
Effect of High-Temperature Thermal Shock on Solar Absorption Rate of Alumina Coating

Abstract
:1. Introduction
2. Experiment and Simulation
2.1. Preparation of Experimental Samples
2.2. Thermal Shock Test Process
2.3. Performance Testing
2.4. Finite Element Model Establishment
3. Results and Analysis
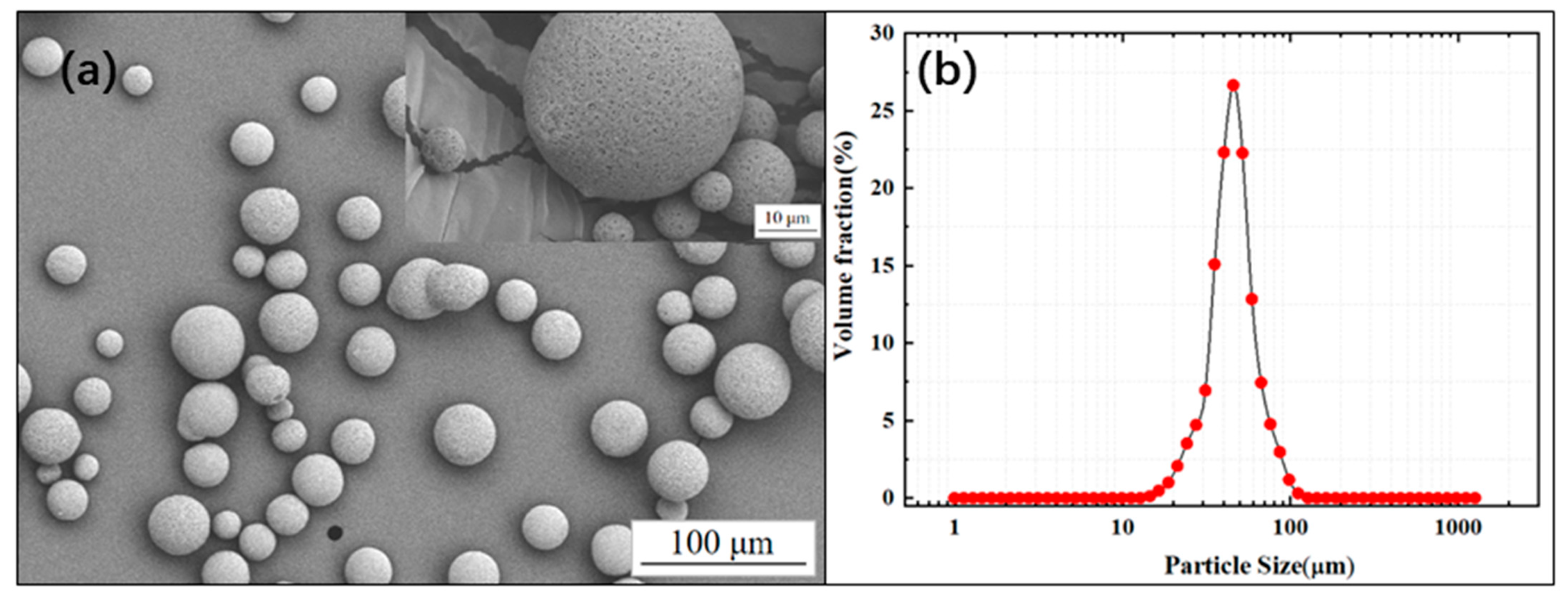
3.1. Microstructure of Al2O3 Coating
3.2. Porosity Variation in Al2O3 Coating
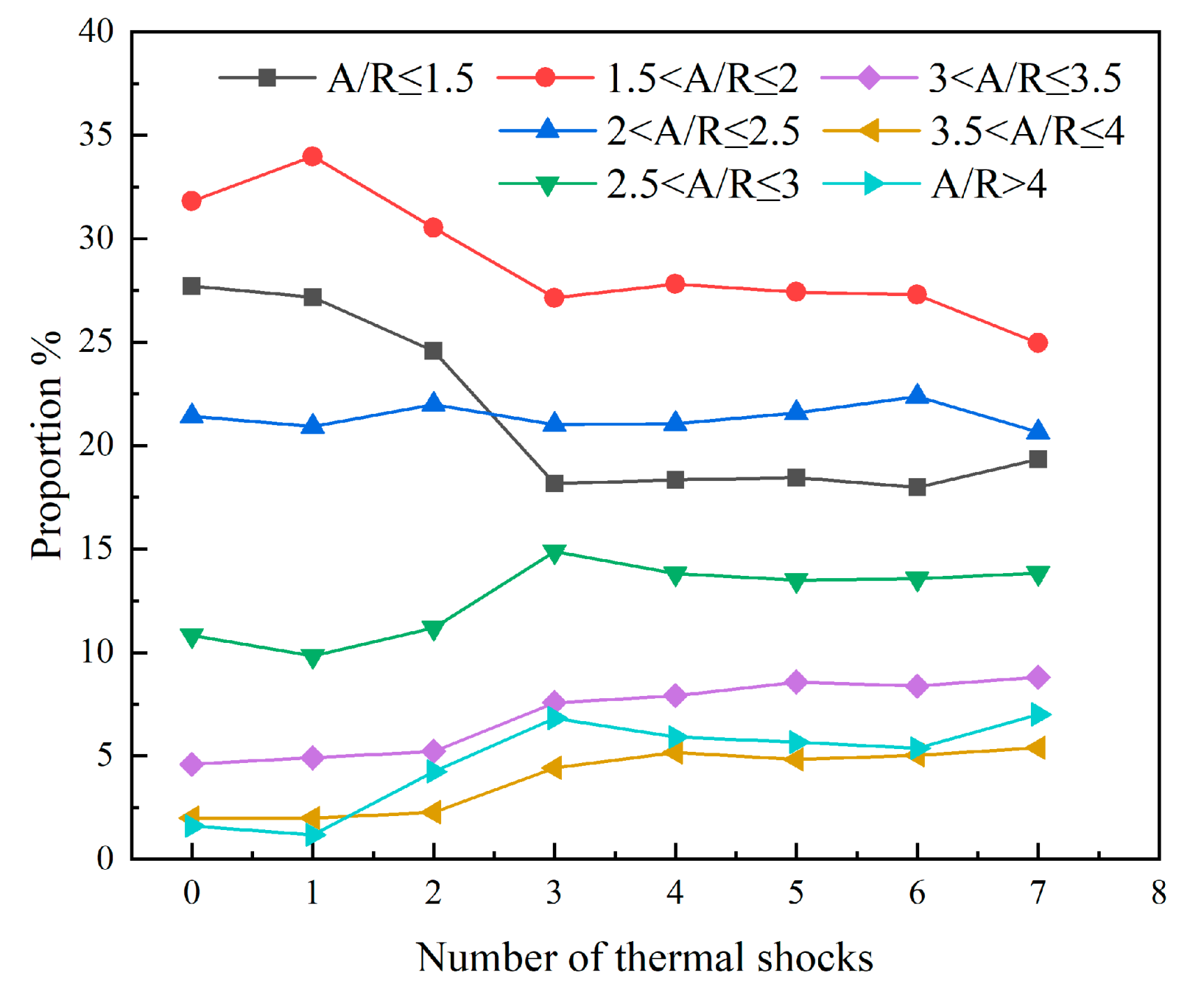
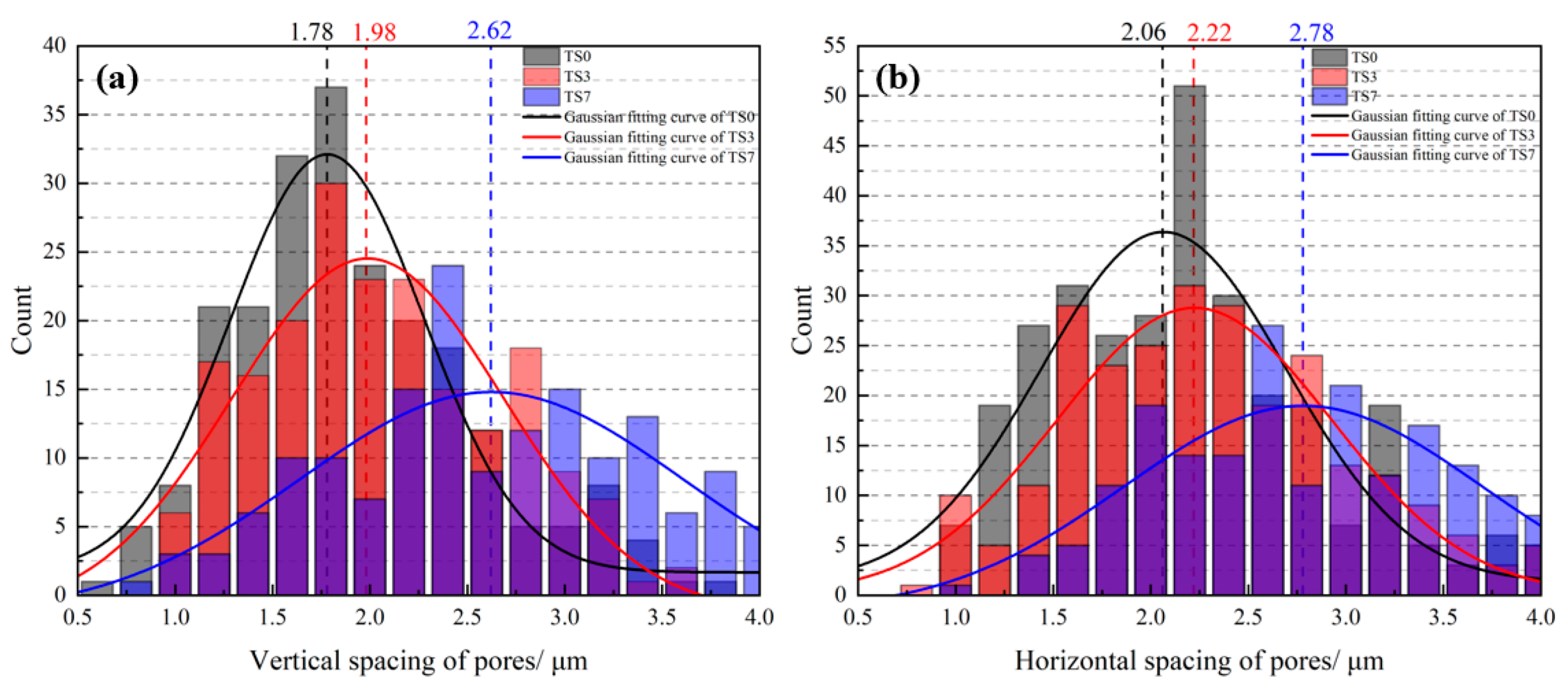
3.3. Pore Characteristics of Al2O3 Coating
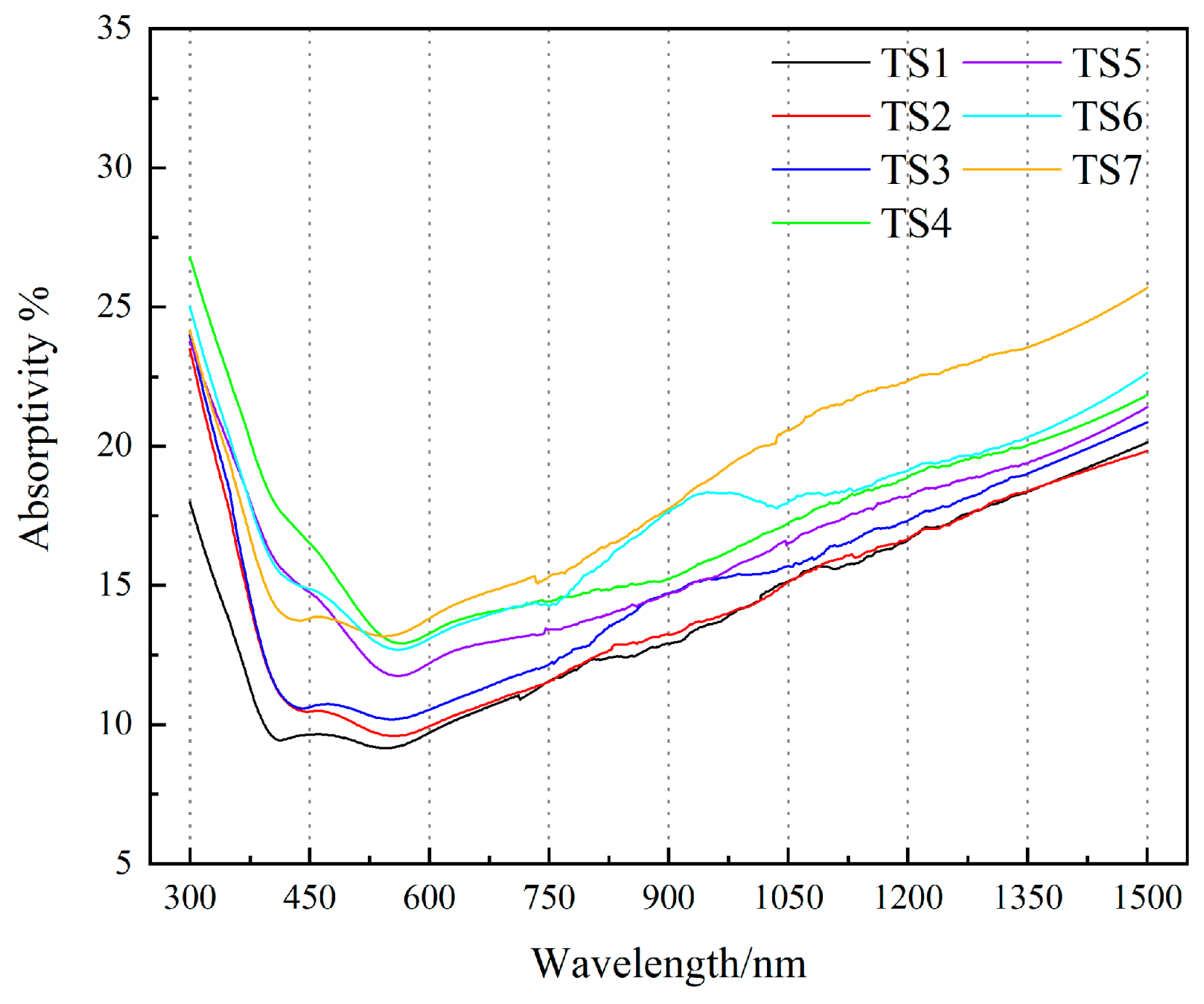
3.4. Solar Absorption Rate of Al2O3 Coating
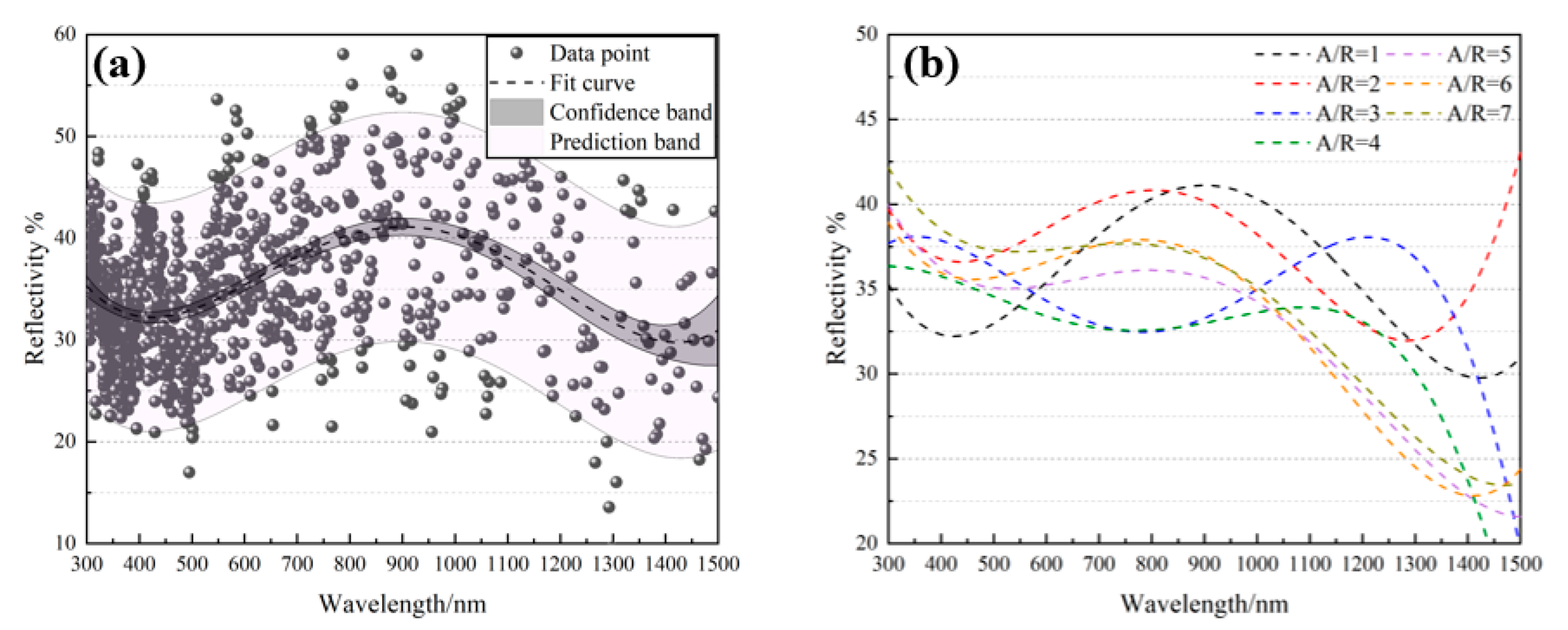
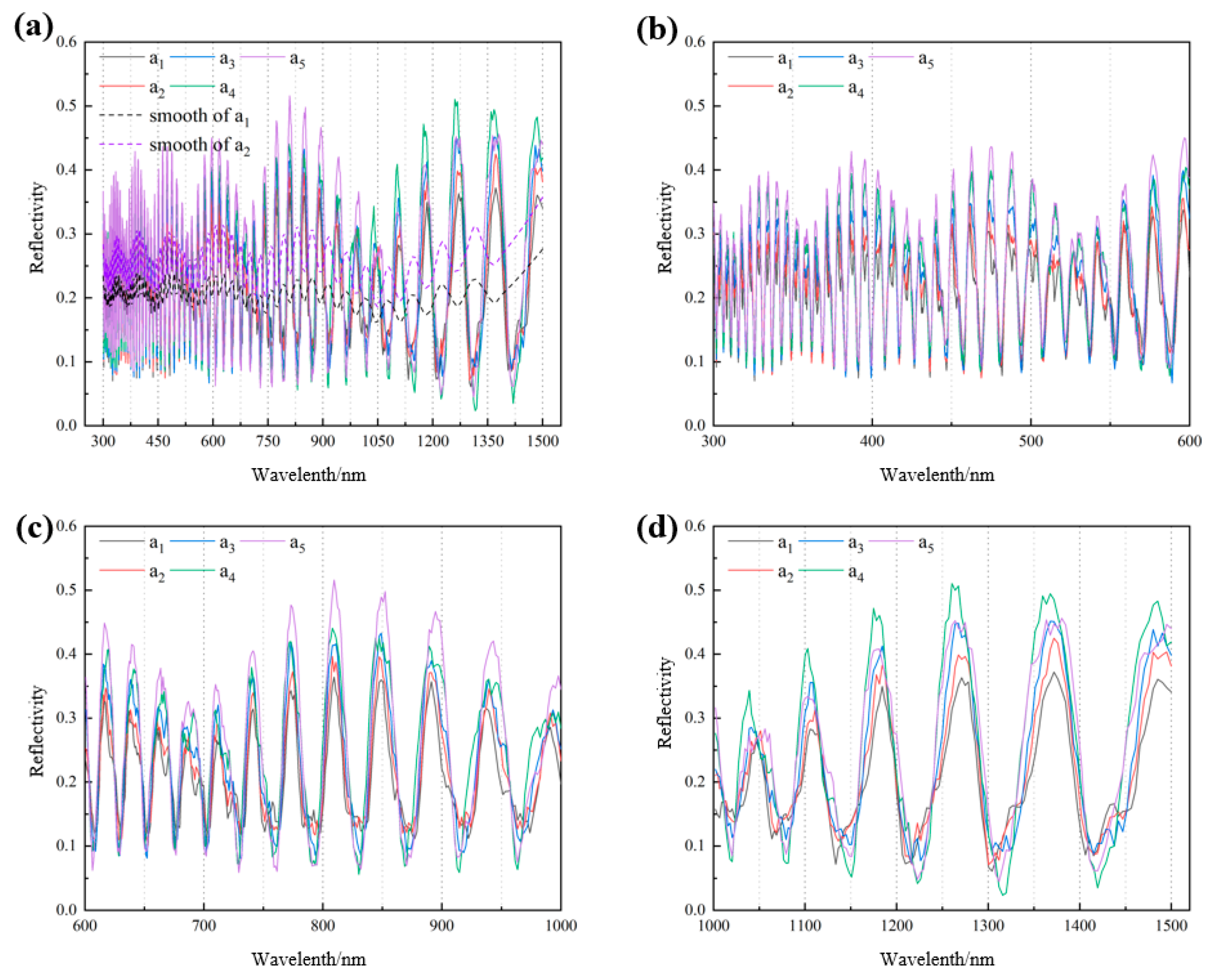
3.5. Simulation Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bale, S.D.; Goetz, K.; Harvey, P.R.; Turin, P.; Bonnell, J.W.; Dudok, D.; Wit, T.; Ergun, R.E.; MacDowall, R.J.; Pulupa, M.; et al. The FIELDS Instrument Suite for Solar Probe Plus. Space Sci. Rev. 2016, 204, 49–82. [Google Scholar] [CrossRef] [PubMed]
- Hassler, D.M. Solar Probe: Mission to the sun (overview and status report). In Proceedings of the Innovative Telescopes and Instrumentation for Solar Astrophysics, Waikoloa, HI, USA, 11 February 2003. [Google Scholar]
- McComas, D.J.; Velli, M.; Lewis, W.S.; Acton, L.W.; Balat-Pichelin, M.; Bothmer, V.; Dirling, R.B.; Eng, D.A.; Feldman, W.C.; Gloeckler, G.; et al. Solar probe: Humanity’s first visit to a star. In Proceedings of the Solar Wind 11—SOHO 16 Conference, Whistler, BC, Canada, 12–17 June 2005. [Google Scholar]
- Potocki, K.A.; Bedini, P.D. Solar probe—The first flight into the Sun’s corona. In Proceedings of the 10th International Solar Wind Conference, Pisa, Italy, 17–21 June 2002. [Google Scholar]
- Mehoke, D.; Congdon, E.; Drewry, D., Jr.; Eddins, C.; Deacon, R.; Wolf, T.; Hahn, D.; King, D.; Nagle, D.; Buchta, M.; et al. Ceramic Coatings for the Solar Probe Plus Mission. Johns Hopkins APL Tech. Dig. 2010, 28, 246–247. [Google Scholar]
- Li, J.; Luo, Z. Fabrication and performances of preceramic polymer-based high-temperature High emissivity coating. J. Eur. Ceram. Soc. 2020, 40, 5217–5225. [Google Scholar] [CrossRef]
- Wang, W.; Mu, W.; Ye, F.; Trevisan, S.; Dutta, J.; Laumert, B. Solar selective reflector materials: Another option for enhancing the efficiency of the high-temperature solar receivers/reactors. Sol. Energy Mater. Sol. Cells 2021, 224, 110995. [Google Scholar] [CrossRef]
- Zhu, Z.Q.; Cheng, X.D.; Ye, W.P.; Min, J. Synthesis of NiCr2O4 spinel coatings with high emissivity by plasma spraying. Int. J. Miner. Metall. Mater. 2012, 19, 266–270. [Google Scholar] [CrossRef]
- He, D.; Jiao, F.; Ou, D.; Gao, H.; Wu, J. Ablation and anti-vibration properties of modified epoxy resin-based ablation thermal protection coatings (ATPCs) in arc-jet. J. Braz. Soc. Mech. Sci. Eng. 2023, 45, 71. [Google Scholar] [CrossRef]
- He, D.L.; Jiao, F.K.; Ou, D.B.; Wu, J.Y. Investigation on the Reliability of an Ablation Thermal Protection Coating with Adjustable Thickness under Aerothermal-Vibration Coupling Environment. Adv. Eng. Mater. 2022, 24, 2200667. [Google Scholar] [CrossRef]
- Xu, F.; Zhu, S.Z.; Ma, Z.; Qian, Y.; He, D.D. Preparation of Inorganic Coating by Sol-Gel Method and Its Thermal Protection Performance. Rare Met. Mater. Eng. 2020, 49, 1261–1267. [Google Scholar]
- Wang, K.; Zhu, J.; Wang, H.; Yang, K.; Zhu, Y.; Qing, Y.; Ma, Z.; Gao, L.; Liu, Y.; Wei, S.; et al. Air plasma-sprayed high-entropy (Y0.2Yb0.2Lu0.2Eu0.2Er0.2)3Al5O12 coating with high thermal protection performance. J. Adv. Ceram. 2022, 11, 1571–1582. [Google Scholar] [CrossRef]
- Elizabeth, C.; Douglas, M.; Mark, B.; Dennis, N.; Zhang, D.J. Development of High-Temperature Optical Coating for Thermal Management on Solar Probe Plus. In Proceedings of the 10th AIAA/ASME Joint Thermophysics and Heat Transfer Conference, Chicago, IL, USA, 28 June–1 July 2010. [Google Scholar]
- Huang, S.J.; Zhong, X.Y.; Lin, J.; Jin, Z.Y.; Xu, F.Y. Study on Design Scheme of Thermal Protection of Probe for In Situ Measurements of Solar Eruption. Astron. Res. Technol. 2021, 18, 87–100. [Google Scholar] [CrossRef]
- Aruna, S.T.; Srinivas, G. Wear and corrosion resistant properties of electrodeposited Ni composite coating containing Al2O3-TiO2 composite powder. Surf. Eng. 2015, 31, 708–713. [Google Scholar] [CrossRef]
- Shao, F.; Zhuang, Y.; Ni, J.; Sheng, J.; Zhao, H.; Tao, S.; Yang, K. Comparison of the microstructural characteristics and electrical properties of plasma sprayed Al2O3 and Al2O3-Ca2SiO4 coatings immersed in deionized water. Surf. Coat. Technol. 2021, 422, 127530. [Google Scholar] [CrossRef]
- Szczygiel, B.; Kolodziej, M. Composite Ni/Al2O3 coatings and their corrosion resistance. Electrochim. Acta 2005, 50, 4188–4195. [Google Scholar] [CrossRef]
- Yang, K.; Rong, J.; Liu, C.G.; Zhao, H.Y.; Tao, S.Y.; Ding, C.X. Study on erosion-wear behavior and mechanism of plasma-sprayed alumina-based coatings by a novel slurry injection method. Tribol. Int. 2016, 93, 29–35. [Google Scholar] [CrossRef]
- Zhu, H.; Wang, W.Z.; Ye, D.D.; Yang, T.; Li, D.P.; Yang, M.; Yuan, B.H.; Wang, W. Effect of Doping Content of MgO on Solar Absorptivity to IR Emissivity Ratio of Al2O3 Coatings. Coatings 2022, 12, 1891. [Google Scholar] [CrossRef]
- Zhu, Z.; Cheng, X.; Li, G. Synthesis of Cr-Al2O3 Cermet Selective Surfaces Coated by SnO2 Thin Film by Air Plasma Spraying. In Proceedings of the TMS (The Minerals, Metals & Materials Society) 2013 142nd Annual Meeting & Exhibition, San Antonio, TX, USA, 3–7 March 2013. [Google Scholar]
- Wazwaz, A.; Salmi, J.; Hallak, H.; Bes, R. Solar thermal performance of a nickelpigmented aluminium oxide selective absorber. Renew. Energy 2002, 27, 277–292. [Google Scholar] [CrossRef]
- Marthe, J.; Meillot, E.; Enguehard, F.; Jeandel, G.; Ilavsky, J. Enhancement of Scattering and Reflectance Properties of PlasmaSprayed Alumina Coatings by Controlling the Porosity. Surf. Coat. Technol. 2013, 220, 80–84. [Google Scholar] [CrossRef]
- Denis, T.; Aurelie, Q.; Domingos, D.S.; Leire, D.C.; Patrick, E. Influence of Microstructure and Composition on Optical Properties of Plasma Sprayed Al/Al2O3 Cermets. J. Phys. Chem. C 2015, 119, 5426–5433. [Google Scholar] [CrossRef]
- Zhu, H.; Wang, W.Z.; Yang, T.; Fang, H.J.; Ye, D.D.; Li, D.P. Study on Influencing Factors of Solar Absorptance to IR Emittance Ratio of Al2O3 Coating by Atmospheric Plasma Spraying. Hot Work. Technol. 2021, 16, 43. [Google Scholar] [CrossRef]
- Callahan, D.M.; Whitesell, K.A.; Atwater, H.A. Absorption Enhancement in Ultra-thin Film Si Slabs Using Novel Photonic Crystal Textures. In Proceedings of the 39th IEEE Photovoltaic Specialists Conference (PVSC), Tampa, FL, USA, 16–21 June 2013. [Google Scholar]
- Bai, M.; Xia, D.; Jin, M. Effects of Coating Material Properties on the Wideband Reflectivity Performance of Microwave Calibration Targets. IEEE Trans. Antennas Propag. 2017, 65, 4909–4913. [Google Scholar] [CrossRef]
- He, C.Y.; Gao, X.H.; Qiu, X.L.; Yu, D.M.; Guo, H.X.; Liu, G. Scalable and Ultrathin High-Temperature Solar Selective Absorbing Coatings Based on the High-Entropy Nanoceramic AlCrWTaNbTiN with High Photothermal Conversion Efficiency. Solar RRL 2021, 5, 2000790. [Google Scholar] [CrossRef]
- Blanchard, F.; Kadi, M.J.; Bousser, E.; Baloukas, B.; Azzi, M.; Klemberg-Sapieha, J.E.; Martinu, L. Effect of CMAS infiltration on the optical properties of thermal barrier coatings: Study of the mechanisms supported by FDTD simulations and ALD. Acta Mater. 2023, 249, 118830. [Google Scholar] [CrossRef]
- Blanchard, F.; Kadi, M.J.; Bousser, E.; Baloukas, B.; Azzi, M.; Klemberg-Sapieha, J.E.; Martinu, L. Effect of thermal ageing on the optical properties and pore structure of thermal barrier coatings. Surf. Coat. Technol. 2023, 452, 129080. [Google Scholar] [CrossRef]
- Gao, Y.; Jie, M.; Liu, Y. Mechanical properties of Al2O3 ceramic coatings prepared by plasma spraying on magnesium alloy. Surf. Coat. Technol. 2017, 315, 214–219. [Google Scholar] [CrossRef]
- Jia, S.K.; Zou, Y.; Xu, J.Y.; Jing, W.; Lei, Y. Effect of TiO2 content on properties of Al2O3 thermal barrier coatings by plasma spraying. Trans. Nonferrous Met. Soc. China 2015, 25, 175–183. [Google Scholar] [CrossRef]
- Ang, Y.; Wang, Y.; Tian, W.; Yan, D.; Zhang, J.; Wang, L. Influence of composite powders’ microstructure on the microstructure and properties of Al2O3–TiO2 coatings fabricated by plasma spraying. Mater. Des. 2015, 65, 814–822. [Google Scholar] [CrossRef]
- Ahmadian, S.; Jordan, E.H. Explanation of the effect of rapid cycling on oxidation, rumpling, microcracking and lifetime of air plasma sprayed thermal barrier coatings. Surf. Coat. Technol. 2014, 244, 109–116. [Google Scholar] [CrossRef]
- Fleck, N.A.; Cocks, A.C.; Lampenscherf, S. Thermal shock resistance of air plasma sprayed thermal barrier coatings. J. Eur. Ceram. Soc. 2014, 34, 2687–2694. [Google Scholar] [CrossRef]
- Qiao, X.; Wang, Y.M.; Weng, W.X.; Liu, B.L.; Li, Q. Influence of pores on mechanical properties of plasma sprayed coatings: Case study of YSZ thermal barrier coatings. Ceram. Int. 2018, 44, 21564–21577. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | a/Length | b/Length | A/R |
|---|---|---|---|
| a1 | 5.6 μm | 0.56 μm | 10 |
| a2 | 6.72 μm | 12 | |
| a3 | 7.84 μm | 14 | |
| a4 | 8.96 μm | 16 | |
| a5 | 10 μm (maximum model length) | ≈18 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, C.; Wang, W.; Yang, T.; Liu, Y.; Tang, Z.; Liu, W.; Liu, S. Effect of High-Temperature Thermal Shock on Solar Absorption Rate of Alumina Coating. Coatings 2023, 13, 1527. https://doi.org/10.3390/coatings13091527
Liu C, Wang W, Yang T, Liu Y, Tang Z, Liu W, Liu S. Effect of High-Temperature Thermal Shock on Solar Absorption Rate of Alumina Coating. Coatings. 2023; 13(9):1527. https://doi.org/10.3390/coatings13091527
Chicago/Turabian StyleLiu, Chen, Weize Wang, Ting Yang, Yangguang Liu, Zhongxiang Tang, Wei Liu, and Shuainan Liu. 2023. "Effect of High-Temperature Thermal Shock on Solar Absorption Rate of Alumina Coating" Coatings 13, no. 9: 1527. https://doi.org/10.3390/coatings13091527