
Coupling Effect of Expansion Agent and Internal Curing Aggregate on Shrinkage of High-Modulus Ultra-High-Performance Concrete

 , ,
, ,
Abstract
:1. Introduction
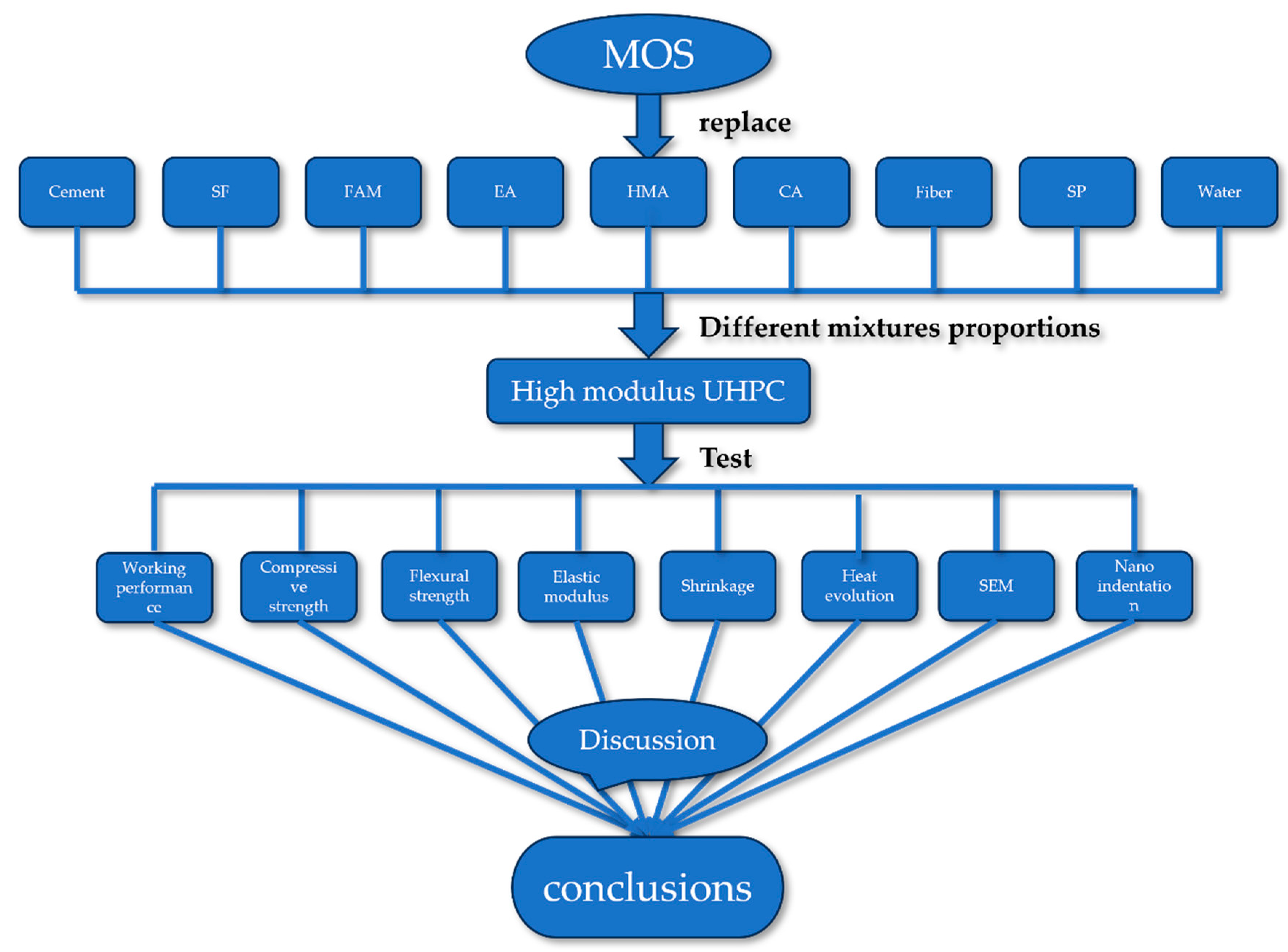
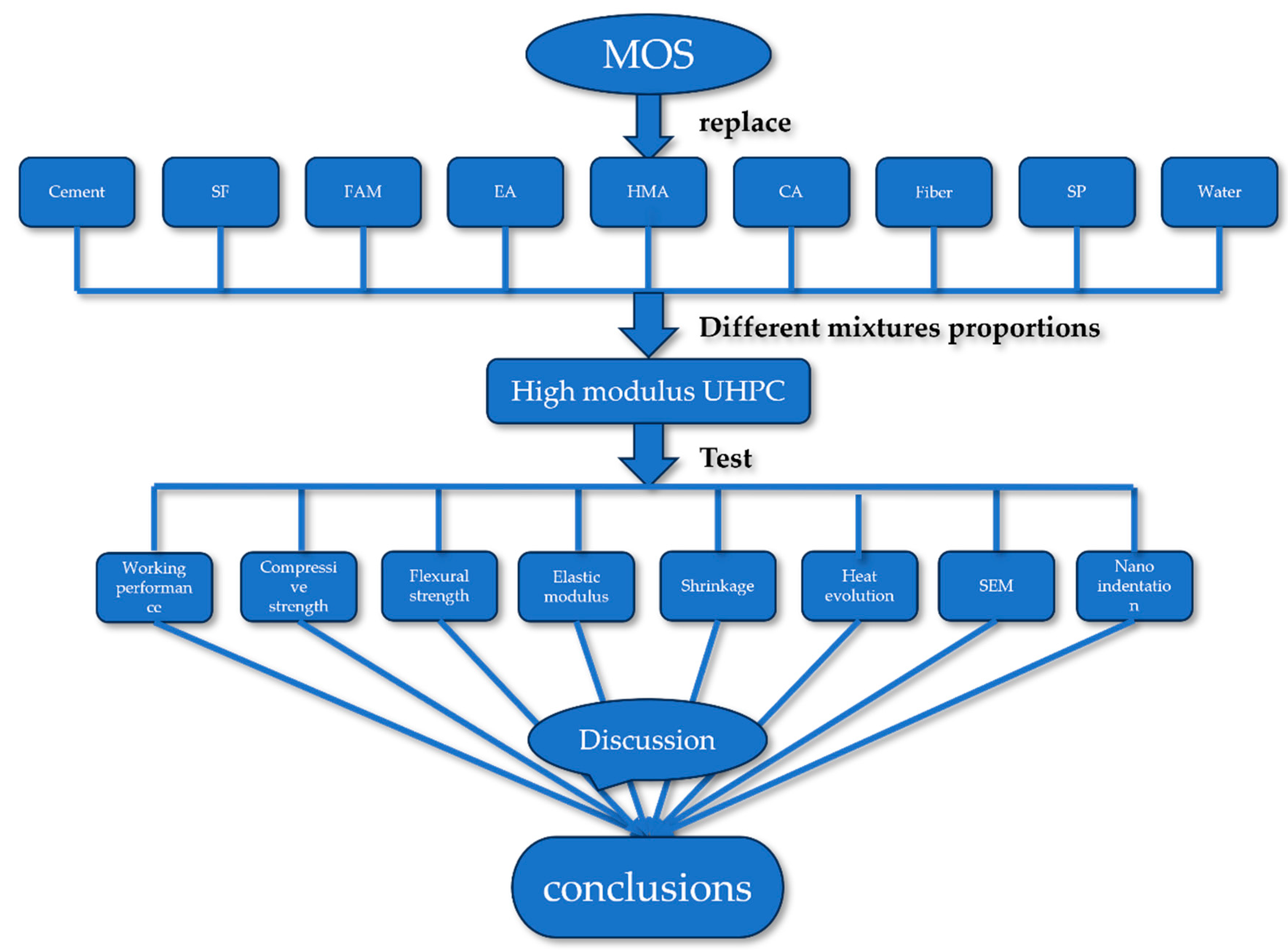
2. Experimental Procedure
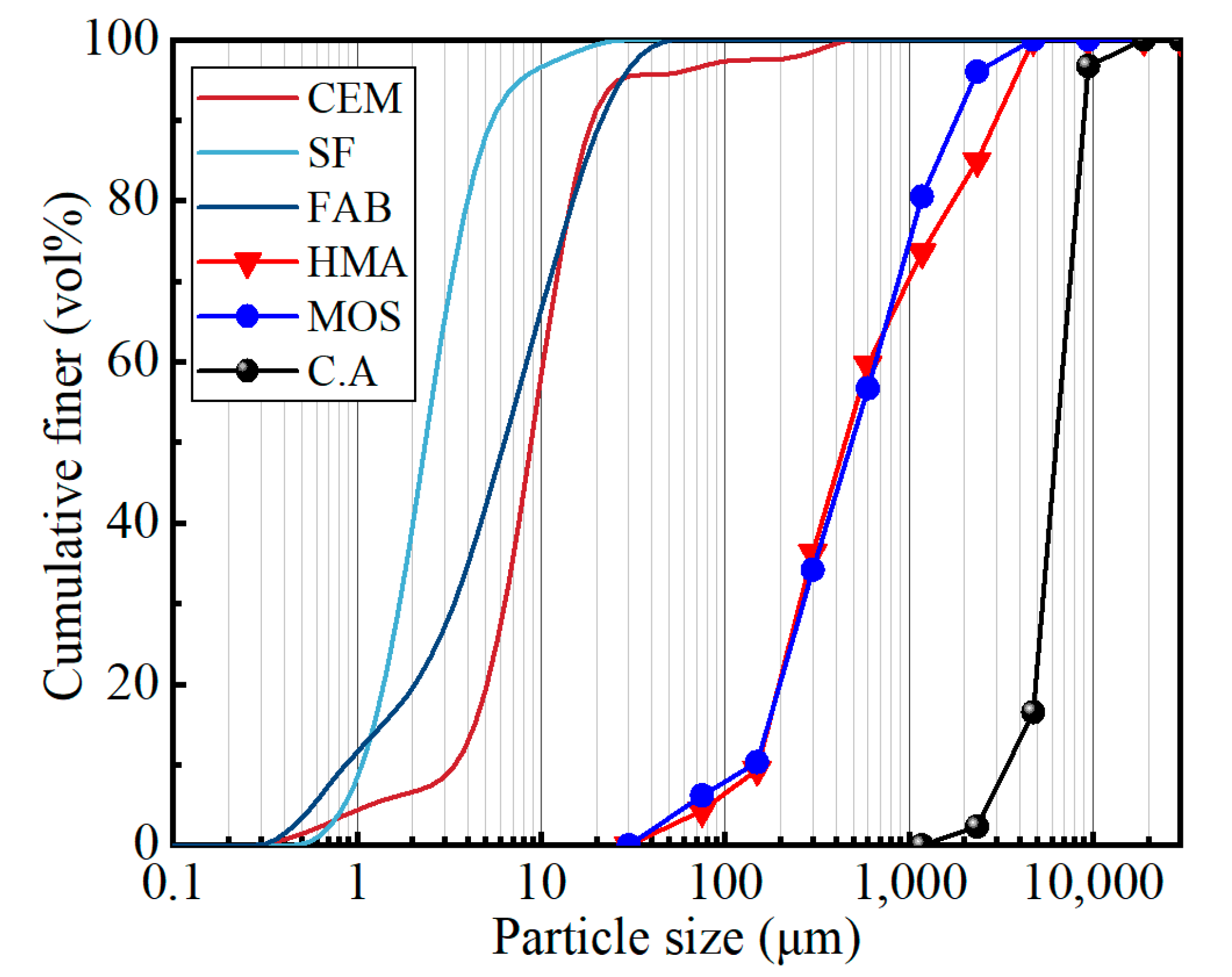
2.1. Materials
2.2. Test Programs
2.3. Experiment Methods
3. Results and Discussion
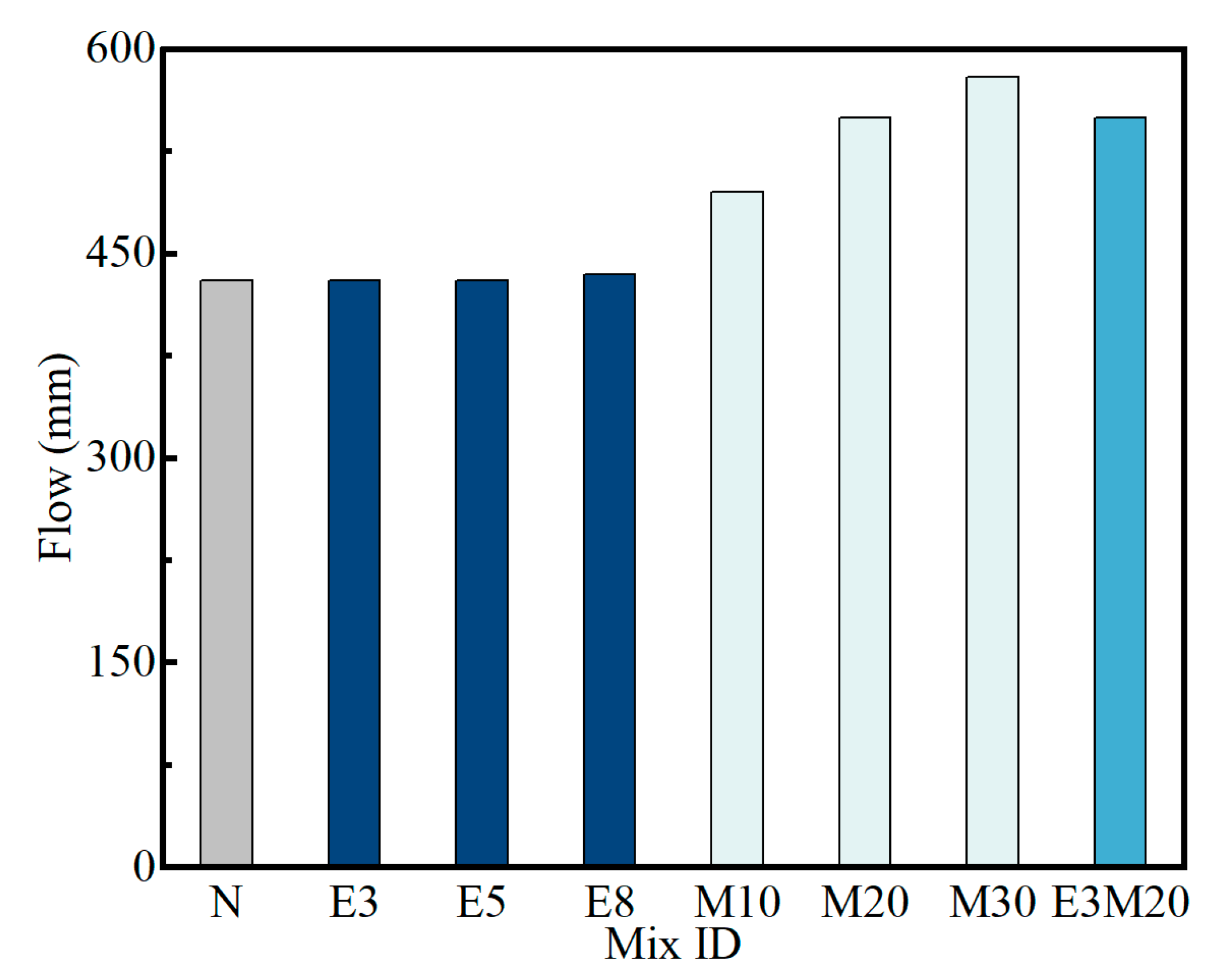
3.1. Working Performance
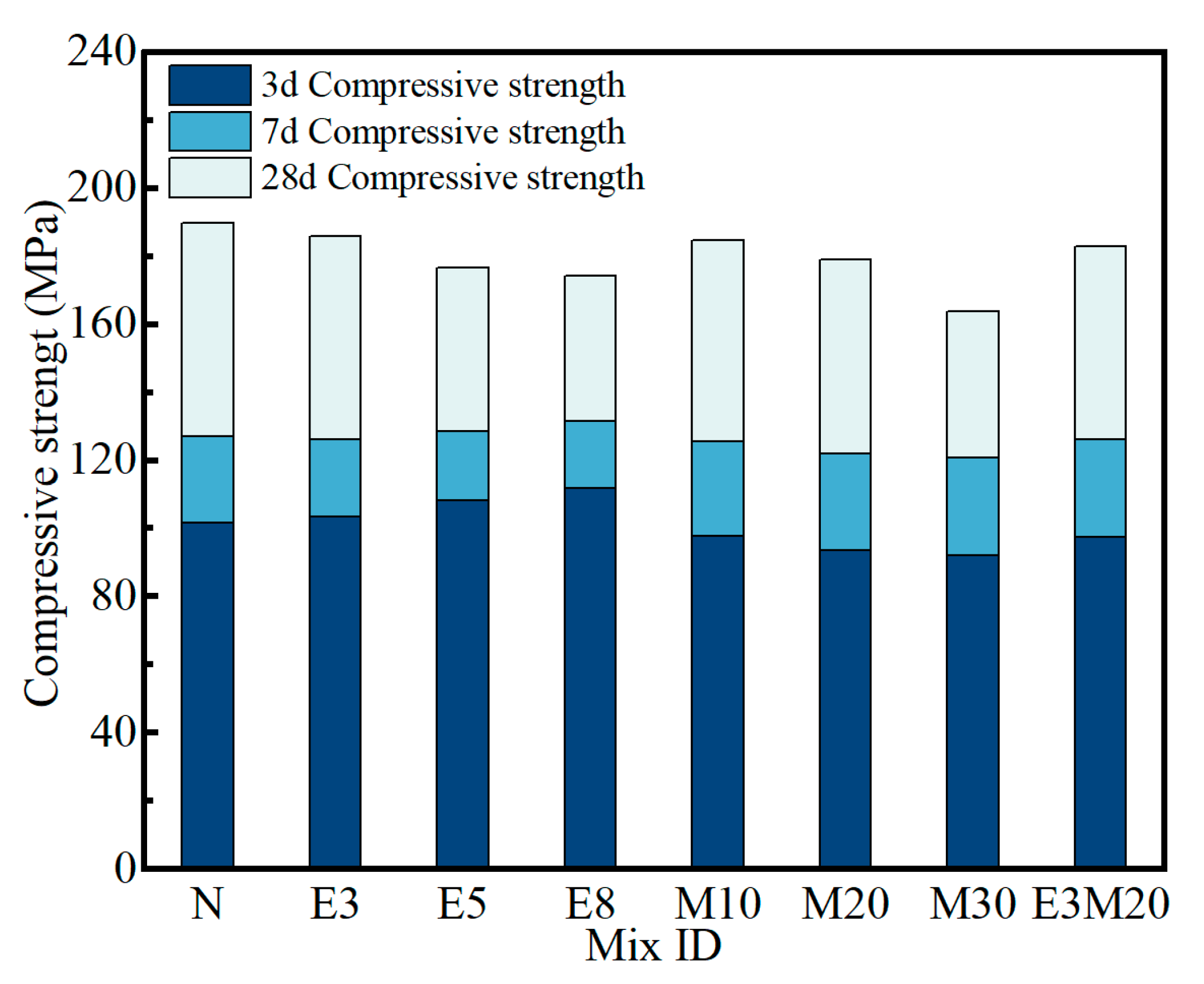
3.2. Compressive Strength
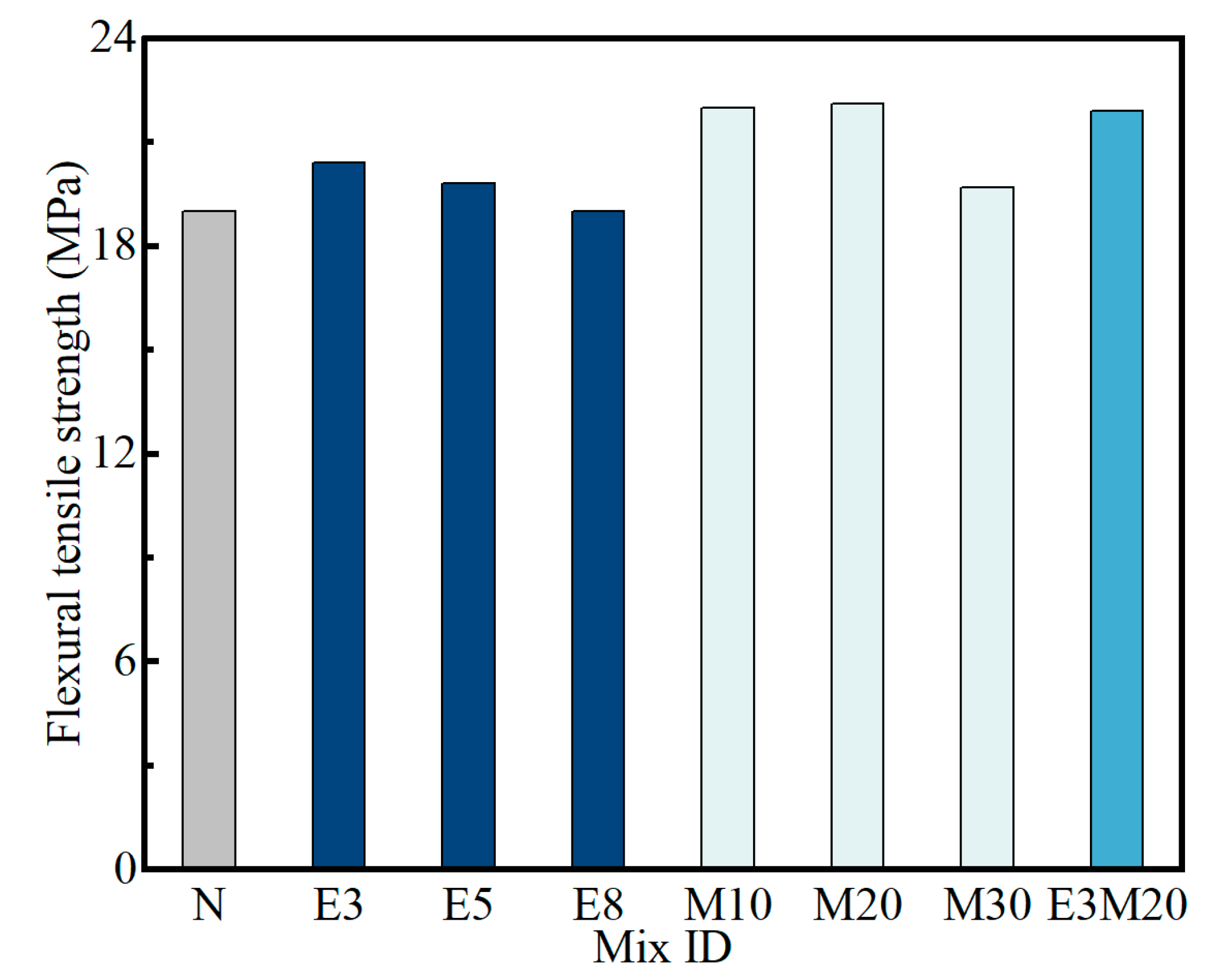
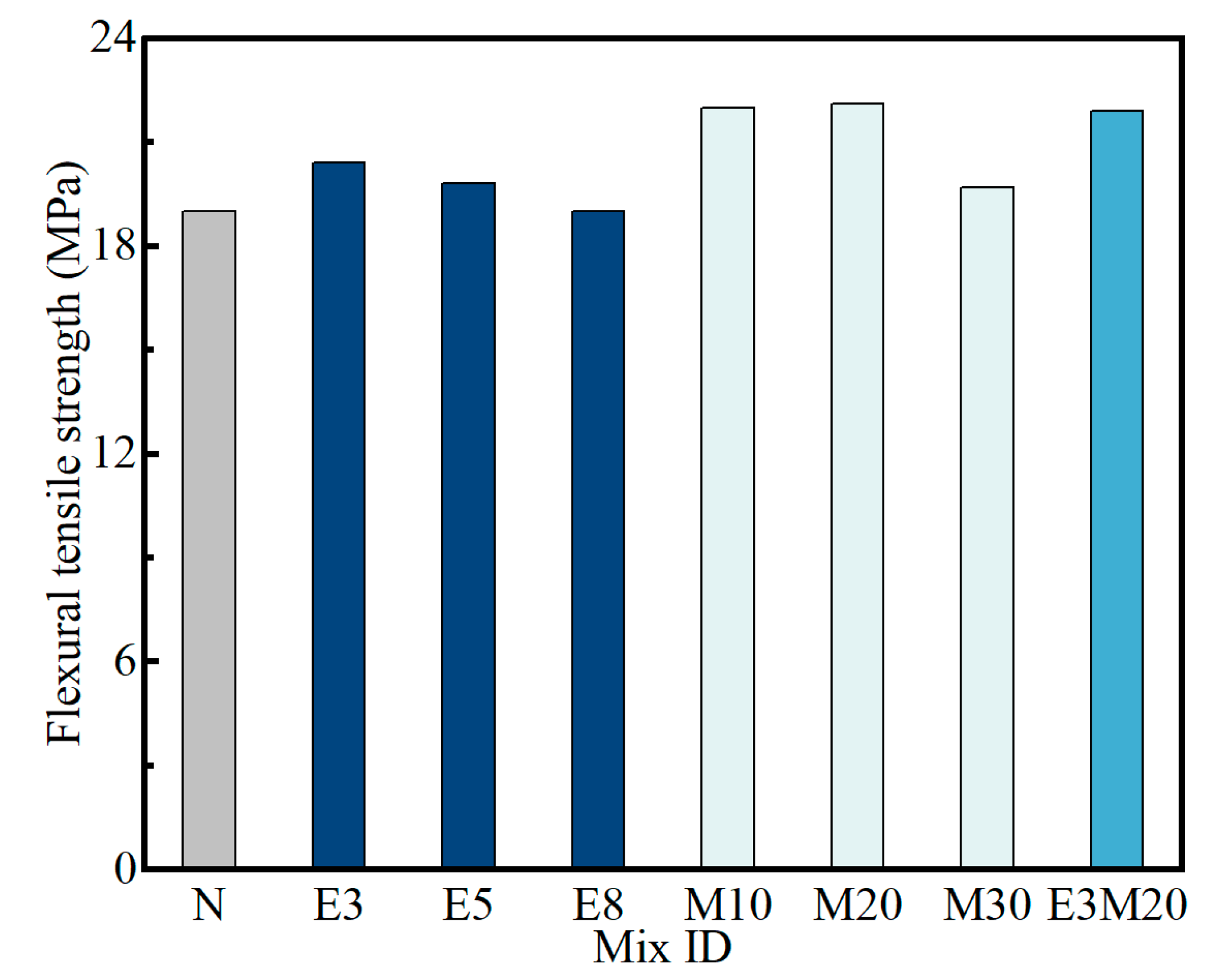
3.3. Flexural Strength
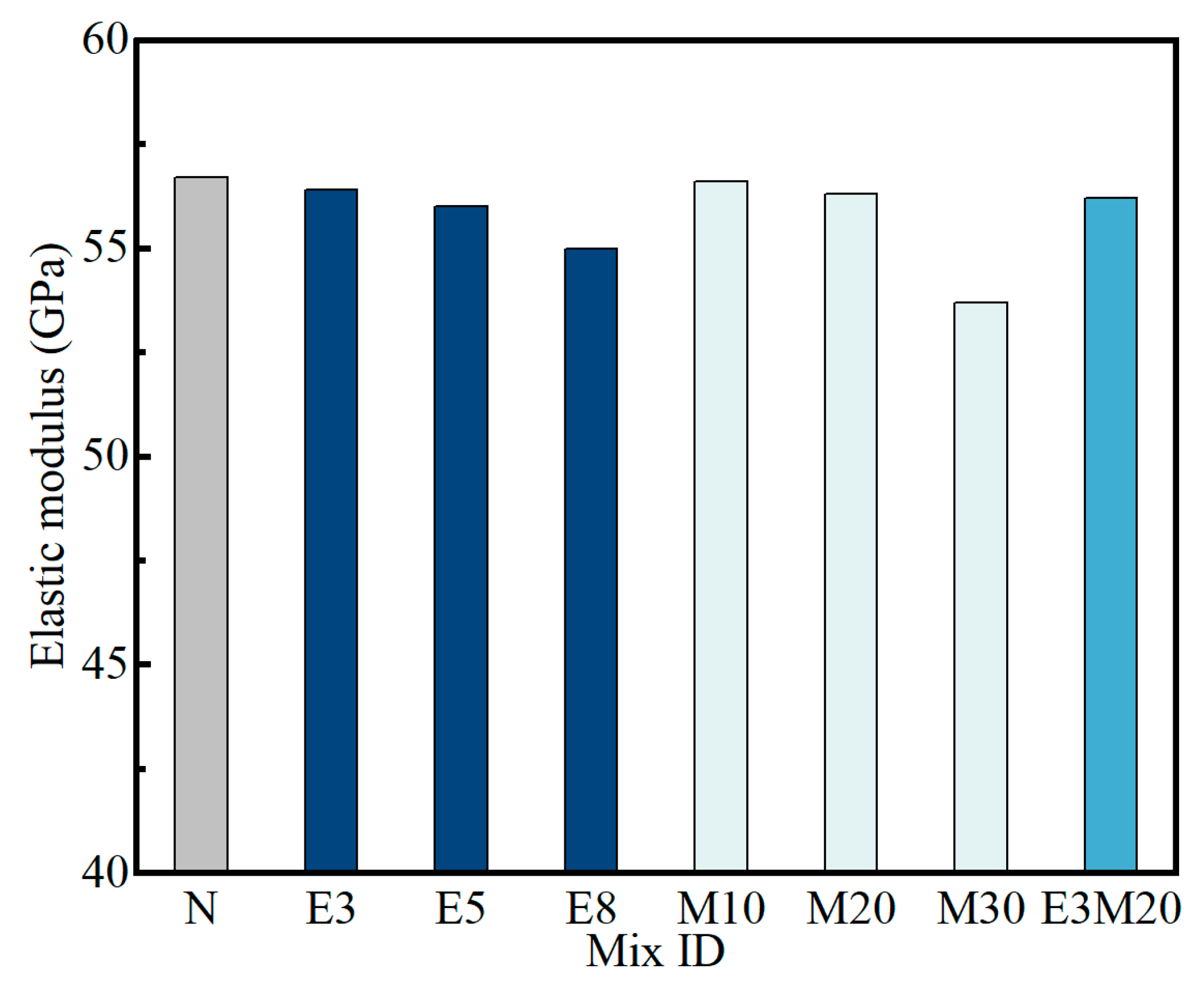
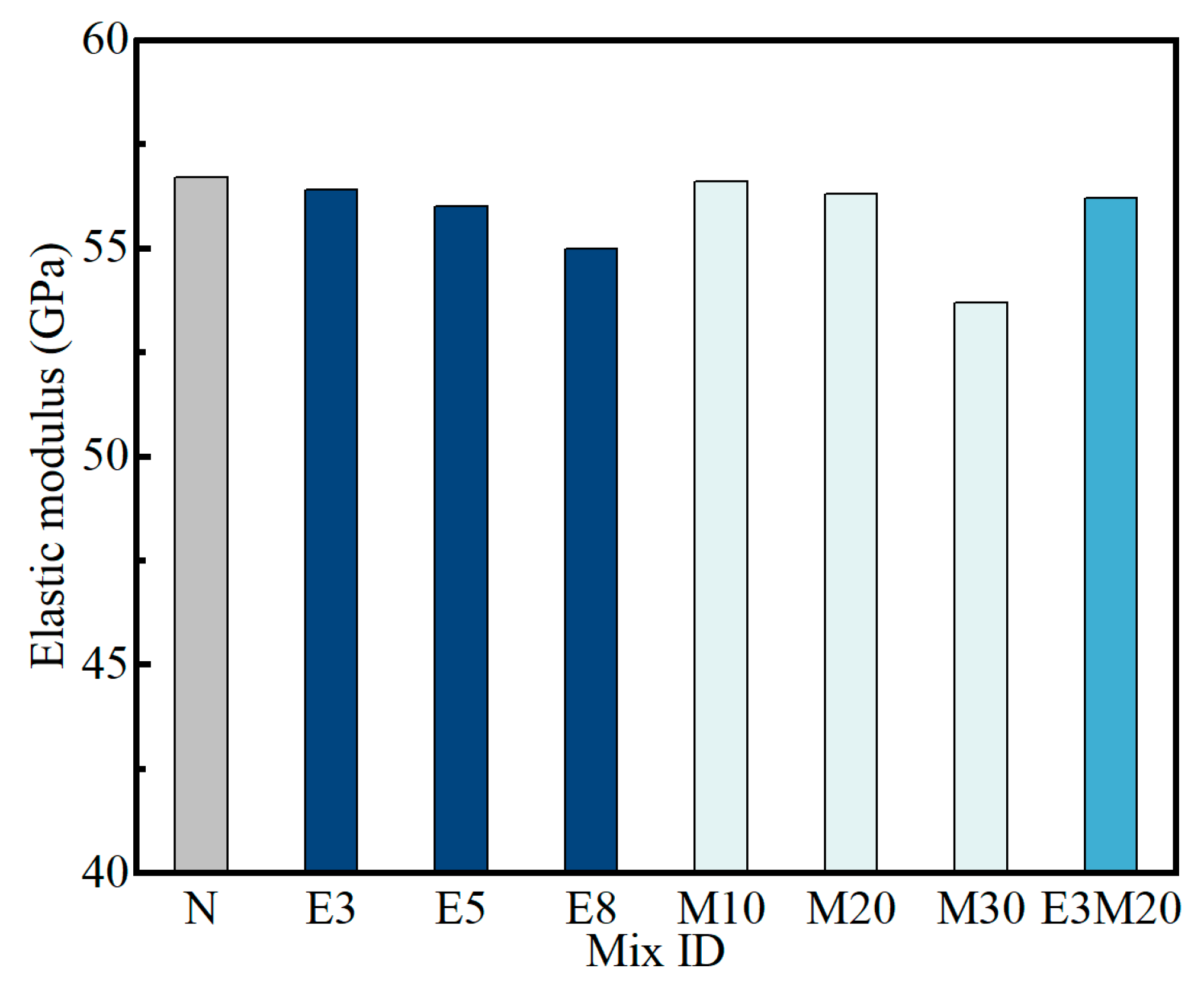
3.4. Elastic Modulus
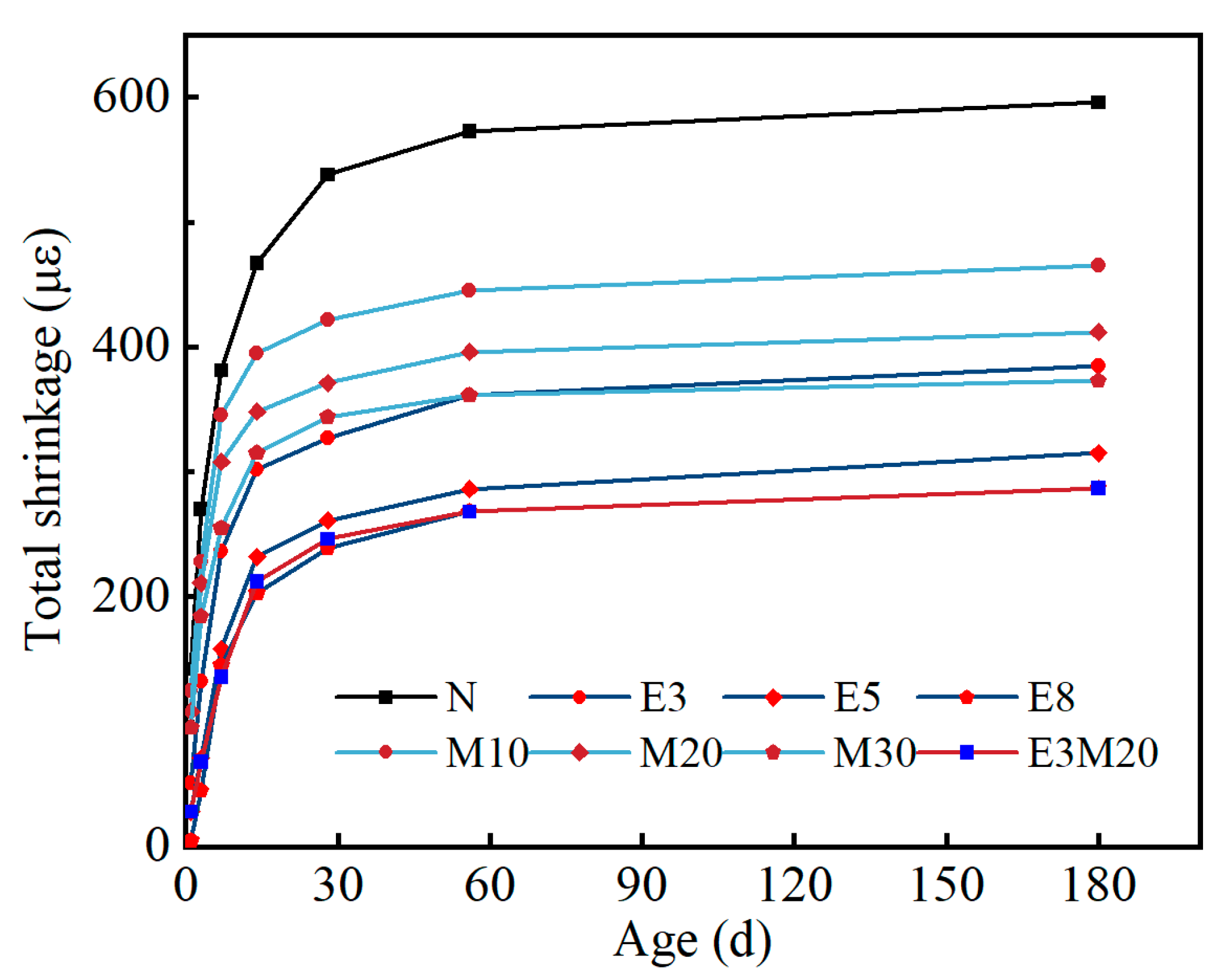
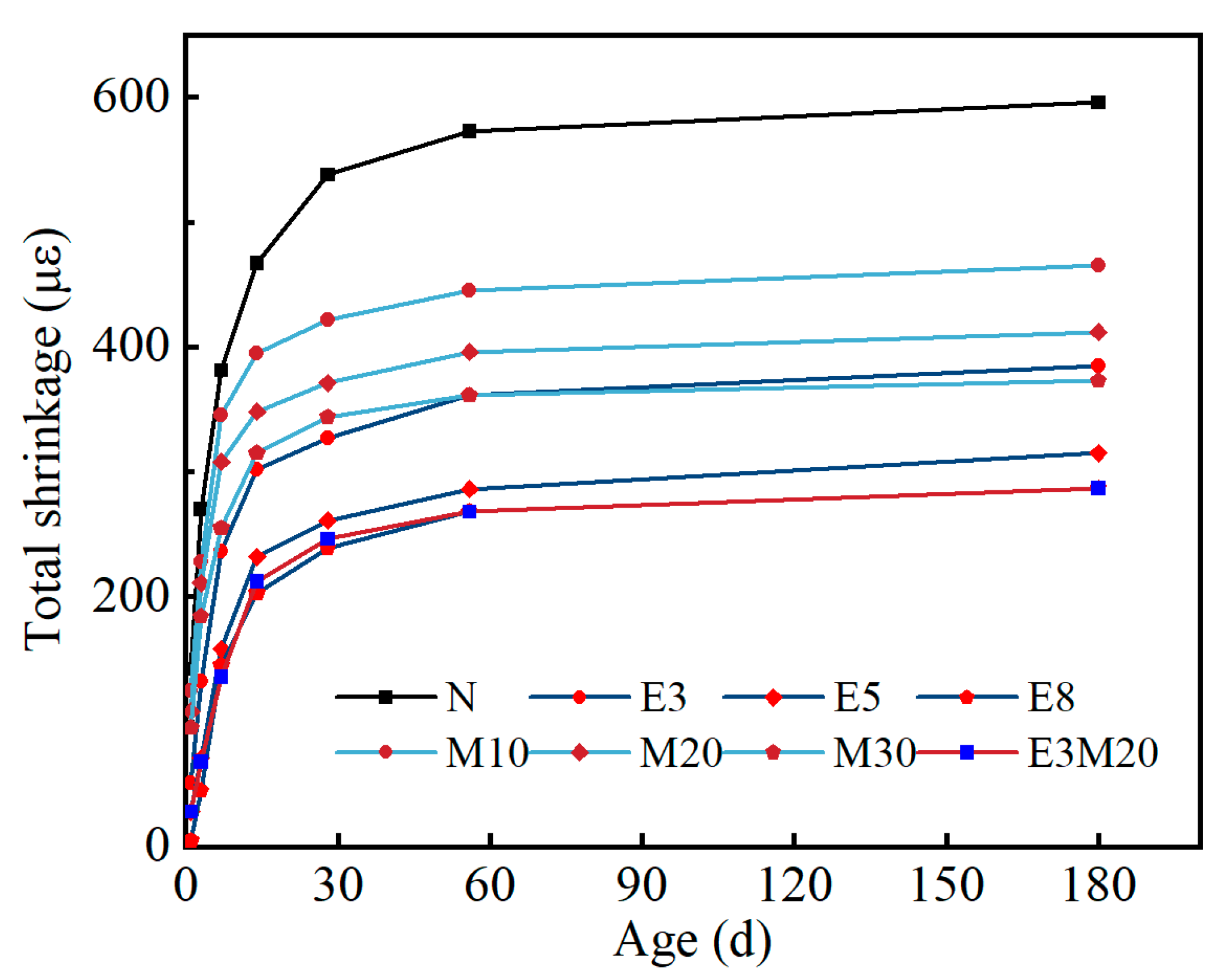
3.5. Shrinkage Behavior
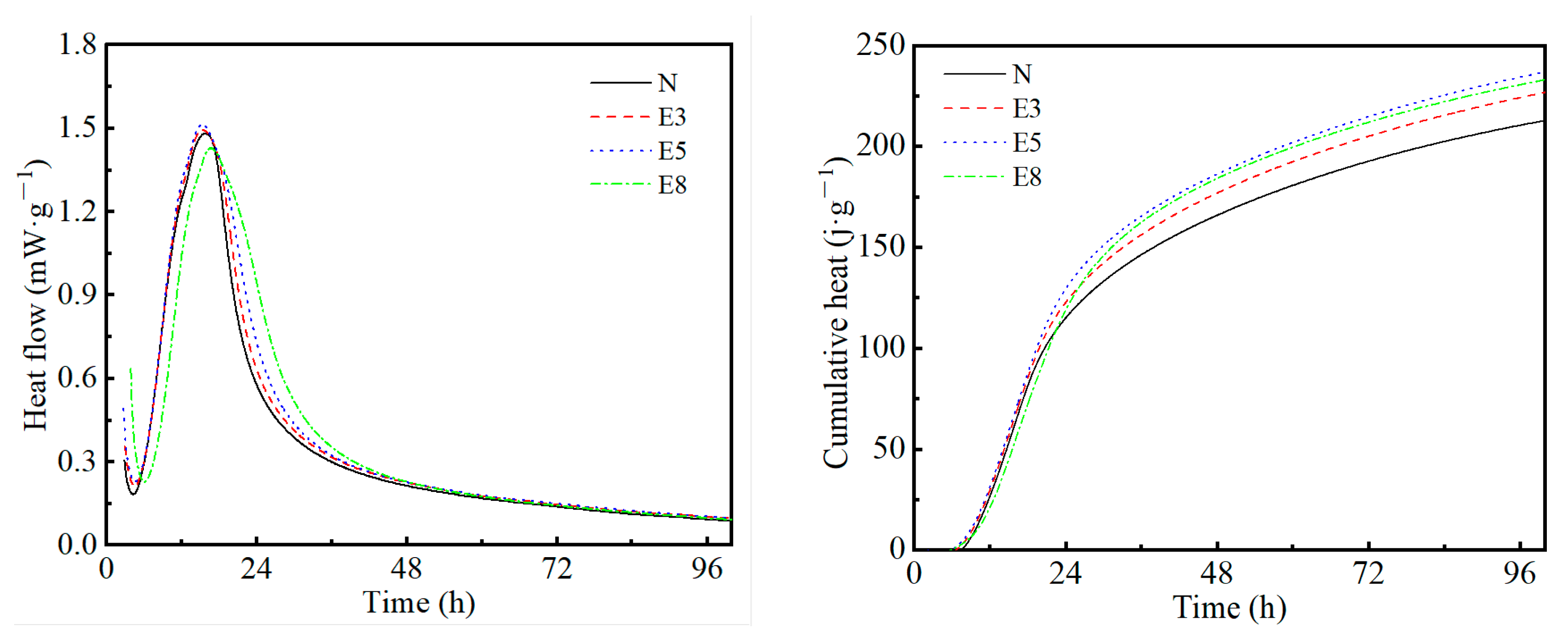
3.6. Heat Evolution
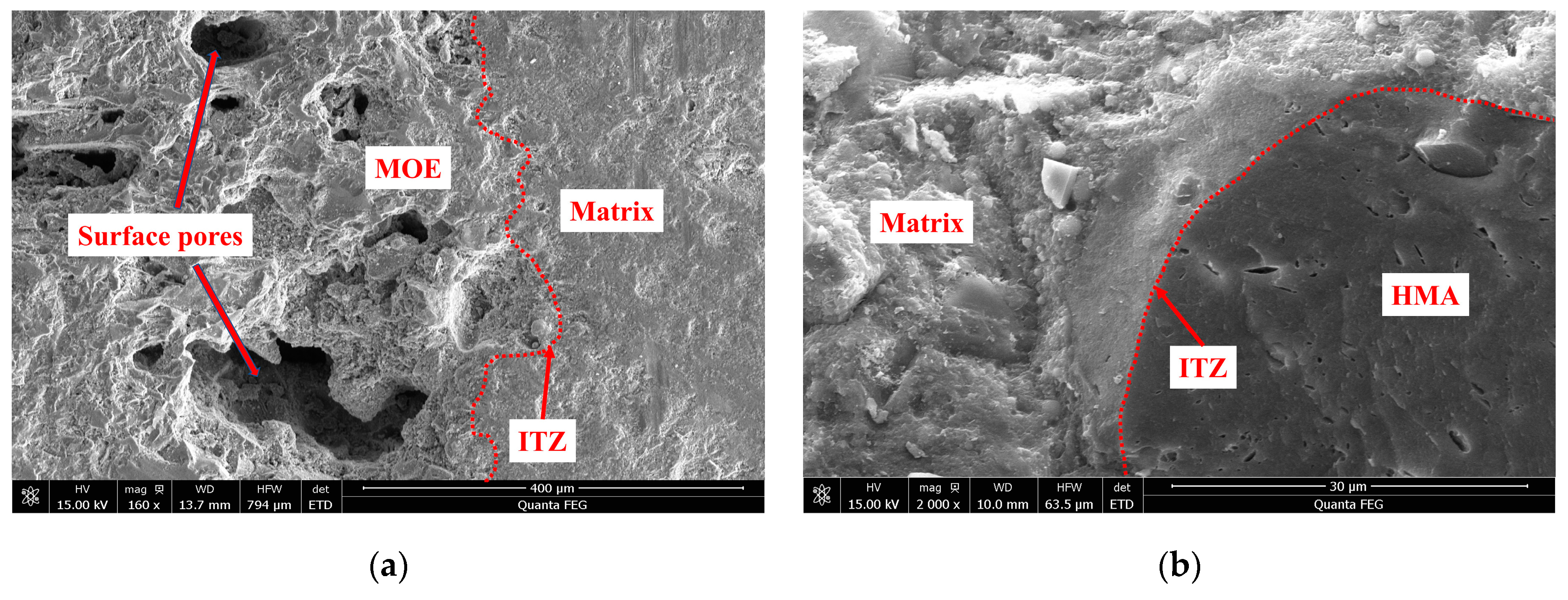
3.7. SEM
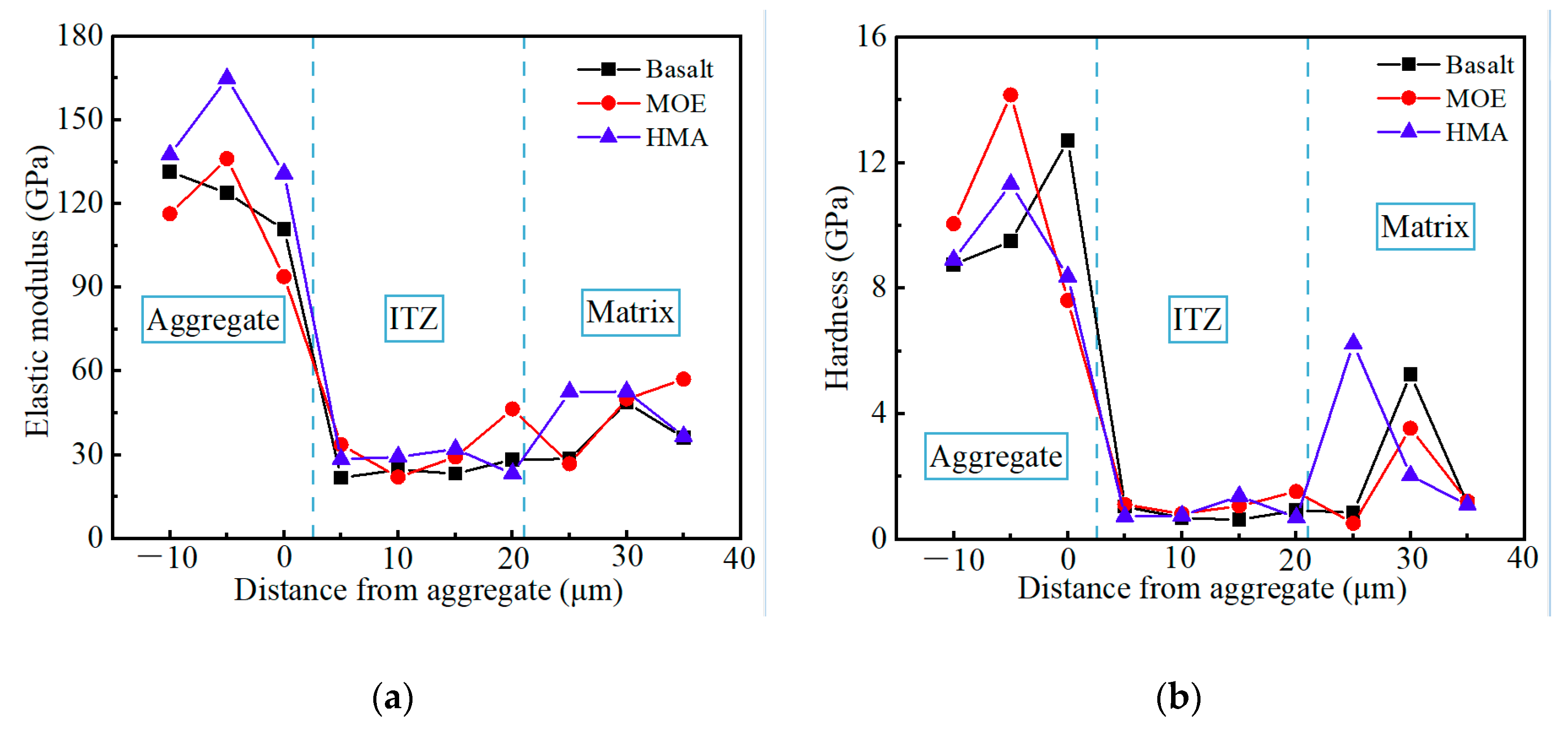
3.8. Nanoindentation
4. Conclusions
- (1)
- The expansion reaction of the expansion agent (EA) can effectively compensate for the shrinkage of UHPC, but the expansion agent has high hydration activity in the early stage, which leads to the lack of internal moisture; i.e., the expansion effect can not be fully exerted, and the slurry is not sufficiently hydrated. In addition, the compressive strength and elastic modulus of UHPC slightly decreased, and the flexural strength first increased and then decreased.
- (2)
- The internal curing aggregate MOS can effectively mitigate the shrinkage of UHPC. Moreover, the porous surface of the aggregate makes it possible to release water slowly inside the material after prewetting and improve the interfacial properties of the aggregate and the matrix by internal curing. As a result, its better aggregate strength and interfacial bonding properties compensate for the decline in mechanical properties caused by the increase in the actual water-to-cement ratio of UHPC and the decrease in the HMA dosage.
- (3)
- The volume stability of UHPC can be maximized through the synergistic effect of expansion and contraction of the EA and the compensatory contraction of the ICA Moreover, the decrease in compressive strength and modulus of elasticity of UHPC is not significant, and it is also effective in improving its flexural strength.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Arora, A.; Almujaddidi, A.; Kianmofrad, F.; Mobasher, B.; Neithalath, N. Material design of economical ultra-high performance concrete (UHPC) and evaluation of their properties. Cem. Concr. Compos. 2019, 104, 103346. [Google Scholar] [CrossRef]
- Chu, H.; Gao, L.; Qin, J.; Jiang, J.; Wang, D. Mechanical properties and microstructure of ultra-high-performance concrete with high elastic modulus. Constr. Build. Mater. 2022, 335, 127385. [Google Scholar] [CrossRef]
- Cusson, D.; Hoogeveen, T. An experimental approach for the analysis of early-age behaviour of high-performance concrete structures under restrained shrinkage. Cem. Concr. Res. 2007, 37, 200–209. [Google Scholar] [CrossRef]
- American Concrete Institute. Report on Early-Age Cracking: Causes, Measurement, and Mitigation; American Concrete Institute (ACI): Farmington Hills, MI, USA, 2010. [Google Scholar]
- Altoubat, S.A.; Lange, D.A. Tensile basic creep: Measurements and behavior at early age. ACI Mater. J. 2001, 98, 386–393. [Google Scholar]
- Bentz, D.; Peltz, M. Reducing Thermal and Autogenous Shrinkage Contributions to Early-Age Cracking. ACI Mater. J. 2008, 105, 414–420. [Google Scholar]
- Hwang, S.-D.; Khayat, K.H.; Youssef, D. Effect of moist curing and use of lightweight sand on characteristics of high-performance concrete. Mater. Struct. 2013, 46, 35–46. [Google Scholar] [CrossRef]
- Barrett, T.J.; De la Varga, I.; Weiss, W.J. Reducing cracking in concrete structures by using internal curing with high volumes of fly ash. In Proceedings of the Structures Congress 2012, Chicago, IL, USA, 29–31 March 2012; pp. 699–707. [Google Scholar] [CrossRef]
- Rajabipour, F.; Sant, G.; Weiss, J. Interactions between shrinkage reducing admixtures (SRA) and cement paste’s pore solution. Cem. Concr. Res. 2008, 38, 606–615. [Google Scholar] [CrossRef]
- Liu, J.; Shi, C.; Ma, X.; Khayat, K.H.; Zhang, J.; Wang, D. An overview on the effect of internal curing on shrinkage of high performance cement-based materials. Constr. Build. Mater. 2017, 146, 702–712. [Google Scholar] [CrossRef]
- Wyrzykowski, M.; Trtik, P.; Münch, B.; Weiss, J.; Vontobel, P.; Lura, P. Plastic shrinkage of mortars with shrinkage reducing admixture and lightweight aggregates studied by neutron tomography. Cem. Concr. Res. 2015, 73, 238–245. [Google Scholar] [CrossRef]
- Mo, L.; Deng, M.; Tang, M.; Al-Tabbaa, A. MgO expansive cement and concrete in China: Past, present and future. Cem. Concr. Res. 2014, 57, 1–12. [Google Scholar] [CrossRef]
- Carballosa, P.; Calvo, J.G.; Revuelta, D.; Sánchez, J.; Gutiérrez, J. Influence of cement and expansive additive types in the performance of self-stressing and self-compacting concretes for structural elements. Constr. Build. Mater. 2015, 93, 223–229. [Google Scholar] [CrossRef]
- Higuchi, T.; Eguchi, M.; Morioka, M.; Sakai, E. Hydration and properties of expansive additive treated high temperature carbonation. Cem. Concr. Res. 2014, 64, 11–16. [Google Scholar] [CrossRef]
- Sun, W.; Chen, H.; Luo, X.; Qian, H. The effect of hybrid fibers and expansive agent on the shrinkage and permeability of high-performance concrete. Cem. Concr. Res. 2001, 31, 595–601. [Google Scholar] [CrossRef]
- Qi, M.; Li, Z.-J.; Ma, B.-G. Shrinkage and cracking behavior of high performance concretes containing chemical admixtures. J. Zhejiang Univ. Sci. A 2002, 3, 188–193. [Google Scholar] [CrossRef]
- Liu, L.; Fang, Z.; Huang, Z.; Wu, Y. Solving shrinkage problem of ultra-high-performance concrete by a combined use of expansive agent, super absorbent polymer, and shrinkage-reducing agent. Compos. Part B Eng. 2022, 230, 109503. [Google Scholar] [CrossRef]
- Collepardi, M.; Troli, R.; Bressan, M.; Liberatore, F.; Sforza, G. Crack-free concrete for outside industrial floors in the absence of wet curing and contraction joints. Cem. Concr. Compos. 2008, 30, 887–891. [Google Scholar] [CrossRef]
- Anshuang, S.; Ling, Q.; Shoujie, Z.; Jiayang, Z.; Zhaoyu, L. Effects of Shrinkage Reducing Agent and Expansive Admixture on the Volume Deformation of Ultrahigh Performance Concrete. Adv. Mater. Sci. Eng. 2017, 2017, 6384859. [Google Scholar] [CrossRef]
- Meng, W.; Khayat, K. Effects of saturated lightweight sand content on key characteristics of ultra-high-performance concrete. Cem. Concr. Res. 2017, 101, 46–54. [Google Scholar] [CrossRef]
- Liu, K.; Yu, R.; Shui, Z.; Li, X.; Guo, C.; Yu, B.; Wu, S. Optimization of autogenous shrinkage and microstructure for Ultra-High Performance Concrete (UHPC) based on appropriate application of porous pumice. Constr. Build. Mater. 2019, 214, 369–381. [Google Scholar] [CrossRef]
- Liu, K.; Yu, R.; Shui, Z.; Li, X.; Ling, X.; He, W.; Yi, S.; Wu, S. Effects of pumice-based porous material on hydration characteristics and persistent shrinkage of ultra-high performance concrete (UHPC). Materials 2018, 12, 11. [Google Scholar] [CrossRef]
- Teng, L.; Valipour, M.; Khayat, K.H. Design and performance of low shrinkage UHPC for thin bonded bridge deck overlay. Cem. Concr. Compos. 2021, 118, 103953. [Google Scholar] [CrossRef]
- Valipour, M.; Khayat, K.H. Coupled effect of shrinkage-mitigating admixtures and saturated lightweight sand on shrinkage of UHPC for overlay applications. Constr. Build. Mater. 2018, 184, 320–329. [Google Scholar] [CrossRef]
- GB/T17671-1999; Standard for Test Methods of Concrete Physical and Mechanical Properties. State Bureau of Quality Technical Supervision: Beijing, China, 1999.
- GB/T 31387-2015; Reactive Powder Concrete. General Administration of Quality Supervision, Inspection and Quarantine: Beijng, China, 2015.
- GB/T50082-2009; Standard for Test Methods of Long-Term Performance and Durability of Ordinary Concrete. State Bureau of Quality Technical Supervision: Beijing, China, 2009.
- Shen, P.; Lu, L.; He, Y.; Wang, F.; Lu, J.; Zheng, H.; Hu, S. Investigation on expansion effect of the expansive agents in ultra-high performance concrete. Cem. Concr. Compos. 2020, 105, 103425. [Google Scholar] [CrossRef]
- Barnett, S.J.; Lataste, J.-F.; Parry, T.; Millard, S.G.; Soutsos, M.N. Assessment of fibre orientation in ultra high performance fibre reinforced concrete and its effect on flexural strength. Mater. Struct. 2010, 43, 1009–1023. [Google Scholar] [CrossRef]
- Li, S.; Mo, L.; Deng, M.; Cheng, S. Mitigation on the autogenous shrinkage of ultra-high performance concrete via using MgO expansive agent. Constr. Build. Mater. 2021, 312, 125422. [Google Scholar] [CrossRef]
- Sorelli, L.; Constantinides, G.; Ulm, F.-J.; Toutlemonde, F. The nano-mechanical signature of ultra high performance concrete by statistical nanoindentation techniques. Cem. Concr. Res. 2008, 38, 1447–1456. [Google Scholar] [CrossRef]
- Peng, H.; Zhang, J.; Shang, S.; Liu, Y.; Cai, C. Experimental study of flexural fatigue performance of reinforced concrete beams strengthened with prestressed CFRP plates. Eng. Struct. 2016, 127, 62–72. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fine Aggregate | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | V2O5 | K2O | FeO | TiO2 |
|---|---|---|---|---|---|---|---|---|---|
| HMA | 39.1 | 52.3 | 1.8 | 1.05 | 0.27 | - | 0.61 | - | 2.46 |
| MOS | 18.1 | 14.9 | 5.2 | 24.6 | 8.4 | 0.22 | - | 2.55 | 22.3 |
| Mix ID | Cement | SF | FAM | EA | HMA | MOS | C.A | Fiber | SP | Water |
|---|---|---|---|---|---|---|---|---|---|---|
| N | 625 | 165 | 135 | 0 | 800 | 0 | 500 | 160 | 22.2 | 166 |
| E3 | 606 | 160 | 132 | 28 | 800 | 0 | 500 | 160 | 22.2 | 166 |
| E5 | 594 | 157 | 128 | 46 | 800 | 0 | 500 | 160 | 22.2 | 166 |
| E8 | 575 | 152 | 124 | 74 | 800 | 0 | 500 | 160 | 22.2 | 166 |
| M10 | 625 | 165 | 135 | 0 | 720 | 98 | 500 | 160 | 22.2 | 166 |
| M20 | 625 | 165 | 135 | 0 | 640 | 196 | 500 | 160 | 22.2 | 166 |
| M30 | 625 | 165 | 135 | 0 | 560 | 294 | 500 | 160 | 22.2 | 166 |
| E3M20 | 606 | 160 | 132 | 28 | 640 | 196 | 500 | 160 | 22.2 | 166 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, M.; Yang, T.; Li, J.; Qiu, B.; Qiu, W.; Chen, D.; Li, B.; Shu, B.; Zhou, C.; Guo, L.; et al. Coupling Effect of Expansion Agent and Internal Curing Aggregate on Shrinkage of High-Modulus Ultra-High-Performance Concrete. Coatings 2023, 13, 1571. https://doi.org/10.3390/coatings13091571
Zhou M, Yang T, Li J, Qiu B, Qiu W, Chen D, Li B, Shu B, Zhou C, Guo L, et al. Coupling Effect of Expansion Agent and Internal Curing Aggregate on Shrinkage of High-Modulus Ultra-High-Performance Concrete. Coatings. 2023; 13(9):1571. https://doi.org/10.3390/coatings13091571
Chicago/Turabian StyleZhou, Min, Tengyu Yang, Jinhui Li, Bing Qiu, Wenjun Qiu, Dongdong Chen, Baiyun Li, Benan Shu, Changsheng Zhou, Lixian Guo, and et al. 2023. "Coupling Effect of Expansion Agent and Internal Curing Aggregate on Shrinkage of High-Modulus Ultra-High-Performance Concrete" Coatings 13, no. 9: 1571. https://doi.org/10.3390/coatings13091571
APA StyleZhou, M., Yang, T., Li, J., Qiu, B., Qiu, W., Chen, D., Li, B., Shu, B., Zhou, C., Guo, L., Yu, Z., & Li, Y. (2023). Coupling Effect of Expansion Agent and Internal Curing Aggregate on Shrinkage of High-Modulus Ultra-High-Performance Concrete. Coatings, 13(9), 1571. https://doi.org/10.3390/coatings13091571