
Surface Analyses of Thin Multiple Layer Barrier Coatings of Poly(vinyl alcohol) for Paperboard


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Barrier Solution
2.3. Pilot Coating
- One electric infrared (IR) dryer containing 12 individual IR elements, distributed as 6 elements on each side of the web. The total installed power was 1036 kW, i.e., 86.3 kW per individual IR element. The total length of the electric IR dryer was 3.6 m. The used IR power stated in Table 1 is given in the percentage of the installed power of each active IR element. In the thin multiple layer trials (Series ML) and the double coating trials (Reference Series D), only the six IR elements placed on the uncoated side of the web were active. Gentle drying was achieved by keeping all IR elements on the coated side inactive. In Reference S, one thick single layer (sample S1), all 12 IR elements were active in order to ensure sufficient drying.
- One air turn with a radius 0.4 m was located between the IR dryer and the airfloat dryers. Formally, an air turn is not a dryer, but has some (minimal) impact on the drying process.
- Three airfloat drying hoods, with maximum temperatures of 300 °C.
2.4. Analyses of Coated Paperboard
2.4.1. Pinholes
2.4.2. Grease Resistance
2.4.3. Oxygen Transmission
2.4.4. Surface Structure
3. Results and Discussion
3.1. Analyses of Coated Paperboard
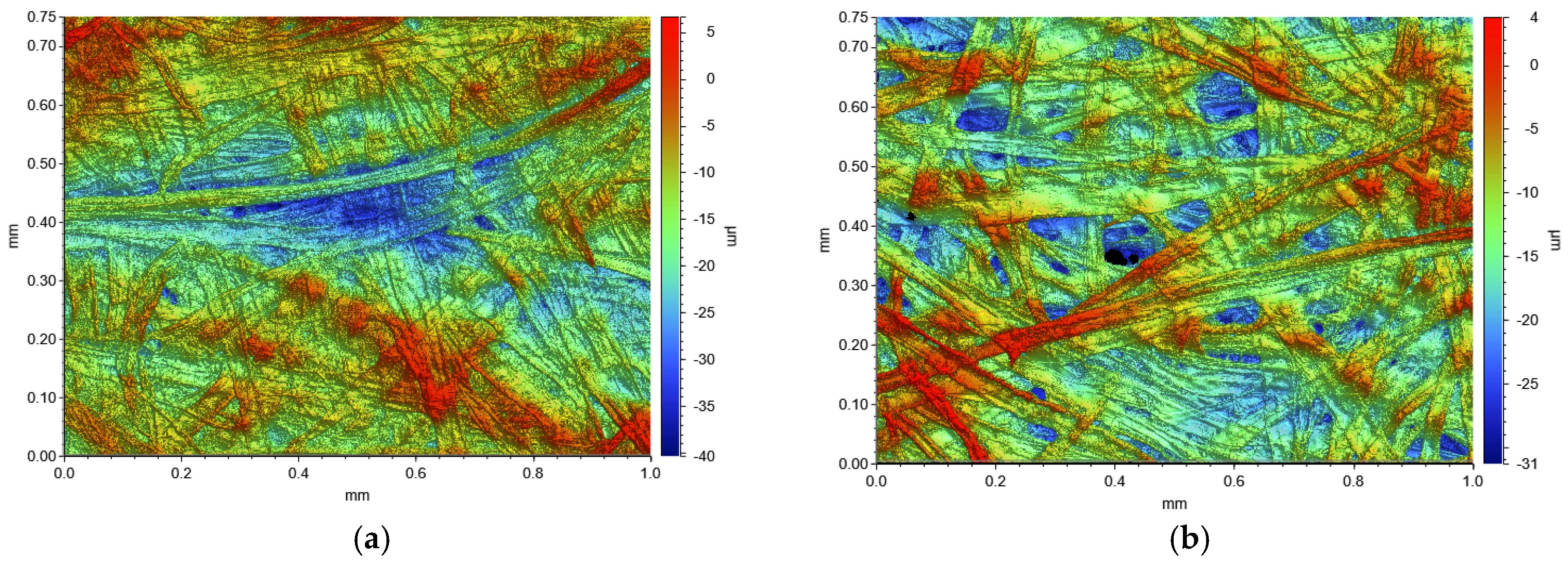
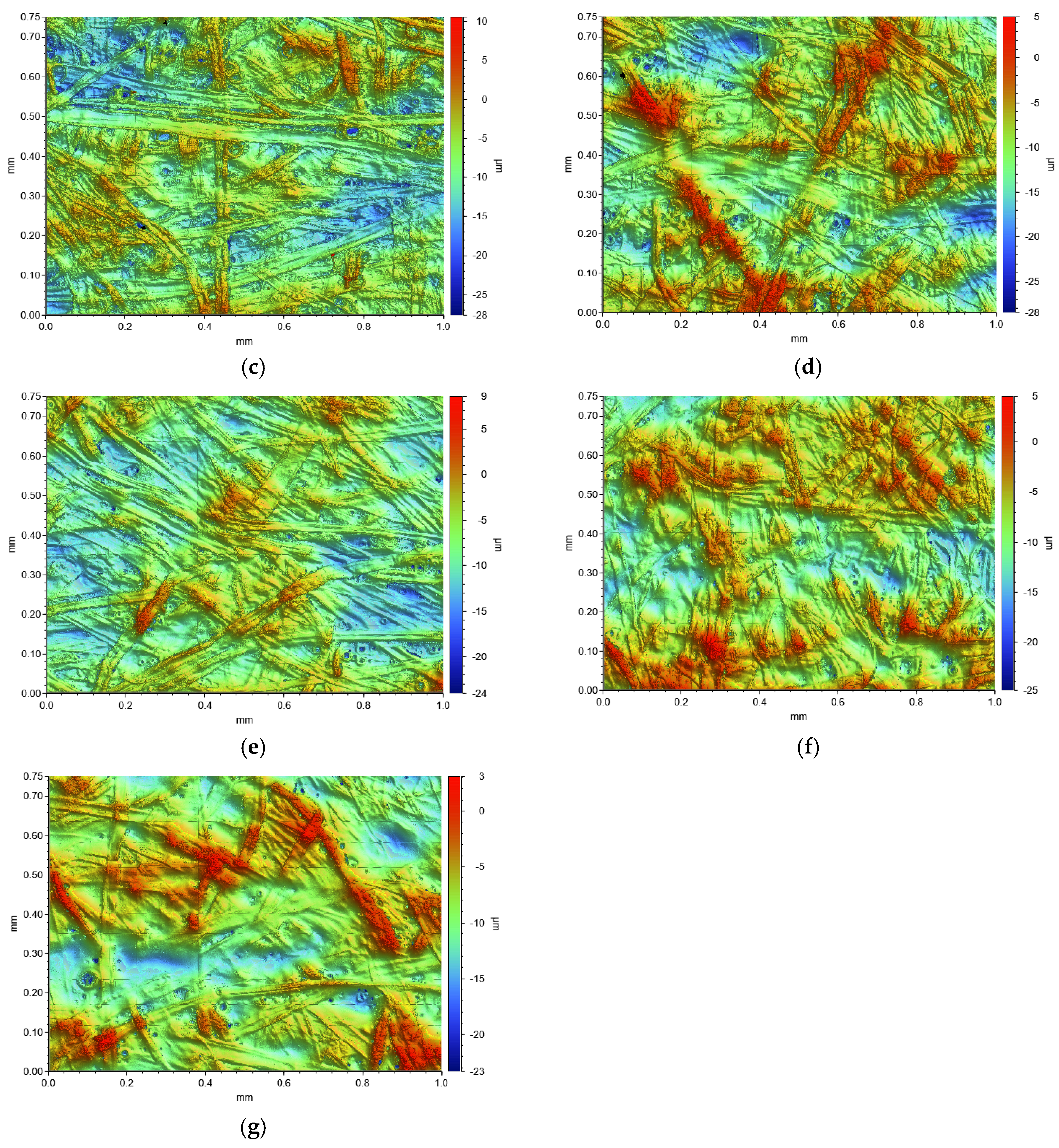
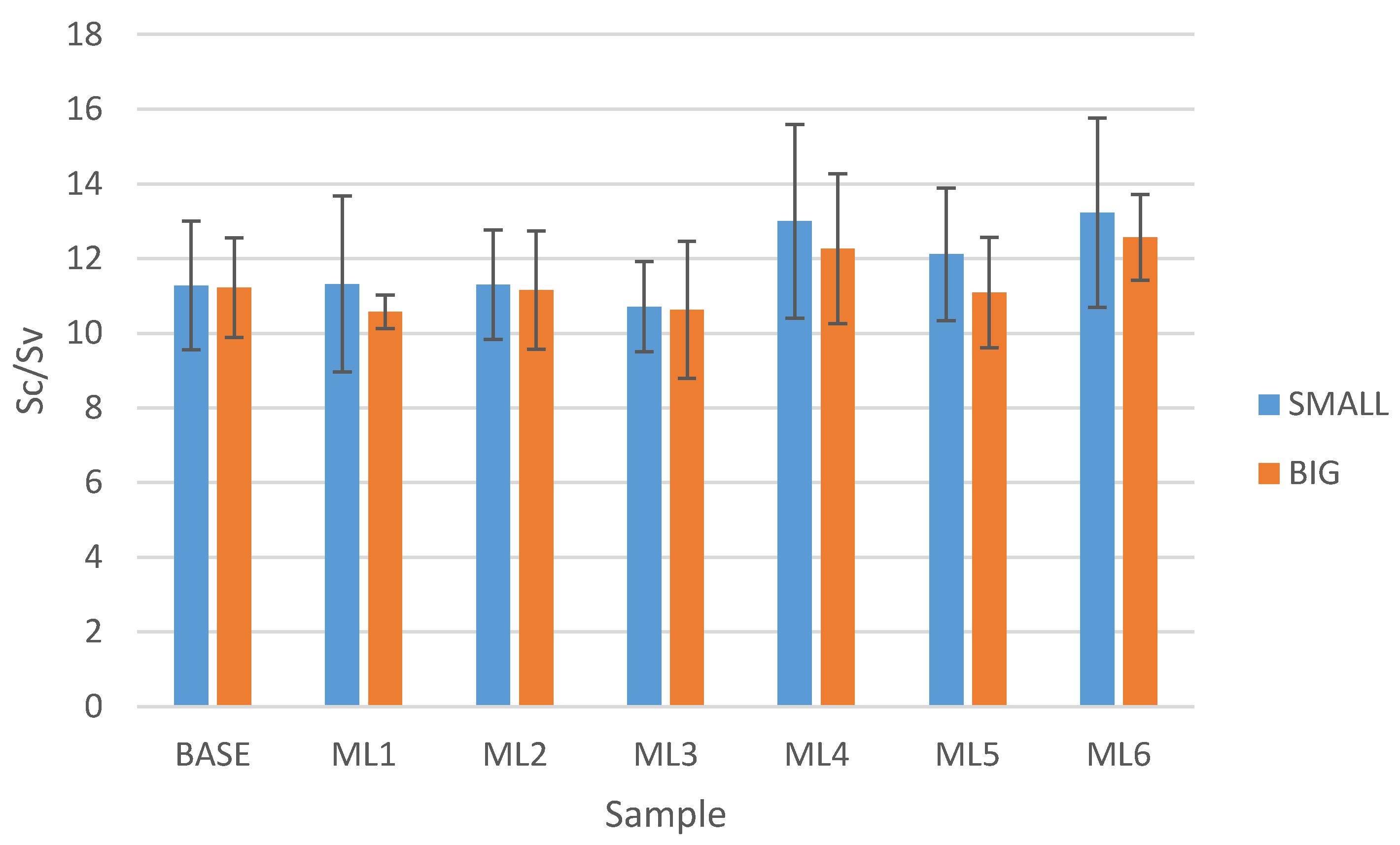
3.2. Surface Structure
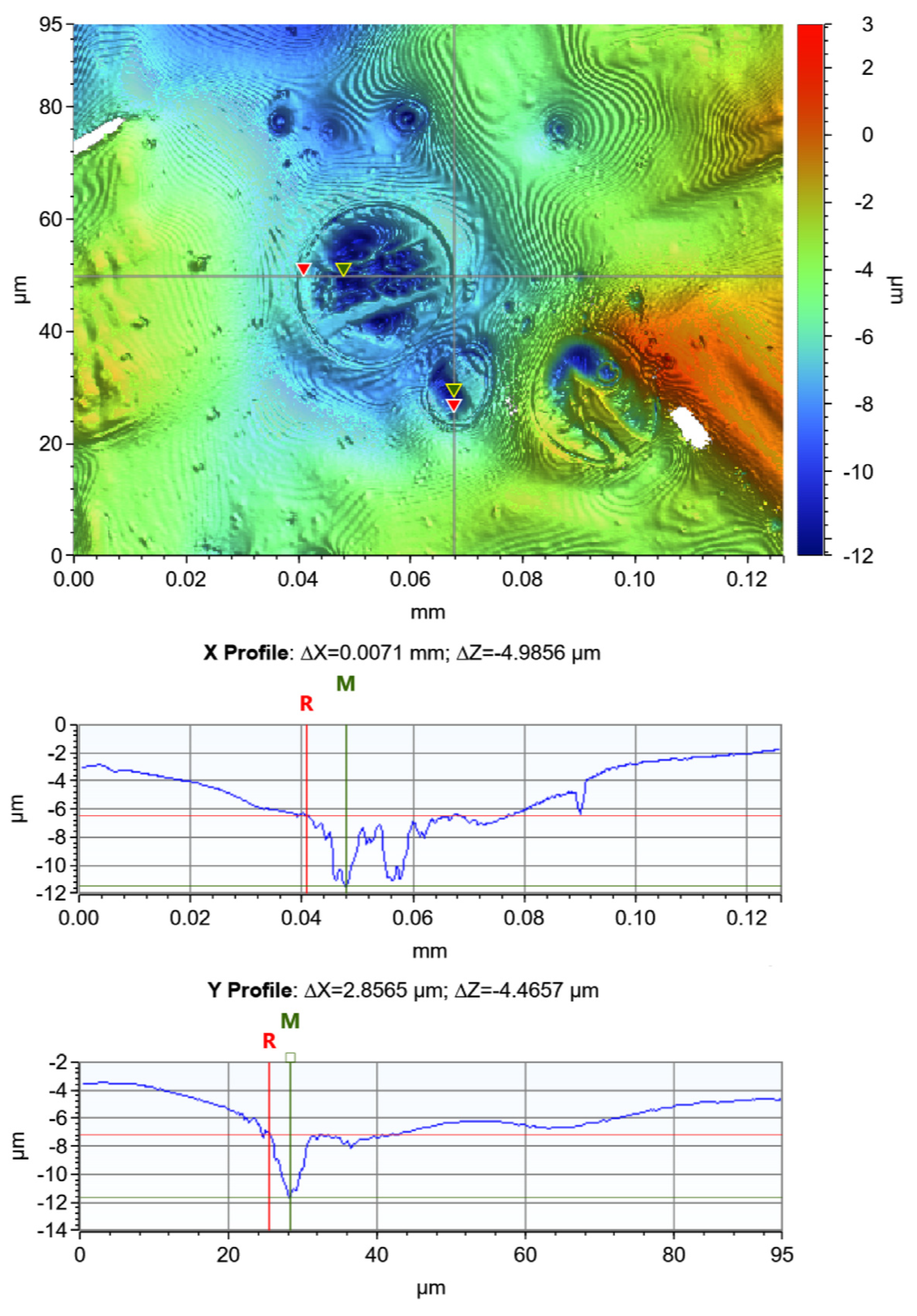
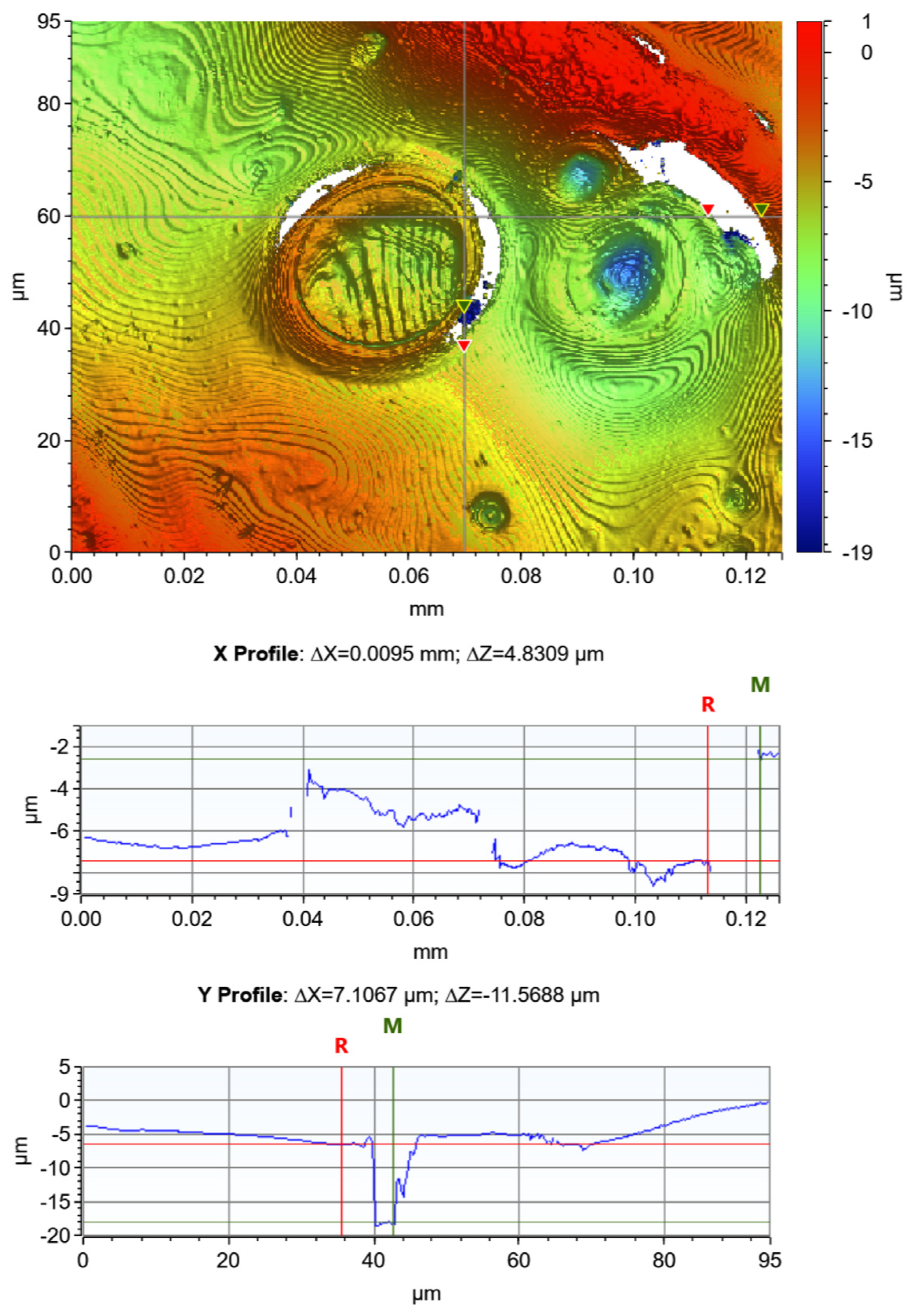
3.3. Surface Defects
- The slope is very high. The maximum slope for the Mirau 50x objective is 25.0° for a perfect smooth surface. A rough surface, such as paper and paperboard, contains small facets where the surface is almost horizontal even if the average slope is fairly high. This means that a reflected signal may be observed even at an average slope of much higher than 25°.
- The surface contains very deep and narrow notches or similar defects. However, a reflected signal from the bottom may be seen on condition that the bottom is flat (horizontal). Only a small proportion of the light is reflected out from the inside of this notch.
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Engström, G. Pigment Coating. In Volume 3 Paper Chemistry and Technology; Ek, M., Gellerstedt, G., Henriksson, G., Eds.; De Gruyter: Berlin, Germany, 2009; pp. 341–384. [Google Scholar] [CrossRef]
- Åkesson, R. Development of the metering size press: A historical perspective. In Proceedings of the TAPPI Metered Size Press Forum, Nashville, TN, USA, 16–18 May 1996; pp. 1–12. [Google Scholar]
- Åkesson, R. Fifty years of Swedish coating technology development. In Proceedings of the TAPPI Coating Conference, Toronto, ON, Canada, 2–5 May 1999. [Google Scholar]
- Dickson, R.; Forsström, U.; Grön, J. Blade versus metering-size-press coating. Nordic Pulp Pap. Res. J. 2002, 17, 434–439. [Google Scholar] [CrossRef]
- Balzereit, B.; Drechsel, J.; Burri, P.; Naydowski, C. Blade versus metering-size-press coating. Tappi J. 1995, 78, 182–188. [Google Scholar]
- Endres, I.; Tietz, M. Blade, film and curtain coating techniques and their influence on paper surface characteristics. Tappi J. 2007, 6, 24–32. [Google Scholar]
- Kuusipalo, J.; Savolainen, A.; Laiho, E.; Penttinen, T. Extrusion coating and products. In Paper and Paperboard Converting (Papermaking Science and Technology Series; Volume 12), 2nd ed.; Kuusipalo, J., Ed.; Finnish Paper Engineers’ Assosiation/Paperi ja Puu Oy: Helsinki, Finland, 2008; pp. 106–166. [Google Scholar]
- Tuominen, M.; Lahtinen, K. Conventional and novel coating methods. In Paper and Paperboard Converting (Papermaking Science and Technology Series; Volume 12), 2nd ed.; Kuusipalo, J., Ed.; Finnish Paper Engineers’ Assosiation/Paperi ja Puu Oy: Helsinki, Finland, 2008; pp. 167–185. [Google Scholar]
- Larsson, T.; Emilsson, P. Impact of cupstock coated with multilayer WBBC’s process & product performance. In Proceedings of the TAPPI PaperCon Live, Atlanta, GA, USA, 3–6 October 2021; Volume 1, pp. 152–162. [Google Scholar]
- Vähä-Nissi, M.; Taskinen, S.-M.; Savolainen, A. Repulpability of dispersion-coated substrates. In Proceedings of the TAPPI Coating Conference and Trade Fair, Washington, DC, USA, 1–4 May 2000; pp. 151–161. [Google Scholar]
- Kumaki, Y.; Kawagoe, M.; Takada, S.; Garcia, P.J.; Neufeld, L.C. Enhanced polyvinyl alcohol as a barrier paper coating for food packaging. In Proceedings of the TAPPI Paper Conference and Trade Show PaperCon, Nashville, TN, USA, 27–30 April 2014; Volume 2, pp. 910–921. [Google Scholar]
- Olsson, E.; Johansson, C.; Larsson, J.; Järnström, L. Montmorillonite for starch-based barrier dispersion coating—Part 2: Pilot trials and PE-lamination. Appl. Clay Sci. 2014, 97–98, 167–173. [Google Scholar] [CrossRef]
- Kjellgren, H.; Gällstedt, M.; Engström, G.; Järnström, L. Barrier and surface properties of chitosan-coated greaseproof paper. Carbohydr. Polym. 2006, 65, 453–460. [Google Scholar] [CrossRef]
- Javed, A.; Rättö, P.; Järnström, L.; Ullsten, H. Lignin-Containing Coatings for Packaging Materials—Pilot Trials. Polymers 2021, 13, 1595. [Google Scholar] [CrossRef]
- Hamdani, S.S.; Li, Z.; Rolland, E.; Mohiuddin, M.; Rabnawaz, M. Barrier and mechanical properties of biodegradable paper bilayer-coated with plasticized starch and zein. J. Appl. Polym. Sci. 2023, 140, e53440. [Google Scholar] [CrossRef]
- Christophliemk, H.; Johansson, C.; Ullsten, H.; Järnström, L. Oxygen and water vapor transmission rates of starch-poly(vinyl alcohol) barrier coatings for flexible packaging paper. Prog. Org. Coat. 2017, 113, 218–224. [Google Scholar] [CrossRef]
- Abdullah, Z.W.; Dong, Y.; Han, N.; Liu, S. Water and gas barrier properties of polyvinyl alcohol (PVA)/starch (ST)/glycerol (GL)/halloysite nanotube (HNT) bionanocomposite films: Experimental characterisation and modelling approach. Compos. Part B 2019, 174, 107033. [Google Scholar] [CrossRef]
- Yu, J.; Ruengkajorn, K.; Crivoi, D.-G.; Chen, C.; Buffet, J.-C.; O’Hare, D. High gas barrier coating using non-toxic nanosheet dispersions for flexible food packaging film. Nat. Commun. 2019, 10, 2398. [Google Scholar] [CrossRef]
- Song, Y.; Gerringer, J.; Qin, S.; Grunlan, J.C. High oxygen barrier thin film from aqueous polymer/clay slurry. Ind. Eng. Chem. Res. 2018, 57, 6904–6909. [Google Scholar] [CrossRef]
- Johansson, C.; Clegg, F. Hydrophobically modified poly(vinyl alcohol) and bentonite nanocomposites thereof: Barrier, mechanical, and aesthetic properties. J. Appl. Polym. Sci. 2015, 132, 41737. [Google Scholar] [CrossRef]
- Ogunsona, E.O.; Mekonnen, T.H. Multilayer assemblies of cellulose nanocrystal—Polyvinyl alcohol films featuring excellent physical integrity and multi-functional properties. J. Colloid Interface Sci. 2020, 580, 56–67. [Google Scholar] [CrossRef]
- Wolf, J.R.; Strieder, W. Surface and void tortuosities for a random fiber bed: Overlapping, parallel cylinders of several radii. J. Membr. Sci. 1990, 49, 103–115. [Google Scholar] [CrossRef]
- Thellen, C.; Cheney, S.; Ratto, J.A. Melt processing and characterization of polyvinyl alcohol and polyhydroxyalkanoate multilayer films. J. Appl. Polym. Sci. 2013, 127, 2314–2324. [Google Scholar] [CrossRef]
- Salmas, C.; Giannakas, A.; Katapodis, P.; Leontiou, A.; Moschovas, D.; Karydis-Messinis, A. Development of ZnO/Na-montmorillonite hybrid nanostructures used for PVOH/ZnO/Na-montmorillonite active packaging films preparation via a melt-extrusion process. Nanomaterials 2020, 10, 1079. [Google Scholar] [CrossRef]
- Jack, L.J. Extrusion Apparatus and Method and Extruded Thermoplastic Polymer. U.S. Patent 6080346, 27 June 2000. [Google Scholar]
- Schuman, T.; Wikström, M.; Rigdahl, M. The effect of hot calendering of the substrate on the barrier properties of poly(vinyl alcohol)-coated papers. Nordic Pulp Pap. Res. J. 2003, 18, 81–89. [Google Scholar] [CrossRef]
- Guezennec, C. Development of New Packaging Materials Based on Micro- and Nano-Fibrillated Cellulose. Ph.D. Thesis, Université de Grenoble, Grenoble, France, 2012; pp. 81–232. [Google Scholar]
- Morris, B.; Wang, H.; Zhang, D.; Green, J.; Glick, W. Scale-up study of Ionomer-PVOH grease barrier coating. In Proceedings of the TAPPI Paper Conference and Trade Show PaperCon, Atlanta, GA, USA, 19–22 April 2015; Volume 1, pp. 166–175. [Google Scholar]
- Emilsson, P.; Larsson, T.; Järnström, L. Multiple barrier application for improved overall efficiency. In Proceedings of the PTS Coating Symposium, Munich, Germany, 16–17 September 2015; pp. 343–359. [Google Scholar]
- Larson, T.; Emilsson, P. Optimization of coating with water-based barriers. Tappi J. 2019, 18, 111–118. [Google Scholar] [CrossRef]
- Mesic, B.; Järnström, L.; Johnston, J. Latex-based barrier dispersion coating on linerboard: Flexographic multilayering versus single step conventional coating technology. Nordic Pulp Pap. Res. J. 2015, 30, 350–360. [Google Scholar] [CrossRef]
- Nyflött, Å.; Axrup, L.; Carlsson, G.; Järnström, L.; Lestelius, M.; Moons, E.; Wahlström, T. Influence of kaolin addition on the dynamics of oxygen mass transport in polyvinyl alcohol dispersion coatings. Nordic Pulp Pap. Res. J. 2015, 30, 385–392. [Google Scholar] [CrossRef]
- Larsen, H.; Kohler, A.; Magnus, E.M. Ambient oxygen ingress rate method—An alternative method to Ox-Tran for measuring oxygen transmission rate of whole packages. Packag. Technol. Sci. 2000, 13, 233–241. [Google Scholar] [CrossRef]
- Miller, K.S.; Krochta, J.M. Oxygen and aroma barrier properties of edible films: A review. Trends Food Sci. Technol. 1997, 8, 228–237. [Google Scholar] [CrossRef]
- Marten, F.L. Vinyl Alcohol Polymers. In Encyclopedia of Polymer Science and Technology, 4th ed.; Wiley Online Library: Hoboken, NJ, USA, 2002. [Google Scholar] [CrossRef]
- Nyflött, Å.; Petkova-Olsson, Y.; Moons, E.; Bonnerup, C.; Järnström, L.; Carlsson, G.; Lestelius, M.; Minelli, M. Modeling of oxygen permeation through filled polymeric layers for barrier coatings. J. Appl. Polym. Sci. 2017, 134, 44834. [Google Scholar] [CrossRef]
- Rošic, R.; Pelipenko, J.; Kristl, J.; Kocbek, P.; Bešter-Rogač, M.; Baumgartner, S. Physical characteristics of poly (vinyl alcohol) solutions in relation to electrospun nanofiber formation. Eur. Polym. J. 2013, 49, 290–298. [Google Scholar] [CrossRef]
- Jäder, J.; Engström, G. Frequency analysis evaluation of base sheet structure in a pilot coating trial using different thickener systems. Nordic Pulp Pap. Res. J. 2004, 19, 360–365. [Google Scholar] [CrossRef]
- Wikström, M. Calendering. In Volume 3 Paper Chemistry and Technology; Ek, M., Gellerstedt, G., Henriksson, G., Eds.; De Gruyter: Berlin, Germany, 2009; pp. 319–340. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Name | Number of Layers | Total Coat Weight (g/m2) | IR Power (%) | Number of Active IR Elements | T Drying Hood #1 (°C) | T Drying Hood #2 (°C) | T Drying Hood #3 (°C) |
|---|---|---|---|---|---|---|---|
| Uncoated paperboard | |||||||
| BASE | 0 | 0 | N/A | N/A | N/A | N/A | N/A |
| Series ML—IR 30% | |||||||
| ML1 | 1 | 1.4 | 30 | 6 | 60 | 60 | 60 |
| ML2 | 2 | 2.4 | 30 | 6 | 60 | 60 | 60 |
| ML3 | 3 | 3.4 | 30 | 6 | 60 | 60 | 60 |
| ML4 | 4 | 4.3 | 30 | 6 | 60 | 60 | 60 |
| ML5 | 5 | 5.2 | 30 | 6 | 60 | 60 | 60 |
| ML6 | 6 | 6.1 | 30 | 6 | 60 | 60 | 60 |
| Reference S thick single coating—IR 80% | |||||||
| S1 | 1 | 4.7 | 80 | 12 | 250 | 250 | 60 |
| Reference Series D thick double coating—IR 80% | |||||||
| D1 | 1 | 3.7 | 80 | 6 | 250 | 250 | 60 |
| D2 | 2 | 6.7 | 80 | 6 | 250 | 250 | 60 |
| Symbol | Name | Description |
|---|---|---|
| Sa | Average roughness over a measurement area | Arithmetic mean of the absolute values of the surface departures from the mean plane. |
| Sc | Core void volume | This parameter is derived from bearing analyses and expresses the volume (e.g., of a fluid filling the core surface) that the surface would support from 10% to 80% of the bearing area ratio. |
| Sv | Surface void volume | This parameter is derived from bearing analyses and expresses the volume (e.g., of a fluid filling the valleys) that the surface would support from 80% to 100% of the bearing area ratio. |
| Image Area | Objective | FOV | Pixel Size | |
|---|---|---|---|---|
| (mm × mm) | Type | Optical Resolution (µm) | - | (µm) |
| 0.4 × 0.4 | Mirau 50x | 0.55 | 0.55x | 0.35 |
| 0.5 × 0.5 | Mirau 20x | 0.75 | 2.0x | 0.26 |
| 1.0 × 0.75 | Mirau 50x | 0.55 | 0.55x | 0.35 |
| 2.0 × 2.0 | Mirau 20x | 0.75 | 0.55x | 0.92 |
| Sample Name | Pinholes 1 (Number/dm2) | Kit Rating Number | AOIR (mL/day) |
|---|---|---|---|
| Uncoated paperboard | |||
| BASE | >30 | Not measured | 663 ± 15 |
| Series ML IR 30% | |||
| ML1 | >30 | 5 | 34.4 ± 0.4 |
| ML2 | 0.0 ± 0.0 | 12 | 5.8 ± 4.5 |
| ML3 | 0.0 ± 0.0 | 12 | 1.9 ± 1.3 |
| ML4 | 0.0 ± 0.0 | 12 | 54.9 ± 45.7 |
| ML5 | 0.0 ± 0.0 | 12 | 51.3 ± 7.1 |
| ML6 | 0.0 ± 0.0 | 12 | 4.2 ± 3.8 |
| Reference S thick single coating—IR 80% | |||
| S1 | >30 | Not measured | Not measured |
| Reference Series D thick double coating—IR 80% | |||
| D1 | >30 | Not measured | 77.8 ± 0.1 |
| D2 | 9.8 ± 1.9 | Not measured | 13.6 ± 5.2 |
| Sample | OTR (cm3/m2 day atm) 1 | ||||
|---|---|---|---|---|---|
| Test 1 | Test 2 | Test 3 | Test 4 | Mean | |
| ML3 | 177 | 501 | 34 | 322 | 259 ± 173 |
| ML6 | 5 | 141 | 226 | 27 | 100 ± 89 |
| D2 | >1000 | >1000 | - | - | >1000 |
| Sample Name | Bendtsen Roughness (mL/min) | Sa SMALL (µm) | Sa BIG (µm) |
|---|---|---|---|
| Uncoated paperboard | |||
| BASE | 1119 ± 139 | 3.88 ± 0.66 | 4.62 ± 0.53 |
| Series ML IR 30% | |||
| ML1 | 869 ± 142 | 4.39 ± 0.59 | 5.24 ± 0.68 |
| ML2 | 644 ± 111 | 2.90 ± 0.15 | 3.93 ± 0.90 |
| ML3 | 631 ± 84 | 2.82 ± 0.50 | 3.51 ± 0.45 |
| ML4 | 623 ± 90 | 2.76 ± 0.64 | 3.67 ± 0.66 |
| ML5 | 546 ± 70 | 2.61 ± 0.53 | 3.18 ± 0.37 |
| ML6 | 536 ± 77 | 1.89 ± 0.54 | 2.72 ± 0.63 |
| Reference S thick single coating—IR 80% | |||
| S1 | 644 ± 124 | Not measured | Not measured |
| Reference Series D thick double coating—IR 80% | |||
| D1 | 641 ± 167 | Not measured | Not measured |
| D2 | 602 ± 90 | Not measured | Not measured |
| Sample Name | Sc SMALL (µm3/µm2) | Sc BIG (µm3/µm2) | Sv SMALL (µm3/µm2) | Sv BIG (µm3/µm2) | Vs SMALL (µm3/µm2) | Vs BIG (µm3/µm2) |
|---|---|---|---|---|---|---|
| Uncoated paperboard | ||||||
| BASE | 5.91 ± 1.05 | 7.10 ± 0.09 | 0.53 ± 0.12 | 0.63 ± 0.09 | 6.44 ± 1.13 | 7.84 ± 0.90 |
| Series ML—IR 30% | ||||||
| ML1 | 6.82 ± 1.10 | 7.90 ± 0.95 | 0.62 ± 0.08 | 0.75 ± 0.09 | 7.44 ± 1.09 | 8.63 ± 1.04 |
| ML2 | 4.54 ± 0.34 | 5.82 ± 1.22 | 0.41 ± 0.05 | 0.54 ± 0.15 | 4.94 ± 0.35 | 6.36 ± 1.36 |
| ML3 | 4.38 ± 0.68 | 5.67 ± 0.61 | 0.41 ± 0.06 | 0.56 ± 0.14 | 4.79 ± 0.73 | 6.23 ± 0.71 |
| ML4 | 4.31 ± 1.11 | 5.62 ± 0.98 | 0.33 ± 0.06 | 0.47 ± 0.10 | 4.65 ± 1.15 | 6.09 ± 1.06 |
| ML5 | 4.05 ± 0.84 | 4.77 ± 0.51 | 0.34 ± 0.09 | 0.44 ± 0.91 | 4.39 ± 0.91 | 5.21 ± 0.58 |
| ML6 | 2.97 ± 0.90 | 4.25 ± 0.98 | 0.23 ± 0.06 | 0.34 ± 0.07 | 3.20 ± 0.94 | 4.59 ± 1.05 |
| Sample Name | Number of Passes | VPVOH (cm3/m2) | Vs (cm3/m2) |
|---|---|---|---|
| ML1 | 1 | 7.5 | 7.1 |
| ML2 | 2 | 5.3 | 7.9 |
| ML3 | 3 | 5.3 | 5.7 |
| ML4 | 4 | 4.8 | 5.5 |
| ML5 | 5 | 4.8 | 5.4 |
| ML6 | 6 | 4.8 | 4.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Christophliemk, H.; Bohlin, E.; Emilsson, P.; Järnström, L. Surface Analyses of Thin Multiple Layer Barrier Coatings of Poly(vinyl alcohol) for Paperboard. Coatings 2023, 13, 1489. https://doi.org/10.3390/coatings13091489
Christophliemk H, Bohlin E, Emilsson P, Järnström L. Surface Analyses of Thin Multiple Layer Barrier Coatings of Poly(vinyl alcohol) for Paperboard. Coatings. 2023; 13(9):1489. https://doi.org/10.3390/coatings13091489
Chicago/Turabian StyleChristophliemk, Hanna, Erik Bohlin, Per Emilsson, and Lars Järnström. 2023. "Surface Analyses of Thin Multiple Layer Barrier Coatings of Poly(vinyl alcohol) for Paperboard" Coatings 13, no. 9: 1489. https://doi.org/10.3390/coatings13091489