effect of traverse welding speed on the UTS, (b) effect of tool rotation speed on the UTS.
3.3. Dynamic Behavior
For the base wrought alloys AA2024 and AA7075, the resonance frequency value at the first mode did not vary significantly. This is because the rolled sheets used in this study are homogeneous. Homogeneity means that the sheets have a uniform composition and structure. This uniformity results in a uniform resonance frequency value across the sheets. Figure 9 shows the two alloys’ resonance frequency values and time decay curves. As seen in Figure 9b, the values are very close, with AA2024 having a slightly higher resonance frequency. This difference is likely due to the different chemical compositions of the two alloys. The homogeneity of the rolled sheets used in this study is responsible for the lack of significant variation in the resonance frequency value at the first mode for the base wrought alloys AA2024 and AA7075. The dynamic behavior of the surface composite matrix was affected by the tool rotation speed when processed at a constant traverse speed of 20 mm/min. This is evident in the time decay and frequency response function (FRF) curves. The time decay curve shows that the vibration amplitude decays faster as the tool rotation speed increases. This is because the higher tool rotation speed creates more heat, which causes the material to soften and become more compliant. This makes it easier for the material to absorb vibrations, as shown in Figure 10.
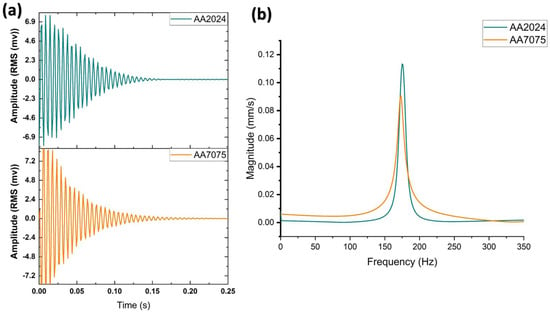
Figure 9.
Dynamic response of the base alloys: (a) decay curve in the time domain, (b) FRF diagram.
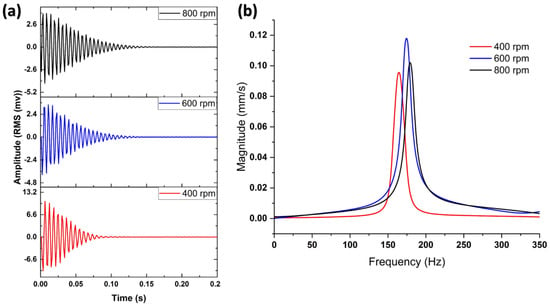
Figure 10.
Effect of tool rotation speed on the dynamic behavior of the surface composite matrix processed at constant 20 mm/min traverse speed: (a) time decay,(b) FRF curve.
The FRF curve shows that the natural frequency of the surface composite matrix increases as the tool rotation speed increases. This is because the higher tool rotation speed creates more stress in the material, which stiffens the material and increases its natural frequencies. The increase in the natural frequency is due to the homogeneous composite matrix formed during friction stir processing. The optimal heat generation during FSP allows the reinforcement particles to be uniformly distributed throughout the matrix, resulting in a more homogeneous material. This homogeneous material has a higher elastic modulus, which leads to an increase in its natural frequency. When the tool travel speed increases, the dynamic behavior of the material is affected. This is because the higher tool travel speed results in a shorter processing time, which means that the material has less time to cool and solidify. As a result, the material is softer and more compliant, which causes its resonant frequency to increase slightly, as shown in Figure 11.
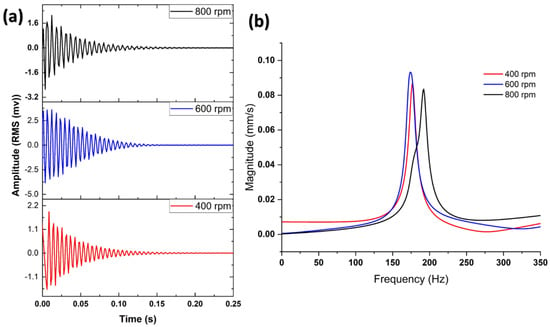
Figure 11.
(a) Time decay and (b) FRF curves indicate how tool processing speed impacts surface composite matrix dynamics at 30 mm/min travel speed.
The heat generated in the stirred zone was insufficient to create a homogeneous composite matrix when the tool traverse speed was increased to 40 mm/min. However, a medium tool rotation speed at a higher travel speed created a homogeneous matrix. The resonant frequency was highest at a tool rotation speed of 600 rpm and lowest at 800 rpm, as shown in Figure 12. The higher tool rotation speed created more heat, creating a more homogeneous matrix [36,37]. However, the higher tool rotation speed also caused the material to cool more quickly, which resulted in a lower resonant frequency. The resonant frequency of the fabricated surface composite increased with increasing traverse speed and decreasing rotation speed. The optimum combination of traverse speed and rotation speed for achieving a high resonant frequency is a high traverse speed and a low rotation speed. The resonant frequency of the fabricated surface composite is highest for a traverse speed of 30 mm/min and a rotation speed of 800 rpm. This is because the higher traverse speed generates more heat, which leads to a more homogeneous matrix [38]. At a 400 rpm tool rotation speed, the resonant frequency is lower than at other tool rotation speeds. This means that the system is more susceptible to vibration at this speed. When the traverse speed was increased to a 400 rpm tool rotation speed, the first resonant frequency increased. This means that the vibration is more pronounced at higher traverse speeds. At a 600 rpm tool rotation speed, the 40 mm/min traverse speed showed the maximum value for the first resonant frequency. This means that this combination of tool rotation speed and traverse speed produces the most vibration, as shown in Figure 13. However, if the rotation speed is too low, the material will not be stirred properly, resulting in a lower resonant frequency.
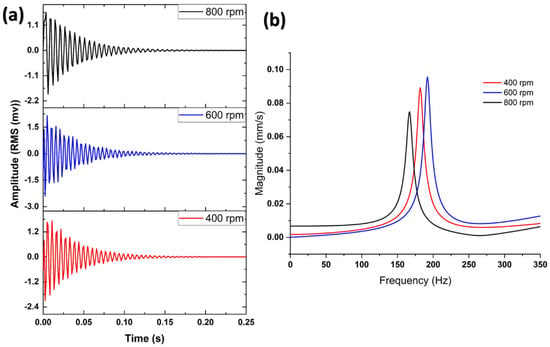
Figure 12.
Effect of tool rotation speed on the dynamic behavior of the surface composite matrix processed at constant 40 mm/min traverse speed; (a) time decay, (b) FRF curve.
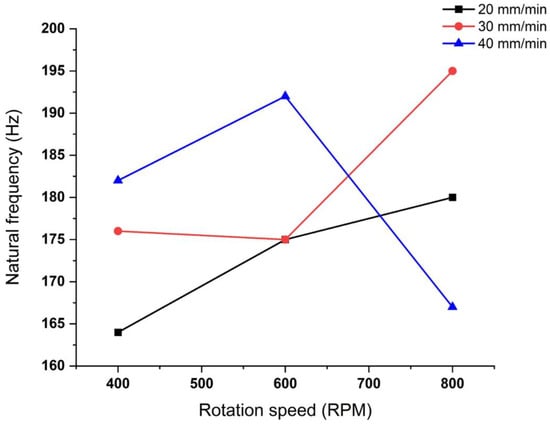
Figure 13.
Relationship between tool rotation speeds and first mode resonant frequency of the fabricated surface composite with different tool travel speeds.
The stiffness and damping capacity of composite metal matrices are directly correlated. This means that as the stiffness of the matrix increases, so does its damping capacity. The reinforcement particles play a critical role in increasing the stiffness of the matrix by providing additional resistance to deformation. This resistance to deformation is what gives the matrix its damping capacity. In addition to the reinforcement particles, the FSP parameters are also key to the successful surface composite manufacturing process. The FSP parameters, such as the tool rotation speed, tool traverse speed, and plunge depth, can affect the stiffness and damping capacity of the composite matrix, as shown in Figure 14. By optimizing the FSP parameters, it is possible to produce composite metal matrices with high stiffness and damping capacity. The tungsten carbide and zirconium carbide used in the current investigation increased the stiffness and resonant frequency of the surface composite matrix, which decreased its damping capacity. However, other reinforcement particles may increase the composite matrix’s damping capacity without sacrificing stiffness. Table 3 summarizes the mechanical and dynamic characteristics of the processed zone according to each of the processing parameters.
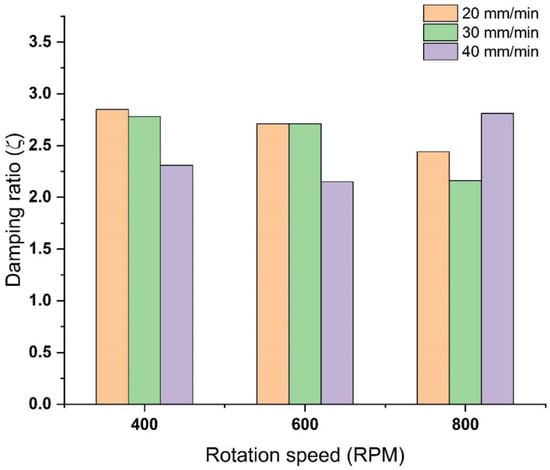
Figure 14.
The tool rotation and traverse speeds affect the damping ratio.
Table 3.
Average UTS and dynamic characteristics of the welded zone throughout different processing parameters.
4. Conclusions
This study successfully reinforced two dissimilar aluminum alloys, AA2024 and AA7075, with a hybrid mixture of ZrC and WC particles using friction stir processing (FSP). The FSP parameters and reinforcement particles improved the grain refinement, mechanical properties, and dynamic behavior of the fabricated surface composite matrix. Specifically, the FSP process significantly refined the grain size in the processed zone at the successfully processed parameters with an average grain size of 20.0 μm, much smaller than the original grain sizes of 158 μm and 143 μm for AA2024 and AA7075, respectively. The synergistic effect of the friction stir processing (FSP) process and the hybrid reinforcement particles improved the composite’s mechanical properties. The FSP process created a uniform distribution of the reinforcement particles in the matrix, which enhanced the interfacial bonding between the particles and the matrix. The composite surface exhibited a 34% increase in ultimate tensile strength compared to AA2024 alloys and a 12% increase compared to AA7075 alloys. Consequently, the composite surface exhibits enhanced strength relative to the two alloys.
The reinforcement particles also acted as nucleation sites for the formation of new grains during dynamic recrystallization, which further refined the grain size and improved the mechanical properties of the composite. Incorporating zirconium carbide and tungsten carbide as hybrid particles in aluminum alloy composites can improve their dynamic properties by increasing their stiffness and reducing damping capacity. As the tool rotation speed increases, the time decay curve becomes steeper, and the FRF curve shifts to the right. This indicates that the vibration decays more quickly, and the natural frequencies of the surface composite matrix increase. This is due to the homogeneous composite matrix formed during FSP, which has a higher elastic modulus. The results of this study can be used to optimize the FSP parameters for the fabrication of surface composite matrices with a desired stiffness and damping capacity. The findings of this study can be used to develop new composite metal matrices with improved vibration-damping properties.
Author Contributions
Conceptualization, M.A. and E.B.M.; methodology, E.B.M.; software, E.E.; validation, F.D., A.A. and E.E.; formal analysis, E.B.M.; investigation, E.B.M.; resources, F.D. and E.B.; data curation, E.E.; writing—original draft preparation, E.B.M.; writing—review and editing, E.B.M. and M.A.; visualization, F.D.; supervision, A.A.; project administration, E.E.; funding acquisition, F.D. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Ministry of Education in Saudi Arabia, grant number (IFPRC-64-135-2020). And The APC was funded by all authors.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
The authors extend their appreciation to the Deputyship of Research & Innovation, Ministry of Education in Saudi Arabia, for funding this research work through project number (IFPRC-64-135-2020) and King Abdulaziz University, Jeddah, Saudi Arabia.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Shah, L.H.; Ishak, M. Review of Research Progress on Aluminum–Steel Dissimilar Welding. Mater. Manuf. Process. 2014, 29, 928–933. [Google Scholar] [CrossRef]
- Patel, V.; Li, W.; Wang, G.; Wang, F.; Vairis, A.; Niu, P. Friction Stir Welding of Dissimilar Aluminum Alloy Combinations: State-of-the-Art. Metals 2019, 9, 270. [Google Scholar] [CrossRef]
- Pouraliakbar, H.; Beygi, R.; Fallah, V.; Hosseini Monazzah, A.; Reza Jandaghi, M.; Khalaj, G.; da Silva, L.F.M.; Pavese, M. Processing of Al-Cu-Mg alloy by FSSP: Parametric analysis and the effect of cooling environment on microstructure evolution. Mater. Lett. 2022, 308, 131157. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; El-Sayed Seleman, M.M.; Zidan, Z.A.; Ramadan, R.M.; Ataya, S.; Alsaleh, N.A. Microstructure and Mechanical Properties of Dissimilar Friction Stir Welded AA2024-T4/AA7075-T6 T-Butt Joints. Metals 2021, 11, 128. [Google Scholar] [CrossRef]
- Eskandari, H.; Taheri, R. A Novel Technique for Development of Aluminum Alloy Matrix/TiB2/Al2O3 Hybrid Surface Nanocomposite by Friction Stir Processing. Procedia Mater. Sci. 2015, 11, 503–508. [Google Scholar] [CrossRef]
- Riccardis, M.F.D.; Virginia, M. Hybrid Conducting Nanocomposites Coatings for Corrosion Protection. In Developments in Corrosion Protection; Aliofkhazraei, M., Ed.; IntechOpen: Rijeka, Croatia, 2014; Chapter 13. [Google Scholar]
- Khan, S.A.; Sezer, N.; Koç, M. Design, synthesis, and characterization of hybrid micro-nano surface coatings for enhanced heat transfer applications. Int. J. Energy Res. 2020, 44, 12525–12534. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Mironov, S.; Kaibyshev, R.; Çam, G.; Simar, A.; Gerlich, A.; Khodabakhshi, F.; Mostafaei, A.; Field, D.P.; Robson, J.D.; et al. Friction stir welding/processing of metals and alloys: A comprehensive review on microstructural evolution. Prog. Mater. Sci. 2021, 117, 100752. [Google Scholar] [CrossRef]
- Gibson, B.T.; Lammlein, D.H.; Prater, T.J.; Longhurst, W.R.; Cox, C.D.; Ballun, M.C.; Dharmaraj, K.J.; Cook, G.E.; Strauss, A.M. Friction stir welding: Process, automation, and control. J. Manuf. Process. 2014, 16, 56–73. [Google Scholar] [CrossRef]
- Mirjavadi, S.S.; Alipour, M.; Emamian, S.; Kord, S.; Hamouda, A.M.S.; Koppad, P.G.; Keshavamurthy, R. Influence of TiO2 nanoparticles incorporation to friction stir welded 5083 aluminum alloy on the microstructure, mechanical properties and wear resistance. J. Alloys Compd. 2017, 712, 795–803. [Google Scholar] [CrossRef]
- Moustafa, E. Effect of Multi-Pass Friction Stir Processing on Mechanical Properties for AA2024/Al2O3 Nanocomposites. Materials 2017, 10, 1053. [Google Scholar] [CrossRef]
- Cioffi, F.; Fernández, R.; Gesto, D.; Rey, P.; Verdera, D.; González-Doncel, G. Friction stir welding of thick plates of aluminum alloy matrix composite with a high volume fraction of ceramic reinforcement. Compos. Part A Appl. Sci. Manuf. 2013, 54, 117–123. [Google Scholar] [CrossRef]
- Abnar, B.; Gashtiazar, S.; Javidani, M. Friction Stir Welding of Non-Heat Treatable Al Alloys: Challenges and Improvements Opportunities. Crystals 2023, 13, 576. [Google Scholar] [CrossRef]
- Kundu, A.K.; Gupta, M.K.; Rajput, N.S.; Rathore, R. Adhesive assisted TiB2 coating effects on friction stir welded joints. Sci. Rep. 2022, 12, 17894. [Google Scholar] [CrossRef]
- Hassanifard, S.; Ghiasvand, A.; Hashemi, S.M.; Varvani-Farahani, A. The effect of the friction stir welding tool shape on tensile properties of welded Al 6061-T6 joints. Mater. Today Commun. 2022, 31, 103457. [Google Scholar] [CrossRef]
- Rudrapati, R. Effects of welding process conditions on friction stir welding of polymer composites: A review. Compos. Part C Open Access 2022, 8, 100269. [Google Scholar] [CrossRef]
- Abdel Aziz, S.S.; Abulkhair, H.; Moustafa, E.B. Role of hybrid nanoparticles on thermal, electrical conductivity, microstructure, and hardness behavior of nanocomposite matrix. J. Mater. Res. Technol. 2021, 13, 1275–1284. [Google Scholar] [CrossRef]
- Ramprasad, A. Mechanical Properties of Al 6061-SiCp Metal Matrix Composite Weld Joints Made using Friction Stir Welding. Int. J. Recent Innov. Trends Comput. Commun. 2015, 3, 4573–4576. [Google Scholar]
- Abd Elnabi, M.M.; Elshalakany, A.B.; Abdel-Mottaleb, M.M.; Osman, T.A.; El Mokadem, A. Influence of friction stir welding parameters on metallurgical and mechanical properties of dissimilar AA5454–AA7075 aluminum alloys. J. Mater. Res. Technol. 2019, 8, 1684–1693. [Google Scholar] [CrossRef]
- Devaiah, D.K.K.; Laxminarayana, P. Parametric Optimization of Friction Stir Welding Parameters Using Taguchi Technique for Dissimilar Aluminum Alloys (AA5083 and AA6061). IOSR J. Eng. 2017, 7, 44–49. [Google Scholar]
- Song, S.-W.; Kim, B.-C.; Yoon, T.-J.; Kim, N.-K.; Kim, I.-B.; Kang, C.-Y. Effect of Welding Parameters on Weld Formation and Mechanical Properties in Dissimilar Al Alloy Joints by FSW. Mater. Trans. 2010, 51, 1319–1325. [Google Scholar] [CrossRef]
- Kasman, S.; Kahraman, F.; Emiralioğlu, A.; Kahraman, H. A Case Study for the Welding of Dissimilar EN AW 6082 and EN AW 5083 Aluminum Alloys by Friction Stir Welding. Metals 2017, 7, 6. [Google Scholar] [CrossRef]
- Donatus, U.; Thompson, G.E.; Zhou, X.; Wang, J.; Cassell, A.; Beamish, K. Corrosion susceptibility of dissimilar friction stir welds of AA5083 and AA6082 alloys. Mater. Charact. 2015, 107, 85–97. [Google Scholar] [CrossRef]
- Md, S.; Birru, A.K. Mechanical and metallurgical properties of friction stir welded dissimilar joints of AZ91 magnesium alloy and AA 6082-T6 aluminium alloy. J. Magnes. Alloys 2019, 7, 264–271. [Google Scholar] [CrossRef]
- Bayazid, S.M.; Farhangi, H.; Ghahramani, A. Investigation of Friction Stir Welding Parameters of 6063-7075 Aluminum Alloys by Taguchi Method. Procedia Mater. Sci. 2015, 11, 6–11. [Google Scholar] [CrossRef]
- Kalemba-Rec, I.; Wróbel, M.; Kopyściański, M. Investigations of Friction Stir Welds between 5083 and 7075 Aluminum Alloys Using EBSD and X-Ray Techniques. Acta Phys. Pol. A 2016, 130, 996–999. [Google Scholar] [CrossRef]
- Laska, A.; Szkodo, M.; Cavaliere, P.; Perrone, A. Influence of the Tool Rotational Speed on Physical and Chemical Properties of Dissimilar Friction-Stir-Welded AA5083/AA6060 Joints. Metals 2022, 12, 1658. [Google Scholar] [CrossRef]
- Ahmed, S.; Rahman, R.A.; Awan, A.; Ahmad, S.; Akram, W.; Amjad, M.; Yahya, M.Y.; Rahimian Koloor, S.S. Optimization of Process Parameters in Friction Stir Welding of Aluminum 5451 in Marine Applications. J. Mar. Sci. Eng. 2022, 10, 1539. [Google Scholar] [CrossRef]
- Khalafe, W.H.; Sheng, E.L.; Bin Isa, M.R.; Omran, A.B.; Shamsudin, S.B. The Effect of Friction Stir Welding Parameters on the Weldability of Aluminum Alloys with Similar and Dissimilar Metals: Review. Metals 2022, 12, 2099. [Google Scholar] [CrossRef]
- Rabe, P.; Reisgen, U.; Schiebahn, A. Non-destructive evaluation of the friction stir welding process, generalizing a deep neural defect detection network to identify internal weld defects across different aluminum alloys. Weld. World 2023, 67, 549–560. [Google Scholar] [CrossRef]
- Muhammad, N.A.; Wu, C. Evaluation of capabilities of ultrasonic vibration on the surface, electrical and mechanical behaviours of aluminium to copper dissimilar friction stir welds. Int. J. Mech. Sci. 2020, 183, 105784. [Google Scholar] [CrossRef]
- Moustafa, E.B.; Melaibari, A.; Basha, M. Wear and microhardness behaviors of AA7075/SiC-BN hybrid nanocomposite surfaces fabricated by friction stir processing. Ceram. Int. 2020, 46, 16938–16943. [Google Scholar] [CrossRef]
- Moustafa, E.B. Dynamic Characteristics Study for Surface Composite of AMMNCs Matrix Fabricated by Friction Stir Process. Materials 2018, 11, 1240. [Google Scholar] [CrossRef] [PubMed]
- Ralston, K.D.; Birbilis, N.; Weyland, M.; Hutchinson, C.R. The effect of precipitate size on the yield strength-pitting corrosion correlation in Al–Cu–Mg alloys. Acta Mater. 2010, 58, 5941–5948. [Google Scholar] [CrossRef]
- Sauvage, X.; Dédé, A.; Muñoz, A.C.; Huneau, B. Precipitate stability and recrystallisation in the weld nuggets of friction stir welded Al–Mg–Si and Al–Mg–Sc alloys. Mater. Sci. Eng. A 2008, 491, 364–371. [Google Scholar] [CrossRef]
- Kumar, S.; Triveni, M.K.; Katiyar, J.K.; Tiwari, T.N.; Roy, B.S. Prediction of heat generation effect on force torque and mechanical properties at varying tool rotational speed in friction stir welding using Artificial Neural Network. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2023, 1. [Google Scholar] [CrossRef]
- Ghosh, B.; Das, H.; Samanta, A.; Majumdar, J.D.; Ghosh, M. Influence of tool rotational speed on the evolution of microstructure and mechanical properties of precipitation-hardened Aluminium 6061 butt joint during friction stir welding. Eng. Res. Express 2022, 4, 015009. [Google Scholar] [CrossRef]
- Meyghani, B.; Awang, M.B.; Wu, C.S. Thermal analysis of friction stir processing (FSP) using arbitrary Lagrangian-Eulerian (ALE) and smoothed particle hydrodynamics (SPH) meshing techniques. Mater. Werkst. 2020, 51, 550–557. [Google Scholar] [CrossRef]














Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).