
Research Status of Aluminum Base Coating on Titanium Alloy

School of Materials Science and Engineering, Xiangtan University, Xiangtan 411105, China
*
Author to whom correspondence should be addressed.
Coatings 2023, 13(9), 1525; https://doi.org/10.3390/coatings13091525
Submission received: 31 July 2023
/
Revised: 27 August 2023
/
Accepted: 29 August 2023
/
Published: 30 August 2023
(This article belongs to the Section Corrosion, Wear and Erosion)
Abstract
:At present, in the aviation industry, titanium alloy is mainly used to manufacture parts such as compressor discs, blades, and the casings of aircraft engines. When titanium alloys are in service, high temperature is generated due to high-speed running friction, which requires them to have high-temperature oxidation resistance and friction resistance. If they are used in an environment with salt corrosion, titanium alloys will face thermal corrosion, which limits their wider practical applications. At present, there are many methods to protect titanium alloys. This paper mainly includes alumina-based coatings and some preparation methods. The characteristics and functional mechanisms of three functional coatings for the service environment, namely highly temperature-resistant alumina-based coating, thermal corrosion-resistant alumina-based coating, and wear-resistant alumina-based coating, are summarized. Finally, the development direction of composite coatings of titanium and titanium alloys for a complex service environment is suggested.
1. Introduction
Titanium alloy has the advantages of low density, high specific strength, and strong corrosion resistance, so it is widely used in aircraft engines [1]. The high-temperature components of modern aircraft engines are mostly made of nickel-based superalloys. The weights of nickel-based superalloys are large, which is not conducive to improving the thrust–weight ratio of aircraft engines. Therefore, replacing nickel-based superalloys with titanium alloys can significantly reduce weight and greatly improve the thrust–weight ratio. Traditional titanium and titanium alloys account for one third of the weight of modern aircraft engines and are the second most commonly used engine materials after nickel-based superalloys [2]. However, at temperatures above 500 °C, titanium alloys will undergo severe oxidation, leading to the deterioration of creep resistance and fatigue properties, which limits their use at high temperatures [3]. For example, Ti-6Al-4V titanium alloy, due to its poor high-temperature oxidation performance, has a maximum application temperature below 400–500 °C [4]. At high temperatures, due to the high affinity between titanium and oxygen, a non-dense oxide film is formed, which results in the degradation of titanium alloy. High-temperature oxidation also results in the embrittlement of the alloy via dissolved oxygen [5]. Furthermore, when titanium alloys are operated in a salt-containing service environment (such as engine components), chloride-rich salt deposits inevitably condense on the alloy material, and NaCl is the main component of these salt layers deposited on the surface of the alloy. Generally, titanium alloy gas turbine compressors in the aerospace industry operate at high temperatures (100–600 °C). Therefore, titanium alloy materials are often subject to thermal corrosion caused by salt deposition, resulting in reduced engine efficiency, increased fuel consumption, and reduced service life [6]. In addition, titanium alloys have the disadvantages of poor wear resistance and low thermal conductivity during use [7], which leads to premature failure of high-temperature components and a greatly reduced service life. A high-temperature and complex environment is extremely harmful to the titanium alloy substrate, which greatly limits the application range of titanium alloys and their internal field application under sliding conditions. Based on the above performance defects of titanium alloy, it is necessary to modify titanium alloy. Because Ti-Al alloys have superior properties, such as high specific strength and Young’s modulus, proper strength retention at high temperatures, and high creep resistance at temperatures up to 900 °C [8], aluminum-based coatings are chosen for preparation on the surface of titanium alloys. However, the thermal expansion coefficient of the Ti-Al coating does not match the substrate, and with the increase of Ti content, the oxidation and wear resistance of the Ti-Al coating decreases with the number of defects in the cladding [9]. To improve Ti-Al coating, it is simple and effective to add other elements with special properties to the coating. Therefore, aluminum base coating on titanium alloy has been developed into Al-X or Ti-Al-X coating and has been widely used.
In recent years, aluminum base coating on titanium alloy has been greatly developed, mainly in terms of the preparation of the coating, the addition of elements in the coating, and the heat-treatment method of the coating. To improve the high-temperature oxidation resistance, thermal corrosion resistance, and wear resistance of titanium alloy, the aluminum base coating on titanium alloy is being constantly improved. In this paper, the oxidation behavior of titanium alloy at high temperatures is analyzed from the perspective of thermodynamics and kinetics, and the mechanism of the thermal corrosion of titanium alloy at high temperatures and the friction mechanism of titanium alloy is analyzed. The research progress on improving high-temperature oxidation resistance, thermal corrosion resistance, and the wear resistance of titanium alloys in recent years is also reviewed in this paper.
This paper mainly uses the method of citation, enumeration, comparison, etc. The objective of this paper is to improve the properties of the aluminum base coating on titanium alloy and make the application of titanium alloy more widely available. It not only systematically summarizes the previous research results, but also provides a substantial theoretical basis for future research.
2. Aluminide Coating
2.1. Coating Preparation Method
2.1.1. Powder Aluminizing
In a heat-resistant container, the sample is packed in a diffusion-impregnating agent consisting of a mixture of metallic aluminum powder or aluminum-rich alloy powder, an activating substance (halogen compound), and a filler (such as alumina). Using hydrogen or argon as a protective gas, thermal diffusion treatment is carried out according to the specified time.
High-Activity Aluminizing
At lower temperatures (700–850 °C), aluminum diffuses inward through the initially formed surface layer faster than metal diffuses outward due to the higher activity of aluminum. Reactive diffusion forms an aluminum-rich phase on the surface of the alloy, and the growth mechanism of the coating is the inward diffusion of aluminum in the cementing agent [10]. Coating growth is mainly due to the inward diffusion of aluminum in the infiltration agent, so no Kirkendal holes are produced, and the alumina particles of the infiltration agent do not remain in the coating. However, because the formed aluminide is brittle, the diffused coating still needs further diffusion treatment. Aluminized coatings contain a variety of precipitated phases and impurities, which is because, during the inward growth of the coating, these impurities will be wrapped in the coating. High-activity aluminizing requires two heating steps, many operating steps, and high cost. Moreover, the surface can easily contain inclusions, which is unfavorable to oxidation resistance and will accelerate the destruction of oxide film. Therefore, the aluminized coating cannot guarantee the long-term high-temperature oxidation protection of the substrate.
Low-Activity Aluminizing
At higher temperatures (950–1200 °C), because the activity of aluminum is lower than that of metal, the rate of outward diffusion of metal through the initially formed surface is higher than the rate of the inward diffusion of aluminum in the aluminizing process. Reactive diffusion forms an aluminum-rich phase on the surface of the alloy, and the growth mechanism of the coating is the outward diffusion of the metal [11]. Aluminum and alloying elements react to form aluminide coatings, and the growth of the coatings is mainly achieved by the outward diffusion of alloying elements. Low-activity aluminizing can cause holes on the side of the coating and substrate due to the Kirkendall effect. Inert-packed alumina particles are also embedded in the outer surface area of the coating, becoming coating inclusions. However, aluminizing is widely used because of its simple process, low cost, and good oxidation resistance.
2.1.2. Laser-Cladding Aluminizing
Laser-cladding is a surface modification technology with high processing efficiency. Alloy powders with different compositions and properties can be cured quickly with the substrate surface using a high-energy-density laser beam, which can improve the microstructure and properties of the substrate material [12,13]. Laser-cladding has become an excellent method for preparing titanium alloy coatings due to its good compactness, low dilution rate, high bond strength, small heat-affected zone, and fine grain size [14,15]. However, the high equipment cost of this method and the easy cracking of the prepared coating (due to the rapid heating and cooling rates) partially limit the application of this method.
2.1.3. Gas-Phase Aluminizing
Gas-phase aluminizing mainly includes chemical vapor deposition [16] and physical vapor deposition. Figure 1 shows the schematic diagram of gas-phase aluminizing. Gas-phase aluminizing is very similar to powder-package aluminizing, but the sample is placed away from the powder mixture so that the formed coating can be formed from the gas phase. It minimizes the possibility of forming unwanted phases and compounds on the surface, and this method has minimal surface contamination of the specimen [17]. Gas-phase aluminizing is performed in a sealed reaction vessel where the sample is suspended in a tray of permeating agent and argon gas is injected. When heated to a given temperature, the aluminum in the infiltration agent reacts with the activator halide compound to form a volatile metal halide (AlCln). The gaseous halides diffuse to the alloy surface and further react to diffuse to form an aluminide coating [18]. Compared with low-activity aluminizing, gas-phase aluminizing adopts a non-contact method, which avoids the possibility of the dispersant particles in the aluminizing agent inserting into the coating during the aluminizing process, and maintains the cleanliness of the sample surface.
2.1.4. Slurry Aluminizing
The slurry method involves spraying or brushing the slurry mixture made of aluminum powder or aluminum alloy powder with an activator and binder at room temperature on the alloy surface, and then spreading at 1000–1200 °C. A slurry with high aluminum content is used to obtain an inward diffusion coating, and an outward diffusion aluminide coating is obtained when the aluminum activity is low [19]. This method is convenient for preparing aluminide-modified coatings with various reactive elements, such as YCrAl and CeCrAl coatings. It plays a special role as the active reaction element, to improve the high-temperature oxidation resistance of the alloy.
2.1.5. Hot-Dip Aluminizing
Hot-dipping refers to surface treatment technology in which the metal to be gilded is immersed in molten metal liquid at a certain temperature for a certain period of time so that the surface of the metal to be gilded is coated with intermetallic compounds. After a series of physical and chemical reactions between the metalized metal and the metal liquid, the metal is removed and cooled appropriately. The main features of hot-dipping are as follows: in actual operation, hot-dipping has good controllability, and the basic theory of hot-dipping is relatively perfect, which can explain various phenomena better. Heating diffusion is the main reason for the formation of a hot-dip coating, so the obtained intermetallic coating will form metallurgical bonding, and there is no need to consider the bonding problem. Figure 2 is the schematic diagram of hot-dip aluminizing. The hot-dip aluminum on the surface of alloy substrates, i.e., the alloy substrate, is placed in the aluminum melt at high temperature for a period of time so that a series of reactions occur between the aluminum and the alloy substrate. As an effective surface protection technology, this method can not only provide a good appearance and a certain comprehensive mechanical property of the alloy substrate surface but also significantly improve the heat resistance and corrosion resistance of the substrate material. Therefore, this method has been increasingly widely used.
However, the aluminized coating has some limitations, such as easy cracking and peeling, difficult practical application, and low oxidation resistance above 800 °C [8], so other elements are often added to the aluminum melt to improve it. Because this preparation method makes it easy to add other elements, hot-dipping is often used to prepare coatings on the surface of titanium alloys to improve the performance of titanium alloys. For example, adding a small amount of Mn, Zn, and Mo could improve the wettability and enhance the uniformity of the aluminized layer [20].
There are many ways to prepare aluminide coatings, and the above mentioned methods are more common. Figure 3 is a summary of many literatures. As can be seen from Figure 3, there are many publications on laser cladding aluminizing, slurry aluminizing and hot dip aluminizing, but the research started late; There are few publications on powder aluminizing and gas phase aluminizing, but the research started earlier.
2.2. Improved Aluminide Coating
In various aluminum-based coating preparation methods that make it easy to add other elements (such as hot-dip aluminizing and slurry aluminizing), the aluminum-based coating is improved by adding a certain number of other elements, to solve its insufficient performance. Commonly added elements are Cr, Si, Nb, and rare-earth elements.
2.2.1. Cr-Improved Aluminide Coating
Al and Cr are easily oxidized rapidly in the air, forming a dense oxide film to prevent further oxidation of the surface. An Al-Cr co-permeating layer has obvious advantages: (1) The rich chromium in the permeating layer can form a diffusion barrier reducing the mutual diffusion between the coating and the substrate; (2) Chromium is added to the coating to improve the adhesion between the coating and the substrate. Some studies suggest that the addition of chromium changes the TiAl3 in the coating from the original DO22 structure to the LI2 structure Ti(Al,Cr)3, which improves the plastic deformation ability of the coating [21] and improves the compatibility between the aluminized coating and the substrate [22]. It is also believed that the addition of chromium refines the grain and improves the plastic deformation ability of the coating; (3) The addition of chromium to the coating improves the high-temperature oxidation resistance of the coating. On the one hand, due to the addition of chromium, the oxidation rate of the alloy is reduced. On the other hand, in the oxidation process, the addition of chromium is conducive to the formation of α-Al2O3, while inhibiting the formation of θ-Al2O3 [23]. At present, the addition of chromium in chrome-improved aluminide coatings is achieved on the one hand by chromizing [22] and on the other hand by alloying, i.e., adding chromium into the substrate.
2.2.2. Si-Improved Aluminide Coating
An aluminum–silicon coating is made by adding Si based on aluminizing coating. Due to the high viscosity of molten aluminum, adding 2%–6% Si can improve the fluidity of molten aluminum and improve the brittleness of the aluminizing layer [24]. Research by Cammarota et al. [25] showed that when Si was added as an alloying element, the lifetime of a Ti-Al protective layer could be extended. Moskal [26] reported that Ti-Si and Ti-Al-Si silicide phases in silicon-rich titanium aluminide coatings formed an oxygen diffusion barrier and prevented the internal oxidation of Al and Ti, therefore improving the oxidation resistance of titanium alloys.
A Ti-Al intermetallic compound, Ti5Si3, and (or)TiSi2 phase alloy coatings were prepared on the surface of the Ti-Al compound using the Si thermal diffusion method. At high temperatures, an oxide layer mainly composed of Al2O3 and SiO2 was formed on the surface of the alloy. This could effectively prevent Ti4+ and O2− from forming scales in the oxide layer, improving the high-temperature oxidation resistance of the alloy. The surface of the oxidized sample had a special oxide/Ti-Si compound/substrate structure. Since the coefficient of thermal expansion of Ti-Si compounds was similar to that of the substrate, the oxide skin had a good thermal cycle stripping ability [27]. Hu Xiaoyuan et al. [28] researched and invented the Self-generated Gradient Hot-Dipping Infiltration (SGHDI) method to prepare an in situ autogenous Ti-Al-Si gradient coating. This kind of coating solved the problem of coatings being easy to crack and fall off due to the large difference in thermal expansion coefficient between coating and substrate. The bonding surface of the coating and substrate was transformed from the abrupt state of the interface into a transition surface, so that the performance of the contact surface lay between the substrate and the coating, forming a smooth connection to reduce the problem whereby the coating was easily deformed, cracked and fell off the substrate. However, this method of coating preparation provided Si through a quartz glass tube, which made it difficult to control the content of Si added, and the shape of the sample was limited by the quartz glass tube.
2.2.3. Nb-Improved Aluminide Coating
By doping 15–27 at.% Nb in Ti-Al alloy, the ductility and fracture toughness at room temperature could be improved [29]. Nb increased the activity of Al and promoted the formation of an Al2O3-rich layer in the oxide layer. Dai Jingjie et al. [2] used laser-cladding technology to prepare Ti-Al and Ti-Al-xNb (x = 10, 20, 30, 40, 50) coatings on the surface of Ti-6Al-4V, respectively. It was found that the Nb element could reduce the cracking tendency of Ti-Al-xNb coating. In the process of high-temperature oxidation, the addition of Nb promoted the formation of a continuous Al2O3 layer in the oxide layer and significantly improved the adhesion of the oxide layer on the Ti-Al-xNb coating.
2.2.4. Pt-Improved Aluminide Coating
Among many modified aluminide coatings, the effect of Pt-Al coating is more significant. Adding platinum to the coating can improve the anti-spalling and self-healing ability of Al2O3 on the coating surface. It can enhance the stability of the coating structure and reduce the mutual diffusion between the coating and the substrate so that the coating can maintain a high aluminum concentration for a long time. Trivedi et al. [30] prepared a Pt-Al compound coating on titanium base alloy IMI-834. By observing various microstructures of the coating, it was found that the outer layer of the coating contained PtAl2 and Al3Ti phases, the middle layer was mainly composed of the Al3Ti phase, and the inner layer was an interdiffusion layer. The microstructure of the coating was affected by the content of Pt and Al. Many studies have shown that the addition of platinum to the platinum-modified aluminide coating caused a “pinning effect” between the coating and the substrate, which increased the bonding strength between the coating and the substrate and greatly improved the high-temperature oxidation resistance of the alloy. However, there is no single explanation.
2.2.5. Rare-Earth Element-Improved Aluminide Coating
Rare-earth elements are lanthanides, scandium, yttrium, and a total of 17 elements. China’s rare-earth content is very rich, accounting for more than one third of the world’s total rare-earth content. Rare-earth elements are divided into light rare-earth and heavy rare-earth according to the difference in atomic number, and the reserves of light rare-earth are greater than heavy rare-earth. Different rare earths have different mechanisms of action and play different roles. Two rare-earth elements, lanthanum and cerium, are mainly used in large quantities in China. Lanthanum is active and often plays a catalytic role in metal modification. Cerium is mainly used as an additive or reducing agent in the reaction. The addition of rare-earth elements to the metal substrate has the functions of purification, modification, and alloying. Trace amounts of rare-earth elements would significantly improve the physical, chemical, and mechanical properties of metal materials [31].
Before the study of rare-earth-modified high-temperature titanium alloy coating, there were a lot of studies on the modification of common metals such as rare-earth-modified magnesium alloy and rare-earth-modified aluminum alloy. However, in comparison, the properties of titanium alloy are more active and difficult to control than other metal elements under high-temperature service environments or conditions, so the modification effects of rare-earth elements on high-temperature titanium alloy are more difficult to promote [32]. The addition of different rare-earth elements or a variety of rare-earth elements can play a different role in the modification of high-temperature titanium alloy coating. The addition of cerium-group rare-earth elements mostly produces high-temperature titanium alloys with high performance, so titanium alloys have better strength. The main feature of praseodymium is to enhance the corrosion resistance of high-temperature titanium alloys. After adding ytterbium to high-temperature titanium alloy, the grain of titanium alloy can be refined, and the comprehensive properties of titanium alloy can be improved.
After the rare-earth element is added to the metal, because of its strong activity, it will react with impurity elements such as oxygen in the substrate and produce rare-earth compounds. Rare-earth compounds are insoluble substances with high melting points and tend to be isolated at grain boundaries or cracks. This will hinder the dislocation movement so that the grain boundary cannot move and leads to the grain not growing, playing a role in refining the grain. The addition of cerium can purify the impurities in the substrate and reduce the internal stress of the substrate. Wang Zihan et al. [33] prepared the Ti-Al-Si gradient coating with Ce on the surface of TC4 using the Self-generated Gradient Hot-Dipping Infiltration (SGHDI) method. Finally, a Ce-rich quaternary phase (TiAl6Si2Ce2) could be formed in the L-(Al, Si, Ce) alloy layer. It inhibited the formation of the loose τ2 phase: a Ti(Al,Si)2 phase that caused Al2O3 to be less dense. The Ti-Al-Si gradient coating with Ce had excellent resistance to high-temperature oxidation because it could maintain a dense and continuous multiphase layer structure for a long time in the process of high-temperature oxidation so that the oxygen atoms could not be diffused to the substrate.
2.3. Growth Kinetics of Aluminum-Based Coatings
The growth kinetics of the coating is a reflection of the growth rate of the coating, which can be visually presented by fitting formulas and curves. Its significance is to simplify the representation of the coating growth rate. There is an empirical formula [34]:
where δ is the alloy layer thickness (μm), t is the hot immersion time (min), k is the rate constant, n is the kinetic index, and the kinetic index n ≤ 0.5 is the diffusion-controlled growth, and n > 0.5 is interfacial controlled growth (reaction-controlled growth). Some literatures [28,33] have studied the growth kinetics of the alloy layer, and the results are as follows:
δ = ktn
δTi(Al,Si)3 = 0.698t0.77
δTi(AlxSi1−x)2 = 0.043t2.73
δTi(Al,Si)3 = 0.216t1.475
3. High-Temperature Oxidation-Resistant Coating
3.1. Thermodynamic Analysis of the High-Temperature Oxidation of Titanium Alloy
Titanium alloys in high-temperature oxidation atmosphere can occur via the following reactions:
Since the affinity of TiO formed by Ti with oxygen is similar to the affinity of Al2O3 formed by Al with oxygen, this fact prevents the selective oxidation of Al to Al2O3. TiO is unstable and oxidizes to TiO2 in practice.
3.2. Kinetics Analysis of the High-Temperature Oxidation of Titanium Alloy
Figure 4 shows the process of oxide formation on the metal surface. The oxidation scale formation of a pure metal surface includes four steps: surface oxygen adsorption, oxidative nucleation, lateral nuclear growth, and dense scaling. When the lateral growth of the nucleus ends, the metal surface is completely covered by a thin oxide film, therefore separating it from the gaseous environment. The properties of oxide film have an obvious influence on the oxidation resistance of metal. For pure titanium, in an oxidizing atmosphere, at a lower temperature, dense TiO2 oxidation scales formed by Ti and oxygen can completely cover the alloy surface, therefore separating the alloy from the gas environment. In this case, due to the small activity of oxygen, the diffusion rate was slow, and the oxidation kinetics followed the parabolic law. However, under high-temperature conditions, the dense titanium dioxide oxide became loose and porous. The activity of oxygen was enhanced, and the diffusion speed was accelerated. The oxygen atom entered the substrate, while the Ti atom diffused from the core and cracked to the surface. The oxidation layer became thicker, and the bonding strength with the substrate became worse. The oxidation kinetics followed a linear rule. As the temperature increased, the mass gain increased [35,36].
Figure 5 shows the oxidation process of a binary A-B alloy. For A-B binary alloys that do not form mixed oxides or spinels, and where B is a rarer element, there are three boundary cases. For low concentrations of B, only A forms oxides (Figure 5a). B is enriched at the A-oxide interface of the alloy until a critical concentration of B oxide is reached. If the concentration of B is high enough, only B oxide is formed, and A diffuses into the alloy (Figure 5b). For concentrations of intermediates A and B, both A and B are in oxide form (Figure 5c).
3.3. Improvement of the High-Temperature Oxidation Resistance of Titanium Alloy
3.3.1. Surface-Coating Technology
Surface-coating technology uses coatings to change the surface properties of a substrate. The substrate components do not react with the coating, or react with only a small amount of the coating. Surface-coating technologies include vapor deposition, hot-dipping, ion plating, thermal spraying, the sol–gel method, etc. The key to oxidation protection of coatings is the adhesion and long-term stability of coatings. The metal-based coatings used for oxidation protection on the surface of titanium alloys mainly include aluminum plating coating, Al-X series coating, Ti-Al-X series coating, and rare-earth element-modified aluminide coating.
Aluminized Coating
Aluminum plating on titanium alloys can produce TiAl3 coatings. Continuous Al2O3 oxide film can be formed after high-temperature oxidation in the air, which plays a role in improving the high-temperature oxidation resistance of the substrate. Based on the advantages of the hot-dipping method, such as simplicity, operability, and good controllability, Shiang-Cheng Jeng et al. [37] prepared a simple hot-dip-aluminized coating on Ti-6Al-4V alloy and evaluated the oxidation resistance of the coating at high temperatures. After oxidation at 800 °C for 96 h, the surface of the aluminized sample was intact, while the surface of the non-aluminized sample was seriously spalling. The weight increase of aluminized samples was significantly lower than that of non-aluminized samples, indicating that the hot-dip-aluminized coating could effectively protect the oxidation resistance of Ti-6Al-4V alloy at high temperatures.
Al-X Series Coating
Al-X coatings include Al-Si, Al-Cr, etc. Because of their high aluminum content and excellent thermal stability, Al-X series coatings are often used as effective protective coatings to improve the high-temperature oxidation of titanium alloys and titanium aluminides.
Mei X.L. et al. [38] proposed a low oxygen partial pressure fusing technology using Al-13%at.Si alloy particles to prepare Al-Si coating on Ti-6Al-4V surface. The experimental results showed that the prepared Al-Si coating could greatly improve the high temperature oxidation resistance of Ti-6Al-4V, but extending the fusion time was unfavorable to the high temperature oxidation resistance of Ti-6Al-4V.Cheng Chen et al. [39] successfully prepared a dense and continuous Al-Si coating on Ti-6Al-4V alloy substrate by mechanical alloying method, with a thickness of about 350 μm. The mass gain and oxidation rate of the substrate at 850 °C were greatly reduced by the synthesis of the coating. The oxide layer had a multi-layer structure. It was successively composed of an Al diffusion layer, Ti5Si4 intermediate layer, internal TiAl3 layer, external Ti-Al-Si alloy layer, and oxide layer from the inside of the substrate to the surface of the coating. This multi-layer structure could hinder and prevent the inward diffusion of oxygen at high temperatures, so the synthesized Al-Si coating could effectively improve the oxidation resistance of the Ti-6Al-4V substrate. Zhao Yuguang et al. [40] prepared an Al-Cr coating on the surface of Ti-6Al-4V alloy by low-oxygen self-melting technology. The oxidation resistance of the coated sample at 600 °C was almost 300 times that of the uncoated sample. Zhou Wen et al. [41] successfully prepared an Al+Cr coating on a Ti-6Al-4V alloy using the vacuum melting method, which improved the high-temperature oxidation resistance of the sample. This new coating preparation method was simpler, more efficient, and lower cost. Compared with the sample of Cr-modified aluminide, the oxidation resistance of Al+Cr coated by vacuum melting was about twice that of Cr-modified aluminide coated. This was because only a single α-alumina scaling was formed on the surface of the vacuum-welded Al+Cr coating, and no metastable θ-alumina scaling was formed.
However, the coating of the Al-X system is prone to cracking, spalling, and rapid degradation due to the large difference in thermal expansion coefficient between the coating and the substrate, which significantly reduces the service life of the coating and degrades the mechanical properties of the substrate. Therefore, it is necessary to seek the element-modified Al-X coating or prepare a coating that is well combined with the substrate to improve the anti-spalling property of the coating.
Ti-Al-X Series Coating
The composition of the Ti-Al-X coating is similar to that of Ti and Ti-Al-based alloys, and it has good compatibility and little difference in thermal expansion coefficient. These characteristics can reduce the mutual diffusion between the coating and the substrate and reduce the cracking and peeling of the coating.
To improve the surface properties of Ti-6Al-4V titanium alloy, Jingjie Dai et al. [42] used laser surface alloying method to prepare Ti-Al-Si coatings with different Si contents on the surface of Ti-6Al-4V titanium alloy. The results showed that the coating had good metallurgical bonding with the substrate. There was no obvious crack in the Ti-Al-Si coating. Ti-Al-Si coatings showed better high-temperature oxidation resistance at 800 °C for 1000 h. The higher the content of Al and Si in the coatings, the better the high-temperature oxidation resistance. The effect of Si on the oxidation resistance of Ti-Al-Si coating at high temperatures was mainly to refine the oxidation grains and promote the formation of Al2O3. Oukati Sadeq et al. [43] proposed a fast, simple, and reflective method for the synthesis of Ti-Si-Al coating on the surface of Ti-6Al-4V alloy by hot-impregnating silicon. The results showed that 850 °C was the best processing temperature. The appropriate thickness of titanium silicide was obtained under the appropriate soaking time, and the weight gain of the coating sample was the least in the isothermal oxidation experiment at 1000 °C. The TiO2-Al2O3-SiO2, TiSi2, and Ti3Al continuous protective layers were formed in the initial oxidation stage, which made the coated Ti-6Al-4V alloy have higher high-temperature oxidation resistance. Jiang Huang et al. [44] prepared a novel Si-Al diffusion coating consisting of a uniform Ti(Al,Si)3 phase on a γ-Ti-Al alloy by post-heat treatment of cold-sprayed Al-40Si (wt.%) coating. The high-temperature oxidation performance of the diffusion coating was evaluated at 950 °C for 1000 h. The results showed that the Ti5Si3 layer played a major role in the oxidation process, which acted as a diffusion barrier to inhibit the mutual diffusion between the coating and the substrate, thus improving the long-term oxidation resistance of γ-Ti-Al.
Rare-Earth-Modified Aluminide Coating
Many studies have shown that a moderate number of rare-earth elements can improve the high-temperature oxidation resistance of titanium alloys. To improve the high-temperature oxidation resistance of Ti65 alloy, Zeng Siqi et al. [45] prepared a Ti-Al-Si composite coating with Ce added on the surface of Ti65 alloy using a two-step hot-dipping method. The main components of the coating were (Ti,Ce)(Al,Si)3 phases. The two-step hot-dipping method could control the thickness of the coating by controlling the time and temperature of the hot-dipping. After pre-oxidation treatment, the coating was transformed from a single phase to a multiphase layer structure composed of a Ti-Al binary phase and a Ti-Si binary phase. The results (Figure 6) showed that the weight gain of the substrate after 23 days of constant temperature oxidation at 800 °C was 26 times that of the plated sample, indicating that the oxidation resistance of Ti65 alloy at high temperature was improved. The effects of common rare-earth elements added to titanium alloys on their high-temperature oxidation resistance are shown in Table 1:
3.3.2. Pre-Oxidation Treatment
It has been pointed out that the pre-oxidation treatment had a great influence on the compatibility and oxidation resistance of titanium alloy aluminized coating. However, research in this area is quite limited. Zhou et al. [50] pre-oxidized (4 h under 1000 °C inert environment) + aluminized and aluminized + pre-oxidized (4 h under 1000 °C inert environment) Ti-6Al-4V alloy, and compared the surface morphology and oxidation kinetics curves of the samples. It was concluded that pre-oxidation (4 h under 1000 °C inert environment) + aluminized titanium alloy had better oxidation resistance and crack resistance. The pre-oxidation of titanium alloy before aluminization had a great influence on the aluminization process: Al5Ti3, Al3Ti, and Al2TiO5 were formed, and the coating was thinner. Therefore, appropriate heat treatment could be carried out before aluminizing titanium alloy to improve the high-temperature oxidation resistance of the aluminizing coating.
The high temperature oxidation resistance of the coating is usually judged by the amount of weight gain. Substrate weight gain/coated Sample weight gain is a good parameter to judge. Table 2 is a summary of the experimental data in the previous literature.
4. Thermal Corrosion-Resistant Coating
4.1. Mechanism of Thermal Corrosion under the Action of Molten Salt
It is generally believed that the thermal corrosion of gas turbine materials is mainly caused by fuel combustion products, which contain a large amount of sulfur, sodium, vanadium, chlorine, potassium, etc. [51,52]. Mixtures of these pollutants are highly corrosive at temperatures higher than the melting point of the pollutant, further accelerating the high-temperature corrosion process. High-temperature corrosion is the main failure form of hot-end components of important engineering systems such as aircraft engines and land-based gas turbines. This corrosion is caused by the condensation of thin films containing molten salts such as chloride, sulfate, or vanadate. Impurities absorbed from the air or present in the fuel lead to the formation of low-melting-point salts such as NaCl and Na2SO4, which severely degrade the performance of the hot-end components of the turbine [53,54].
The marine environment is characterized by high humidity and high salinity, and its atmosphere is filled with a lot of salt. The hot-end components of aero engines serving in the marine environment are susceptible to thermal corrosion due to high temperature caused by high-speed operation and the above environmental characteristics. When the engine works in the marine environment, a large amount of water vapor and NaCl in the marine atmosphere will enter the engine along with the gas, and be deposited on the blade or coating surface. At the same time, NaCl reacts with sulfur oxide products of fuel combustion to generate Na2SO4, which is also deposited on the surface of the hot-end components, and these reaction equations are as follows: (8)–(10) [55]. When the engine is running, because the air is compressed step by step, the pressure and temperature will gradually increase, and the temperature in the compressor part can reach 300–750 °C. Although the temperature does not reach the melting point of the deposited salt on the surface, it causes thermal corrosion to the sealing coating of the compressor.
Thermal corrosion can be regarded as a process that accelerates the coexistence of thermal oxidation and vulcanization [56]. Under high-temperature conditions, even though part of the salt film may evaporate, there is still a certain amount of mixed sulfate that will be transformed into a liquid state, and the decomposition reaction as shown in (11) will occur [57].
For aluminum–silicon coatings, the general process of high-temperature thermal corrosion is that the anti-oxidation Al elements inside the coating first undergo selective oxidation (as shown in (7)), and then are decomposed by molten salt to O2− rapid melting (as shown in (12)). The above process is repeated until the Al elements inside the coating are consumed, and the coating fails. At this time, the Ti element in the substrate will react directly with the molten salt, as shown in (13).
4.2. Improvement of the Heat Resistance and Corrosion Performance of Titanium Alloy
4.2.1. Surface-Coating Technology
Aluminized Coating
The aluminized coating is the first high-temperature protective coating used. Due to the cost-effectiveness and simplicity of alumina diffusion coatings, it is also widely used for the thermal corrosion resistance of Ti and Ni-based alloys. The formation of a dense Al2O3 layer can effectively prevent the entry of oxides. However, some studies have also shown that hot-dip-aluminized coating reduces the corrosion resistance of commercial purity titanium in 3.5 wt.% NaCl solution at room temperature, which is related to the difference in corrosion resistance between titanium and aluminum and the formation of galvanizing cells [58]. In addition, the dissolution of Al2O3 in molten salt [59] and the formation of holes in the aluminide coating during thermal cycling [60] would lead to the spalling and cracking of the aluminide coating, failing the coating. The aluminizing coating had defects such as high brittleness, easy cracking, easy mutual diffusion with the substrate, poor thermal corrosion resistance and fatigue creep resistance, etc., resulting in the formation of cracks and falling from the oxide layer of the coating at high temperatures [61], so the thermal corrosion resistance decreased. Therefore, to solve this series of defects, modified aluminide coatings have begun to be developed. Many experiments have shown that the addition of some active elements can improve the thermal corrosion resistance of the coating [62,63].
Silicon-Modified Aluminide Coating
In recent years, although many coatings have been developed, the slurry method can prepare Al-Si coatings on the surface of special-shaped parts, and it has been widely used because of its simple operation, low cost, and stable performance. The Si-modified aluminide coating can slow the degradation caused by the mutual diffusion between the coating and the substrate at high temperatures and has better high-temperature oxidation resistance and thermal corrosion resistance than the aluminizing coating [64,65]. Si can increase the activity of Al in the coating, promote the selective oxidation of Al, reduce the consumption of Al, and improve the bonding property between the oxide film and the coating [66,67,68]. At the same time, the oxidation rate of the superalloy can be reduced, and the isomild cyclic oxidation resistance of the superalloy can be improved. Si gathers on the surface of the coating to form an Al-Si base, inhibit the diffusion of insoluble elements (Ti, Mo, W, and V), strengthen the aluminide coating [69,70], and extend the service time of the coating. However, the Si content in the coating should not be too much, to avoid forming a harmful phase with a low melting point with Ni in the substrate at high temperature. This makes the coating brittle and prone to peeling off during high-temperature oxidation and thermal corrosion [71].
Dai Jingjie et al. [72] prepared Ti-Al-xSi coating on Ti-6Al-4V using the laser surface alloying method and exposed the sample to a salt mixture of 75 wt.% Na2SO4 + 25 wt.% NaCl at 800 °C for 300 h to explore the effect of Si on the heat resistance and corrosion properties of the coating. The results showed that the addition of silicon significantly improved the heat resistance and corrosion of the coating. With the increase in Si content, the heat resistance and corrosion of the coating were improved. The mechanism of improving the heat resistance and corrosion of titanium alloy by preparing Ti-Al-Si coating promoted the formation of Al2O3 and SiO2, therefore increasing the density of oxide skin and hindering the internal diffusion of O2.
Rare-Earth-Modified Aluminide Coating
To improve the thermal corrosion resistance of titanium alloy, researchers have chosen to add rare-earth elements based on the aluminum base coating on titanium alloy. It is well known that rare-earth elements can significantly reduce the oxidation rate of the alloy and greatly improve the adhesion of the oxide film. Lin Hao et al. [73] deposited Al-Y gradient coating on γ-Ti-Al alloy by reactive magnetron sputtering (MS) system and investigated the influence of Al-Y gradient coating on the heat resistance and corrosion properties of γ-Ti-Al alloy in Na2SO4 molten salt at 750 °C, 850 °C and 950 °C. The experimental results showed that Y in Al-Y gradient coating reacted easily with S compared with a single aluminized coating, therefore promoting the formation of Al2O3, which not only reduced the Al consumed by vulcanization in the initial stage of corrosion but also facilitated the formation of an oxidation protective layer. In conclusion, rare-earth-modified aluminide coating could improve the heat resistance and corrosion of Ti-Al alloy. At present, there are few studies on the modification of rare-earth elements on the surface of titanium alloy to improve its high-temperature corrosion resistance coating, but it has a certain application prospect.
4.2.2. Pre-Oxidation Treatment
Pre-oxidation is the operation of maintaining a high temperature (generally greater than 900 °C) for a period of time under a certain atmosphere and then cooling. Yuan-tao Hu et al. [74] pre-oxidized aluminized Ti-Al alloy (20 h pre-oxidized in a Muffle furnace at 900 °C) before the thermal corrosion experiment, and then carried out a thermal corrosion test at 700 °C and 100 h in a eutectic salt mixture (75 wt.% Na2SO4 + 25 wt.% NaCl). The results showed that the pre-oxidation could promote the formation of a dense alumina protective layer, effectively preventing the attack of corrosive elements on the substrate and the rapid consumption of aluminum coating. Moreover, the aluminized layer can provide enough aluminum source that the aluminized Ti-Al alloy has good thermal corrosion resistance.
5. Wear-Resistant Coating
5.1. Analysis of the Friction Mechanism of Titanium Alloy
Although titanium alloys have many advantages, their frictional properties are poor. The poor frictional properties of titanium alloys are characterized by high friction coefficient, severe adhesive wear, strong occlusal tendency, and low wear resistance [75]. Titanium and titanium alloys have a low wear resistance for two main reasons, namely low resistance to plastic shear and low work hardening. Low protection of surface oxides that are easily removed by spalling or micro-debris is due to high flash temperatures caused by friction during dry sliding, and failure to protect the subsurface layer from wear. In addition, dissolved oxygen from the atmosphere is prone to the embrittlement of the substrate, which reduces the mechanical resistance of the material [76]. The friction coefficient is related to the d-bond, and the smaller the percentage of the d-bond, the stronger the activity of the metal, and the greater the friction [77]. Titanium has the lowest percentage of d-bonds (27%), so it has the most friction. It is well known that the use of lubricants can greatly reduce friction, but all conventional lubricants (mineral oils and greases) used on titanium alloys are ineffective [78]. In addition, the low thermal conductivity of titanium exacerbates the problem of ineffective lubricants.
5.2. Improvement to the Wear Resistance of Titanium Alloy
5.2.1. Surface-Coating Technology
Aluminized Coating
The low hardness and poor wear resistance of titanium alloys severely limit their application as key moving parts. Ti-Al intermetallic compounds have both metallic and covalent bonds, providing the final material with the toughness of metals and the high-temperature properties of ceramics [79,80]. Therefore, Ti-Al intermetallic coating is a promising method to enhance the high-temperature oxidation resistance and friction properties of titanium alloys. Liu Yang et al. [81] used Ti6Al4V and AlSi10Mg powders as substrates to prepare a graded Ti-Al intermetallic compound coating using the laser powder deposition (LPD) method and explored the wear resistance of the coating through sliding-wear evaluation experiments. The results showed that the hardness of each layer was higher than that of the Ti6Al4V substrate and the wear rate was much lower than that of the Ti6Al4V substrate. The excellent wear resistance of the Ti-Al intermetallic compound coating was due to the high hardness of the Ti-Al intermetallic phase, which could effectively inhibit the corresponding penetration of the coating surface. Wenbin Zhang et al. [82] prepared the Ti-Al composite coating on Ti-6Al-4V alloy using the laser-cladding method and studied the microstructure and tribological behavior of the composite coating at an estimated temperature (25–500 °C). The results showed that the composite coating had enough toughness, and no brittle spalling occurred on the wear surface.
Chromium-Modified Aluminide Coating
Due to the coexistence of Al, Cr, and Ti elements, a multiphase structure is generated, and the hardness and wear resistance of titanium alloy are improved [83,84,85]. Li Zhihao et al. [86] prepared a Ti-Al-Cr alloy layer on Ti-4Al-2V alloy using pulsed laser-cladding technology, and the alloy layer had good metallurgical bonding with the substrate. The results showed that the microhardness of the Ti-Al-Cr alloy layer was about twice that of the titanium alloy substrate, and the wear rate was only 1/3 of the substrate. Therefore, the Ti-Al-Cr alloy layer improved the wear resistance of the titanium alloy substrate. The reason for this was the binding strengthening caused by strong solid solution and lattice distortion, as well as the Al/ Cr-induced difference from the substrate phase structure.
Nb-Modified Aluminide Coating
By hindering the diffusion of Ti and oxygen, Nb can effectively improve the activity of Al and reduce the concentration of oxygen vacancy in the TiO2 lattice, therefore inhibiting TiO2 growth and promoting the formation of the Al2O3 protective layer. Wensheng Li et al. [87] prepared the Ti-Al-Nb intermetallic coating using in situ synthesis of Ti-6Al-4Nb powder on the surface of Ti-25Al-17V alloy by laser. By measuring the friction coefficient curve and wear rate of the coating at 25, 200, 400, 600 and 800 °C, it was found that the friction coefficient and wear rate of the coating at 800 °C were lower. Therefore, the Ti-25Al-17Nb coating had good wear resistance and anti-friction properties at 800 °C. This was because, at 800 °C, the dense hardened Al2O3 oxide film gradually replaced the loose porous TiO2 oxide film, hindering the diffusion of oxygen to the coating, reducing the possibility of brittle oxide formation, and the dense Al2O3 oxide film had good lubricity.
5.2.2. Pre-Oxidation Treatment
To form a metallurgical bond between the coating and the substrate through diffusion, Zhao et al. [88] adopted hot infiltration to first coat the surface of Ti-6Al-4V alloy with pure aluminum and then carried out pre-oxidation treatment. After the sample was pre-oxidized, the Al coating was oxidized to alumina (Al2O3), and a Ti-Al intermetallic compound was formed. The tribological properties of the sample were characterized by observing and analyzing the microstructure and composition of the sample and measuring the microhardness and friction coefficient of the sample. The results showed that when the pre-oxidation temperature was 750 °C, the microhardness reached the maximum value of about 500 HV. The final optimized process parameters were hot-dipping at 700 °C for 15 min, followed by pre-oxidation at 750 °C for 6 h in a resistance furnace. This process improved the wear resistance of Ti-6Al-4V alloy by forming a bulk TiAl3 phase and oxide.
5.2.3. Carburizing
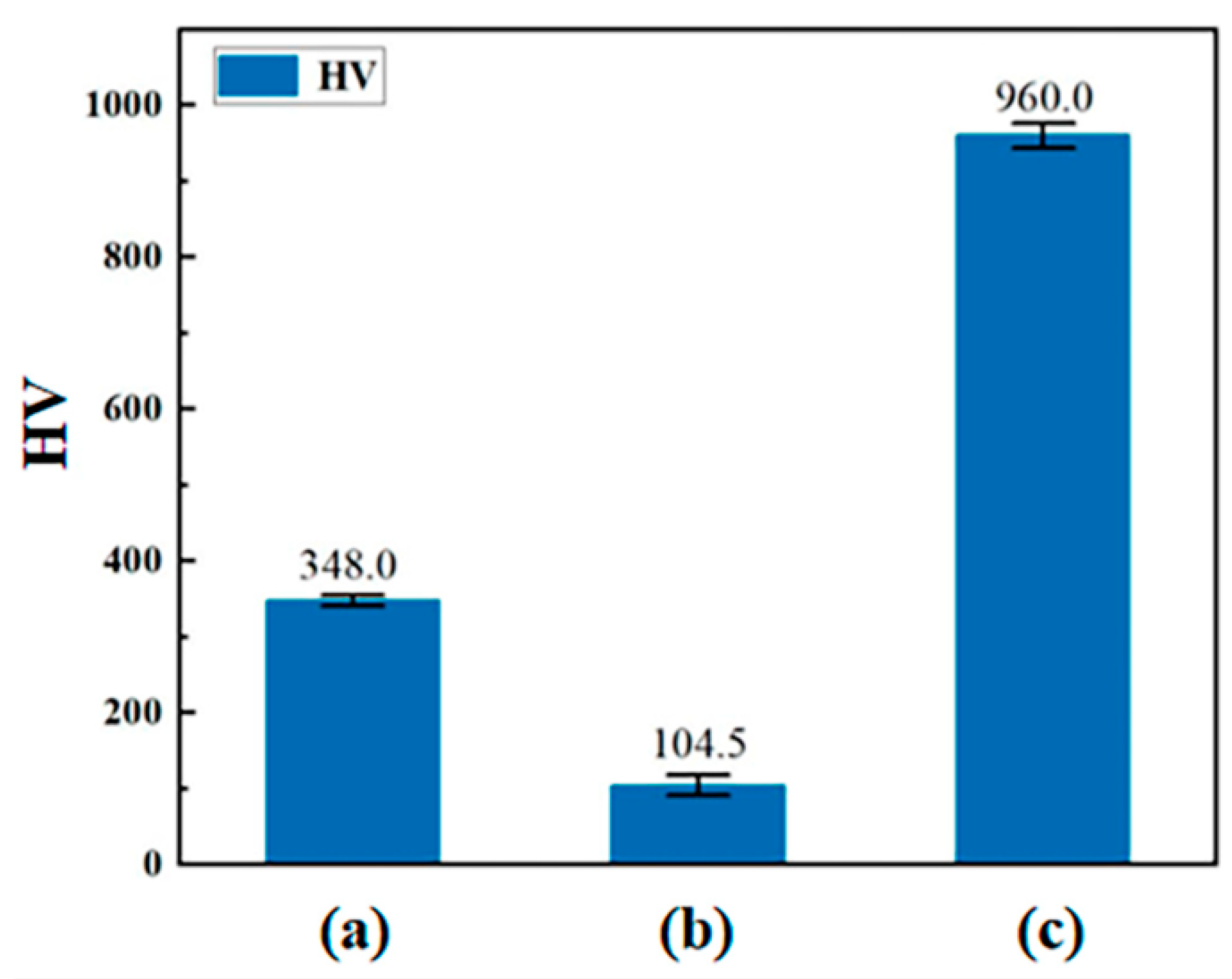
Yang Wenying et al. [89] combined the hot-dip aluminum process with the carburizing process. First, a layer of pure aluminum was hot-dipped on the Ti65 alloy, and then it was solid carburized. After the hot-dipping of pure aluminum, the coating was successively a TiAl3 phase +L-(Ti,Al), a mixed-phase layer, and an L-(Ti,Al) layer from the substrate. After carburizing, the coating was successively TiAl2, Ti-Al, Ti3Al alloy-phase layer, and Ti-Al carburizing layer from the substrate. Finally, the hardness of the substrate, aluminized sample, and aluminized recarburized sample were measured by hardness meter and compared. The results (Figure 7) showed that the hardness of the aluminized recarburizing sample was about 960 HV, which was higher than that of the substrate and aluminized sample. It also showed that the wear resistance of hot-dip-aluminized samples was improved by carburizing treatment. This was because the carbide particles formed in the Ti-Al carburizing layer played a strengthening role.
6. Conclusions
There are many ways to prepare aluminum-based coatings on titanium alloys, but each method has certain advantages and disadvantages. We should choose the specific preparation method according to the characteristics of the required preparation coating.
There are different bases for evaluating the different properties of coatings. The high-temperature oxidation resistance of the coating is mainly judged according to the mass gain. In general, the mass increase of coated samples during high-temperature oxidation is less than that of uncoated samples, because the coating can protect the substrate from oxidation.
The heat resistance of the coating can be judged not only by the level of corrosion potential but also by the quality gain. The higher the corrosion potential, the less the mass increase, and the better the corrosion resistance of the coating.
The wear resistance of the coating is mainly related to microhardness, wear rate, and friction coefficient. The higher the microhardness, the lower the wear rate, the lower the friction coefficient, the better the wear resistance of the coating.
At present, the method to improve the performance of titanium alloy aluminum-based coating is mainly to add an appropriate number of other elements, which can only add one element or multiple additions. The added elements are elements that have some special functions, e.g., to improve the salt corrosion resistance of the coating. Elements that are resistant to salt corrosion such as Cr should be added. Therefore, the current development trend of coating is high-entropy alloy coating. In addition, proper pre-oxidation treatment of titanium alloy before and after the coating preparation can also greatly improve its high-temperature oxidation resistance and other properties.
In this paper, the research on oxidation resistance, thermal corrosion resistance, and wear resistance of the aluminum base coating on titanium alloy in recent years was described from four perspectives: aluminide coating, high-temperature oxidation resistance coating, thermal corrosion resistance coating, and wear resistance coating. The novelty of this paper is that it combines the practical application scenario of titanium alloy and studies three properties of the aluminum base coating on titanium alloy at the same time. It is very logical. The framework of this paper is as follows: the preparation method of the coating; the improvement of the coating by adding other elements; the failure mechanism under different service conditions; and the method of improving the coating performance. Future research should focus on the preparation cost, preparation efficiency, and versatility of the coating. To give full play to the advantages of abundant rare-earth elements in China, rare-earth elements should be given priority when adding elements. At the same time, it is necessary to constantly try to add a variety of elements in combination with heat-treatment methods to achieve versatility of coating.
Author Contributions
Investigation, Data curation, and Writing—original draft, S.Z.; Supervision, Project administration, Funding acquisition, Methodology, and Writing—reviewed, F.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Science and Technology Project of the Education Department of Hunan Province (No. 22A0100), Hunan Provincial Natural Science Foundation of China (No. 2021JJ30672), and the College Students’ Innovation and Entrepreneurship training program of Xiangtan University.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
The authors gratefully acknowledge the support provided by Materials Intelligent Design College Students’ Innovation and Entrepreneurship Education Center, Xiangtan University, Xiangtan, Hunan.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Shao, L.; Li, W.S.; Li, D.Y.; Xie, G.L.; Zhang, C.Z.; Zhang, C.; Huang, J.F. A review on combustion behavior and mechanism of Ti alloys for advanced aero-engine. J. Alloys Compd. 2023, 960, 170584. [Google Scholar] [CrossRef]
- Dai, J.J.; Li, S.Y.; Zhang, H.X.; Yu, H.J.; Chen, C.Z.; Li, Y. Microstructure and high-temperature oxidation resistance of Ti-Al-Nb coatings on a Ti-6Al-4V alloy fabricated by laser surface alloying. Surf. Coat. Technol. 2018, 344, 479–488. [Google Scholar] [CrossRef]
- Li, S.; Yamaguchi, T. High-temperature oxidation performance of laser-cladded amorphous TiNiSiCrCoAl high-entropy alloy coating on Ti-6Al-4V surface. Surf. Coat. Technol. 2022, 433, 128123. [Google Scholar] [CrossRef]
- Xu, Y.J.; Yao, Z.P.; Jia, F.Z.; Wang, Y.L.; Jiang, Z.H.; Bu, H.T. Preparation of PEO ceramic coating on Ti alloy and its high temperature oxidation resistance. Curr. Appl. Phys. 2010, 10, 698–702. [Google Scholar] [CrossRef]
- Zhang, Z.G.; Peng, Y.P.; Mao, Y.L.; Pang, C.J.; Lu, L.Y. Effect of hot-dip aluminizing on the oxidation resistance of Ti–6Al–4V alloy at high temperatures. Corros. Sci. 2012, 55, 187–193. [Google Scholar] [CrossRef]
- Yao, Z.; Marek, M. NaCl-induced hot corrosion of a titanium aluminide alloy. Mater. Sci. Eng. A 1995, 192–193, 994–1000. [Google Scholar] [CrossRef]
- Yan, Q.; Chen, B.; Ye, W.T.; Zhang, T.; Wan, J.; Zhou, Q.; Shen, J.H.; Li, J.S.; Lu, W.F.; Wang, H. Simultaneously improving mechanical, thermal, and anti-wear properties of Ti alloys using 3D-networked graphene as reinforcement. Carbon 2023, 213, 118152. [Google Scholar] [CrossRef]
- Moskal, G.; Migas, D.; Mendala, B.; Kałamarz, P.; Mikuśkiewicz, M.; Iqbal, A.; Jucha, S.; Góral, M. The Si influence on the microstructure and oxidation resistance of Ti-Al slurry coatings on Ti-48Al-2Cr-2Nb alloy. Mater. Res. Bull. 2021, 141, 111336. [Google Scholar] [CrossRef]
- Lazurenko, D.V.; Bataev, I.A.; Laptev, I.S.; Ruktuev, A.A.; Maliutina, I.N.; Golkovsky, M.G.; Bataev, A.A. Formation of Ti-Al intermetallics on a surface of titanium by non-vacuum electron beam treatment. Mater. Charact. 2017, 134, 202–212. [Google Scholar] [CrossRef]
- Gurrappa, I.; Gogia, A.K. High performance coatings for titanium alloys to protect against oxidation. Surf. Coat. Technol. 2001, 139, 216–221. [Google Scholar] [CrossRef]
- Izumi, T.; Nishimoto, T.; Narita, T. Formation of nickel aluminide coating on γ-TiAl alloy. Intermetallics 2003, 11, 841–848. [Google Scholar] [CrossRef]
- Siddiqui, A.A.; Dubey, A.K. Recent trends in laser cladding and surface alloying. Opt. Laser Technol. 2021, 134, 106619. [Google Scholar] [CrossRef]
- Liu, Y.N.; Yang, L.J.; Yang, X.J.; Zhang, T.G.; Sun, R.L. Optimization of microstructure and properties of composite coatings by laser cladding on titanium alloy. Ceram. Int. 2021, 47, 2230–2243. [Google Scholar] [CrossRef]
- Kathuria, Y.P. Some aspects of laser surface cladding in the turbine industry. Surf. Coat. Technol. 2000, 132, 262–269. [Google Scholar] [CrossRef]
- Kwok, C.T.; Man, H.C.; Cheng, F.T.; Lo, K.H. Developments in laser-based surface engineering processes: With particular reference to protection against cavitation erosion. Surf. Coat. Technol. 2016, 291, 189–204. [Google Scholar] [CrossRef]
- Moradnia, M.; Pouladi, S.; Aqib, M.; Ryou, J.-H. Thermodynamic Analysis of Group-III-Nitride Alloying with Yttrium by Hybrid Chemical Vapor Deposition. Nanomaterials 2022, 12, 4053. [Google Scholar] [CrossRef]
- Pourmohammad, H.; Bahrami, A.; Eslami, A.; Harandi, A.N. Gas-phase aluminizing of HP40Nb steel used in reformer tubes: Synthesis, characterization, and its implications for the microstructure and high-temperature creep resistance of the base alloy. Int. J. Pres.Ves. Pip. 2022, 200, 104833. [Google Scholar] [CrossRef]
- Taghipour, M.; Eslami, A.; Bahrami, A. High temperature oxidation behavior of aluminide coatings applied on HP-MA heat resistant steel using a gas-phase aluminizing process. Surf. Coa. Technol. 2022, 434, 128181. [Google Scholar] [CrossRef]
- Wang, F.H.; Lou, H.Y.; Bai, L.X.; Wu, W.T. Hot corrosion of yttrium-modified aluminide coatings. Mater. Sci. Eng. A 1989, 120–121, 387–389. [Google Scholar] [CrossRef]
- Xiong, H.P.; Mao, W.; Xie, Y.H.; Ma, W.L.; Chen, Y.F.; Li, X.H.; Li, J.P.; Cheng, Y.Y. Liquid-phase siliconizing by Al–Si alloys at the surface of a TiAl-based alloy and improvement in oxidation resistance. Acta Mater. 2004, 52, 2605–2620. [Google Scholar] [CrossRef]
- Bai, C.Y.; Luo, Y.J.; Koo, C.H. Improvement of high temperature oxidation and corrosion resistance of superalloy IN-738LC by pack cementation. Surf. Coat. Technol. 2004, 183, 74–88. [Google Scholar] [CrossRef]
- Zhou, C.G.; Xu, H.B.; Gong, S.K.; Kim, K.Y. A study of aluminide coatings on TiAl alloys by the pack cementation method. Mater. Sci. Eng. A 2003, 341, 169–173. [Google Scholar] [CrossRef]
- Gauthier, V.; Dettenwanger, F.; Schütze, M.; Shemet, V.; Quadakkers, W.J. Oxidation-Resistant Aluminide Coatings on γ-TiAl. Oxid. Met. 2003, 59, 233–255. [Google Scholar] [CrossRef]
- Kobayashi, S.; Yakou, T. Control of intermetallic compound layers at interface between steel and aluminum by diffusion-treatment. Mater. Sci. Eng. A 2002, 338, 44–53. [Google Scholar] [CrossRef]
- Cammarota, G.P.; Casagrande, A.; Sambogna, G. Effect of Ni, Si and Cr in the structural formation of diffusion aluminide coatings on commercial-purity titanium. Surf. Coat. Technol. 2006, 201, 230–242. [Google Scholar] [CrossRef]
- Grzegorz, M. Microstructure and oxidation behaviour of TiAlSi coatings on TiAlCrNb alloy. J. Ach. Mater. Manuf. Eng. 2007, 20, 263–266. [Google Scholar]
- Zheng, M.H.; Rapp, R.A. Simultaneous Aluminizing and Chromizing of Steels to Form (Fe, Cr)3Al Coatings. Oxid. Met. 1998, 49, 19–31. [Google Scholar] [CrossRef]
- Hu, X.Y.; Li, F.G.; Shi, D.M.; Xie, Y.; Li, Z.; Yin, F.C. A design of self-generated Ti–Al–Si gradient coatings on Ti–6Al–4V alloy based on silicon concentration gradient. J. Alloys Compd. 2020, 830, 154670. [Google Scholar] [CrossRef]
- Gogia, A.K.; Nandy, T.K.; Banerjee, D.; Carisey, T.; Strudel, J.L.; Franchet, J.M. Microstructure and mechanical properties of orthorhombic alloys in the Ti-Al-Nb system. Intermetallics 1998, 6, 741–748. [Google Scholar] [CrossRef]
- Trivedi, S.P.; Das, D.K. Microstructural aspects of plain aluminide and Pt-aluminide coatings on Ti-base alloy IMI-834. Intermetallics 2005, 13, 1122–1133. [Google Scholar] [CrossRef]
- He, Y.M.; Lu, C.Y.; Ni, C.Y.; Chen, Q.X.; Zheng, W.J.; Wang, D.H.; Wei, L.F.; Wang, L.M.; Sun, Y.; Zou, H.; et al. Tailoring microstructure and mechanical performance of the TC4 titanium alloy brazed joint through doping rare-earth element Dy into Ti-Cu-Ni filler alloy. J. Manuf. Process 2020, 50, 255–265. [Google Scholar] [CrossRef]
- Pint, P.A. On the formation of interfacial and internal voids in α-Al2O3 scales. Oxid. Met. 1997, 48, 303–328. [Google Scholar] [CrossRef]
- Wang, Z.H.; Li, F.G.; Hu, X.Y.; He, W.; Liu, Z.; Tan, Y. Preparation of Ti-Al-Si Gradient Coating Based on Silicon Concentration Gradient and Added-Ce. Coatings 2022, 12, 683. [Google Scholar] [CrossRef]
- Marder, A.R. The metallurgy of zinc-coated steel. Prog. Mater. Sci. 2000, 45, 191–271. [Google Scholar] [CrossRef]
- Li, X.; Peng, X.Y.; Duan, Y.L.; Zhang, L.G.; Xu, G.F. Thermal oxidation behavior of commercial purity titanium at high temperature. Chin. J. Nonferrous Met. 2013, 23, 2190–2199. [Google Scholar]
- Zhao, A.L.; Wang, D.Y.; Wang, Y.; Gao, X.Y.; Hu, J. The comparison of thermal oxidation kinetics for pure titanium and titanium alloy. Titan. Ind. Prog. 2013, 30, 16–19. [Google Scholar]
- Jeng, S.C. Oxidation behavior and microstructural evolution of hot-dipped aluminum coating on Ti-6Al-4V alloy at 800 °C. Surf. Coat. Technol. 2013, 235, 867–874. [Google Scholar] [CrossRef]
- Zhou, W.; Zhao, Y.G.; Li, W.; Mei, X.L.; Qin, Q.D.; Hu, S.W. Effect of Al–Si coating fusing time on the oxidation resistance of Ti–6Al–4V alloy. Mater. Sci. Eng. A 2007, 460–461, 579–586. [Google Scholar] [CrossRef]
- Chen, C.; Feng, X.M.; Shen, Y.F. Oxidation behavior of a high Si content Al–Si composite coating fabricated on Ti–6Al–4V substrate by mechanical alloying method. J. Alloys Compd. 2017, 701, 27–36. [Google Scholar] [CrossRef]
- Zhao, Y.G.; Zhou, W.; Peng, X.; Liang, Y.H.; Qin, Q.D. Low oxygen pressure self-fused Al-Cr coatings formed on surface of Ti alloy and their oxidation resistance. J. Jilin Univ. Eng. Technol. Ed. 2004, 34, 521–526. [Google Scholar]
- Zhou, W.; Zhao, Y.G.; Qin, Q.D.; Li, W.; Xu, B. A new way to produce Al + Cr coating on Ti alloy by vacuum fusing method and its oxidation resistance. Mater. Sci. Eng. A 2006, 430, 254–259. [Google Scholar] [CrossRef]
- Dai, J.J.; Zhang, F.Y.; Wang, A.M.; Yu, H.J.; Chen, C.Z. Microstructure and properties of Ti-Al coating and Ti-Al-Si system coatings on Ti-6Al-4V fabricated by laser surface alloying. Surf. Coat. Technol. 2017, 309, 805–813. [Google Scholar] [CrossRef]
- Sadeq, F.O.; Sharifitabar, M.; Afarani, M.S. Synthesis of Ti–Si–Al coatings on the surface of Ti–6Al–4V alloy via hot dip siliconizing route. Surf. Coat. Technol. 2018, 337, 349–356. [Google Scholar] [CrossRef]
- Huang, J.; Zhao, F.; Cui, X.Y.; Wang, J.Q.; Xiong, T.Y. Long-term oxidation behavior of silicon-aluminizing coating with an in-situ formed Ti5Si3 diffusion barrier on γ-TiAl alloy. Appl. Surf. Sci. 2022, 582, 152444. [Google Scholar] [CrossRef]
- Zeng, S.Q.; Li, F.G. Study on the Influence Law of Ce on Microstructure and High-Temperature Oxidation Resistance of Ti-Al-Si Composite Coating. Coatings 2023, 13, 1244. [Google Scholar] [CrossRef]
- Zhang, S.Z.; Zhou, B.; Liu, N.; Chen, L.Q. Effects of Microstructure and Rare-Earth Constituent on the Oxidation Behavior of Ti–5.6Al–4.8Sn–2Zr–1Mo–0.35Si–0.7Nd Titanium Alloy. Oxid. Met. 2014, 81, 373–382. [Google Scholar] [CrossRef]
- Zhang, C.J.; Zhang, S.Z.; Liu, Z.G.; Chen, Y.Y.; Chai, L.H.; Wang, X.P. Improvement of cyclic oxidation resistance of Y-containing Ti–6Al–2.5Sn–4Zr–0.7Mo–0.3Si alloys. J. Alloys Compd. 2015, 624, 108–115. [Google Scholar] [CrossRef]
- Tan, Y.M.; Fang, H.Z.; Chen, R.R.; Liu, Y.L.; Su, Y.Q.; Guo, J.J.; Cui, H.Z.; Zhang, S.Y.; Fu, H.Z. Microalloying effects of Ho on microstructure evolution and high temperature properties of Ti46Al4Nb1Mo alloy. Intermetallics 2020, 126, 106883. [Google Scholar] [CrossRef]
- Zhong, X.Y.; Deng, T.S.; Xiao, W.L.; Zhong, M.; Lai, Y.H.; Ojo, O.A. Effect of minor Sc modification on the high-temperature oxidation behavior of near-α Ti alloy. Corros. Sci. 2023, 217, 111122. [Google Scholar] [CrossRef]
- Zhou, W.; Zhao, Y.G.; Qin, Q.D.; Li, W.; Xu, B. Effect of pre-oxidation on aluminized coating and their oxidation resistance of Ti alloy. Mater. Lett. 2006, 60, 414–417. [Google Scholar] [CrossRef]
- Goward, G.W.; Boone, D.H. Mechanisms of formation of diffusion aluminide coatings on nickel-base superalloys. Oxid. Met. 1971, 3, 475–495. [Google Scholar] [CrossRef]
- Das, D.K.; Joshi, S.V.; Singh, V. Evolution of aluminide coating microstructure on nickel-base cast superalloy CM-247 in a single-step high-activity aluminizing process. Metall. Mater. Trans. A 1998, 29, 2173–2188. [Google Scholar] [CrossRef]
- Jacobson, N.S. Corrosion of Silicon-Based Ceramics in Combustion Environments. J. Am. Ceram. Soc. 1993, 76, 3–28. [Google Scholar] [CrossRef]
- Say, W.C.; Wu, J.K.; Chen, W.L. Hot corrosion ofα-SiC ceramics by V2O5 melt. J. Mater. Sc. 1990, 25, 1614–1617. [Google Scholar] [CrossRef]
- Steinmetz, P.; Duret, C.; Morbioli, R. Laboratory tests for hot-corrosion studies. Mater. Sci. Technol. 1986, 2, 262–271. [Google Scholar] [CrossRef]
- Xu, H.B.; Guo, H.B.; Liu, F.S.; Gong, S.K. Development of gradient thermal barrier coatings and their hot-fatigue behavior. Surf. Coat. Technol. 2000, 130, 133–139. [Google Scholar] [CrossRef]
- Molins, R.; Hou, P.Y. Characterization of chemical and microstructural evolutions of a NiPtAl bondcoat during high temperature oxidation. Surf. Coat. Technol. 2006, 201, 3841–3845. [Google Scholar] [CrossRef]
- Wang, Y.S.; Xiong, J.; Yan, J.; Fan, H.Y.; Wang, J. Oxidation resistance and corrosion behavior of hot-dip aluminized coatings on commercial-purity titanium. Surf. Coat. Technol. 2011, 206, 1277–1282. [Google Scholar] [CrossRef]
- Rhys-Jones, T.N.; Swindells, N. The high temperature corrosion of a commercial aluminide coating on IN738-LC and MarMOO2 at 700 °C and 830 °C. Corros. Sci. 1985, 25, 559–576. [Google Scholar] [CrossRef]
- Shirvani, K.; Saremi, M.; Nishikata, A.; Tsuru, T. Electrochemical study on hot corrosion of Si-modified aluminide coated In-738LC in Na2SO4–20 wt.% NaCl melt at 750 °C. Corros. Sci. 2003, 45, 1011–1021. [Google Scholar] [CrossRef]
- Hou, P.Y.; McCarty, K.F. Surface and interface segregation in β-NiAl with and without Pt addition. Scr. Mater. 2006, 54, 937–941. [Google Scholar] [CrossRef]
- Khan, A.; Song, P.; Huang, T.H.; Zhou, Y.; Xiong, X.P.; Li, C.; Lü, J.G.; Chen, R.; Lu, J.S. Diffusion characteristics and structural stability of Pt modified β-NiAl/γ′-Ni3Al within NiCoCrAl alloy at high temperature. Appl. Surf. Sci. 2019, 476, 1096–1107. [Google Scholar] [CrossRef]
- Li, C.; Song, P.; Feng, J.; Huang, T.H.; Lü, K.Y.; Li, Q.L.; Duan, W.H.; Khan, A.; Zhai, R.X.; Lu, J.S. Alumina growth behaviour on the surface-modified NiCoCrAl alloy by Pt and Hf at high temperature. Appl. Surf. Sci. 2019, 479, 1178–1191. [Google Scholar] [CrossRef]
- Zhang, S.; Huang, P.S. High-resolution, real-time three-dimensional shape measurement. Opti. Eng. 2006, 45, 123601. [Google Scholar] [CrossRef]
- Montero, X.; Galetz, M.C.; Schütze, M. Sulphidation Behavior of a Non Harmful Water-Based Al and Al–Si Slurry Coating on CM247 Superalloy. Oxid. Met. 2013, 80, 635–649. [Google Scholar] [CrossRef]
- Zang, J.J.; Song, P.; Feng, J.; Xiong, X.P.; Chen, R.; Liu, G.L.; Lu, J.S. Oxidation behaviour of the nickel-based superalloy DZ125 hot-dipped with Al coatings doped by Si. Corros. Sci. 2016, 112, 170–179. [Google Scholar] [CrossRef]
- Fu, C.; Kong, W.K.; Cao, G.H. Microstructure and oxidation behavior of Al + Si co-deposited coatings on nickel-based superalloys. Surf. Coat. Technol. 2014, 258, 347–352. [Google Scholar] [CrossRef]
- Meng, X.X.; Yuwen, P.; Shao, W.; Qu, W.T.; Zhou, C.G. Cyclic oxidation behaviour of Co/Si co-doped β-NiAl coating on nickel based superalloys. Corros. Sci. 2018, 133, 112–119. [Google Scholar] [CrossRef]
- Wu, Q.; Yang, R.-b.; Wu, Y.-x.; Li, S.-s.; Ma, Y.; Gong, S.-k. A comparative study of four modified Al coatings on Ni3Al-based single crystal superalloy. Prog. Nat. Sci. Mater. 2011, 21, 496–505. [Google Scholar] [CrossRef]
- Dai, P.C.; Wu, Q.; Ma, Y.; Li, S.S.; Gong, S.K. The effect of silicon on the oxidation behavior of NiAlHf coating system. Appl. Surf. Sci. 2013, 271, 311–316. [Google Scholar] [CrossRef]
- Lee, D.B.; Kim, D.J. The oxidation of Ni3Al containing decomposed SiC-particles. Intermetallics 2001, 9, 51–56. [Google Scholar] [CrossRef]
- Dai, J.J.; Zhang, H.X.; Sun, C.X.; Li, S.Y.; Chen, C.Z.; Yang, Y. The effect of Nb and Si on the hot corrosion behaviors of TiAl coatings on a Ti-6Al-4V alloy. Corros. Sci. 2020, 168, 108578. [Google Scholar] [CrossRef]
- Lin, H.; Liang, W.P.; Jia, Y.L.; Miao, Q.; Hu, R.Y.; Ding, Z.; Yu, L.J. Effect of Al -Y gradient coating on hot corrosion resistance of γ-TiAl alloy at different temperatures. Appl. Surf. Sci. 2019, 487, 868–875. [Google Scholar] [CrossRef]
- Hu, Y.T.; Zheng, L.; Yan, H.J.; Wu, L.K.; Lin, X.J.; Cao, F.H.; Jiang, M.Y. Improving hot corrosion resistance of aluminized TiAl alloy by anodization and pre-oxidation. Trans. Nonferrous Met. Soc. China 2021, 31, 193–206. [Google Scholar] [CrossRef]
- Ceschini, L.; Lanzoni, E.; Martini, C.; Prandstraller, D.; Sambogna, G. Comparison of dry sliding friction and wear of Ti6Al4V alloy treated by plasma electrolytic oxidation and PVD coating. Wear 2008, 264, 86–95. [Google Scholar] [CrossRef]
- Molinari, A.; Straffelini, G.; Tesi, B.; Bacci, T. Dry sliding wear mechanisms of the Ti6Al4V alloy. Wear 1997, 208, 105–112. [Google Scholar] [CrossRef]
- Buckley, D.H.; Miyoshi, K. Friction and wear of ceramics. Wear 1984, 100, 333–353. [Google Scholar] [CrossRef]
- Dong, H.; Bell, T. Enhanced wear resistance of titanium surfaces by a new thermal oxidation treatment. Wear 2000, 238, 131–137. [Google Scholar] [CrossRef]
- Du, Y.J.; Rao, K.P.; Chung, J.C.Y.; Han, X.D. Phase transitions in reactive formation of Ti5Si3/TiAl in situ composites. Metall. Mater. Trans. A 2000, 31, 763–771. [Google Scholar] [CrossRef]
- Gizynski, M.; Miyazaki, S.; Sienkiewicz, J.; Kuroda, S.; Araki, H.; Murakami, H.; Pakiela, Z.; Yumoto, A. Formation and subsequent phase evolution of metastable Ti-Al alloy coatings by kinetic spraying of gas atomized powders. Surf. Coat. Technol. 2017, 315, 240–249. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, W.S.; Ma, Y.Z.; Liang, C.P.; Liu, C.; Zhang, C.; Cai, Q.S. Microstructure and wear resistance of compositionally graded Ti Al intermetallic coating on Ti6Al4V alloy fabricated by laser powder deposition. Surf. Coat. Technol. 2018, 353, 32–40. [Google Scholar] [CrossRef]
- Zhang, W.B.; Li, W.S.; Zhai, H.M.; Wu, Y.R.; Wang, S.C.; Liang, G.; Wood, R.J.K. Microstructure and tribological properties of laser in-situ synthesized Ti3Al composite coating on Ti-6Al-4V. Surf. Coat. Technol. 2020, 395, 125944. [Google Scholar] [CrossRef]
- Lazurenko, D.; Golkovsky, M.; Stark, A.; Pyczak, F.; Bataev, I.; Ruktuev, A.; Petrov, I.; Laptev, I. Structure and Properties of Ti-Al-Ta and Ti-Al-Cr Cladding Layers Fabricated on Titanium. Metals 2021, 11, 1139. [Google Scholar] [CrossRef]
- Huang, T.-d.; Wu, S.-y.; Jiang, H.; Lu, Y.-p.; Wang, T.-m.; Li, T.-j. Effect of Ti content on microstructure and properties of TixZrVNb refractory high-entropy alloys. Int. J. Miner. Metall. Mater. 2020, 27, 1318–1325. [Google Scholar] [CrossRef]
- Xiang, K.; Chen, L.-Y.; Chai, L.J.; Guo, N.; Wang, H. Microstructural characteristics and properties of CoCrFeNiNbx high-entropy alloy coatings on pure titanium substrate by pulsed laser cladding. Appl. Surf. Sci. 2020, 517, 146214. [Google Scholar] [CrossRef]
- Li, Z.H.; Chai, L.J.; Qi, L.; Wang, Y.Y.; Liu, Y.Z.; Yang, T.; Wang, H.; Guo, N.; Zhao, Y.X. Laser-cladded Al-Cr-Ti ternary alloy coatings on Ti-4Al-2V alloy: Specific microstructure and enhanced surface performance. Surf. Coat. Technol. 2023, 452, 129073. [Google Scholar] [CrossRef]
- Li, W.S.; Zhang, W.B.; Zhai, H.M.; Wang, S.C.; Song, Q.; Wood, R.J.K.; Cheng, B.; He, D.Q.; Zhang, C.Z. Microstructure evolution and elevated temperature wear performance of in-situ laser-synthesized Ti-25Al-17Nb coating on Ti-6Al-4V. Tribol. Int. 2022, 175, 107807. [Google Scholar] [CrossRef]
- Zhao, J.H.; Shangguan, J.J.; Gao, L.S.; Gu, C.; Wang, Y.J.; Shi, Y. New Insights into Microstructure Characteristics and Tribological Property of Ti Alloy Processed by Hot-Dip Aluminizing and Heat Treatment. Metall. Mater. Trans. A 2022, 53, 1035–1050. [Google Scholar] [CrossRef]
- Yang, W.Y.; Li, F.G. Study on the Effect of Carburizing on the Microstructure and High-Temperature Oxidation Properties of Hot-Dip Aluminum Coating on Titanium Alloy. Coatings 2023, 13, 1336. [Google Scholar] [CrossRef]
Figure 1.
Schematic diagram of gas-phase aluminizing.
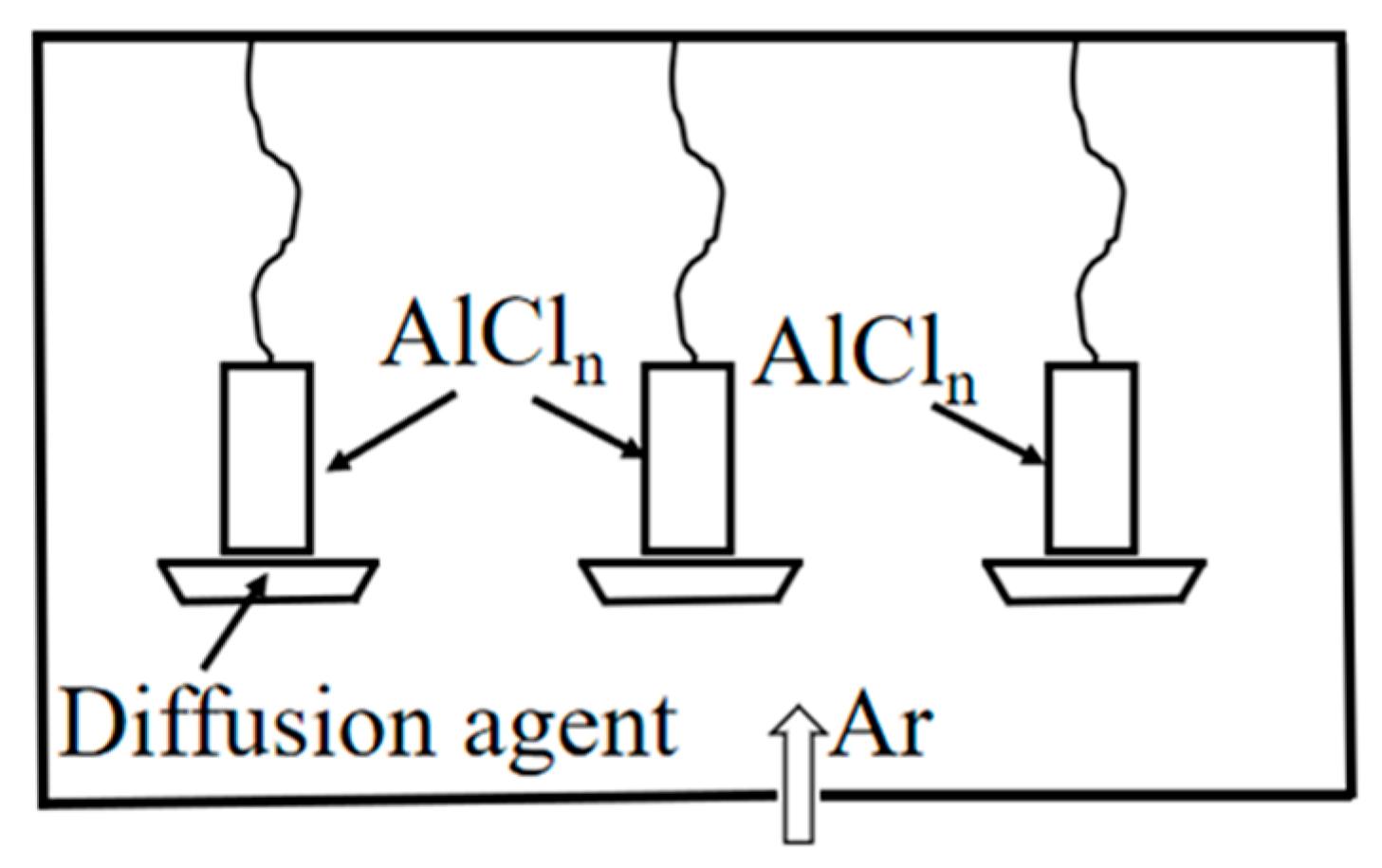
Figure 2.
Schematic diagram of hot-dip aluminizing.

Figure 3.
Number of publications on different aluminide coating preparation methods in recent years (from the Science Direct database; the year of the earliest and latest publication are indicated above the bar).
Figure 3.
Number of publications on different aluminide coating preparation methods in recent years (from the Science Direct database; the year of the earliest and latest publication are indicated above the bar).
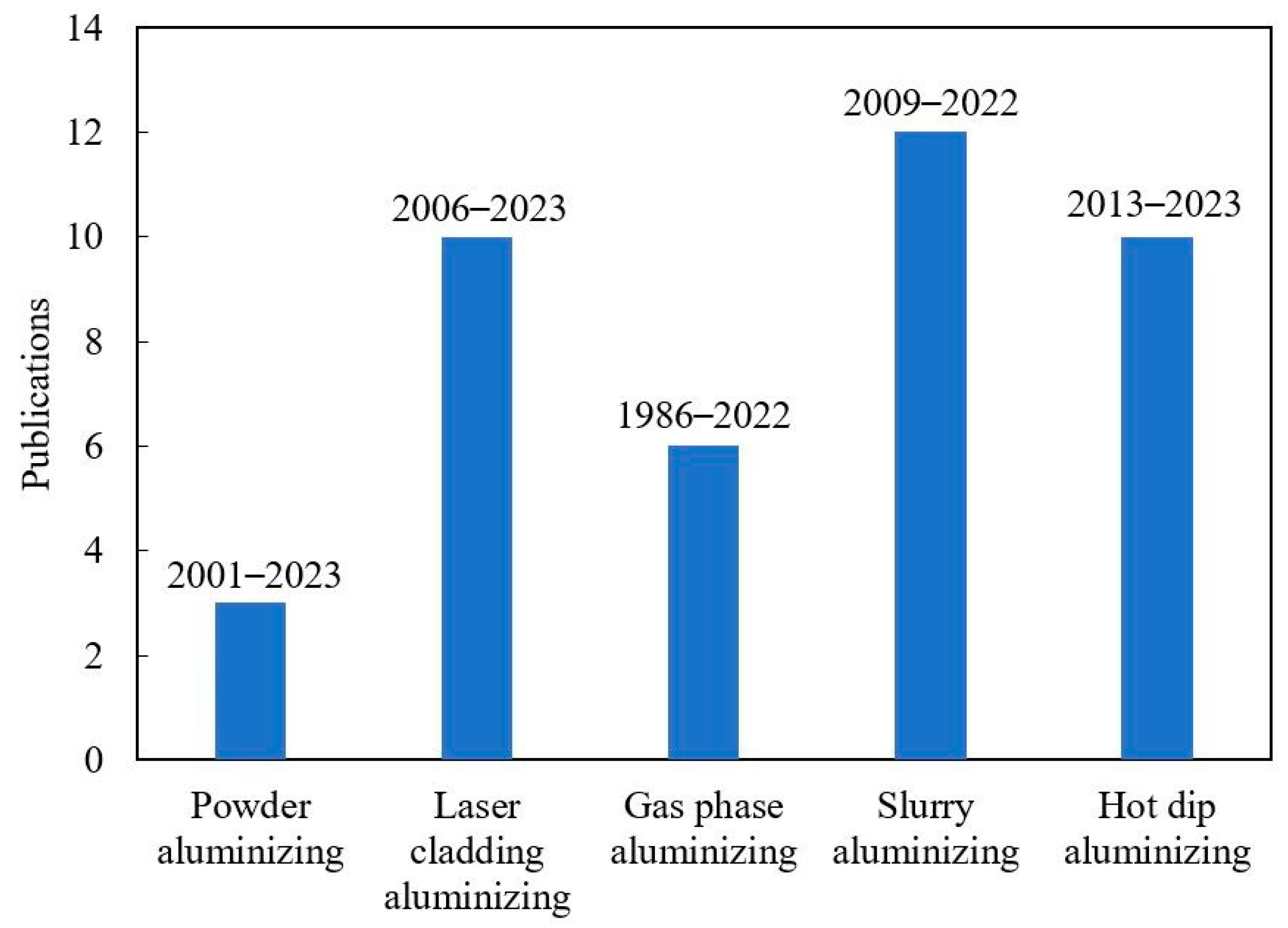
Figure 4.
Process of oxide formation on the metal surface.
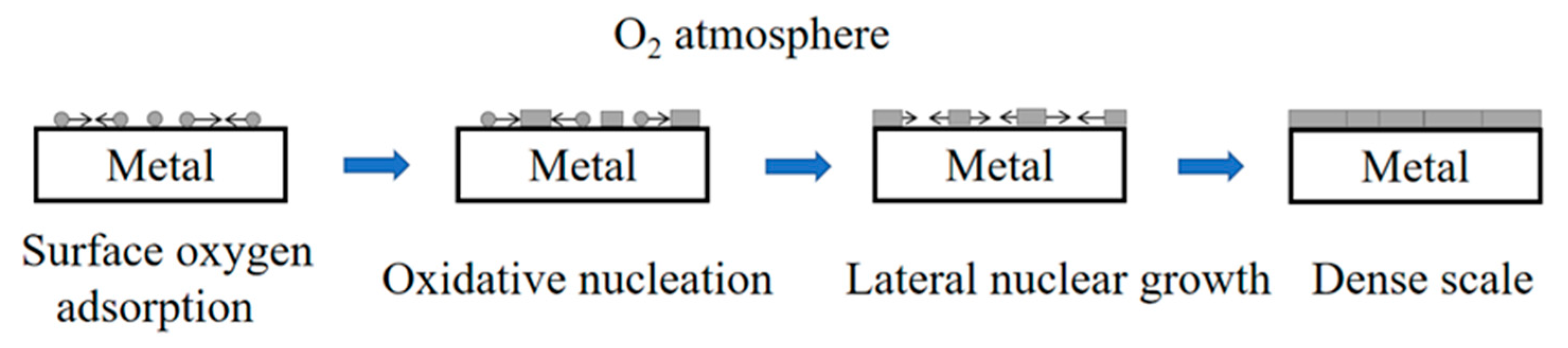
Figure 5.
The oxidation process of a binary A-B alloy (a–c).
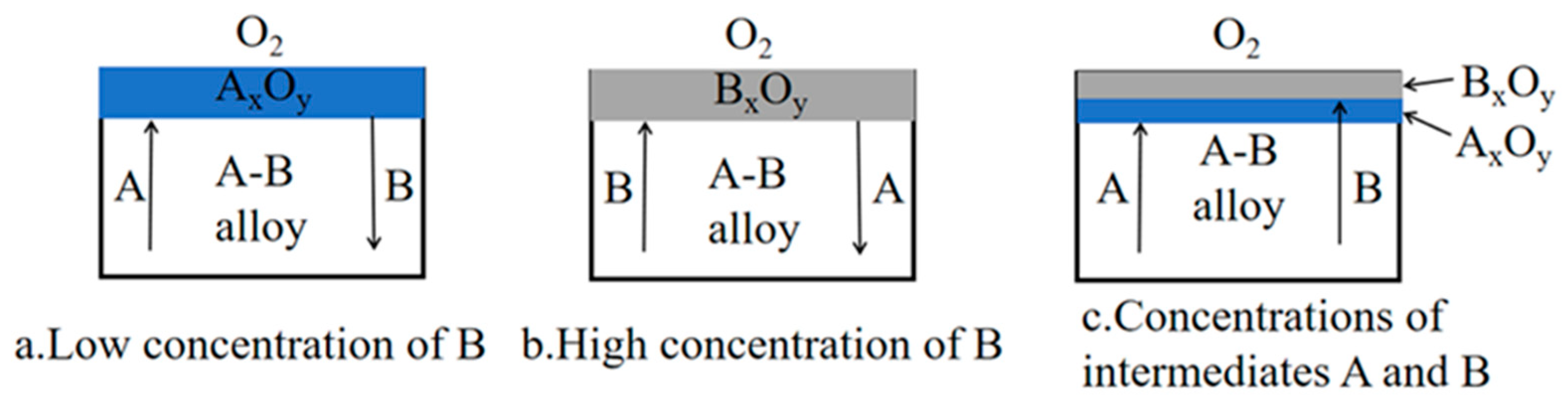
Figure 6.
High-temperature oxidation weight-gain curves of the substrate and the coated sample [45].
Figure 6.
High-temperature oxidation weight-gain curves of the substrate and the coated sample [45].
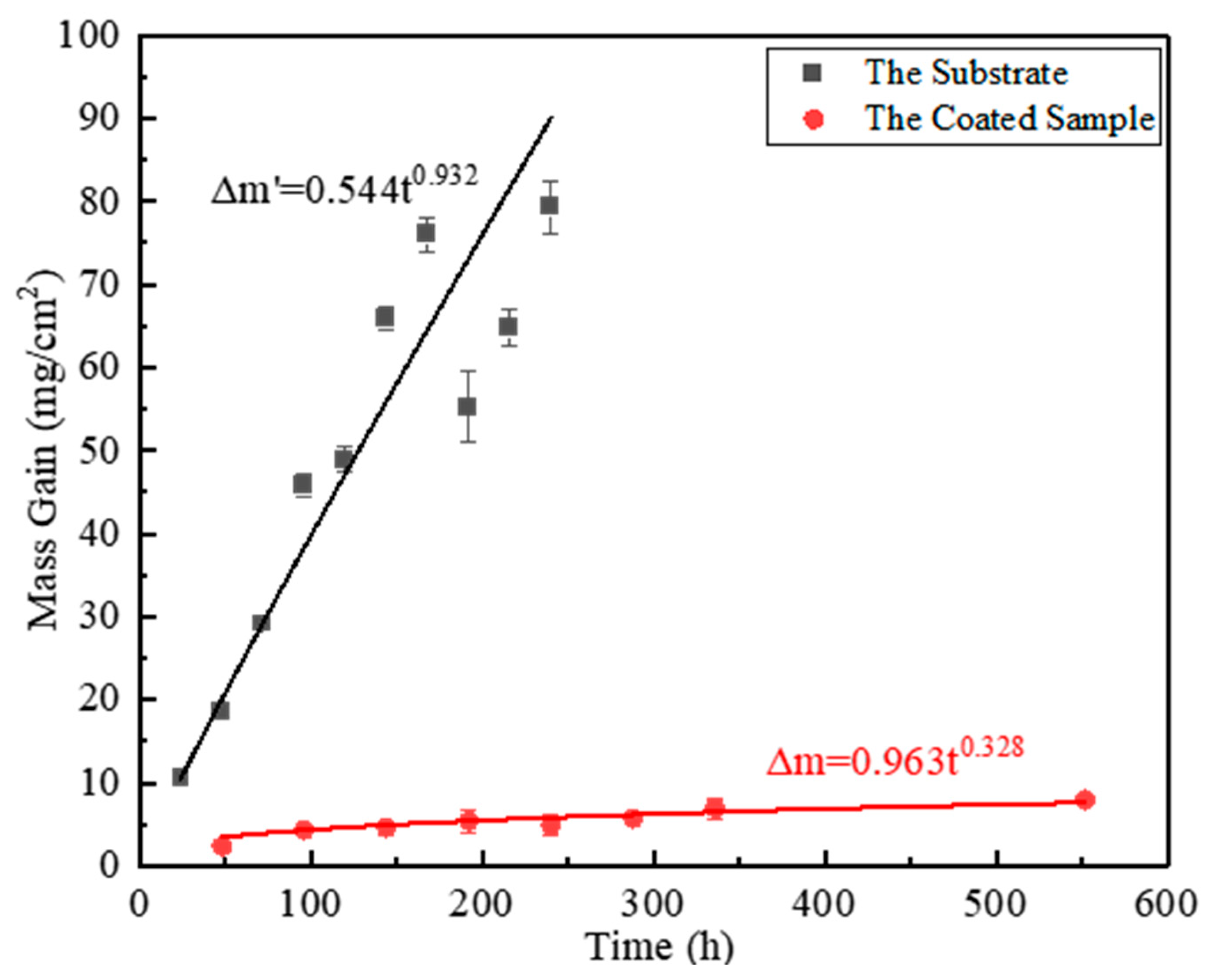
Figure 7.
Surface hardness values measured with a force of 3 kg of (a) the uncoated Ti65 sample, (b) the hot-dip-aluminized (760 °C × 10 min) Ti65 sample, (c) the hot-dip-aluminized (760 °C × 10 min) and carburized (1050 °C × 4 h) Ti65 sample [89].
Figure 7.
Surface hardness values measured with a force of 3 kg of (a) the uncoated Ti65 sample, (b) the hot-dip-aluminized (760 °C × 10 min) Ti65 sample, (c) the hot-dip-aluminized (760 °C × 10 min) and carburized (1050 °C × 4 h) Ti65 sample [89].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The effects of common rare-earth elements added to titanium alloys on their high-temperature oxidation resistance.
Table 1.
The effects of common rare-earth elements added to titanium alloys on their high-temperature oxidation resistance.
| Rare-Earth Element | Effect on High-Temperature Oxidation Resistance of Titanium Alloy. |
|---|---|
| Nb | It promoted the formation of fine Al2O3 dispersion around TiO2 scales, enhanced the density of oxide film, and thus improved the high-temperature oxidation resistance of Ti-5.6Al-4.8Sn-2Zr-1Mo-0.35Si-0.7Nd [46]. |
| Y | The adhesion between the oxide film and the substrate was significantly improved, and the diffusion of oxygen to the substrate was inhibited, so the oxidation resistance of Ti-6Al-2.5Sn-4Zr-0.7Mo-0.3Si alloy was improved [47]. |
| Ho | The formed holmium oxide promoted the θ-Al2O3 to α-Al2O3 phase transition and inhibited the inward diffusion of oxygen, thus improving the oxidation resistance of Ti46Al4Nb1Mo alloy [48]. |
| Sc | It refined the microstructure and oxide, promoted the formation of the outermost layer Al2O3, improved the density of the oxide film, inhibited the segregation of W element, and finally improved the high-temperature oxidation resistance of α titanium alloy [49]. |
| Ce | It promoted the formation of continuous Al2O3 and prevented crack propagation, thus improving the high-temperature oxidation resistance of Ti65 alloy [45]. |
Table 2.
Comparative summary of the weight gain of the substrate and coated sample after high-temperature oxidation in the literature.
Table 2.
Comparative summary of the weight gain of the substrate and coated sample after high-temperature oxidation in the literature.
| Substrate | Coating | Oxidation Condition | Substrate Weight Gain/ Coated Sample Weight Gain | Lit. |
|---|---|---|---|---|
| Ti-6Al-4V | Ti-Al-40Nb | 800 °C/1000 h | 15.02 | [2] |
| Ti-6Al-4V | Ti-Al-Si | 800 °C/120 h | 7.31 | [28] |
| Ti-6Al-4V | Al | 800 °C/96 h | 2.85 | [37] |
| Ti-6Al-4V | Al-Si | 850 °C/100 h | 5.56 | [39] |
| Ti-6Al-4V | Ti-Al-Si | 800 °C/1000 h | 24.80 | [42] |
| Ti-6Al-4V | Ti-Al-Si | 1000 °C/80 h | 6.60 | [43] |
| γ-Ti-Al | Ti(Al,Si)3 | 950 °C/1000 h | 6.33 | [44] |
| Ti65 | (Ti,Ce)(Al,Si)3 | 800 °C/552 h | 26.00 | [45] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Zeng, S.; Li, F. Research Status of Aluminum Base Coating on Titanium Alloy. Coatings 2023, 13, 1525. https://doi.org/10.3390/coatings13091525
AMA Style
Zeng S, Li F. Research Status of Aluminum Base Coating on Titanium Alloy. Coatings. 2023; 13(9):1525. https://doi.org/10.3390/coatings13091525
Chicago/Turabian StyleZeng, Siqi, and Faguo Li. 2023. "Research Status of Aluminum Base Coating on Titanium Alloy" Coatings 13, no. 9: 1525. https://doi.org/10.3390/coatings13091525
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.