
Study on the Relationship between Process Parameters and theFormation of GTAW Additive Manufacturing of TC4 Titanium Alloy Using the Response Surface Method
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- (1)
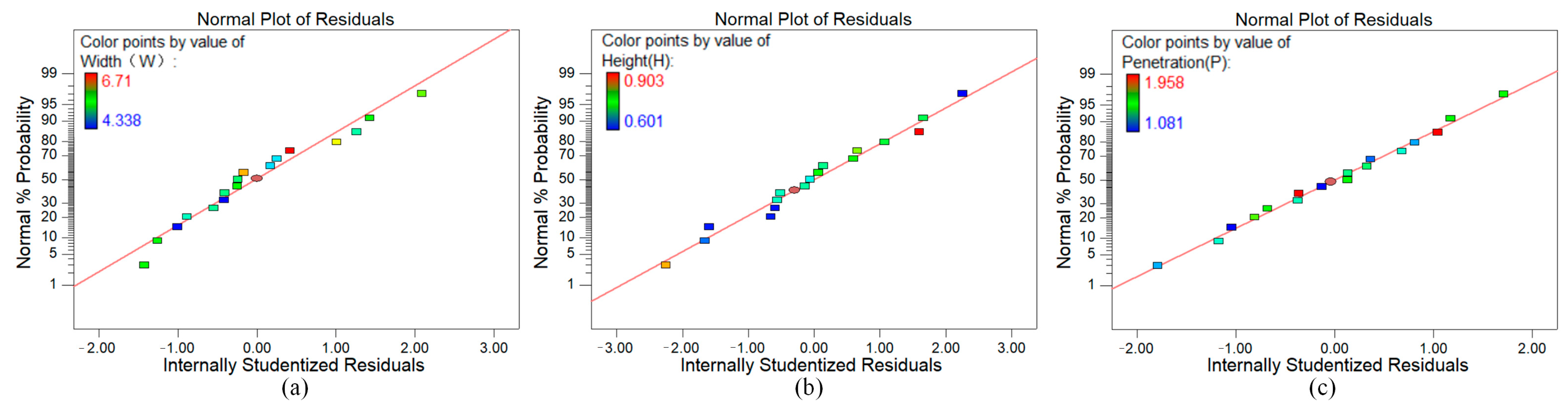
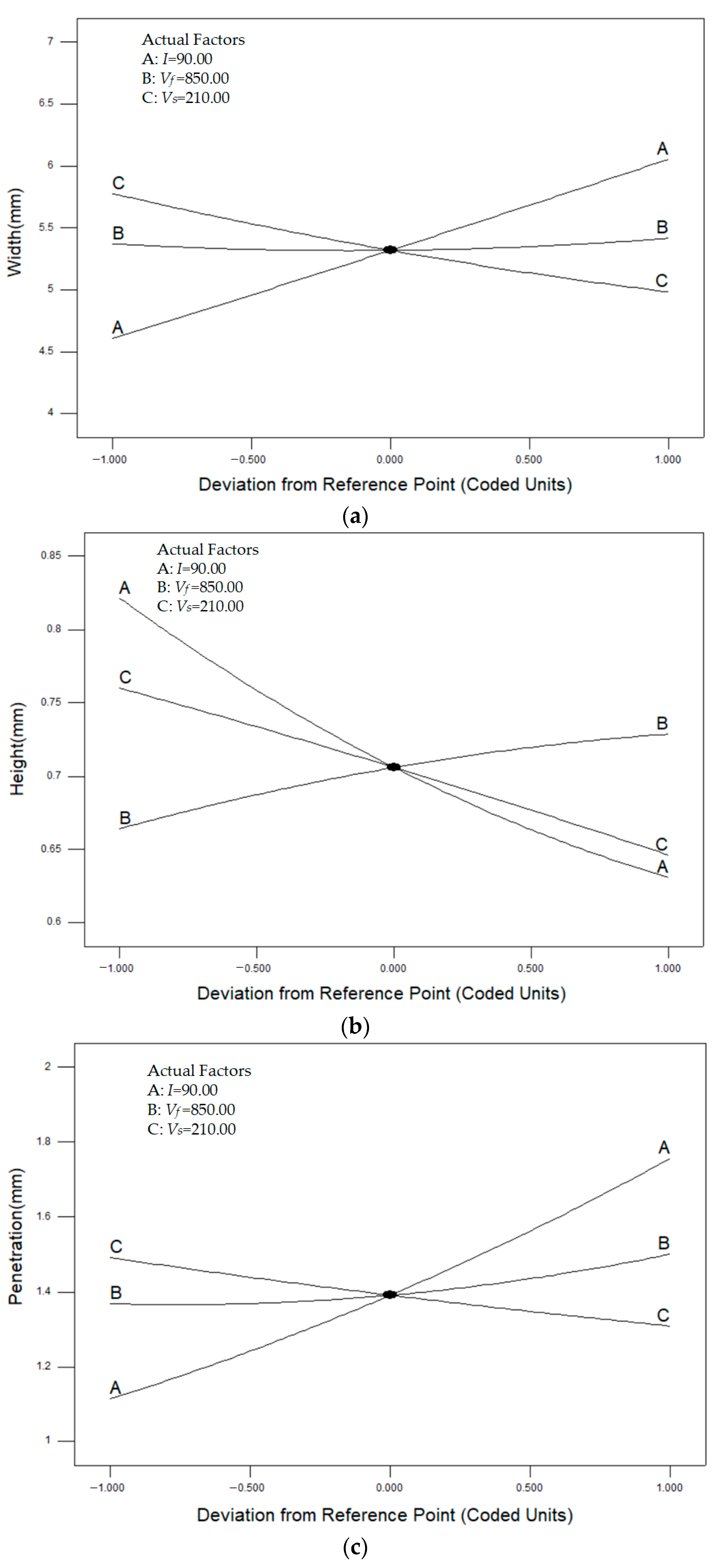
- The ANOVA of the three regression models regarding the width, height, and penetration depth of the deposition layer showed that the three models were significant and could be predicted. The residuals of the three models exhibited a normal probability distribution. The perturbation diagrams of the three models showed that the welding current, wire feeding speed, and torch movement speed had significant effects on the width, height, and penetration depth of the deposition layer. Specifically, as the welding current increased, the width and penetration depth of deposition layer gradually increased, and the deposition layer height gradually decreased. As the wire feeding speed increased, the deposition layer height and penetration depth gradually increased, and the wire feeding speed had a minimal effect on the deposition layer width. As the torch travel speed increased, the deposition layer width, deposition layer height, and penetration depth gradually decreased.
- (2)
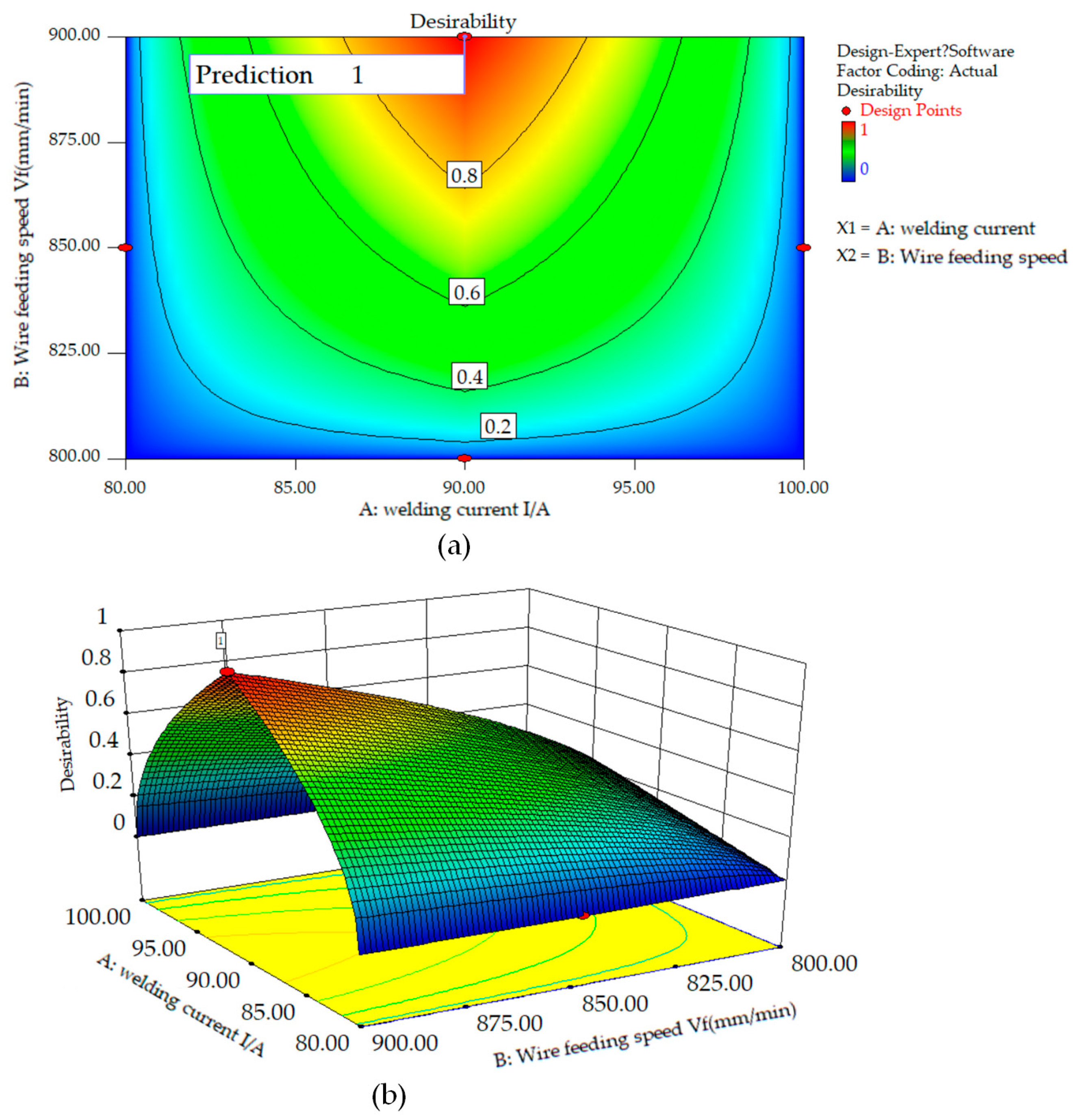
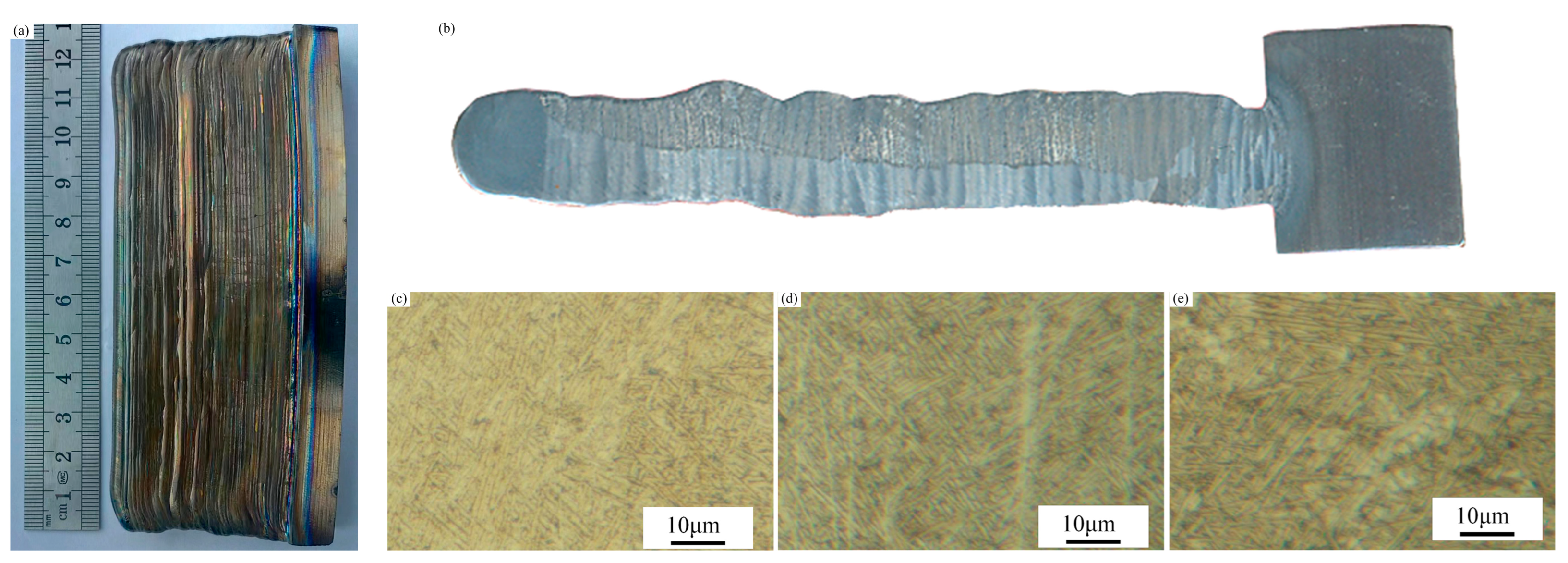
- A set of process parameters were optimized: the welding current was 90 A, the wire feeding speed was 900 mm/min, and the torch travel speed was 200.18 mm/min. A thin-walled part was constructed using these parameters. Through the metallographic analysis of the thin-walled part, it was found that the different regions of the thin-walled part displayed a basketweave structure; from top to bottom, the α phase gradually become coarser.
- (3)
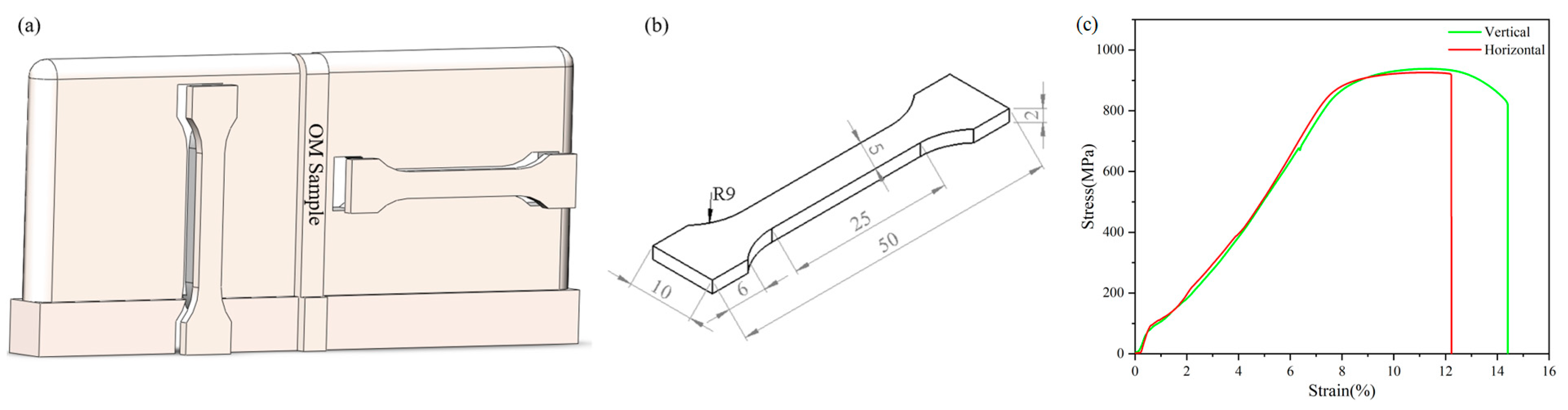
- The microhardness tests of different regions of the thin-walled part showed that the microhardness of the thin-walled part was affected by the microstructure. The microhardness at the top was 362.7 HV, the middle was 352.7 HV, and the bottom was 340.5 HV. The microhardness gradually decreased from the top to the bottom. Through the tensile mechanical property tested, it was found that the horizontal tensile strength was 926.1 MPa, the elongation was 12.22%, the vertical tensile strength was 938.1 MPa, and the elongation was 14.41%. By comparing the experimental data with the standards of China and the United States, it can be determined that the mechanical properties of TC4 titanium alloy GTAW-WAAM thin-walled parts comply with the use standards of China and the United States.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Caballero, A.; Ding, J.; Bandari, Y.; Williams, S. Oxidation of Ti-6Al-4V During Wire and Arc Additive Manufacture. 3D Print Addit. Manuf. 2019, 6, 91–98. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H. Effects of heat accumulation on microstructure and mechanical properties of Ti6Al4V alloy deposited by wire arc additive manufacturing. Addit. Manuf. 2018, 23, 151–160. [Google Scholar] [CrossRef]
- Wang, X.; Wang, A.; Wang, K.; Li, Y. Process stability for GTAW-based additive manufacturing. Rapid Prototyp. J. 2019, 25, 809–819. [Google Scholar] [CrossRef]
- Park, G.; Jo, H.; Park, M.; Shin, S.; Ko, W.; Park, N.; Kim, B.; Ahn, Y.; Jeon, J.B. Microstructure and Mechanical Properties of Gas Tungsten Arc Welded High Manganese Steel Sheet. Metals 2019, 9, 1167. [Google Scholar] [CrossRef]
- Gokhale, N.P.; Kala, P.; Sharma, V. Thin-walled metal deposition with GTAW welding-based additive manufacturing process. J. Braz. Soc. Mech. Sci. 2019, 41, 569. [Google Scholar] [CrossRef]
- Rios, S.; Colegrove, P.A.; Martina, F.; Williams, S.W. Analytical process model for wire plus arc additive manufacturing. Addit. Manuf. 2018, 21, 651–657. [Google Scholar]
- Kumar, A.; Maji, K. Selection of Process Parameters for Near-Net Shape Deposition in Wire Arc Additive Manufacturing by Genetic Algorithm. J. Mater. Eng. Perform. 2020, 29, 3334–3352. [Google Scholar] [CrossRef]
- Geng, H.; Xiong, J.; Huang, D.; Lin, X.; Li, J. A prediction model of layer geometrical size in wire and arc additive manufacture using response surface methodology. Int. J. Adv. Manuf. Tech. 2017, 93, 175–186. [Google Scholar] [CrossRef]
- Vidyarthy, R.S.; Dwivedi, D.K.; Muthukumaran, V. Optimization of A-TIG process parameters using response surface methodology. Mater. Manuf. Process 2018, 33, 709–717. [Google Scholar] [CrossRef]
- Sarathchandra, D.T.; Davidson, M.J.; Visvanathan, G. Parameters effect on SS304 beads deposited by wire arc additive manufacturing. Mater. Manuf. Process 2020, 35, 852–858. [Google Scholar] [CrossRef]
- Jia, Z.; Wan, X.; Guo, D. Optimization of UHFP-GTAW process based on response surface method. Trans. China Weld. Inst. 2020, 41, 90–96. [Google Scholar]
- Liang, E.; Hu, S.; Wang, Z. Optimization of GTAW cladding process of Inconel 625 on carbon steel using response surface methodology. Trans. China Weld. Inst. 2016, 37, 85–88. [Google Scholar]
- Vairamani, G.; Kumar, T.S.; Malarvizhi, S.; Balasubramanian, V. Application of response surface methodology to maximize tensile strength and minimize interface hardness of friction welded dissimilar joints of austenitic stainless steel and copper alloy. T. Nonferr. Metal. Soc. 2013, 23, 2250–2259. [Google Scholar] [CrossRef]
- Mehrabi, O.; Hossein Seyedkashi, S.M.; Moradi, M. Experimental and response surface study on additive manufacturing of functionally graded steel-inconel wall using direct laser metal deposition. Opt. Laser. Technol. 2023, 167, 109707. [Google Scholar] [CrossRef]
- Rao, S.; Sethi, A.; Das, A.K.; Mandal, N.; Kiran, P.; Ghosh, R.; Dixit, A.R.; Mandal, A. Fiber laser cutting of CFRP composites and process optimization through response surface methodology. Mater. Manuf. Process 2017, 32, 1612–1621. [Google Scholar] [CrossRef]
- Tian, H.; Lu, Z.; Chen, S. Predictive Modeling of Thermally Assisted Machining and Simulation Based on RSM after WAAM. Metals 2022, 12, 691. [Google Scholar] [CrossRef]
- Yadav, S.; Paul, C.P.; Rai, A.K.; Jinoop, A.N.; Nayak, S.K.; Singh, R.; Bindra, K.S. Parametric studies on laser additive manufacturing of copper on stainless steel. J. Micromanu. 2021, 5, 21–28. [Google Scholar] [CrossRef]
- Momin, A.G.; Khatri, B.C.; Chaudhari, M.; V. Shah, U.; Valaki, J. Parameters for cladding using plasma transfer arc welding—A critical. Mater. Today 2023, 77, 614–618. [Google Scholar] [CrossRef]
- Cheng, K.; Zhang, M.; Song, H.; Liu, X.; Fan, Z.; Wang, G.; Zhang, H. Additive manufacturing of Ti-6Al-4V alloy by hybrid plasma-arc deposition and microrolling: Grain morphology, microstructure, and tensile properties. Sci. China Technol. Sci. 2022, 65, 849–857. [Google Scholar] [CrossRef]
- Martina, F.; Colegrove, P.A.; Williams, S.W.; Meyer, J. Microstructure of Interpass Rolled Wire plus Arc Additive Manufacturing Ti-6Al-4V Components. Metall Mater. Trans. 2015, 46A, 6103–6118. [Google Scholar] [CrossRef]
- Xie, Y.; Gong, M.; Zhang, R.; Gao, M.; Zeng, X.; Wang, F. Grain boundary discontinuity and performance improvement mechanism of wire arc additive manufactured Ti–6Al–4V. J. Alloy Compd. 2021, 869, 159287. [Google Scholar] [CrossRef]
- Zhou, Y.; Qin, G.; Li, L.; Lu, X.; Jing, R.; Xing, X.; Yang, Q. Formability, microstructure and mechanical properties of Ti-6Al-4V deposited by wire and arc additive manufacturing with different deposition paths. Mat. Sci. Eng. Struct. 2020, 772, 138654. [Google Scholar] [CrossRef]
- Hai, L.; Ban, H.; Yang, X.; Shi, Y. Low-cycle fatigue behaviour of hot-rolled titanium-clad bimetallic steel. Int. J. Mech. Sci. 2023, 254, 108443. [Google Scholar] [CrossRef]
- Brandl, E.; Palm, F.; Michailov, V.; Viehweger, B.; Leyens, C. Mechanical properties of additive manufactured titanium (Ti–6Al–4V) blocks deposited by a solid-state laser and wire. Mater Design 2011, 32, 4665–4675. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Ti | Al | V | Fe | C | N | H | O | Other |
|---|---|---|---|---|---|---|---|---|---|
| Filler wire | Bal | 6.3 | 4.00 | 0.04 | <0.01 | <0.01 | 0.001 | 0.15 | <0.1 |
| Substrate | Bal | 6.03 | 3.95 | 0.16 | 0.03 | 0.02 | 0.005 | 0.10 | <0.1 |
| Standard value | Bal | 5.5–6.75 | 3.5–4.5 | ≤0.25 | ≤0.05 | ≤0.05 | ≤0.012 | ≤0.18 | <0.4 |
| Input Process Parameters (Symbol/Unit) | Working Range | ||
|---|---|---|---|
| −1 | 0 | 1 | |
| welding current (I/A) | 80 | 90 | 100 |
| wire feeding speed (Vf/(mm/min)) | 800 | 850 | 900 |
| torch travel speed (Vs/(mm/min)) | 180 | 210 | 240 |
| Run Order | Design Matrix | Input Variables | Responses | ||||||
|---|---|---|---|---|---|---|---|---|---|
| A: Welding Current I/A | B: Wire Feeding Speed Vf /(mm/min) | C: Torch Travel Speed Vs/(mm/min) | Deposition Layer Width W (mm) | Deposition Layer Height H (mm) | Penetration Depth P (mm) | ||||
| 1 | 0.00 | 1.00 | −1.00 | 90 | 900 | 180 | 5.640 | 0.805 | 1.586 |
| 2 | −1.00 | 0.00 | 1.00 | 80 | 850 | 240 | 4.338 | 0.760 | 1.170 |
| 3 | 0.00 | 0.00 | 0.00 | 90 | 850 | 210 | 5.074 | 0.709 | 1.420 |
| 4 | 1.00 | −1.00 | 0.00 | 100 | 800 | 210 | 6.098 | 0.610 | 1.653 |
| 5 | 0.00 | −1.00 | −1.00 | 90 | 800 | 180 | 5.806 | 0.724 | 1.509 |
| 6 | −1.00 | 0.00 | −1.00 | 80 | 850 | 180 | 5.128 | 0.851 | 1.089 |
| 7 | 0.00 | 1.00 | 1.00 | 90 | 900 | 240 | 5.5 | 0.635 | 1.342 |
| 8 | 0.00 | 0.00 | 0.00 | 90 | 850 | 210 | 5.9 | 0.694 | 1.232 |
| 9 | −1.00 | −1.00 | 0.00 | 80 | 800 | 210 | 4.852 | 0.747 | 1.081 |
| 10 | 0.00 | −1.00 | 1.00 | 90 | 800 | 240 | 4.879 | 0.611 | 1.339 |
| 11 | 0.00 | 0.00 | 0.00 | 90 | 850 | 210 | 5.168 | 0.703 | 1.358 |
| 12 | 0.00 | 0.00 | 0.00 | 90 | 850 | 210 | 5.207 | 0.729 | 1.403 |
| 13 | 1.00 | 0.00 | −1.00 | 100 | 850 | 180 | 6.710 | 0.682 | 1.958 |
| 14 | −1.00 | 1.00 | 0.00 | 80 | 900 | 210 | 4.381 | 0.903 | 1.224 |
| 15 | 0.00 | 0.00 | 0.00 | 90 | 850 | 210 | 5.253 | 0.695 | 1.543 |
| 16 | 1.00 | 0.00 | 1.00 | 100 | 850 | 240 | 5.392 | 0.601 | 1.561 |
| 17 | 1.00 | 1.00 | 0.00 | 100 | 900 | 210 | 6.293 | 0.760 | 1.958 |
| Source | Sum of Squares | df | Mean Square | F Value | p-Value Prob > F | |
|---|---|---|---|---|---|---|
| Model | 5.84 | 9 | 0.65 | 6.74 | 0.0099 | significant |
| A-I | 4.20 | 1 | 4.20 | 43.61 | 0.0003 | significant |
| B-Vf | 4.005 × 10−3 | 1 | 4.005 × 10−3 | 0.042 | 0.8441 | |
| C-Vs | 1.26 | 1 | 1.26 | 13.09 | 0.0085 | significant |
| AB | 0.11 | 1 | 0.11 | 1.15 | 0.3187 | |
| AC | 0.070 | 1 | 0.070 | 0.72 | 0.4229 | |
| BC | 0.15 | 1 | 0.15 | 1.61 | 0.2452 | |
| A2 | 4.798 × 10−4 | 1 | 4.798 × 10−4 | 4.986 × 10−3 | 0.9457 | |
| B2 | 0.024 | 1 | 0.024 | 0.25 | 0.6353 | |
| C2 | 0.016 | 1 | 0.016 | 0.16 | 0.6990 | |
| Residual | 0.67 | 7 | 0.096 | |||
| Lack of Fit | 0.24 | 3 | 0.079 | 0.72 | 0.5899 | not significant |
| Pure Error | 0.44 | 4 | 0.11 | |||
| Cor Total | 6.51 | 16 | ||||
| Std. Dev. | 0.31 | R-Squared | 0.8966 | |||
| Mean | 5.39 | Adj R-Squared | 0.7636 | |||
| C.V.% | 1.72 | Pred R-Squared | 0.3145 | |||
| PRESS | 4.46 | Adeq Precision | 9.425 |
| Source | Sum of Squares | df | Mean Square | F Value | p-Value Prob > F | |
|---|---|---|---|---|---|---|
| Model | 0.12 | 9 | 0.013 | 22.41 | 0.0002 | significant |
| A-I | 0.072 | 1 | 0.072 | 126.11 | <0.0001 | significant |
| B-Vf | 8.321 × 10−3 | 1 | 8.321 × 10−3 | 14.49 | 0.0067 | significant |
| C-Vs | 0.026 | 1 | 0.026 | 45.08 | 0.0003 | significant |
| AB | 6.320 × 10−3 | 1 | 6.320 × 10−3 | 11.01 | 0.0128 | significant |
| AC | 2.500 × 10−3 | 1 | 2.500 × 10−3 | 0.044 | 0.8406 | |
| BC | 8.122 × 10−4 | 1 | 8.122 × 10−4 | 1.41 | 0.2730 | |
| A2 | 1.727 × 10−3 | 1 | 1.727×10−3 | 3.01 | 0.1265 | |
| B2 | 3.800 × 10−4 | 1 | 3.800 × 10−4 | 0.66 | 0.4427 | |
| C2 | 3.184 × 10−5 | 1 | 3.184 × 10−5 | 0.055 | 0.8205 | |
| Residual | 4.018 × 10−3 | 7 | 5.740 × 10−4 | |||
| Lack of Fit | 3.206 × 10−4 | 3 | 1.069 × 10−3 | 5.26 | 0.0712 | not significant |
| Pure Error | 8.120 × 10−4 | 4 | 2.030 × 10−4 | |||
| Cor Total | 0.12 | 16 | ||||
| Std. Dev. | 0.024 | R-Squared | 0.9665 | |||
| Mean | 0.71 | Adj R-Squared | 0.9233 | |||
| C.V.% | 3.38 | Pred R-Squared | 0.5612 | |||
| PRESS | 0.053 | Adeq Precision | 16.863 |
| Source | Sum of Squares | df | Mean Square | F Value | p-Value Prob > F | |
|---|---|---|---|---|---|---|
| Model | 1.01 | 9 | 0.11 | 11.38 | 0.0021 | significant |
| A-I | 0.82 | 1 | 0.82 | 83.68 | <0.0001 | significant |
| B-Vf | 0.035 | 1 | 0.035 | 3.54 | 0.1018 | |
| C-Vs | 0.067 | 1 | 0.067 | 6.77 | 0.0353 | significant |
| AB | 6.561 × 10−3 | 1 | 6.561 × 10−3 | 0.67 | 0.4410 | |
| AC | 0.057 | 1 | 0.057 | 5.81 | 0.0468 | significant |
| BC | 1.369 × 10−3 | 1 | 1.369 × 10−3 | 0.14 | 0.7201 | |
| A2 | 8.207 × 10−3 | 1 | 8.207 × 10−3 | 0.83 | 0.3914 | |
| B2 | 8.022 × 10−3 | 1 | 8.022 ×10−3 | 0.82 | 0.3965 | |
| C2 | 3.525 × 10−4 | 1 | 3.525 × 10−4 | 0.036 | 0.8552 | |
| Residual | 0.069 | 7 | 9.836 × 10−3 | |||
| Lack of Fit | 0.018 | 3 | 6.131 × 10−3 | 0.49 | 0.7101 | not significant |
| Pure Error | 0.050 | 4 | 0.013 | |||
| Cor Total | 1.08 | 16 | ||||
| Std. Dev. | 0.099 | R-Squared | 0.9360 | |||
| Mean | 1.44 | Adj R-Squared | 0.8538 | |||
| C.V.% | 6.90 | Pred R-Squared | 0.6533 | |||
| PRESS | 0.37 | Adeq Precision | 11.576 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, H.; Feng, T.; Chen, C.; Chen, H. Study on the Relationship between Process Parameters and theFormation of GTAW Additive Manufacturing of TC4 Titanium Alloy Using the Response Surface Method. Coatings 2023, 13, 1578. https://doi.org/10.3390/coatings13091578
Liu H, Feng T, Chen C, Chen H. Study on the Relationship between Process Parameters and theFormation of GTAW Additive Manufacturing of TC4 Titanium Alloy Using the Response Surface Method. Coatings. 2023; 13(9):1578. https://doi.org/10.3390/coatings13091578
Chicago/Turabian StyleLiu, Huanyu, Tianting Feng, Chao Chen, and Hongrui Chen. 2023. "Study on the Relationship between Process Parameters and theFormation of GTAW Additive Manufacturing of TC4 Titanium Alloy Using the Response Surface Method" Coatings 13, no. 9: 1578. https://doi.org/10.3390/coatings13091578
APA StyleLiu, H., Feng, T., Chen, C., & Chen, H. (2023). Study on the Relationship between Process Parameters and theFormation of GTAW Additive Manufacturing of TC4 Titanium Alloy Using the Response Surface Method. Coatings, 13(9), 1578. https://doi.org/10.3390/coatings13091578