3.2. Structure of the Produced Coatings
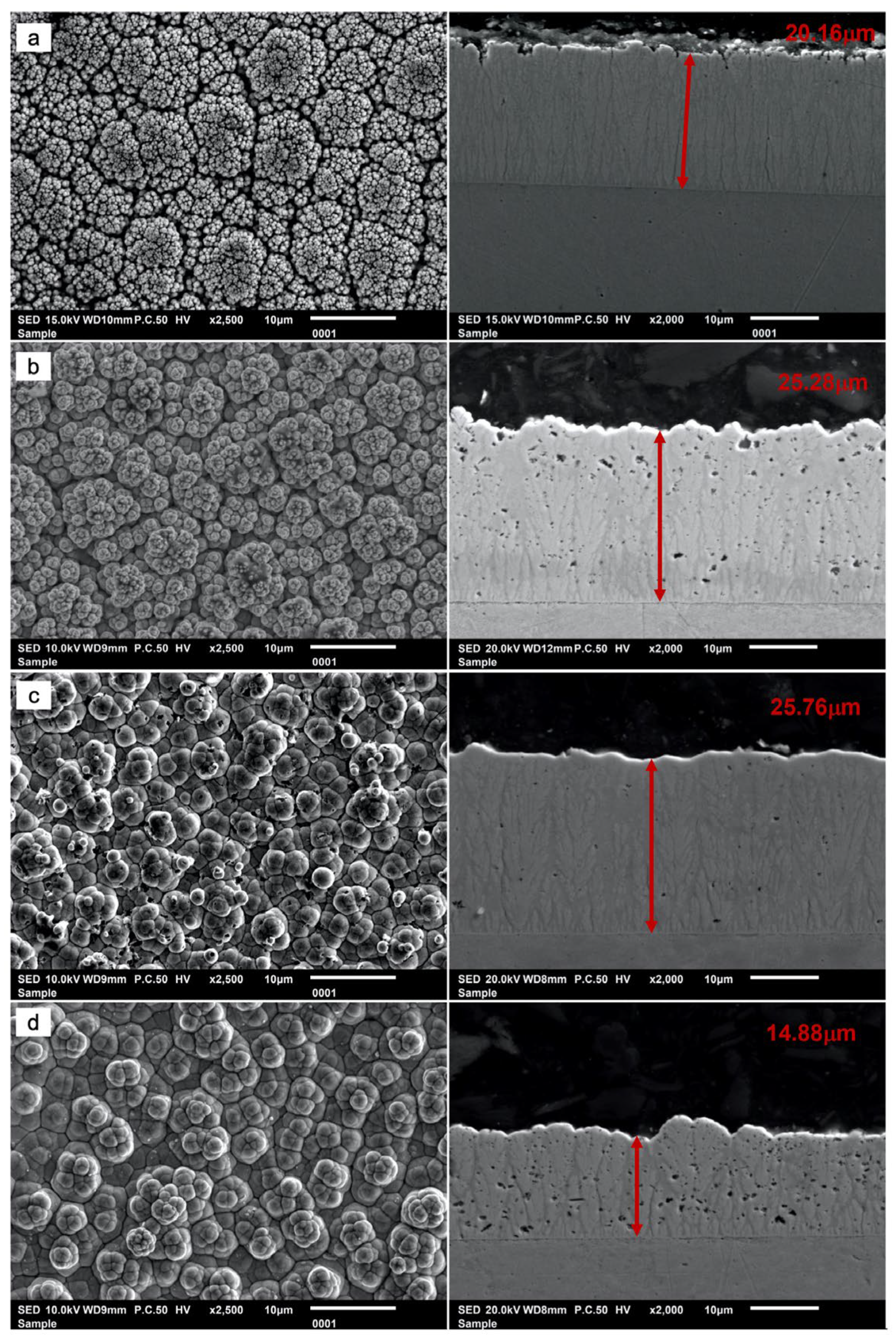
Images of the surface morphology and internal structure of the produced Ni-B and Ni-B/B coatings, observed on cross-sections perpendicular to the surface, are presented in
Figure 4.
The produced coatings are characterized by diverse surface morphology. It is affected by the coating deposition from baths with different concentrations of the dispersion phase in the form of boron particles. The surface of the Ni-B coating without embedded boron particles resembles a cauliflower structure (
Figure 4a), which is typical of electroless Ni-B coatings [
17,
26,
27]. The formation of the Ni-B layer occurs in the process of chemical reduction of nickel ions in the presence of a reducer. The most commonly used reducing agents in this type of process are sodium borohydride NaBH
4 and dimethylamino borate (DMAB). Baths containing DMAB can work at lower temperatures and in a wider pH range, and are less sensitive to changes compared to baths containing sodium borohydride [
14]. However, NaBH
4, due to its chemical properties, can only be used in alkaline baths, but it provides a higher reducing capacity compared to DMAB. The high efficiency of NaBH
4 stems from its ability to provide more electrons. In addition, coatings deposited from baths containing NaBH
4 have better properties compared to other reducing agents. These properties include higher hardness and better mechanical properties [
7]. The process of chemical deposition of Ni-B coatings is multi-stage and occurs in varying conditions depending on the chosen reducer [
26]. The structure of the Ni-B coating is columnar and becomes nodular as the layer develops [
7]. The columnar structure of the Ni-B coatings is clearly evident in cross-sections perpendicular to the surface. In the case of alloy coatings, like Ni-B, selecting the deposition process parameters, such as bath volume, surface area of the coated element, bath temperature, mixing speed, and deposition time, is crucial. All these parameters influence the structure of the deposited coating. Another study [
13] presents the investigation of supplementing the bath composition during the coating deposition process. This treatment aims to maintain constant concentrations of bath components throughout the process and prevent a decrease in yield. Refilling the bath also helps ensure that the pH remains at the right level. Lowering the pH below 12 leads to the formation of nickel boride (Ni
2B), which can cause the self-decomposition of the bath. In this study, the authors selected the process conditions (deposition time, bath volume, sample surface, bath temperature, and mixing speed) to obtain homogeneous coatings with a thickness of approx. 20 µm without the need for bath composition supplementation during the coating production process. The embedded particles of the dispersion phase (B) cause changes in the surface morphology, while the cauliflower-like structures transform into spherical ones. This is due to the embedding of particles and agglomerates of the dispersion phase powder, which, during the process, are gradually encapsulated by the Ni-B matrix. The built-in particles of the dispersion phase in the microscopic images are visible as black dots both on cross-sections and on the surface of the produced composite coatings. Changes in the morphology of Ni-B/B composite coatings are related to the embedding of the boron particles and depend on the amount of dispersion phase particles in the bath [
28]. The growth of the coating and the integration of the dispersion phase particles are simultaneous. Integration of the dispersion phase particles within the matrix contributes to the formation of new growth centers [
17]. The effect of the concentration of boron particles in the bath on the quantity of built-in boron particles (the dispersion phase) in the fabricated Ni-B/B composite coatings is presented in
Table 2.
The deposition of Ni-B/B coatings, together with increasing the concentration of the dispersion phase in the bath, leads to a higher quantity of embedded particles within the deposited coating. The highest content of embedded boron particles, around 4%, was observed in coatings deposited from a bath with a concentration of 1.0 g/dm
3. However, these particles predominantly formed agglomerates. The degree of surface development of the Ni-B/B coatings decreased as the concentration of the dispersion phase in the deposition bath increased. This phenomenon can be explained by the change from cauliflower structures (
Figure 4a) to spherical structures in the case of composite coatings (
Figure 4b–d). A summary of the roughness parameter Ra for both Ni-B and Ni-B/B coatings is provided in
Table 3. For composite coatings, the efficiency of the deposition process decreased as the content of boron particles in the bath increased. The embedding of dispersion phase particles led to a reduction in the thickness of the deposited coatings (
Figure 4d). Similar findings were also reported by Gültekin et al. [
17], who investigated the Ni-B/CeO
2 coatings deposited through chemical reduction.
An important parameter in the deposition process of composite coatings is the rate of solution mixing during the coating deposition. Mixing plays a crucial role in dispersing particles of the dispersion phase throughout the bath, facilitating the mixing of other bath components, preventing local overheating and pitting caused by hydrogen release [
13]. However, excessively high mixing rates can have negative effects, resulting in a heterogeneous structure of the composite coatings. In the case of hard particles, high mixing rates can lead to erosion of the deposited coating due to abrasion by fast-moving particles of the dispersion phase [
13]. The analysis of the chemical composition of the Ni-B alloy coating was performed using the ICP OES method, and the results are presented in
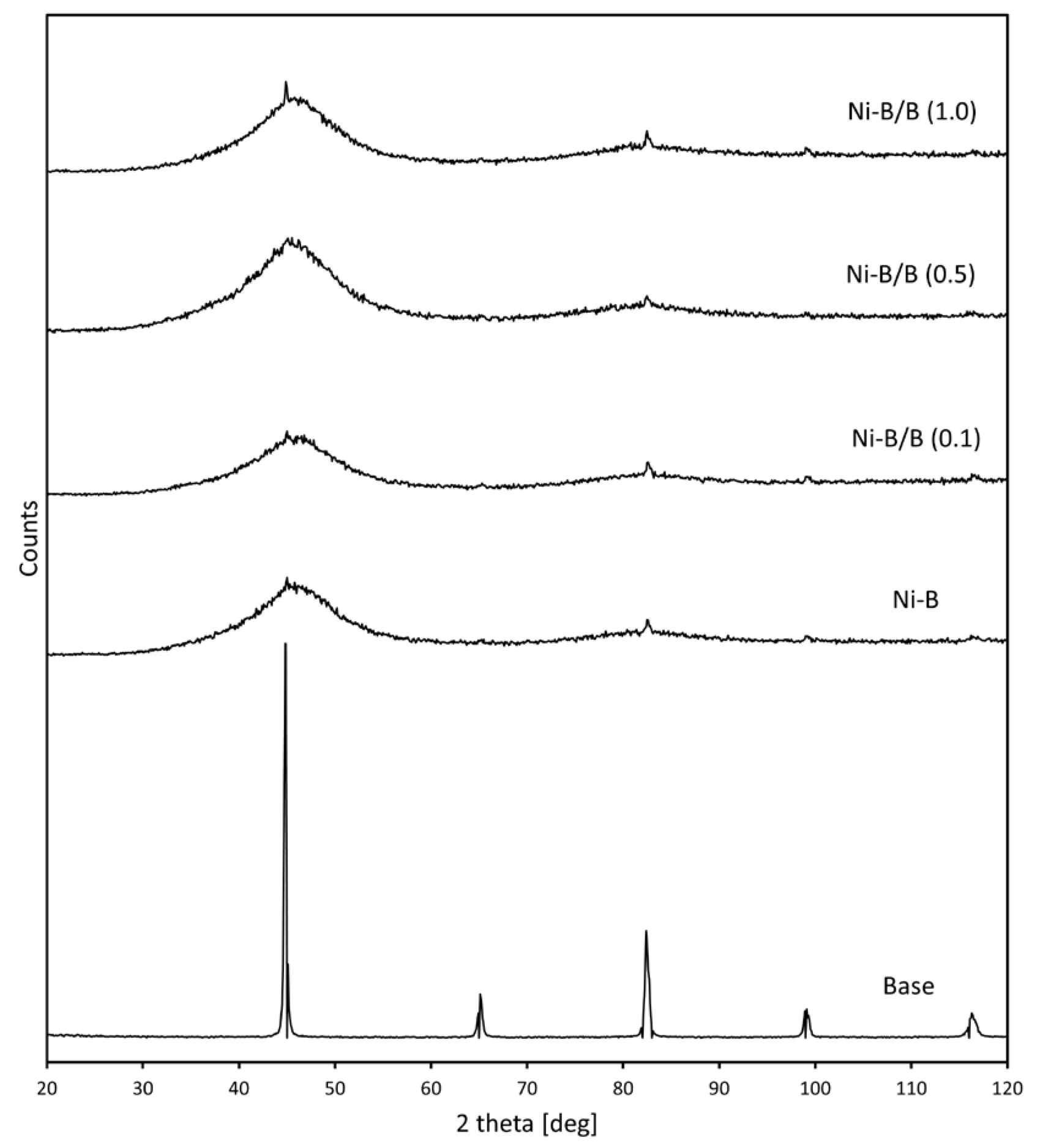
Table 4. The results of the XRD analysis of the phase composition of the Ni-B and Ni-B/B coatings are shown in
Figure 5.
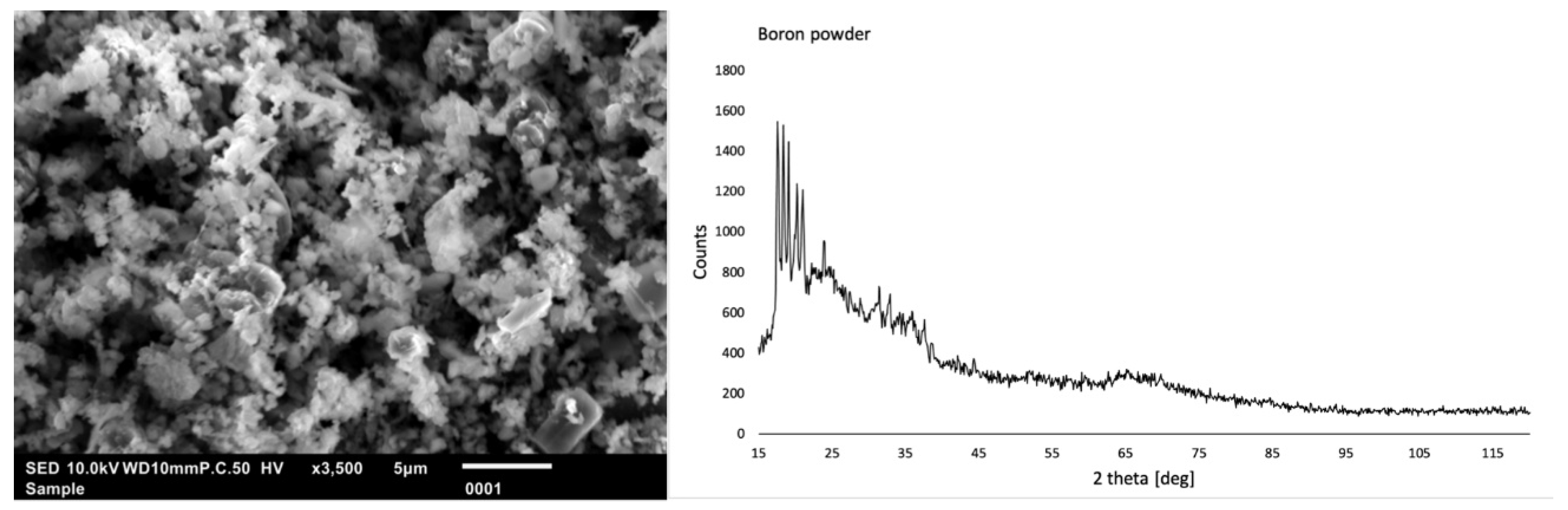
The boron content in Ni-B alloy coatings can vary depending on the deposition process parameters, such as bath component concentration, bath temperature, and deposition time. The literature reports indicate that Ni-B coatings with a boron content of up to 5 wt% exhibit a mixed crystalline–amorphous structure. For boron content below 5 wt%, a broad band at 45° 2 theta is observed in the diffraction pattern, indicating the presence of a mixed crystalline–amorphous structure [
29]. Coatings with boron content above 5 wt% are typically amorphous [
17]. In the studied case, the boron content in the coating exceeds 7% by weight, which indicates the amorphous nature of the coating. Slight crystalline reflections may come from the steel substrate (base). The concentration of the reducing agent in the bath from which the coating is deposited has a significant impact on the content of boron as an alloying component in the Ni-B coating. In another study [
30], the influence of NaBH
4 concentration on the rate of coating deposition and the structure of the deposited coatings was investigated. Lower concentrations of the reducer (approximately 0.4 g/dm
3) resulted in lower boron content in the alloy (around 3%) and the presence of peaks from crystalline nickel in the diffraction pattern. Higher concentrations of the reducing agent in the bath led to a higher boron content in the deposited alloy and an increased share of the amorphous phase. Moreover, the rate of thickness increase was lower for lower borohydride concentrations.
3.3. Mechanical Properties of the Produced Coatings
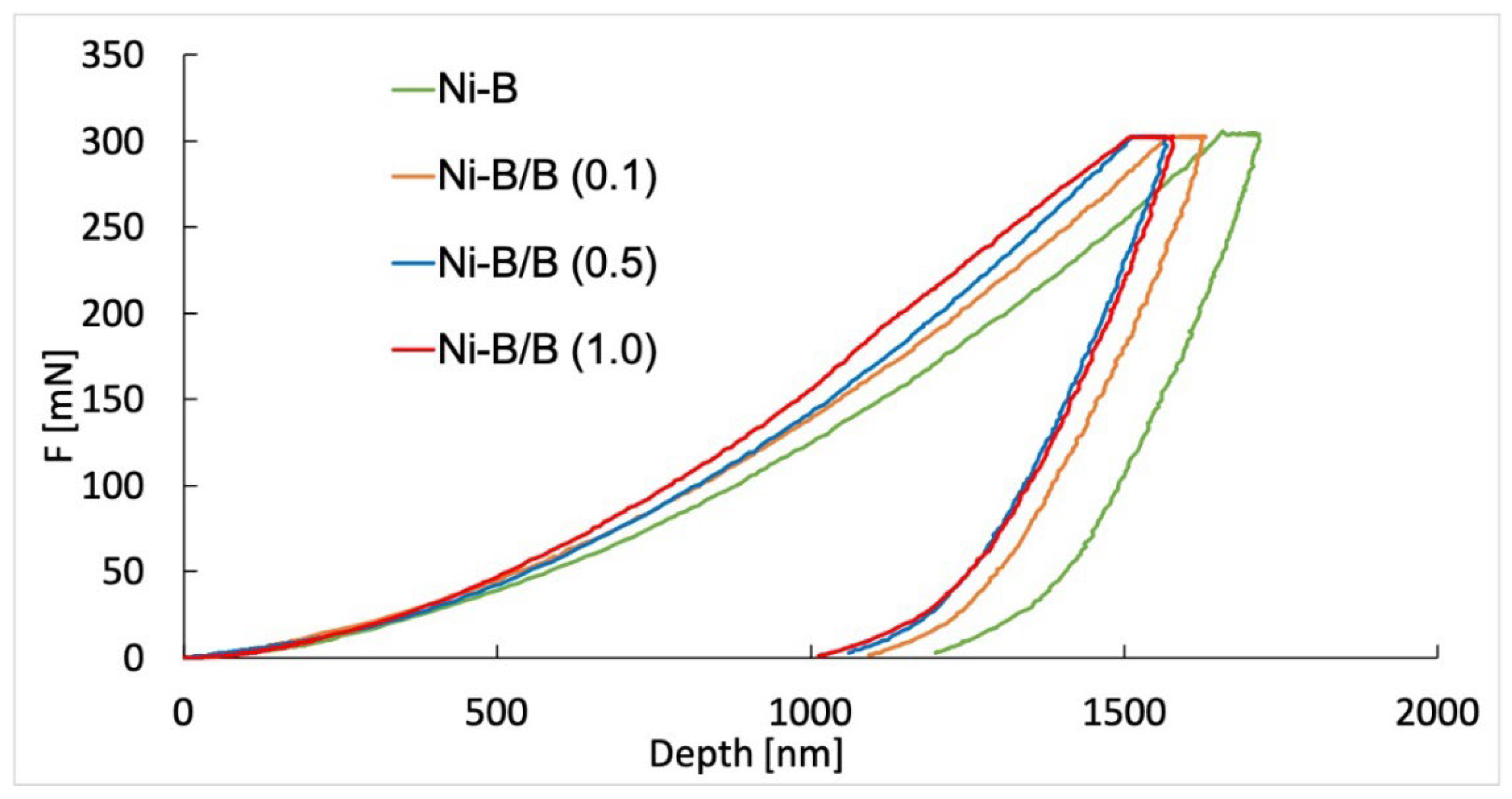
The mechanical properties of the Ni-B and Ni-B/B coatings were evaluated using the DSI method and the Knoop method. The test results are presented in
Table 5 and in
Figure 6 and
Figure 7.
The load–unload curves illustrate the resistance of the tested Ni-B and Ni-B/B composite coatings to indentation with progressive loading. The embedding of boron particles into the Ni-B matrix enhances the material’s strength. Coatings deposited from baths with higher concentrations of the dispersion phase show greater resistance to indenter pressure during the test. The least resistant is the Ni-B coating without embedded particles, for which the penetration depth of the indenter is over 1700 nm. As the concentration of boron particles in the bath increases, the depth of the indenter pressing against the coating material decreases. The coatings deposited from baths with a concentration of 0.5 and 1.0 g/dm
3 of the dispersion phase show the highest indentation hardness (H
IT), Martens hardness (H
M), and Young’s modulus (E
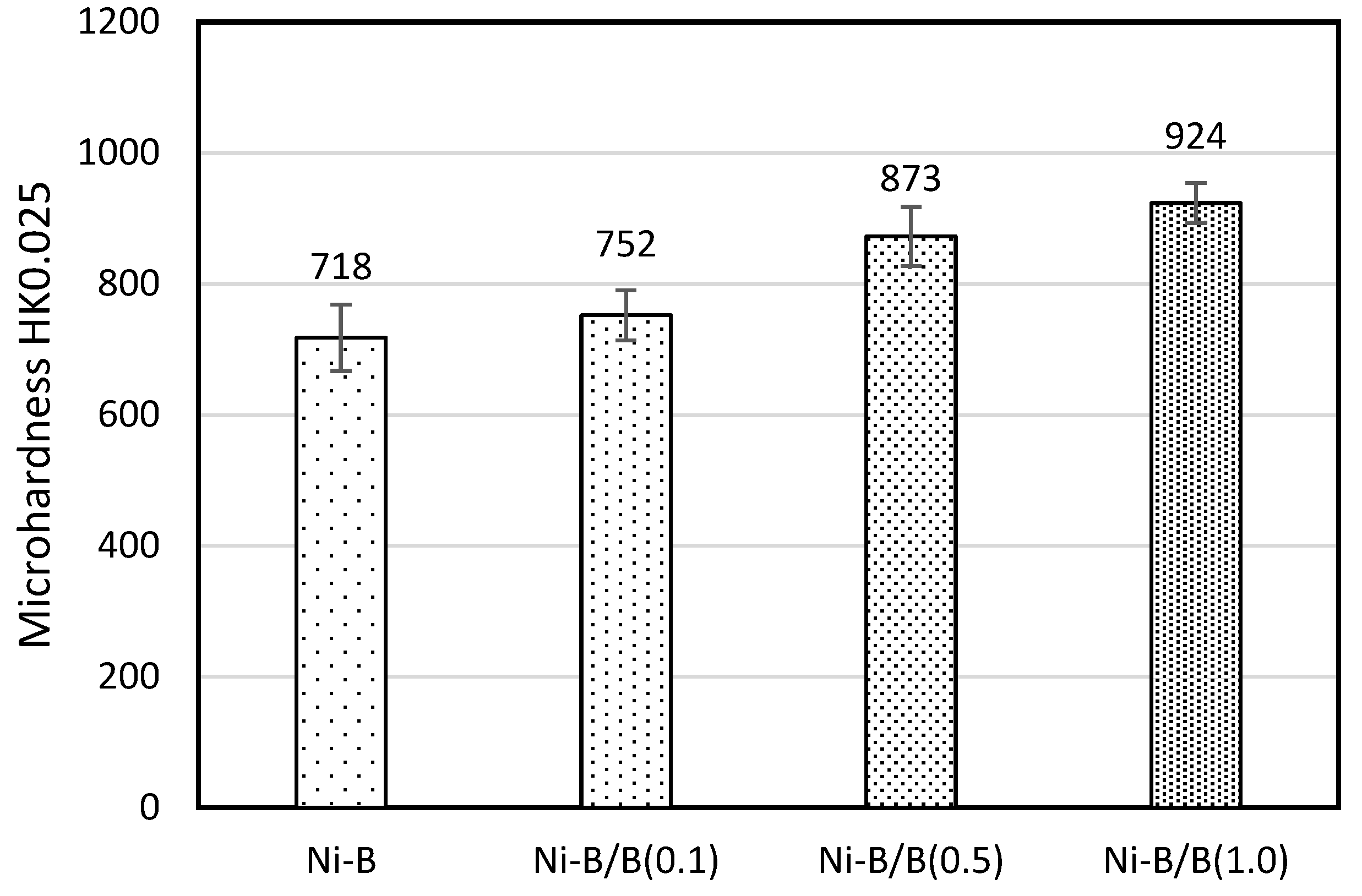
IT). The analysis of the elastic strain rate in the DSI study of deposited Ni-B and Ni-B/B coatings indicates the dominant role of plastic strain. The Ni-B/B (1.0) coating exhibits the largest portion of elastic deformation (KH), amounting to 36%, while the Ni-B coating without embedded particles exhibits the smallest share of approximately 30%. The embedding of boron particles in the dispersion phase into the Ni-B material causes an increase in the share of elastic deformations. The results of the DSI tests align with the microhardness measurements conducted using the Knoop method (
Figure 7), which revealed an increase in hardness with the increasing concentration of the dispersion phase in the bath in which the coatings were deposited. The Ni-B coating without embedded particles exhibits the lowest hardness (approximately 700 HK0.025), whereas the Ni-B/B (1.0) coating demonstrates the highest hardness of about 900 HK0.025. Slight differences in hardness results in DSI and Knoop measurements may be attributed to a non-uniform coating structure and variations in measurement locations. Ni-B alloy coatings are well-known for their high hardness. In this type of materials, the quantity of boron as an alloying component in the Ni-B matrix significantly influences the hardness. As the boron content in the matrix increases, the hardness of the coating material increases [
30]. Strengthening of the Ni-B matrix due to the embedding of particles of the dispersion phase may arise from the utilization of particles with high hardness.
3.4. Tribological Properties of the Produced Coatings
The outcomes of tribological tests conducted using the ball-on-disc method are presented in
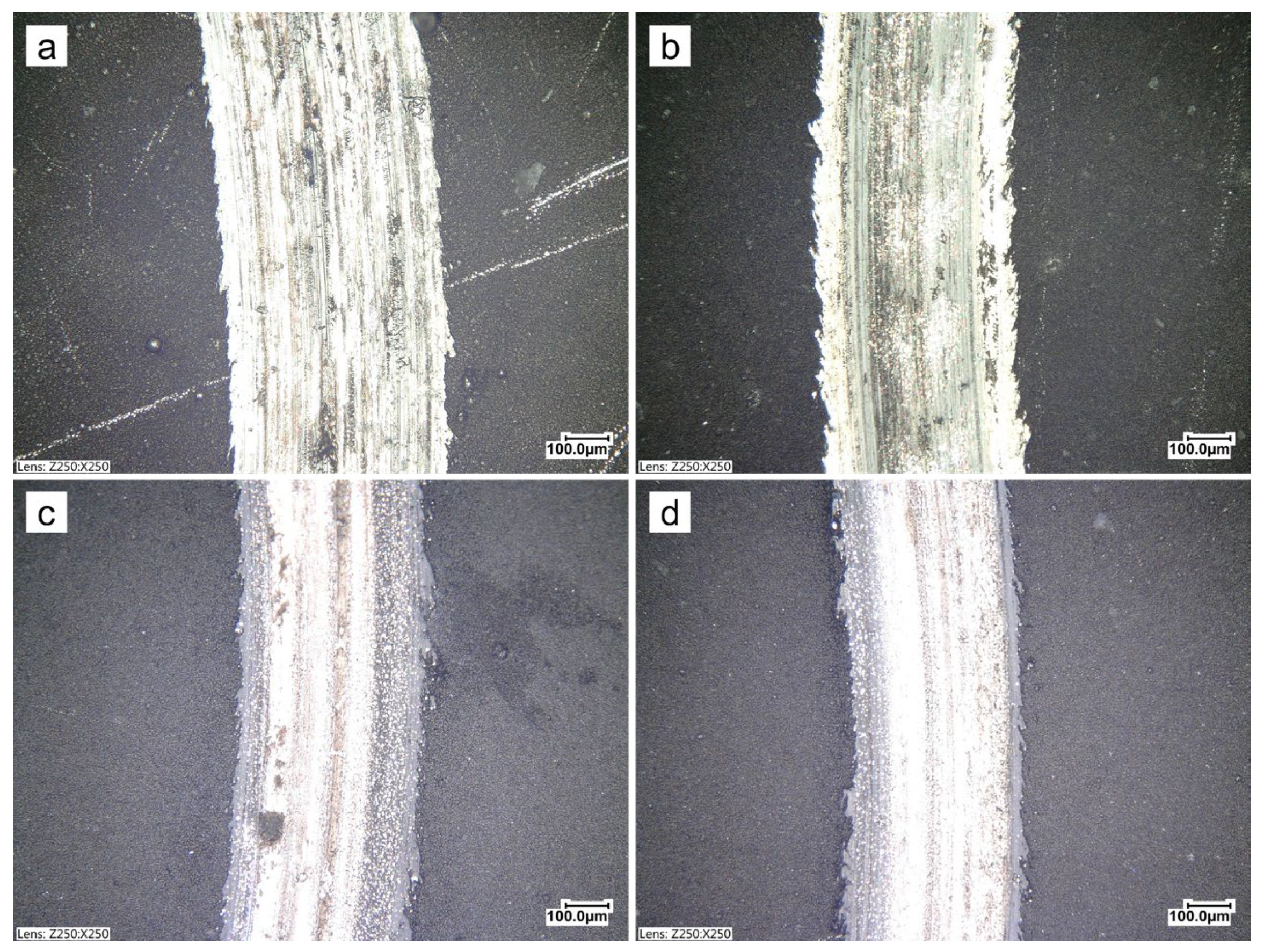
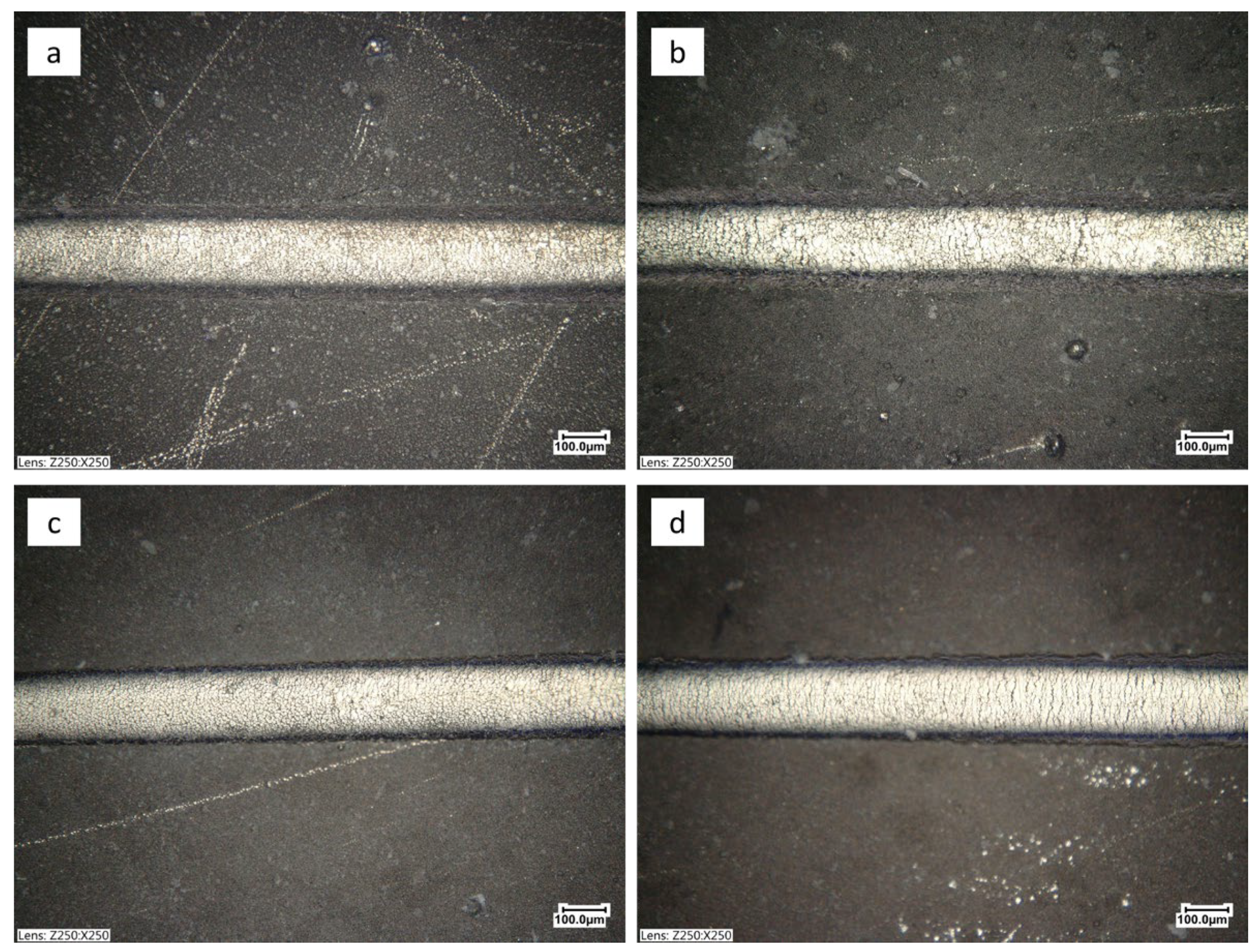
Table 6, along with the average friction coefficient values, wear track width, and wear track depth. Images displaying the damage after the tribological test are shown in
Figure 8.
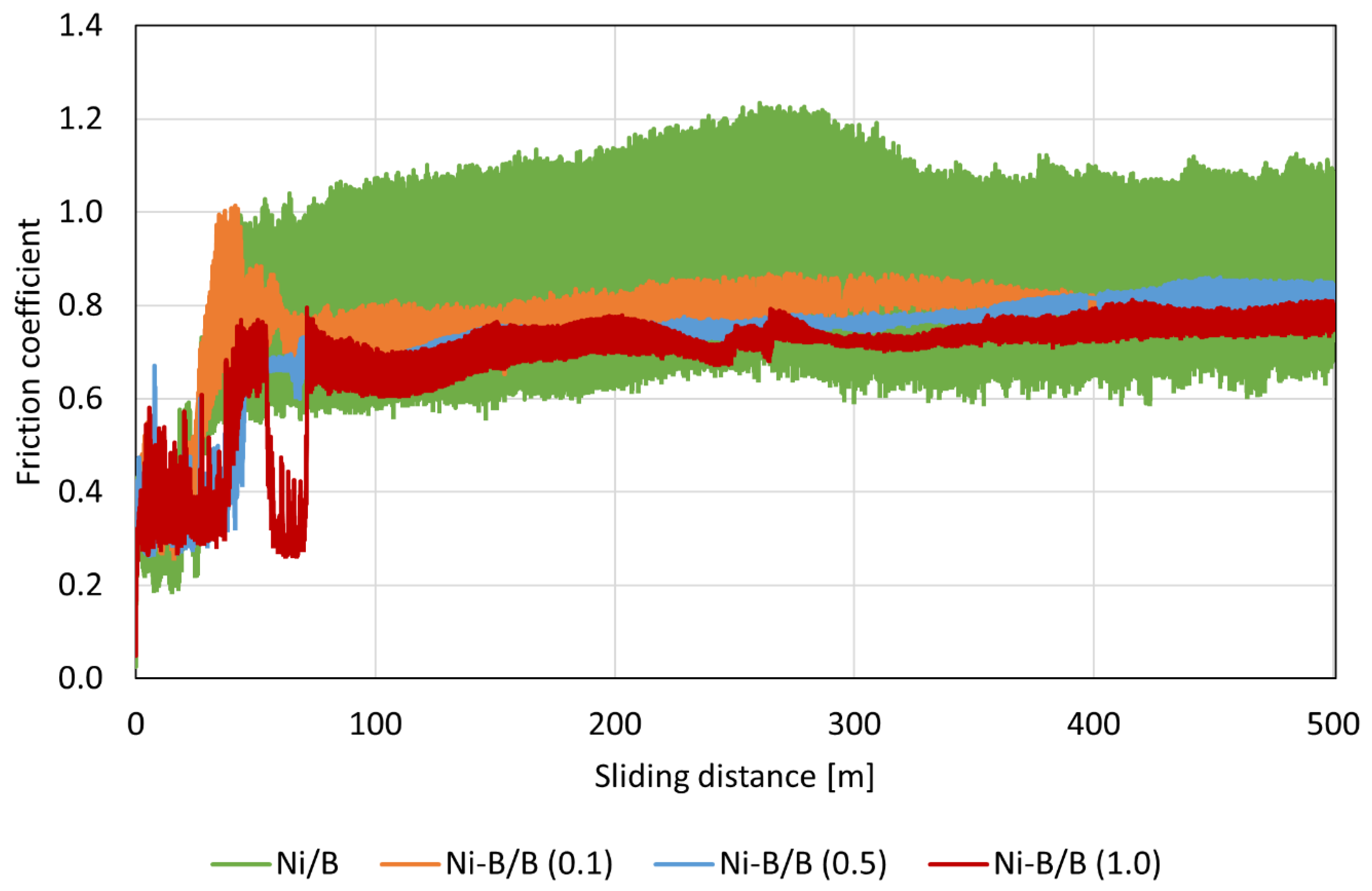
The friction coefficient of the tested Ni-B and Ni-B/B coatings is rather unstable and shows large fluctuations. The Ni/B sample without embedded particles was the least stable in the test data. Scatter in the determination of the friction coefficient for this type of material is also reported in papers [
31,
32]. The average value of the friction coefficient for the Ni-B coating is relatively high and is 0.8277. The incorporation of boron particles into the Ni-B matrix results in a decrease in the average friction coefficient value. The lowest average coefficient of friction (0.6879) is characteristic for a coating deposited in a bath with a boron concentration of 1.0 g/dm
3. With the increase in the concentration of boron particles in the bath in which the coatings were deposited, the coefficient of friction decreases, which is a favorable phenomenon from a technical standpoint. The tribological properties of the tested coatings are influenced by both the hardness of the coating material and the degree of surface development of the deposited composite coatings [
33]. In the case of the tested Ni-B and composite Ni-B/B coatings, the predominant damage mechanisms during tribological tests are the following adhesive wear and abrasive wear. The much harder alumina ball wipes a trace in the softer Ni-B coating material, and the friction pair also results in the chipping of coating particles and the dispersion phase (B), which further contributes to the micro-ploughing effect (
Figure 9) [
34]. Natarajan also reports improved wear resistance in composite materials [
35].

 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}