
Effect of Post-Fabrication Heat Treatments on the Microstructure of WC-12Co Direct Energy Depositions





Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
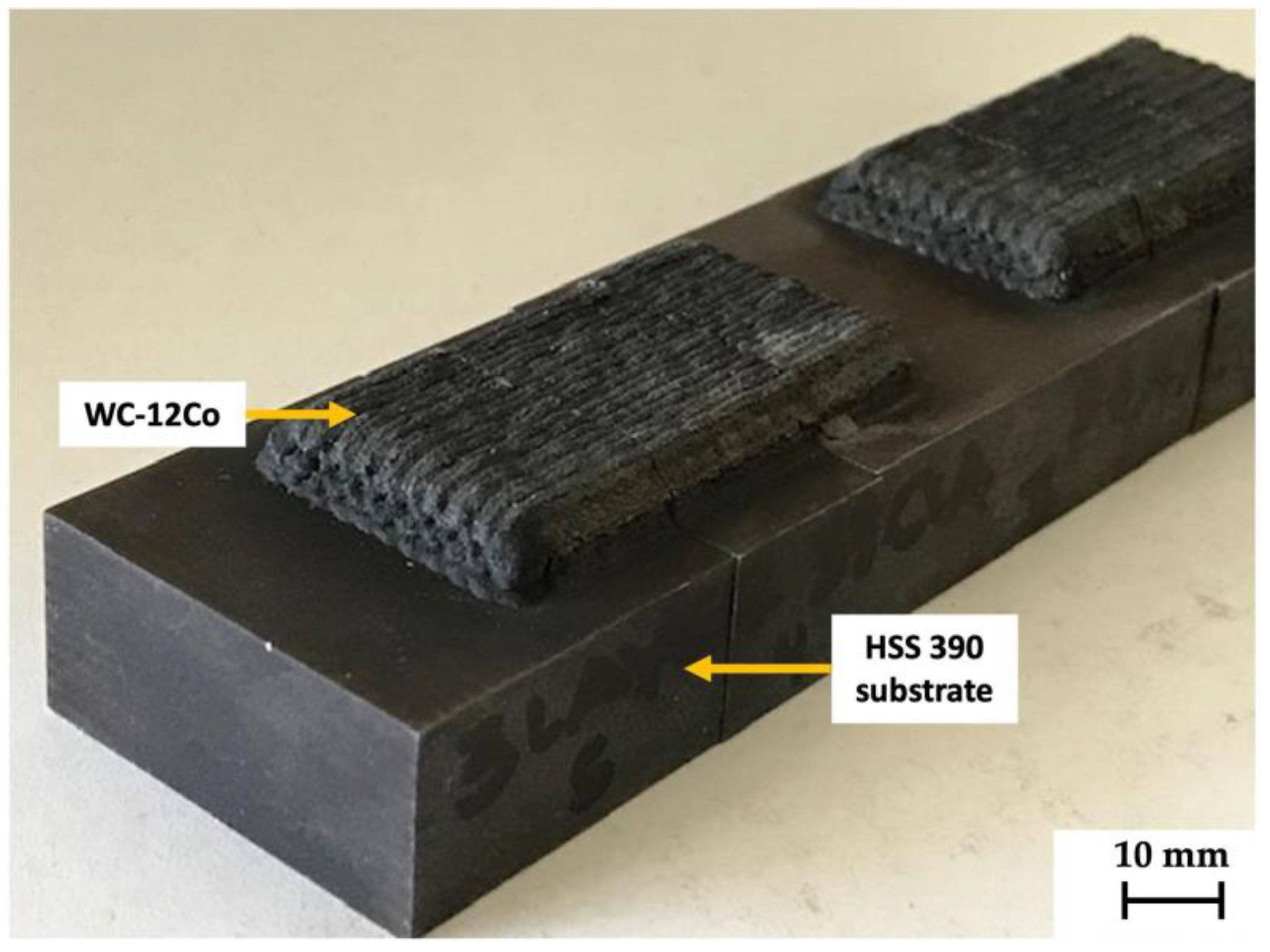
3.1. Macrostructural Investigation of the Sample in the As-Built Condition
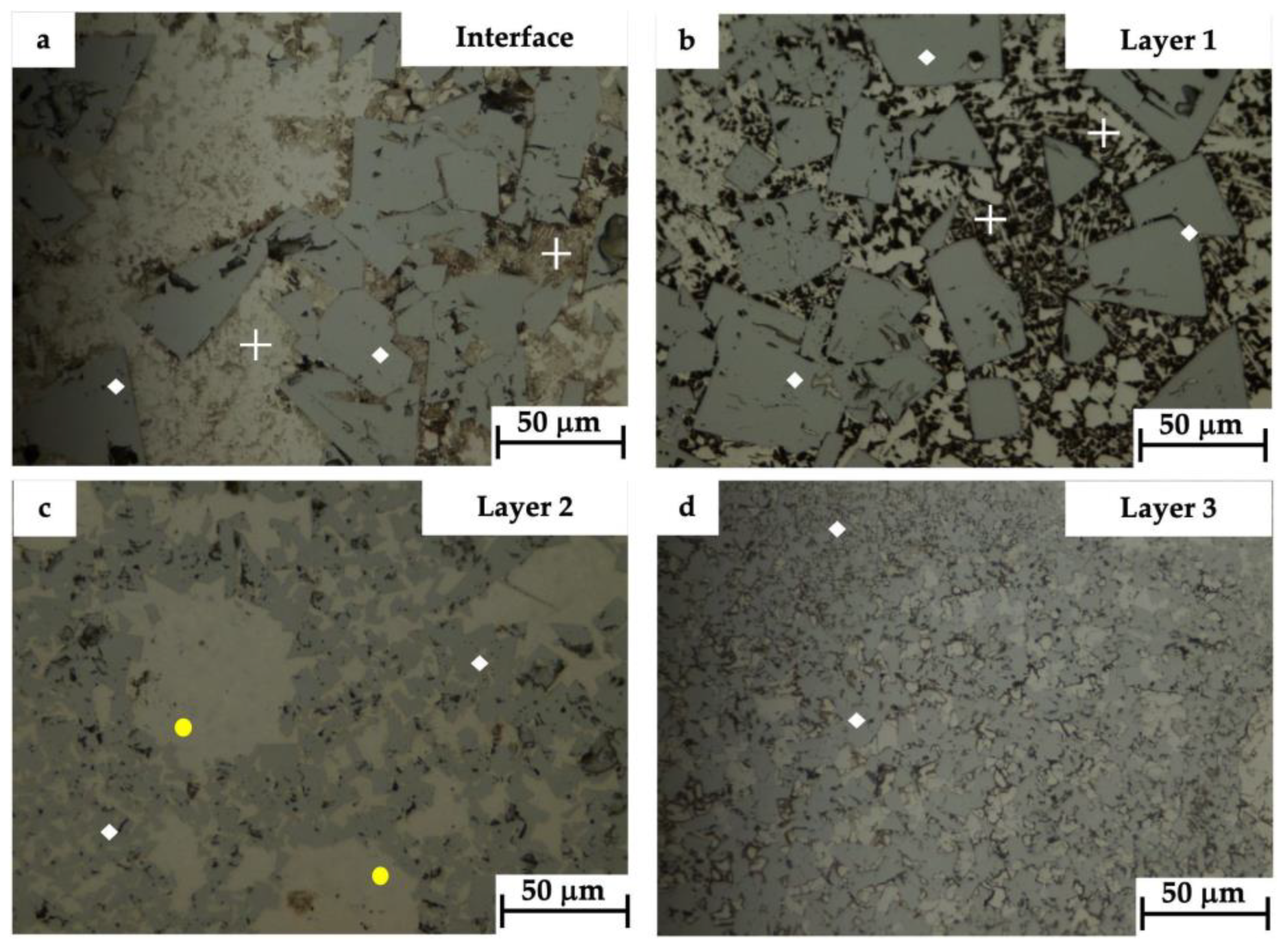
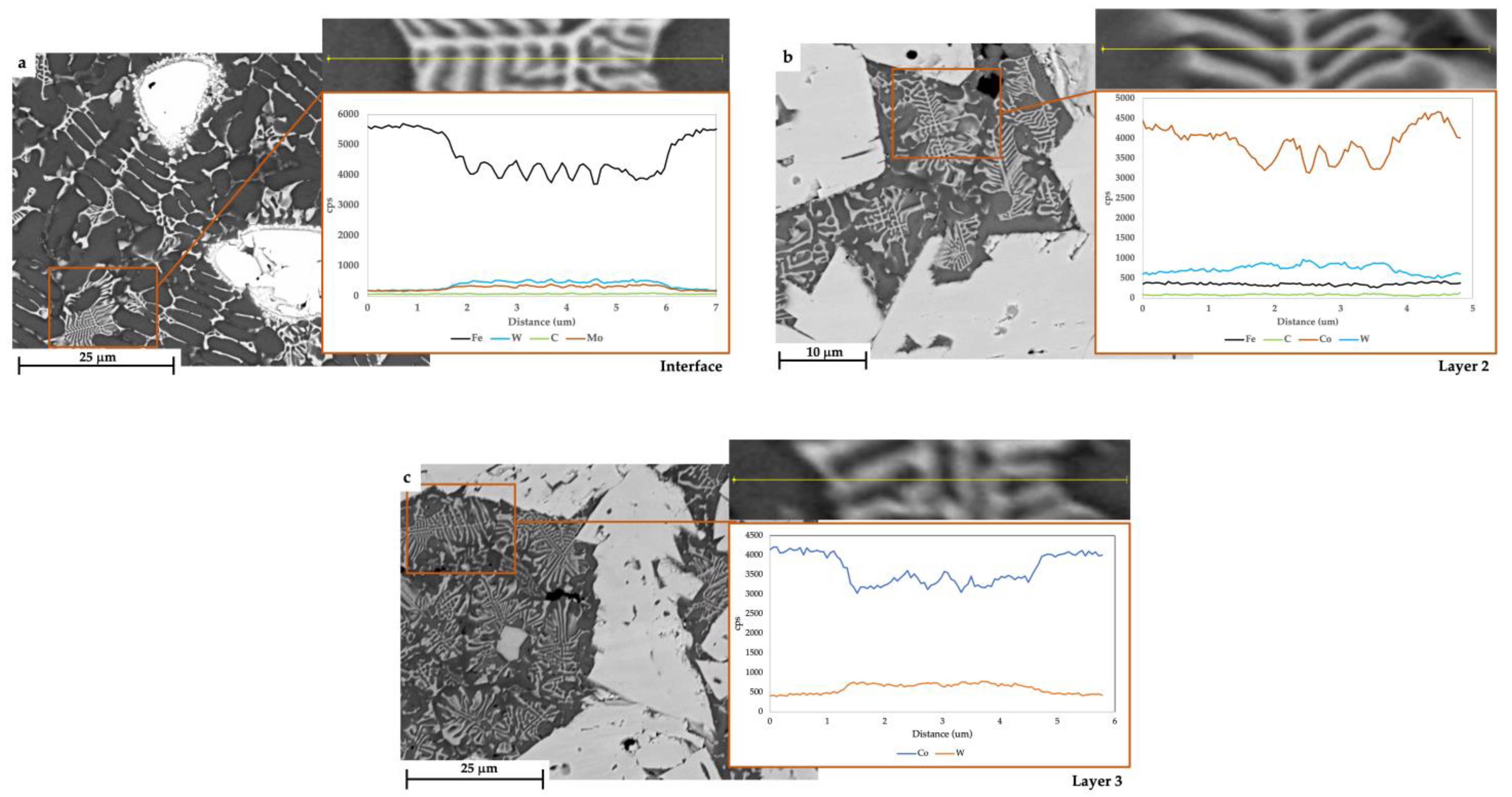
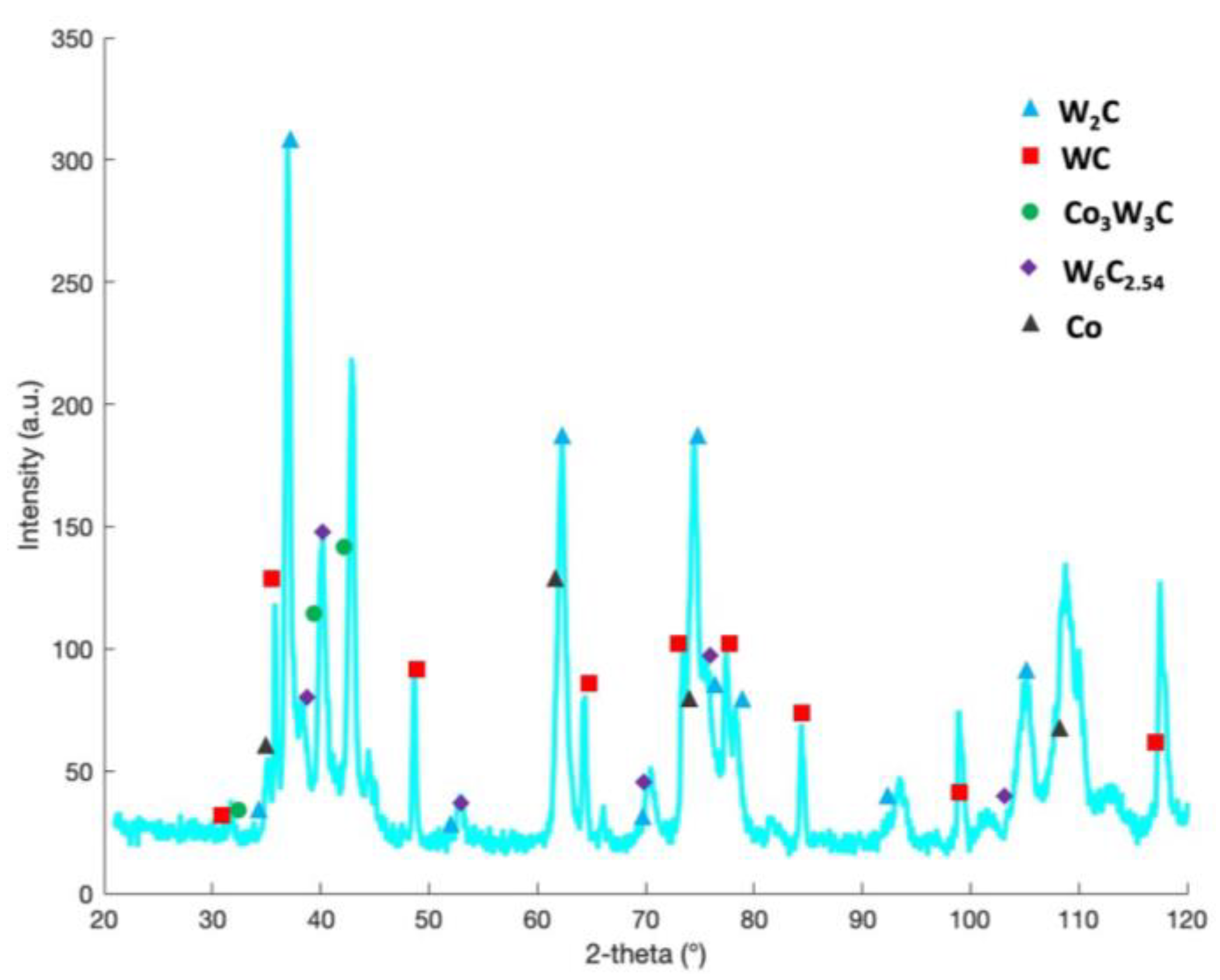
3.2. Microstructural Investigation of the Sample in the As-Built Condition
3.3. Hardness Behavior of the Sample in the As-Built Condition
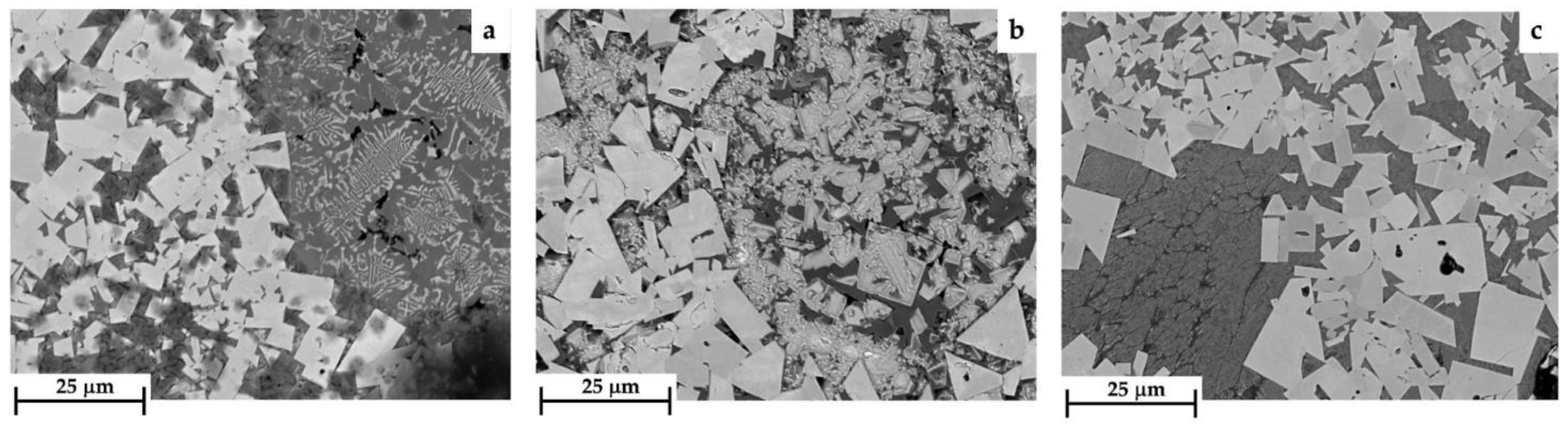
3.4. Microstructural Analysis of Samples in PFHT Conditions
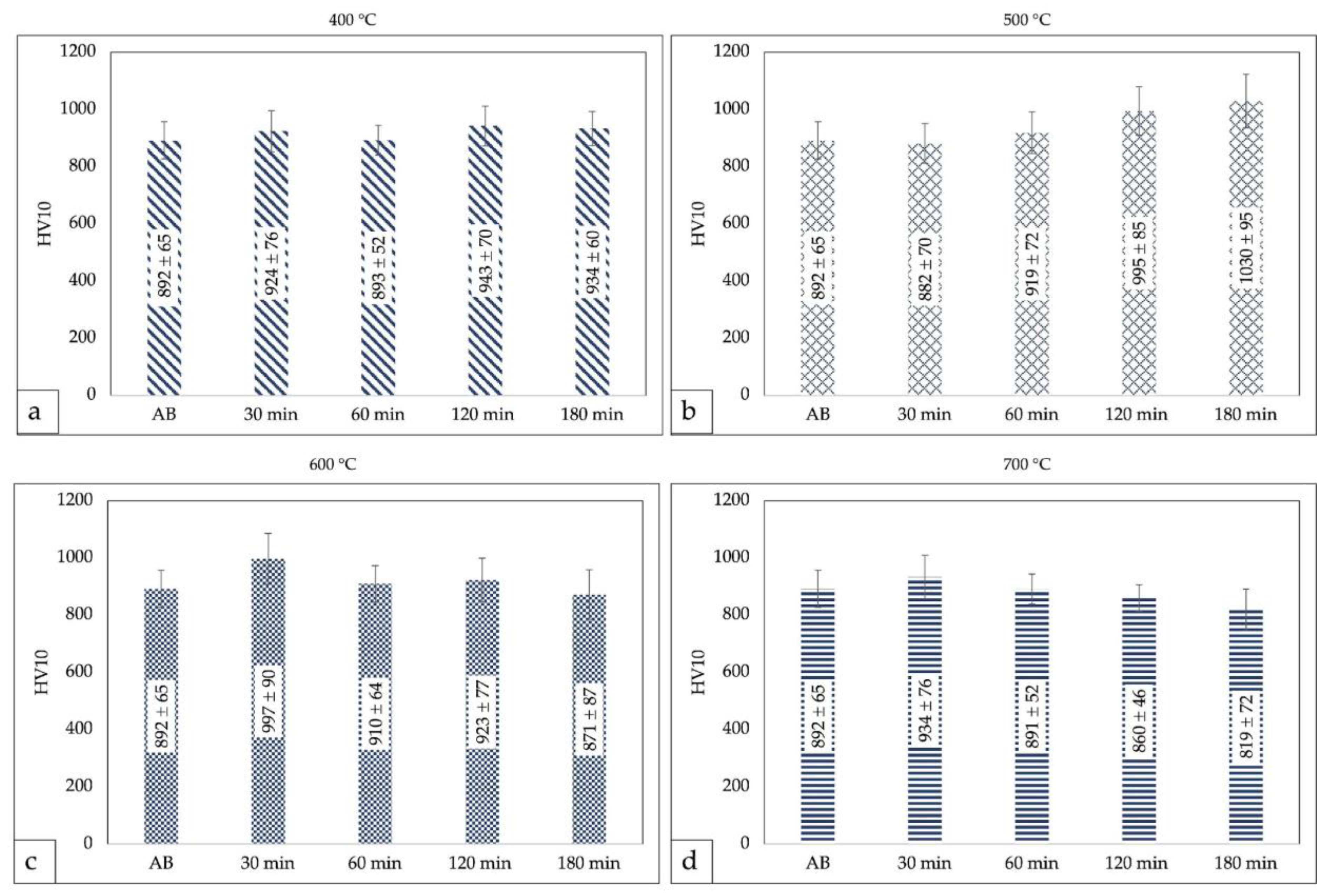
3.5. Hardness Properties of Samples in PFHT Conditions
4. Conclusions
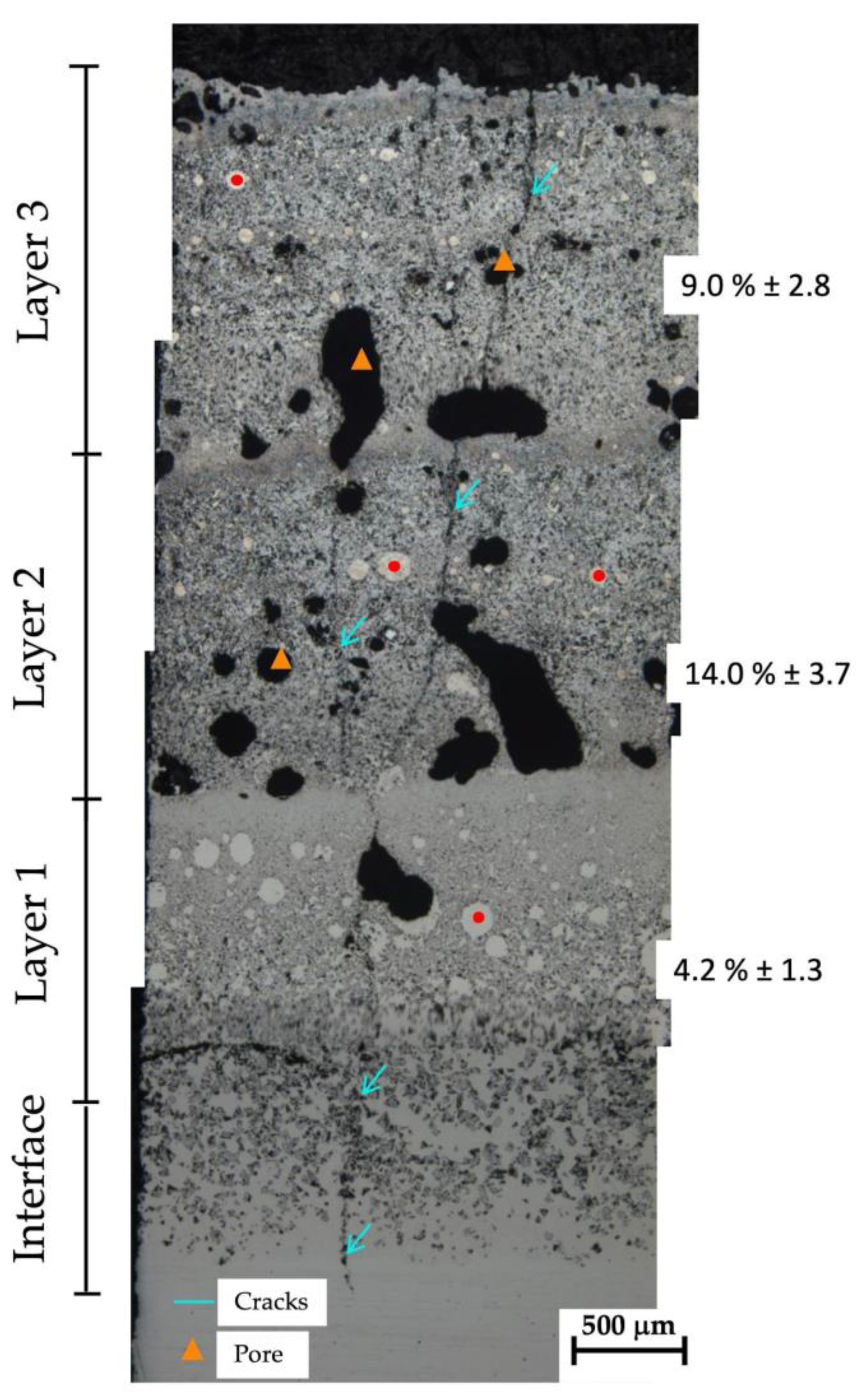
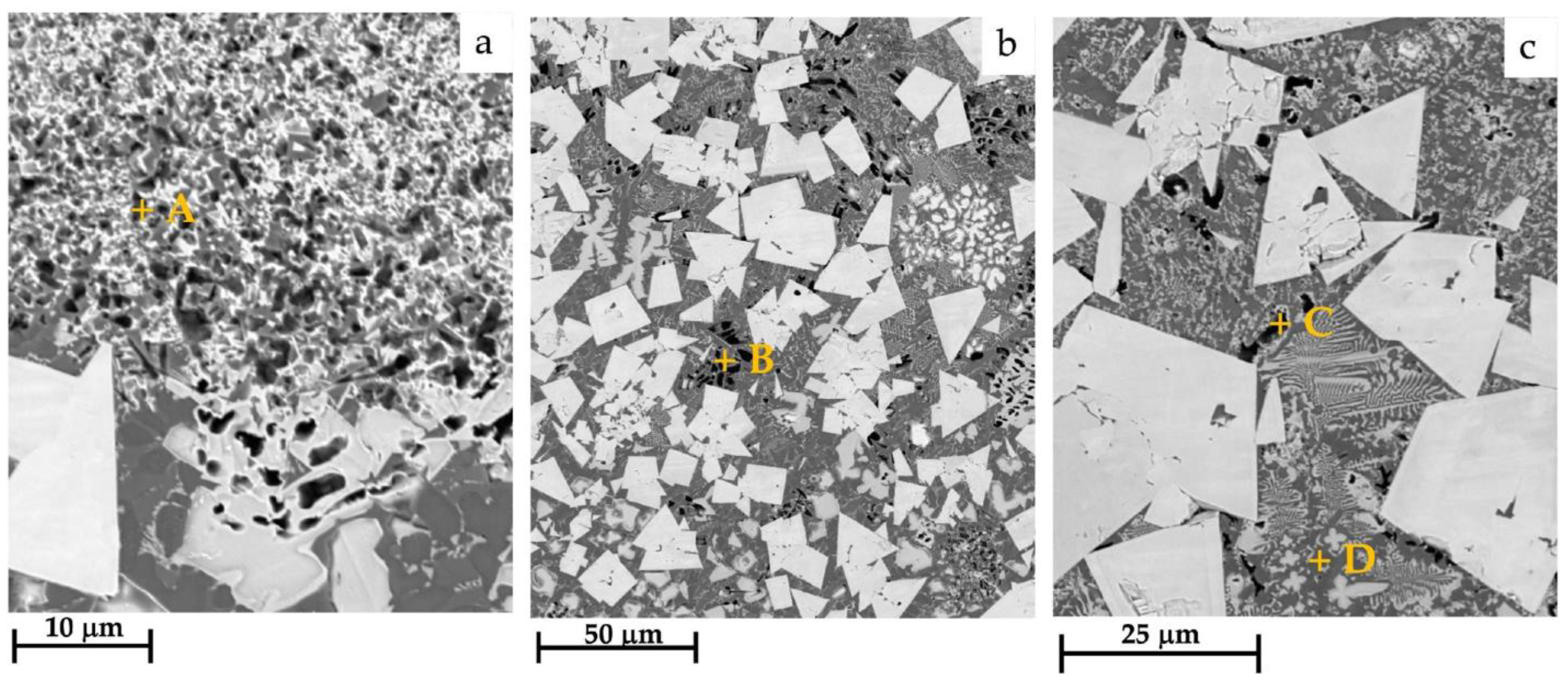
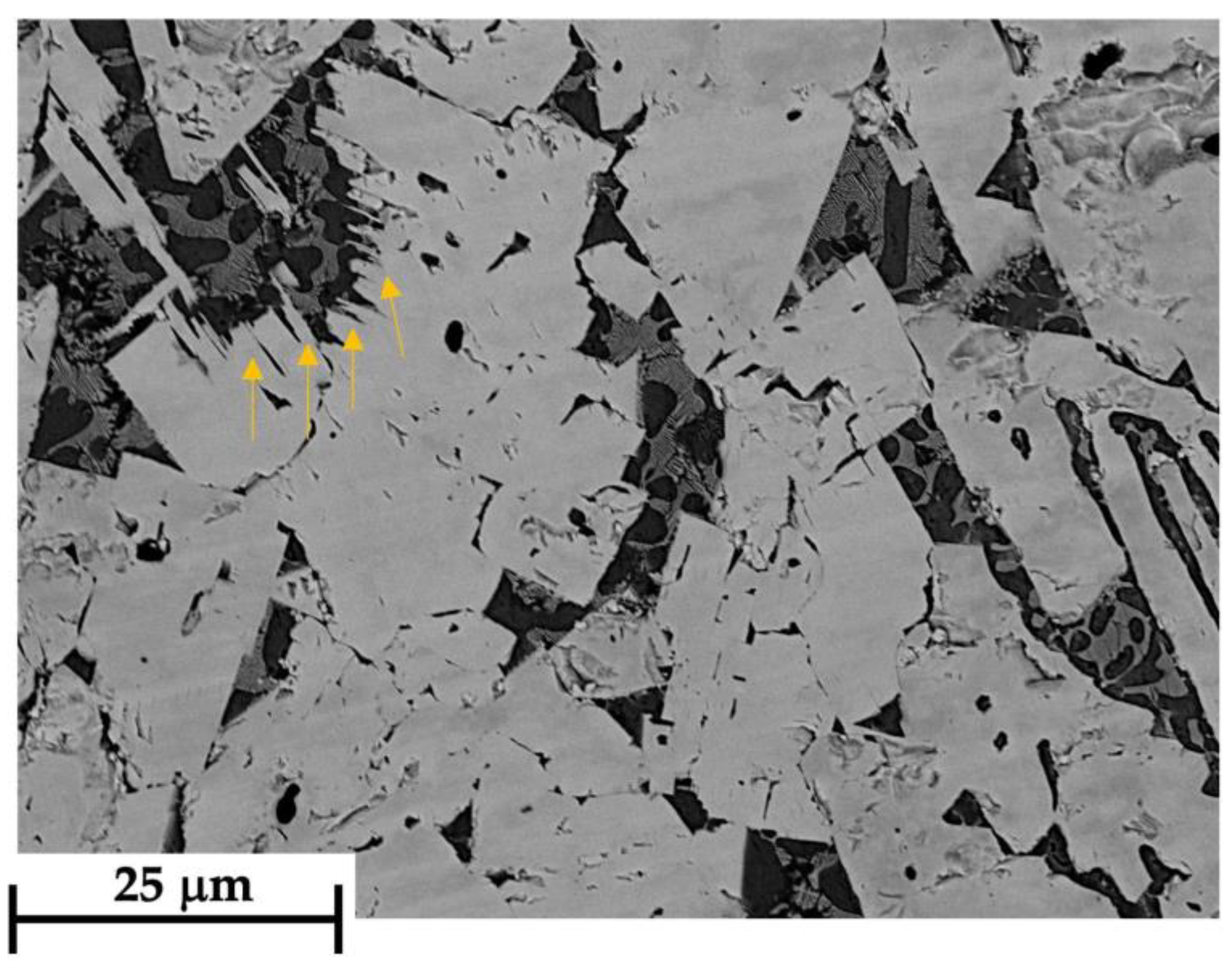
- High microstructural heterogeneity in terms of WC particles, η-phase structures, and Co distribution was observed in the sample in the as-built condition.
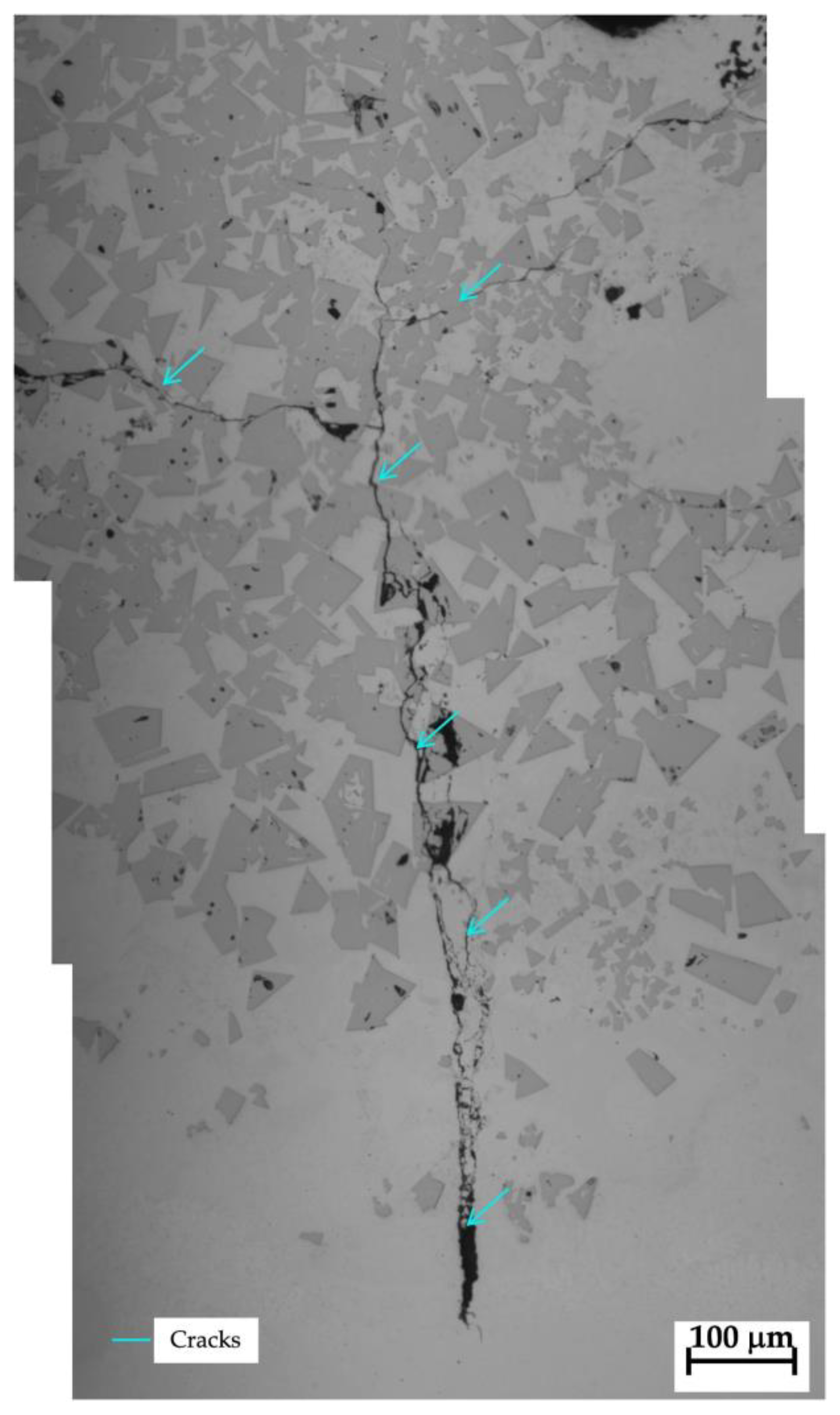
- Some cracking defects were observed in the samples, irrespective of the heat treatment conditions. In this regard, it is confirmed that the difference in thermophysical properties of the substrate and the coating has a strong influence on crack propagation.
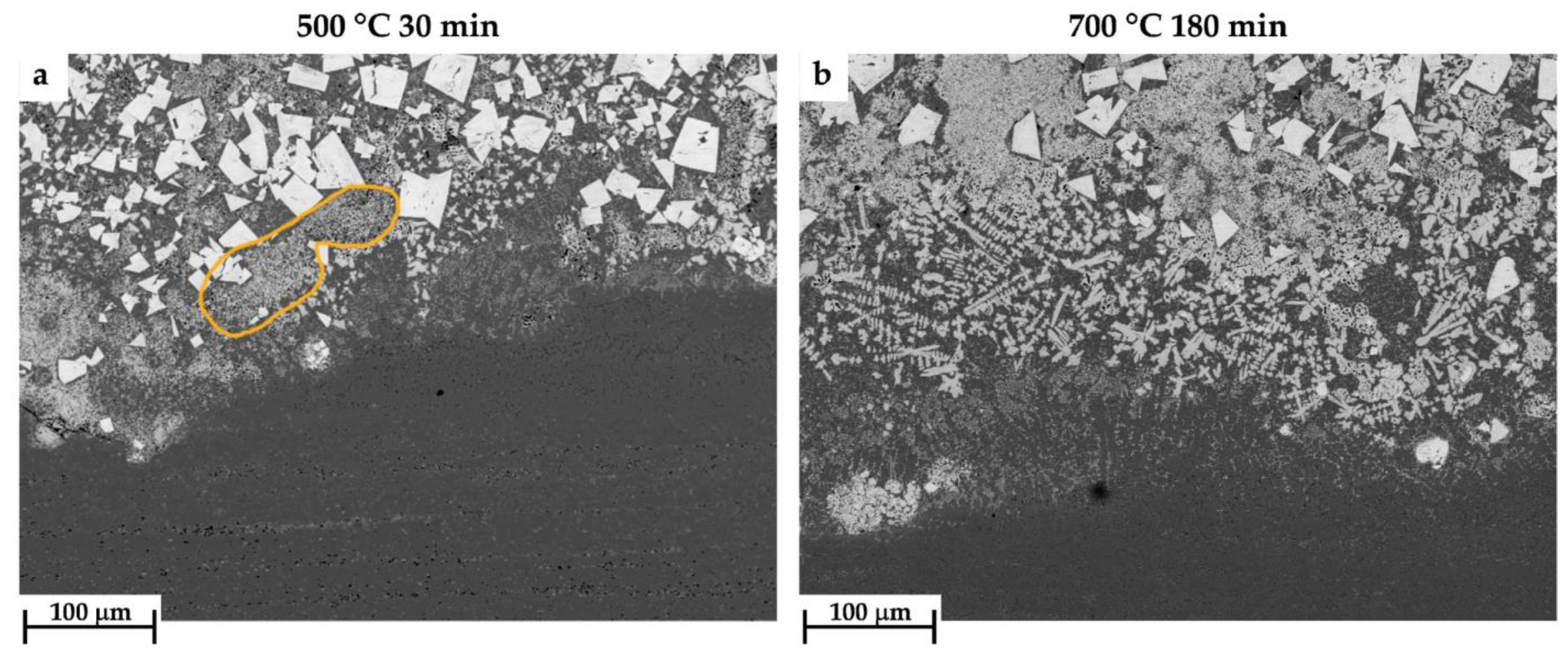
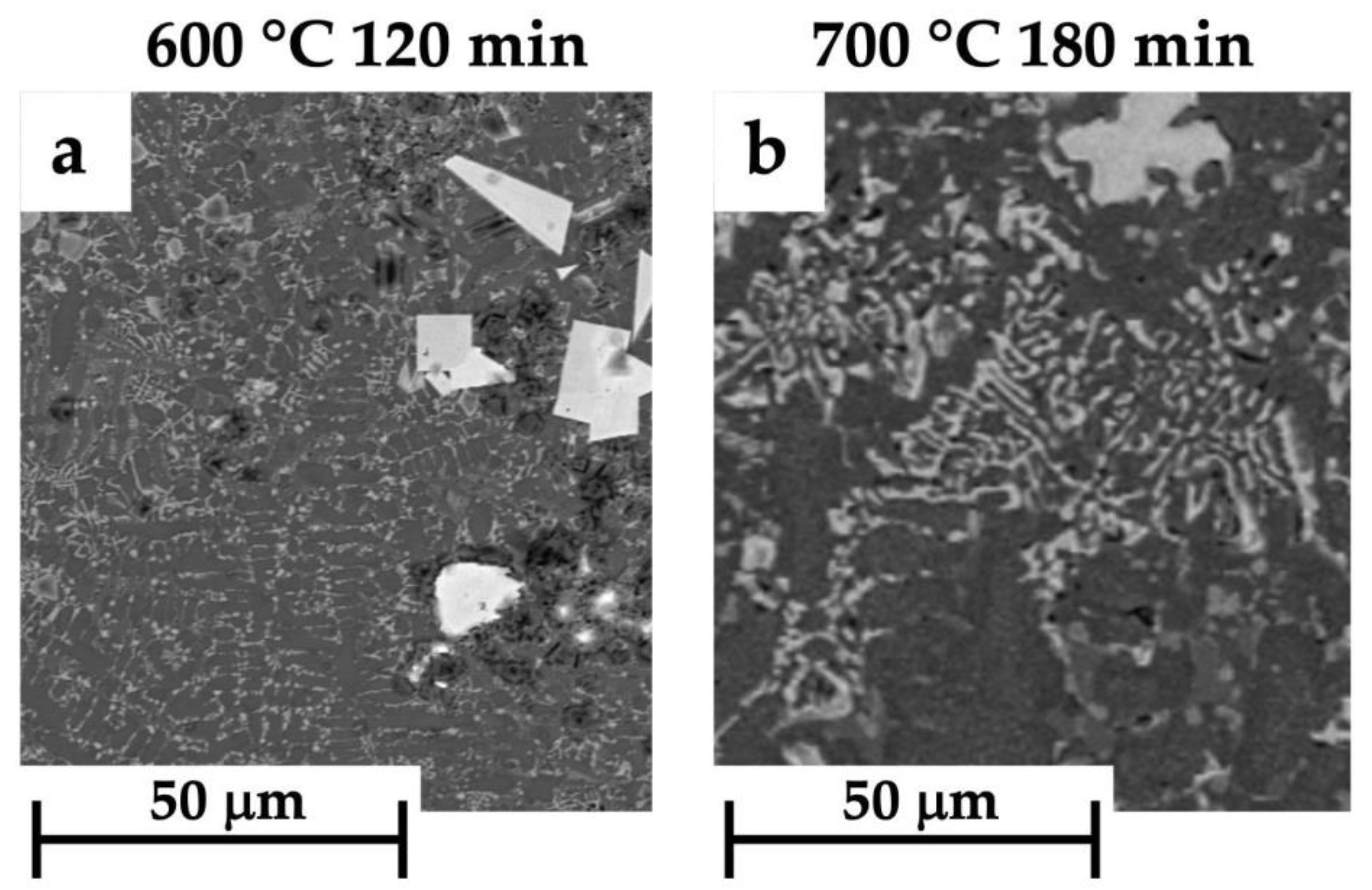
- For all heat-treated samples, the OM and SEM/EDS analysis of the microstructure demonstrated the occurrence of some microstructural changes during the post-fabricated heat treatment procedures. Especially, the local distribution of η-phase structures, and the size and distribution of the WC grains, were altered by the PFHTs.
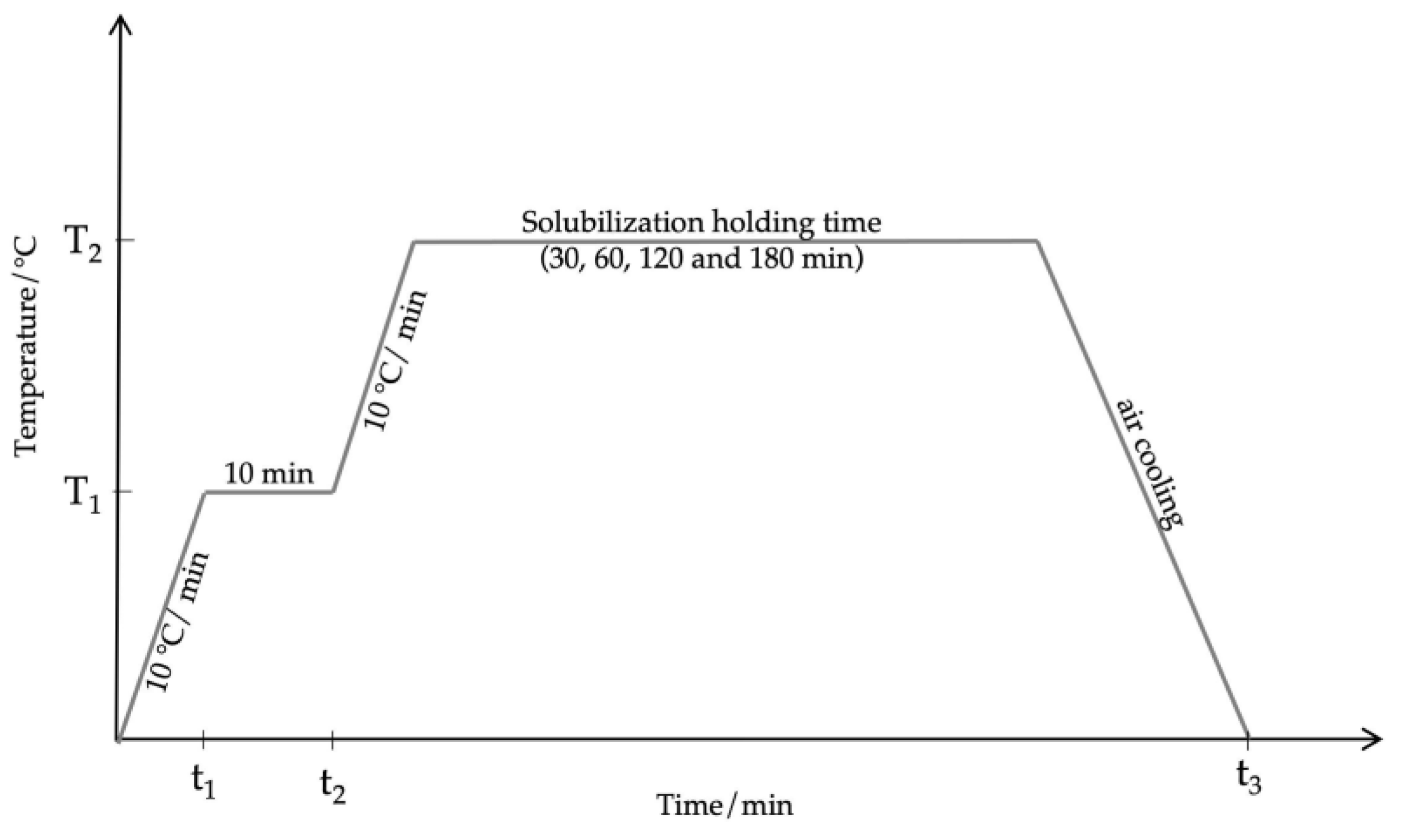
- Considering PFHTs performed at 500 °C for dwelling times in the range of 120–180 min, the mean Vickers macrohardness of heat-treated samples was slightly higher than that of the as-built sample, with the highest mean macrohardness values being obtained for a solubilization treatment performed for a dwelling time of 180 min.
- Further optimization of the post-fabricated heat treatment parameters needs to be performed to guarantee proper use of the WC-12Co cermet coating fabricated by the L-DED additive manufacturing technique.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yang, Y.; Zhang, C.; Wang, D.; Nie, L.; Wellmann, D.; Tian, Y. Additive Manufacturing of WC-Co Hardmetals: A Review. Int. J. Adv. Manuf. Technol. 2020, 108, 1653–1673. [Google Scholar] [CrossRef]
- Aramian, A.; Razavi, S.M.J.; Sadeghian, Z.; Berto, F. A Review of Additive Manufacturing of Cermets. Addit. Manuf. 2020, 33, 101130. [Google Scholar] [CrossRef]
- Liu, C. Alternative Binder Phases for WC Cemented Carbides. Available online: https://www.semanticscholar.org/paper/Alternative-binder-phases-for-WC-cemented-carbides-Liu/89999edcb533faea1869eb3f876a4bb5b2c79e75.
- He, H.T.; Fang, J.X.; Wang, J.X.; Sun, T.; Yang, Z.; Ma, B.; Chen, H.T.; Wen, M. Carbide-Reinforced Re0.1Hf0.25NbTaW0.4 Refractory High-Entropy Alloy with Excellent Room and Elevated Temperature Mechanical Properties. Int. J. Refract. Met. Hard Mater. 2023, 116, 106349. [Google Scholar] [CrossRef]
- Fortunato, A.; Valli, G.; Liverani, E.; Ascari, A. Additive Manufacturing of WC-Co Cutting Tools for Gear Production. Lasers Manuf. Mater. Process. 2019, 6, 247–262. [Google Scholar] [CrossRef]
- Joseph, A. Additive Manufacturing of Novel Cemented Carbides with Self Lubrificating Properties. Master’s Thesis, York University, Toronto, Ontario, 2019. [Google Scholar]
- Ma, G.; He, P.; Wang, H.; Tian, H.; Zhou, L.; Yong, Q.; Liu, M.; Zhao, H.; He, D. Promoting Bonding Strength between Internal Al-Si Based Gradient Coating and Aluminum Alloy Cylinder Bore by Forming Homo-Epitaxial Growth Interface. Mater. Des. 2023, 227, 111764. [Google Scholar] [CrossRef]
- ASTM F2792-12; Standard Terminology for Additive Manufacturing Technologies. ASTM International: West Conshohocken, PA, USA, 2012.
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive Manufacturing of Metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Aliakbari, M. Additive Manufacturing: State-of-the-Art, Capabilities, and Sample Applications with Cost Analysis. 2012. Available online: https://www.semanticscholar.org/paper/Additive-Manufacturing%3A-State-of-the-Art%2C-and-with-Aliakbari/25d838489048379a3ededacf1ce1a716451b8529 (accessed on 10 August 2023).
- ISO/ASTM 52900; Additive Manufacturing—General Principles. International Standard; ASTM: West Conshehoken, PL, USA, 2015; pp. 1–28. [Google Scholar]
- Wang, L.; Wu, T.; Wang, D.; Liang, Z.; Yang, X.; Peng, Z.; Liu, Y.; Liang, Y.; Zeng, Z.; Oliveira, J.P. A Novel Heterogeneous Multi-Wire Indirect Arc Directed Energy Deposition for in-Situ Synthesis Al-Zn-Mg-Cu Alloy: Process, Microstructure and Mechanical Properties. Addit. Manuf. 2023, 72, 103639. [Google Scholar] [CrossRef]
- Campanelli, S.L.; Contuzzi, N.; Posa, P.; Angelastro, A. Printability and Microstructure of Selective Laser Melting of WC/Co/Cr Powder. Materials 2019, 12, 2397. [Google Scholar] [CrossRef]
- Liverani, E.; Ascari, A.; Fortunato, A. Multilayered WC–Co Coatings by Direct Energy Deposition-Based Cladding: Effect of Laser Remelting on Interface Defects. Surf. Coat Technol. 2023, 464, 129556. [Google Scholar] [CrossRef]
- Fries, S.; Genilke, S.; Wilms, M.B.; Seimann, M.; Weisheit, A.; Kaletsch, A.; Bergs, T.; Schleifenbaum, J.H.; Broeckmann, C. Laser-Based Additive Manufacturing of WC–Co with High-Temperature Powder Bed Preheating. Steel Res. Int. 2020, 91, 1900511. [Google Scholar] [CrossRef]
- Zhou, X.; Liu, H.; Zhang, J.; Ji, J.; Zhao, W.; Zhang, Z.; Wang, Q.; Xue, Y. Effect of the Heat Treatment on the Microstructure and Performance of High-Velocity Air-Fuel Sprayed WC-10Co4Cr Coatings. Mater. Tehnol. 2021, 55, 885–894. [Google Scholar] [CrossRef]
- Son, S.; Park, J.M.; Park, S.H.; Yu, J.H.; Kwon, H.; Kim, H.S. Correlation between Microstructural Heterogeneity and Mechanical Properties of WC-Co Composite Additively Manufactured by Selective Laser Melting. Mater. Lett. 2021, 293, 129683. [Google Scholar] [CrossRef]
- Hu, M.; Tang, J.C.; Chen, X.G.; Ye, N.; Zhao, X.Y.; Xu, M. miao Microstructure and Properties of WC-12Co Composite Coatings Prepared by Laser Cladding. Trans. Nonferrous Met. Soc. China 2020, 30, 1017–1030. [Google Scholar] [CrossRef]
- Jonsson, H. Studies of the Binder Phase in Wc-Co Cemented Carbides Heat Treated at 950 °C. Fuer. Pulvemetallurg. 1975, 23, 37–55. [Google Scholar]
- Jonsson, H. Studies of the Binder Phase in Wc-Co Cemented Carbides Heat-Treated at 650 °C. Powder Metall. 1972, 15, 1–10. [Google Scholar] [CrossRef]
- Andrén, H.-O. Microstructure Development during Sintering and Heat-Treatment of Cemented Carbides and Cermets. Mater. Chem. Phys. 2001, 67, 209–213. [Google Scholar] [CrossRef]
- Gu, L.; Huang, J.; Tang, Y.; Xie, C.; Gao, S. Influence of Different Post Treatments on Microstructure and Properties of WC-Co Cemented Carbides. J. Alloys Compd. 2015, 620, 116–119. [Google Scholar] [CrossRef]
- Chen, C.; Du, C.; Pan, Q.; Chen, Q. Effect of Post-Heat Treatment on the Microstructure and Mechanical Properties of Laser-Deposited WxC + Ni-Based Composite Thin Walls. J. Mater. Eng. Perform. 2021, 30, 423–433. [Google Scholar] [CrossRef] [PubMed]
- Mazouzi, A.; Djerdjare, B.; Triaa, S.; Rezzoug, A.; Cheniti, B.; Aouadi, S.M. Effect of Annealing Temperature on the Microstructure Evolution, Mechanical and Wear Behavior of NiCr-WC-Co HVOF-Sprayed Coatings. J. Mater. Res. 2020, 35, 2798–2807. [Google Scholar] [CrossRef]
- Kumar, S. Process Chain Development for Additive Manufacturing of Cemented Carbide. J. Manuf. Process. 2018, 34, 121–130. [Google Scholar] [CrossRef]
- Jia, H.; Sun, H.; Wang, H.; Wu, Y.; Wang, H. Scanning Strategy in Selective Laser Melting (SLM): A Review. Int. J. Adv. Manuf. Technol. 2021, 113, 2413–2435. [Google Scholar] [CrossRef]
- Liu, W.-W.; Saleheen, K.M.; Tang, Z.; Wang, H.; Al-Hammadi, G.; Abdelrahman, A.; Yongxin, Z.; Hua, S.-G.; Wang, F.-T. Review on Scanning Pattern Evaluation in Laser-Based Additive Manufacturing. Opt. Eng. 2021, 60, 18. [Google Scholar] [CrossRef]
- Molobi, E.; Sacks, N.; Theron, M. Crack Mitigation in Laser Engineered Net Shaping of WC-10wt%FeCr Cemented Carbides. Addit. Manuf. Lett. 2022, 2, 100028. [Google Scholar] [CrossRef]
- Sykora, J.; Sedlmajer, M.; Schubert, T.; Merkel, M.; Kroft, L.; Kucerova, L.; Rehor, J. Additive Manufacturing of WC-Co Specimens with Internal Channels. Materials 2023, 16, 3907. [Google Scholar] [CrossRef]
- Uhlmann, E.; Bergmann, A.; Gridin, W. Investigation on Additive Manufacturing of Tungsten Carbide-Cobalt by Selective Laser Melting. Procedia CIRP 2015, 35, 8–15. [Google Scholar] [CrossRef]
- Uhlmann, E.; Bergmann, A.; Bolz, R. Manufacturing of Carbide Tools by Selective Laser Melting. Procedia Manuf. 2018, 21, 765–773. [Google Scholar] [CrossRef]
- Khmyrov, R.S.; Safronov, V.A.; Gusarov, A.V. Obtaining Crack-Free WC-Co Alloys by Selective Laser Melting. Phys. Procedia 2016, 83, 874–881. [Google Scholar] [CrossRef]
- Ojo, O.A. Intergranular Liquation Cracking in Heat Affected Zone of a Welded Nickel Based Superalloy in as Cast Condition. Mater. Sci. Technol. 2007, 23, 1149–1155. [Google Scholar] [CrossRef]
- Carter, L.N.; Martin, C.; Withers, P.J.; Attallah, M.M. The Influence of the Laser Scan Strategy on Grain Structure and Cracking Behaviour in SLM Powder-Bed Fabricated Nickel Superalloy. J. Alloys Compd. 2014, 615, 338–347. [Google Scholar] [CrossRef]
- Mari, D.; Clausen, B.; Bourke, M.A.M.; Buss, K. Measurement of Residual Thermal Stress in WC-Co by Neutron Diffraction. Int. J. Refract. Met. Hard Mater. 2009, 27, 282–287. [Google Scholar] [CrossRef]
- He, M.; Zheng, X.; Tian, H.; Mao, H.; Du, Y. Residual Thermal Stress, Fracture Toughness, and Hardness in WC-Co Cemented Carbide: Finite Element Simulation and Experimental Verification. J. Mater. Res. Technol. 2022, 21, 2445–2454. [Google Scholar] [CrossRef]
- Mercelis, P.; Kruth, J. Residual Stresses in Selective Laser Sintering and Selective Laser Melting. Rapid Prototyp. J. 2006, 12, 254–265. [Google Scholar] [CrossRef]
- Waqas, A.; Qin, X.; Xiong, J.; Wang, H.; Zheng, C. Optimization of Process Parameters to Improve the Effective Area of Deposition in GMAW-Based Additive Manufacturing and Its Mechanical and Microstructural Analysis. Metals 2019, 9, 775. [Google Scholar] [CrossRef]
- Yang, D.; He, C.; Zhang, G. Forming Characteristics of Thin-Wall Steel Parts by Double Electrode GMAW Based Additive Manufacturing. J. Mater. Process. Technol. 2016, 227, 153–160. [Google Scholar] [CrossRef]
- Zhou, X.; Hu, H.; Yu, J. Residual Thermal Stresses of Laser Cladding of Intermetallic Ceramic Composite Coatings. J. Univ. Sci. Technol. 1997, 4, 31–33. [Google Scholar]
- Global Benchmark for Critically Evaluated Materials Properties Data. Available online: https://cindasdata.com/Applications/TPMDDEMO (accessed on 8 May 2023).
- Santana, Y.Y.; Renault, P.O.; Sebastiani, M.; La Barbera, J.G.; Lesage, J.; Bemporad, E.; Le Bourhis, E.; Puchi-Cabrera, E.S.; Staia, M.H. Characterization and Residual Stresses of WC-Co Thermally Sprayed Coatings. Surf. Coat Technol. 2008, 202, 4560–4565. [Google Scholar] [CrossRef]
- Kurlov, A.S.; Gusev, A.I. Tungsten Carbides and W-C Phase Diagram. Inorg. Mater. 2006, 42, 121–127. [Google Scholar] [CrossRef]
- Sarin, V.; Mari, D.; Llanes, L. (Eds.) Comprehensive Hard Materials, 1st ed.; Elsevier: Waltham, MA, USA, 2014; Volume 1. [Google Scholar]
- Machado, I.F.; Girardini, L.; Lonardelli, I.; Molinari, A. The Study of Ternary Carbides Formation during SPS Consolidation Process in the WC-Co-Steel System. Int. J. Refract. Met. Hard Mater. 2009, 27, 883–891. [Google Scholar] [CrossRef]
- Cho, S.-A.; Hernandez, A.; Ochoa, J.; Lira-Olivares, J. Phase Relations, Microstructure and Mechanical Properties of VC Substituted WC-1OCo Cemented Carbide Alloys. Int. J. Refract. Met. Hard Mater. 1997, 15, 205–214. [Google Scholar] [CrossRef]
- Lou, D.; Hellman, J.; Luhulima, D.; Liimatainen, J.; Lindroos, V.K. Interactions between Tungsten Carbide (WC) Particulates and Metal Matrix in WC-Reinforced Composites. Mater. Sci. Eng. A 2003, 340, 155–162. [Google Scholar] [CrossRef]
- Uhrenius, B. On the Composition of Fe-Ni-Co-WC-Based Cemented Carbides. Int. J. Refract. Met. Hard Mater. 1997, 15, 139–149. [Google Scholar] [CrossRef]
- García, J.; Collado Ciprés, V.; Blomqvist, A.; Kaplan, B. Cemented Carbide Microstructures: A Review. Int. J. Refract. Metals. Hard Mater. 2019, 80, 40–68. [Google Scholar] [CrossRef]
- Ren, M.; Li, R.; Zhang, X.; Gu, J.; Jiao, C. Effect of WC Particles Preparation Method on Microstructure and Properties of Laser Cladded Ni60-WC Coatings. J. Mater. Res. Technol. 2023, 22, 605–616. [Google Scholar] [CrossRef]
- Kear, B.H.; Skandan, G.; Sadangi, R.K. Factors Controlling Decarburization In Hvof Sprayed Nano-Wc/Co Hardcoatings. Scr. Mater. 2001, 44, 1703–1707. [Google Scholar] [CrossRef]
- Chen, Y.; Peng, X.; Kong, L.; Dong, G.; Remani, A.; Leach, R. Defect Inspection Technologies for Additive Manufacturing. Int. J. Extrem. Manuf. 2021, 3, 022002. [Google Scholar] [CrossRef]
- Yuan, Y.; Fu, L.; Li, J. Effects of WC Particle Size and Co Content on the Graded Structure in Functionally Gradient WC-Co Composites. MATEC Web Conf. 2016, 67, 06012. [Google Scholar] [CrossRef]
- Xiang, Z.; Li, Z.; Chang, F.; Dai, P. Effect of Heat Treatment on the Microstructure and Properties of Ultrafine WC–Co Cemented Carbide. Metals 2019, 9, 1302. [Google Scholar] [CrossRef]
- Tran, S. Microstructure Investigations of WC-Co Cemented Carbide Containing ɳ-Phase and Cr. Master’s Thesis, University of Uppsala (Uppsala universitet), Uppsala, Sweden, 2018. [Google Scholar]
- Yuan, Y.; Fu, L.; Li, J. Annealing Effect on the Mechanical Properties of Ultrafine WC–Co Materials. J. Appl. Res. Technol. 2017, 15, 396–401. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Co | Si | Mn | Cr | Mo | V | Fe | W |
|---|---|---|---|---|---|---|---|---|---|
| WC-12Co powder | 5.49 | 11.94 | - | - | - | - | - | 0.022 | Balance |
| HSS 390 | 1.64 | 8.0 | 0.60 | 0.30 | 4.80 | 2.0 | 4.80 | Balance | 10.40 |
| Laser Power (W) | Hatch Spacing (mm) | Scanning Speed (mm/s) | Powder Feed Rate (g/min) |
|---|---|---|---|
| 900 | 1 | 8 | 11.2 |
| Property | WC-12Co Coating | HSS 390 Steel |
|---|---|---|
| α (°C−1) | 4.10 × 10−6 [40] | 10.00 × 10−6 [40] |
| μ | 0.22 [41] | 0.30 [41] |
| E (Pa) | 6.88 × 1011 [41] | 2.00 × 1011 [41] |
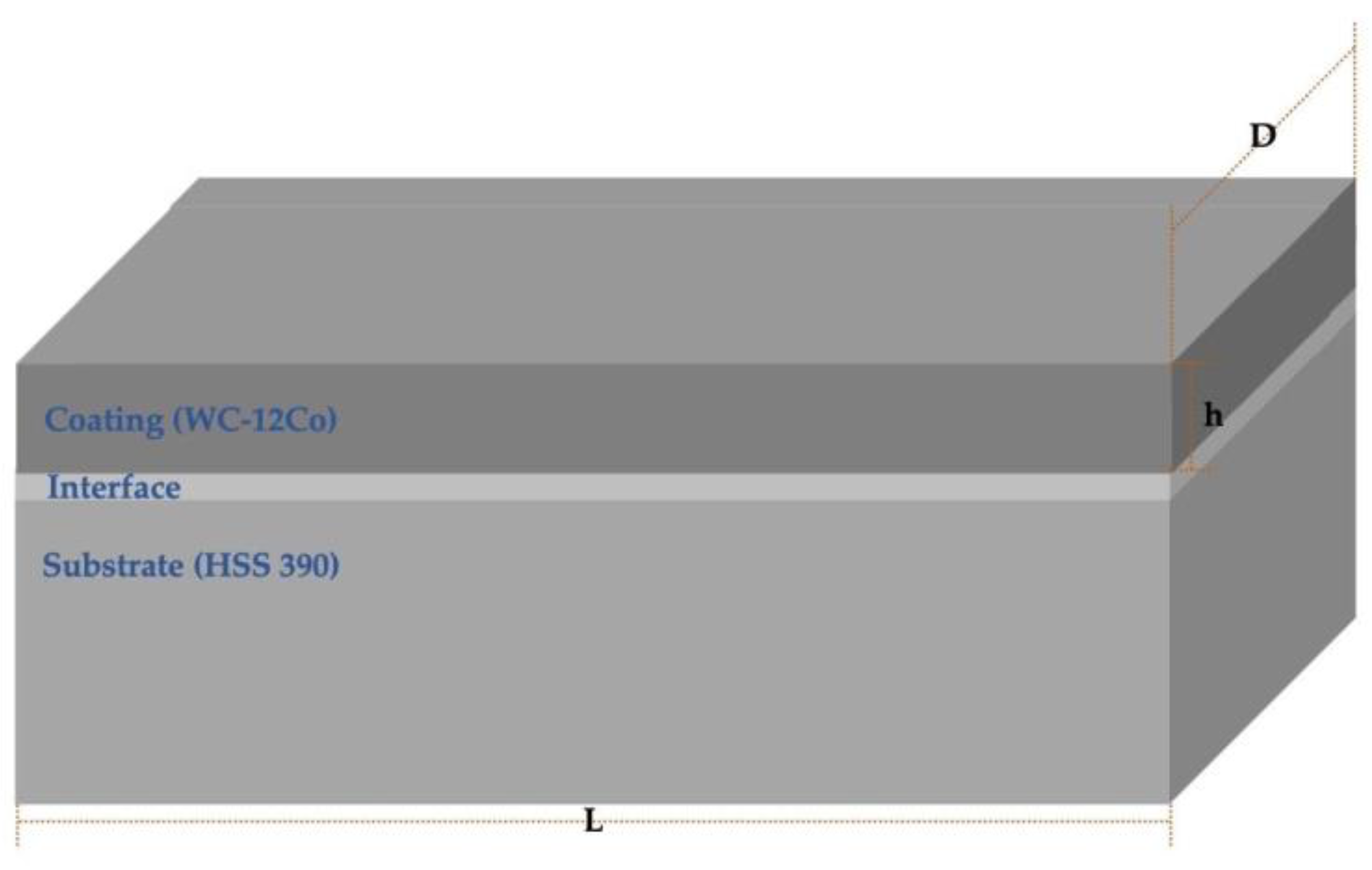
| L (mm) | 400.00 | 400.00 |
| D (mm) | 1.00 | 1.00 |
| h (mm) | 0.80 | - |
| Site | Fe | W | Mo | Cr | Co | V | Mn |
|---|---|---|---|---|---|---|---|
| A | 45.1 | 31.5 | 5.9 | 2.5 | 2.9 | 1.5 | - |
| B | 25.4 | 56.1 | 3.9 | 1.6 | 2.1 | 1.1 | - |
| C | 42.2 | 31.4 | 2.9 | 3.8 | 7.5 | 1.0 | 0.3 |
| D | 14.4 | 63.4 | - | - | 11.1 | - | - |
| E | 12.5 | 69.0 | 0.8 | 1.3 | 3.6 | 0.6 | 0.1 |
| F | 2.0 | 50.2 | - | - | 36.6 | - | - |
| G | - | 47.6 | - | - | 39.7 | - | - |
| H | - | 64.5 | - | - | 24.5 | - | - |
| Site | Fe | W | Mo | Cr | Co | V | Mn | C |
|---|---|---|---|---|---|---|---|---|
| A | 48.8 | 25.4 | - | 1.6 | 24.6 | - | - | - |
| B | 56.5 | 16.4 | - | 3.8 | 21.2 | 1.2 | - | - |
| C | 38.6 | 39.3 | - | 4.5 | 16.0 | 1.6 | - | - |
| D | 57.3 | 7.7 | - | 1.3 | 33.7 | - | - | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Morales, C.; Fortini, A.; Soffritti, C.; Merlin, M. Effect of Post-Fabrication Heat Treatments on the Microstructure of WC-12Co Direct Energy Depositions. Coatings 2023, 13, 1459. https://doi.org/10.3390/coatings13081459
Morales C, Fortini A, Soffritti C, Merlin M. Effect of Post-Fabrication Heat Treatments on the Microstructure of WC-12Co Direct Energy Depositions. Coatings. 2023; 13(8):1459. https://doi.org/10.3390/coatings13081459
Chicago/Turabian StyleMorales, Cindy, Annalisa Fortini, Chiara Soffritti, and Mattia Merlin. 2023. "Effect of Post-Fabrication Heat Treatments on the Microstructure of WC-12Co Direct Energy Depositions" Coatings 13, no. 8: 1459. https://doi.org/10.3390/coatings13081459
APA StyleMorales, C., Fortini, A., Soffritti, C., & Merlin, M. (2023). Effect of Post-Fabrication Heat Treatments on the Microstructure of WC-12Co Direct Energy Depositions. Coatings, 13(8), 1459. https://doi.org/10.3390/coatings13081459