
Assessment of Mechanical and Tribological Behavior of AA6061 Reinforced with B4C and Gr Hybrid Metal Matrix Composites


Abstract
:1. Introduction
2. Materials and Methodology
2.1. Manufacturing Using SCP
2.2. Microhardness Tests of AA6061/B4C/Gr
2.3. Density Measurement
2.4. Measuring of Compressive Strength
2.5. Measurement of Tribological Behavior of Al-MMCs and Their Morphology
3. Results and Discussion
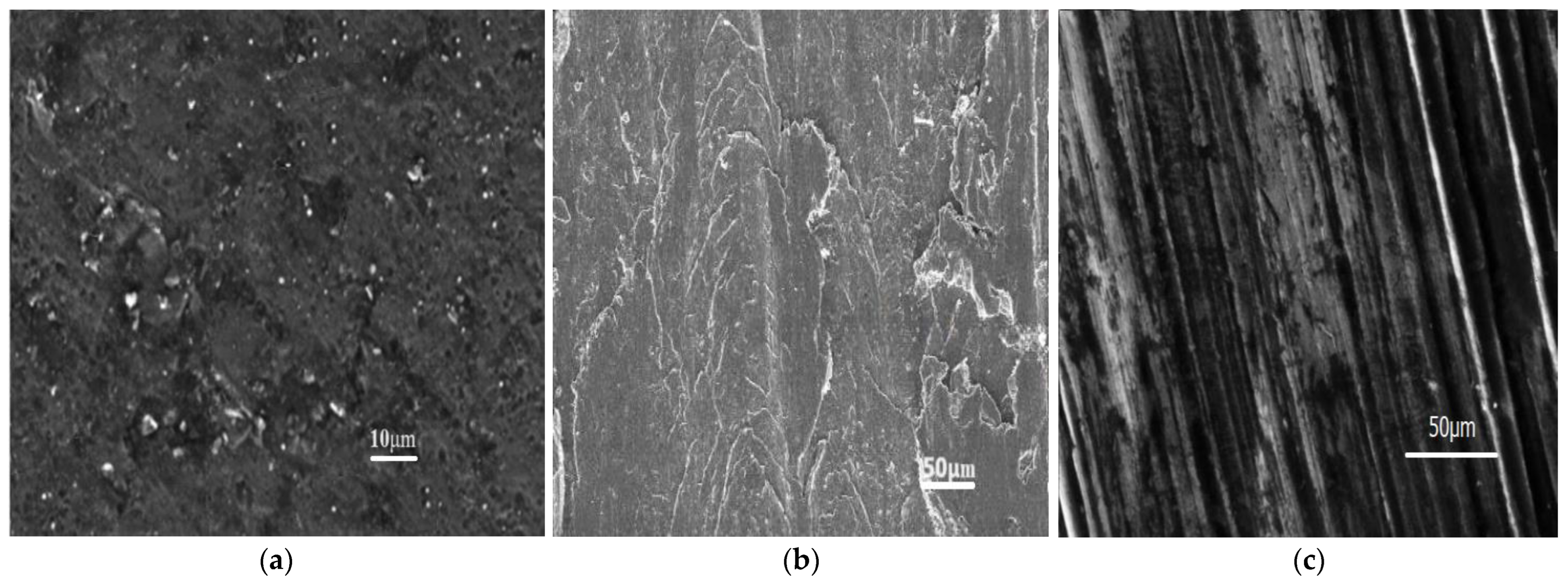
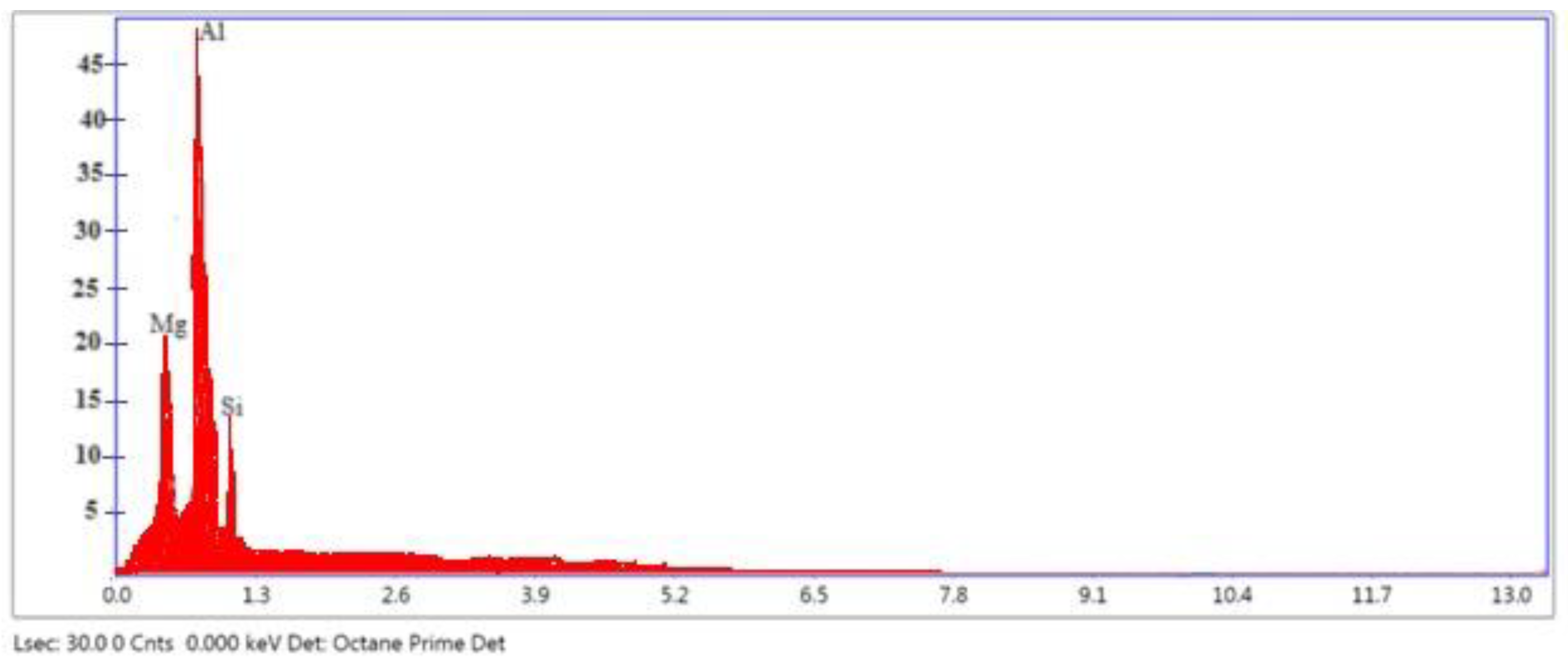
3.1. Morphological Characterization of B4C and Gr Reinforced Al-HCs
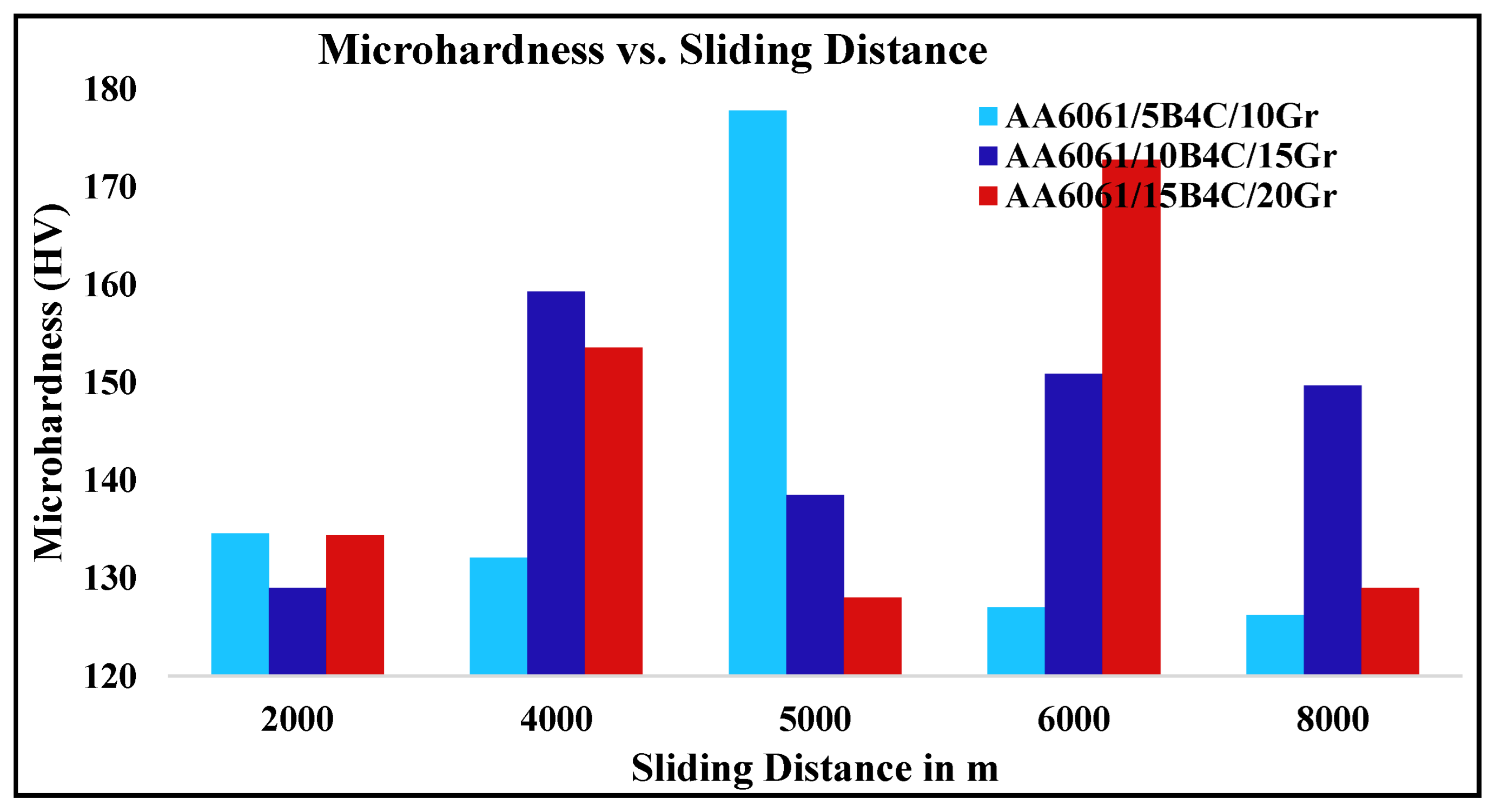
3.2. Micro-Hardness of Al6061/B4C/Gr Composites
3.3. Results of AA HCs Density
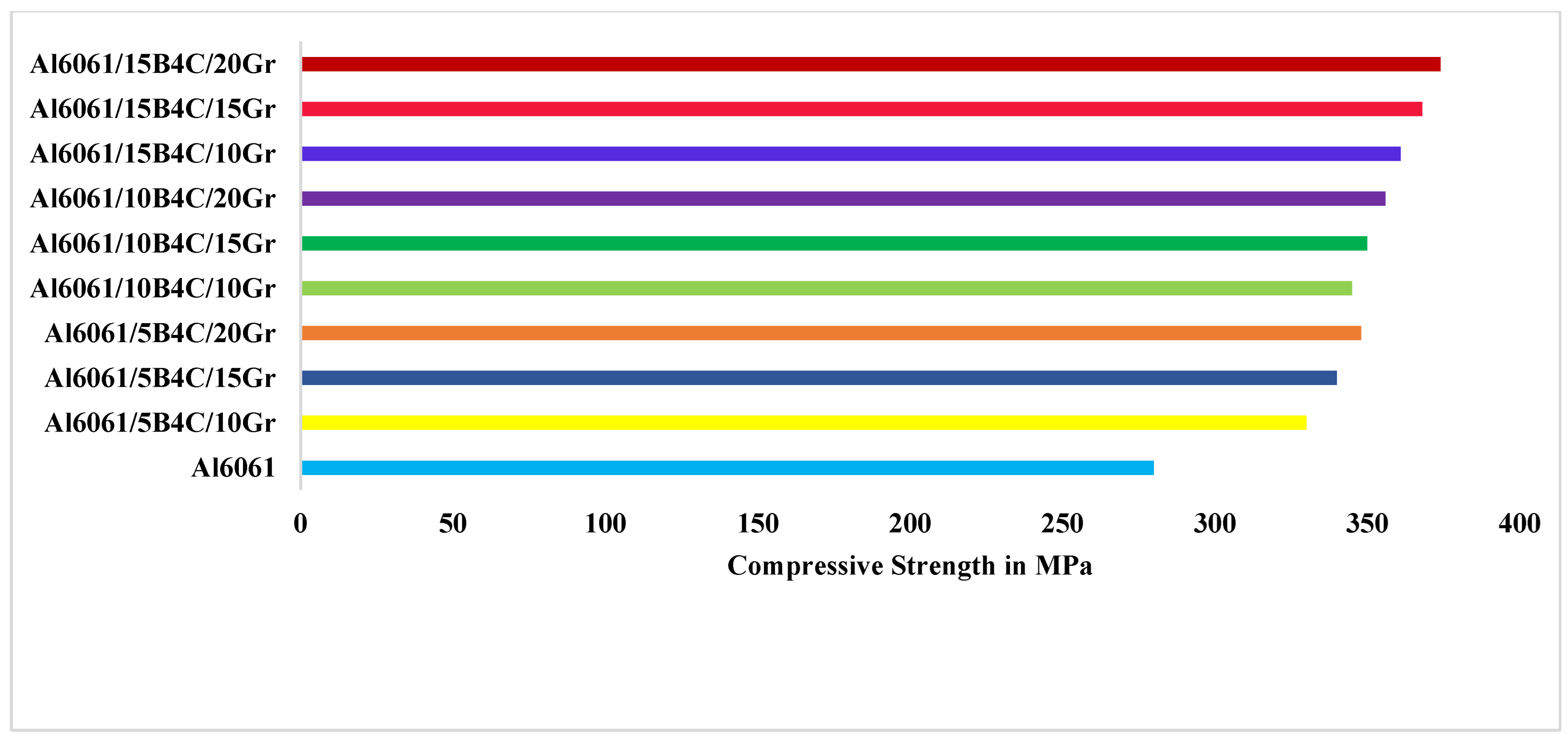
3.4. Ultimate Compressive Strength (UCS) of AA6061/B4C/Gr
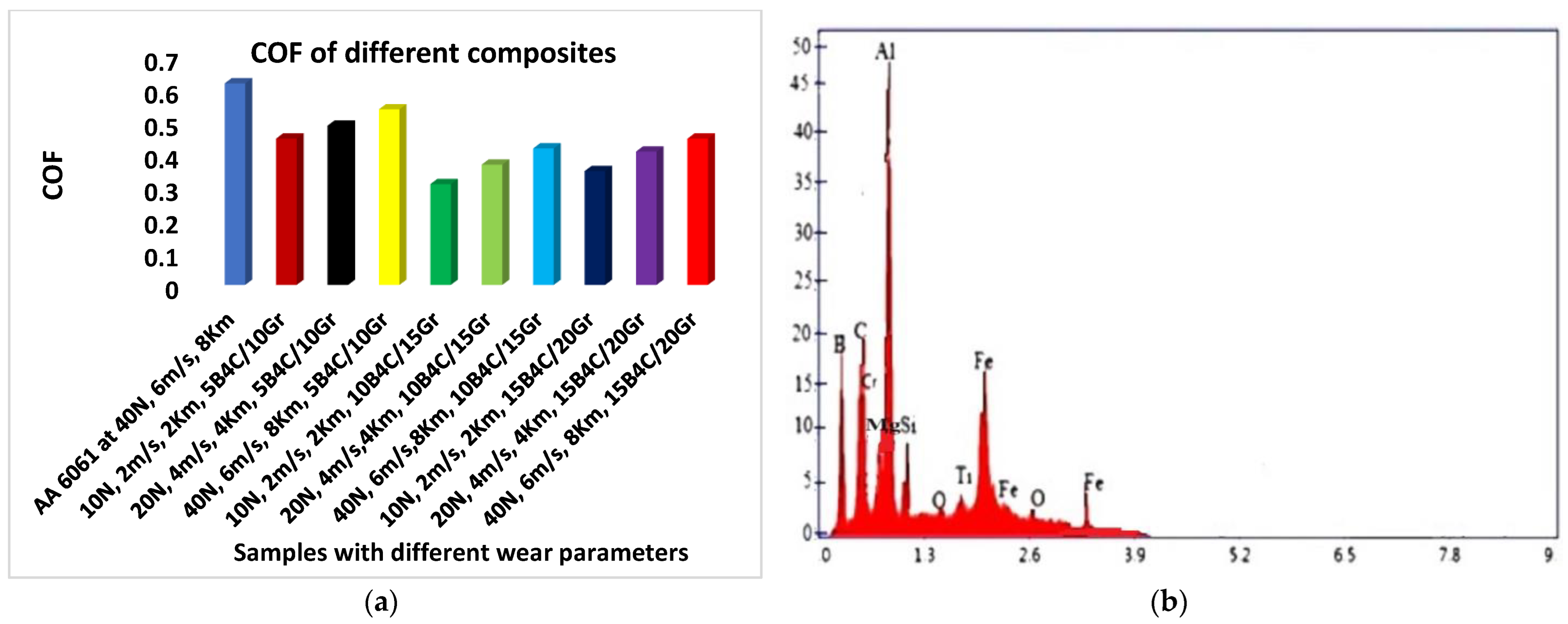
3.5. Tribological Characteristics of AA6061/B4C/Gr
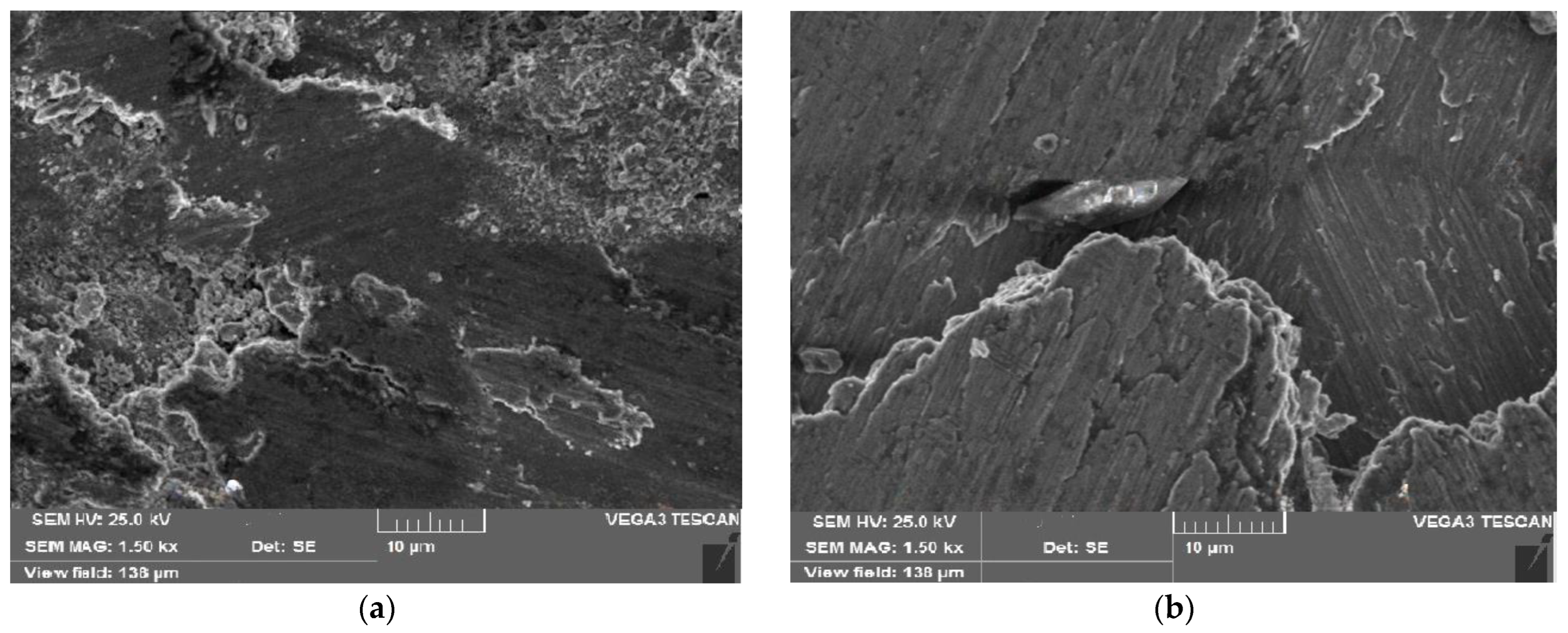
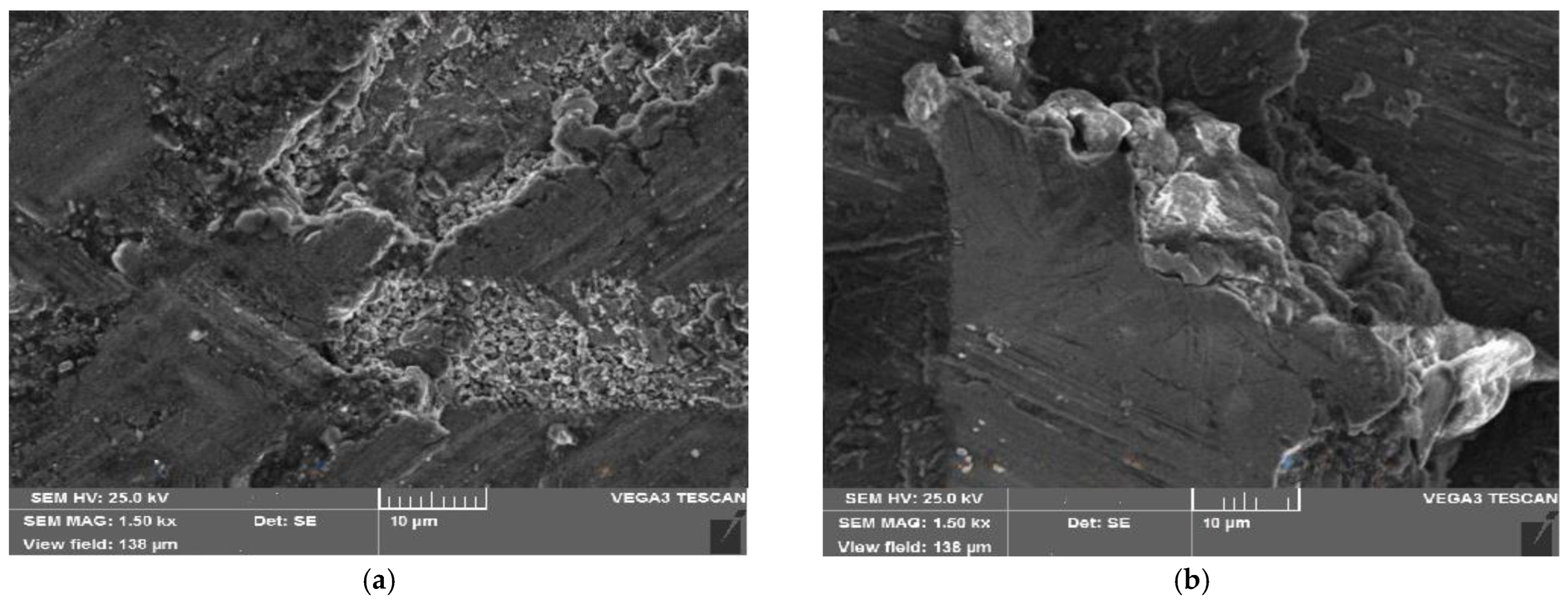
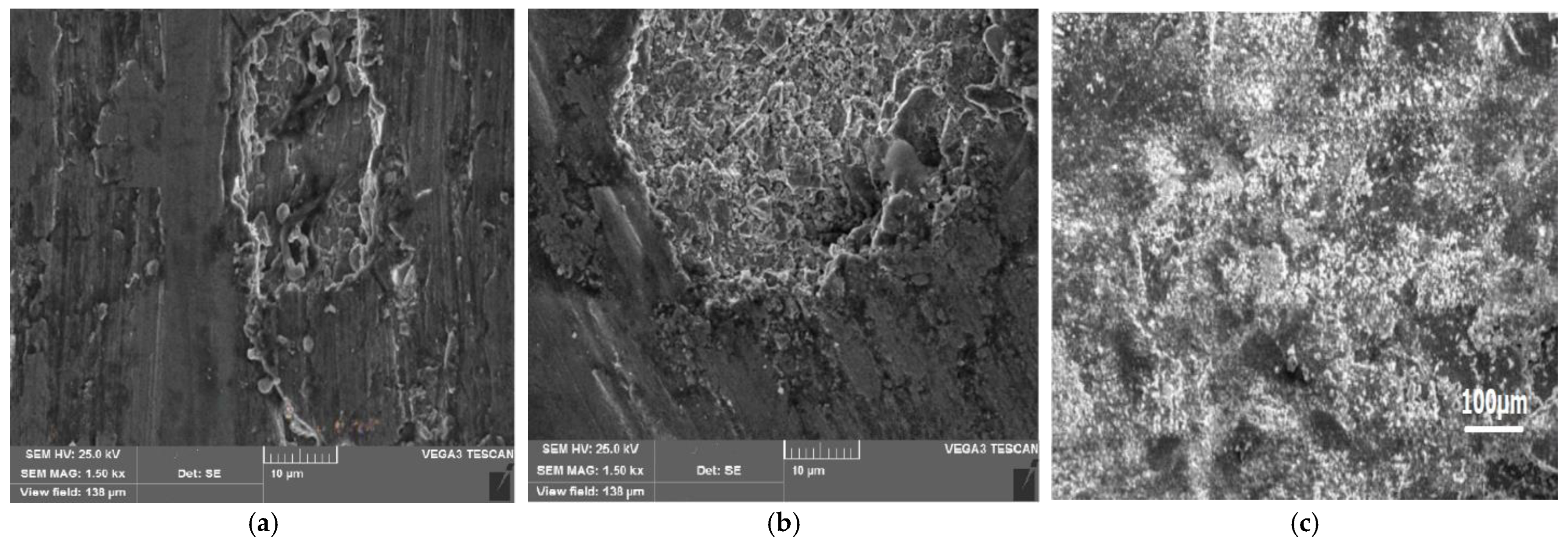
3.6. Worn Surface Morphology and COF under Various Parameters
4. Conclusions
- The inclusion of B4C and Gr elements prevented dislocation and increased the material’s hardness, wear resistance, and compressive characteristics.
- The mixed layer containing B4C and Gr decreased WL more effectively.
- The composites with 15 vol.% B4C and 20 vol.% Gr exhibited improved morphological, mechanical, and tribological characteristics.
- Wearing resistance was found to be related to hardness. Because of the inhomogeneous distribution of reinforcing elements on the worn surface, microhardness changes with SD.
- The distribution of the reinforcing components was uniform throughout the AA matrix, creating interface boundaries between them.
- The inclusion of B4C and Gr elements helped to prevent dislocation.
- The low wear loss and reduced COF of the composites mixed with B4C, and Gr layers demonstrated little aggregation of reinforced material, a dispersed graphite layer functioning as a solid lubricant, and higher B4C content producing thicker MML.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Singh, J.; Chauhan, A. Characterization of hybrid aluminum matrix composites for advanced applications—A review. J. Mater. Res. Technol. 2016, 5, 159–169. [Google Scholar] [CrossRef]
- Kala, H.; Mer, K.K.S.; Kumar, S. A Review on Mechanical and Tribological Behaviors of Stir Cast Aluminum Matrix Composites. Procedia Mater. Sci. 2014, 6, 1951–1960. [Google Scholar] [CrossRef]
- Bujari, S.S.; Kurahatti, R. Microstructure and Wear Behavior of B4C Particulates Reinforced Al-4.5%Cu Alloy Composites. IOSR J. Mech Civ. Eng. 2017, 4, 4–9. [Google Scholar] [CrossRef]
- Nie, C.; Gu, J.; Liu, J.; Zhang, D. Production of Boron Carbide Reinforced 2024 Aluminum Matrix Composites by Mechanical Alloying. Composites 2007, 48, 990–995. [Google Scholar] [CrossRef]
- Rohatgi, P.; Schultz, B.; Daoud, A.; Zhang, W. Tribological performance of A206 aluminum alloy containing silica sand particles. Tribol. Int. 2010, 43, 455–466. [Google Scholar] [CrossRef]
- Alizadeh, M. Effects of temperature and B4C content on the bonding properties of roll-bonded aluminum strips. J. Mater. Sci. 2012, 47, 4689–4695. [Google Scholar] [CrossRef]
- Ramesh, C.S.; Khan, A.R.A.; Ravikumar, N.; Savanprabhu, P. Prediction of wear coefficient of Al6061–TiO2 composites. Wear 2005, 259, 602–608. [Google Scholar] [CrossRef]
- Yilmaz, O.; Buytoz, S. Abrasive wear of Al2O3-reinforced aluminium-based MMCs. Compos. Sci. Technol. 2001, 61, 2381–2392. [Google Scholar] [CrossRef]
- Oñoro, J.; Salvador, M.D.; Cambronero, L.E.G. High-temperature mechanical properties of aluminium alloys reinforced with boron carbide particles. Mater. Sci. Eng. A 2009, 499, 421–426. [Google Scholar] [CrossRef]
- Chegini, M.; Fallahi, A.; Shaeri, M.H. Effect of Equal Channel Angular Pressing (ECAP) on Wear Behavior of Al-7075 Alloy. Procedia Mater. Sci. 2015, 11, 95–100. [Google Scholar] [CrossRef]
- Shanbhag, V.V.; Yalamoori, N.N.; Karthikeyan, S.; Ramanujam, R.; Venkatesan, K. Fabrication, Surface Morphology and Corrosion Investigation of Al 7075-Al2O3 Matrix Composite in Sea Water and Industrial Environment. Procedia Eng. 2014, 97, 607–613. [Google Scholar] [CrossRef]
- Prasanna, S.C.; Ramesh, C.; Manivel, R.; Manikandan, A. Preparation of Al6061-SiC with neem leaf ash in AMMCs by using stir casting method and evaluation of mechanical, wear properties and investigation on microstructures. Appl. Mech. Mater. 2017, 854, 115–120. [Google Scholar] [CrossRef]
- Alvandi, H.; Farmanesh, K. Microstructural and Mechanical Properties of Nano/Ultra-fine Structured 7075 Aluminum Alloy by Accumulative Roll-Bonding Process. Procedia Mater. Sci. 2015, 11, 17–23. [Google Scholar] [CrossRef]
- Suresh, S.; Moorthi, N.S.V. Process Development in Stir Casting and Investigation on Microstructures and Wear Behavior of TiB2 on Al6061 MMC. Procedia Eng. 2013, 64, 1183–1190. [Google Scholar] [CrossRef]
- Rana, H.G.; Badheka, V.J.; Kumar, A. Fabrication of Al7075/B4C Surface Composite by Novel Friction Stir Processing (FSP) and Investigation on Wear Properties. Procedia Technol. 2016, 23, 519–528. [Google Scholar] [CrossRef]
- Ramesh, C.S.; Swamy, N.R.P.; Chandrashekar, T. Effect of heat treatment on strength and abrasive wear behaviour of Al6061-SiCp composites. Bull. Mater. Sci. 2010, 33, 49–54. [Google Scholar]
- Umanath, K.; Selvamani, S.T.; Palanikumar, K.; Sabarikreeshwaran, R. Dry Sliding Wear Behaviour of AA6061-T6 Reinforced SiC and Al2O3 Particulate Hybrid Composites. Procedia Eng. 2014, 97, 694–702. [Google Scholar] [CrossRef]
- Yoo, S.C.; Kang, B.; Van Trinh, P.; Phuong, D.D.; Hong, S.H. Enhanced mechanical and wear properties of Al6061 alloy nanocomposite reinforced by CNT-template-grown core–shell CNT/SiC nanotubes. Sci. Rep. 2020, 10, 12896. [Google Scholar] [CrossRef]
- Sharif, E.M.; Karimzadeh, F.; Enayati, M.H. Fabrication and evaluation of mechanical and tribological properties of boron carbide reinforced aluminum matrix nanocomposites. Mater. Des. 2011, 32, 3263–3271. [Google Scholar] [CrossRef]
- Lawrance, C.A.; Prabhu, P.S. Stir Casting of in-situ Al 6061TiB2 Metal Matrix Composite Synthesized with Different Reaction Holding Times. Int. J. Eng. Res. Technol. IJERT 2015, 4, 449–453. [Google Scholar] [CrossRef]
- Ren, Y.; Huang, Z.; Wang, Y.; Zhou, Q.; Yang, T.; Li, Q.; Jia, Q.; Wang, H. Friction-induced rapid amorphization in a wear-resistant (CoCrNi)88Mo12 dual-phase medium-entropy alloy at cryogenic temperature. Compos. Part B Eng. 2023, 263, 110833. [Google Scholar] [CrossRef]
- Alaneme, K.K.; Aluko, A.O. Production and Age-Hardening Behavior of Borax Premixed SiC reinforced Al-Mg-Si alloy Composites developed by Double Stir-Casting Technique. West Indian J. Eng. 2012, 34, 80–85. [Google Scholar]
- Suresha, S.; Sridhara, B. Wear characteristics of hybrid aluminium matrix composites reinforced with graphite and silicon carbide particulates. Compos. Sci. Technol. 2010, 70, 1652–1659. [Google Scholar] [CrossRef]
- Uthayakumar, M.; Aravindan, S.; Rajkumar, K. Wear performance of Al–SiC–B4C hybrid composites under dry sliding conditions. Mater. Des. 2013, 47, 456–464. [Google Scholar] [CrossRef]
- Kumar, V.; Raja, K.; Chandrasekar, V.S.; Thulasiram, R. Thrust force evaluation and microstructure characterization of hybrid composites (Al7075/B4C/BN) processed by conventional casting technique. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 228. [Google Scholar] [CrossRef]
- Prabagaran SChandramohan, G.; Sundaram, P.S. Influence of Graphite on the Hardness and Wear behavior of AA6061–B4C Composite. Mater. Technol. 2018, 48, 661–667. [Google Scholar]
- Sharath, B.N.; Venkatesh, C.V.; Afzal, A.; Aslfattahi, N.; Aabid, A.; Baig, M.; Saleh, B. Multi Ceramic Particles Inclusion in the Aluminium Matrix and Wear Characterization through Experimental and Response Surface-Artificial Neural Networks. Materials 2021, 14, 2895. [Google Scholar] [CrossRef]
- Ravindranath, V.M.; Shankar, G.S.S.; Basavarajappa, S.; Kumar, N.G.S. Dry sliding Wear Behavior of Hybrid aluminum Metal Matrix composite reinforced with Boron carbide and graphite particles. Mater. Today Proc. 2017, 4, 11163–11167. [Google Scholar] [CrossRef]
- Sharath, B.; Madhu, K.; Venkatesh, C. Experimental Study on Dry Sliding Wear Behavior of Al-B4C-Gr Metal Matrix Composite at Different Temperatures. Appl. Mech. Mater. 2019, 895, 96–101. [Google Scholar] [CrossRef]
- Venkataraman, B.; Sundararajan, G. Correlation between the characteristics of the mechanically mixed layer and wear behavior of aluminium, Al-7075 alloy and Al-MMCs. Wear 2000, 245, 22–38. [Google Scholar] [CrossRef]
- Leng, J.; Jiang, L.; Wu, G.; Tian, S.; Chen, G. Effect of Graphite Particle Reinforcement on Dry Sliding Wear of SiC/Gr/Al Composites. Rare Met. Mater. Eng. 2009, 38, 1894–1898. [Google Scholar] [CrossRef]
- Nagaraju, S.B.; Somashekara, M.K.; Puttegowda, M.; Manjulaiah, H.; Kini, C.R.; Venkataramaiah, V.C. Effect of B4C/Gr on Hardness and Wear Behavior of Al2618 Based Hybrid Composites through Taguchi and Artificial Neural Network Analysis. Catalysts 2022, 12, 1654. [Google Scholar] [CrossRef]
- Ramanathan, A.; Krishnan, P.K.; Muraliraja, N. A review on the production of wear resistance model for the metal matrix composites, through stir casting, furnace design, properties, challenges, and research opportunities. J. Manuf. Process. 2019, 42, 213–245. [Google Scholar] [CrossRef]
- Thiyagarajan, T.; Subramanian, R.; Somasundaram Dharmalingam Achiappan Radhika, N.; Gowrisankar, A. Wear behavior of B4C reinforced hybrid aluminum matrix composites. Mater. Technol. 2014, 46, 497–501. [Google Scholar]
- Baradeswaran, A.; Vettivel, S.C.; Perumal, A.E.; Selvakumar, N.; Issac, R.F. Experimental investigation on mechanical behavior, modelling and optimization of wear parameters of B4C and graphite reinforced aluminium hybrid composites. Mater. Des. 2014, 63, 620–632. [Google Scholar] [CrossRef]
- ASTM E384-10; Standard Test Method for Microindentation Hardness of Materials. ASTM: West Conshohocken, PA, USA, 2010.
- Thirumalai, T.; Subramanian, R.; Kumaran, S. Production and characterization of hybrid aluminum matrix composites reinforced with boron carbide (B4C) and graphite. J. Sci. Ind. Res. 2014, 73, 667–670. [Google Scholar]
- ASTM-E9; International. Standard Test Methods of Compression Testing of Metallic Mate Rials at Room Temperature. ASTM: West Conshohocken, PA, USA, 2009.
- Karthe, M.; Karuppusamy, S.; Sureshkumar, B.; Ali, A.N. Mechanical and wear properties of Al7075-B4C–Gr metal matrix composites fabricated by the using stir casting method. Mater. Today Proc. 2023, 77, 389–393. [Google Scholar] [CrossRef]
- ASTM G99-17; Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus. ASTM: West Conshohocken, PA, USA, 2017.
- Narayan, S.; Rajeshkannan, A. Hardness, tensile and impact behaviour of hot forged aluminium metal matrix composites. J. Mater. Res. Technol. 2017, 6, 213–219. [Google Scholar] [CrossRef]
- Bodunrin, M.O.; Alaneme, K.K.; Chown, L.H. Aluminium matrix hybrid composites: A review of reinforcement philosophies; mechanical, corrosion and tribological characteristics. J. Mater. Res. Technol. 2015, 4, 434–445. [Google Scholar] [CrossRef]
- Ramadoss, N.; Pazhanivel, K.; Anbuchezhiyan, G. Synthesis of B4C and BN reinforced Al7075 hybrid composites using stir casting method. J. Mater. Res. Technol. 2020, 9, 6297–6304. [Google Scholar] [CrossRef]
- Nasr, A.A. Thermal protection of a vertical plate using ethylene glycol film cooling flowing down on a vertical plate. J. Umm Al-Qura Univ. Eng. Archit. 2023, 14, 135–141. [Google Scholar] [CrossRef]
- Shorowordi, K.M.; Laoui, T.; Haseeb, A.S.M.A.; Celis, J.P.; Froyen, L. Microstructure and interface characteristics of B4C, SiC and Al2O3 reinforced Al matrix composites: A comparative study. J. Mater. Process. Technol. 2003, 142, 738–743. [Google Scholar] [CrossRef]
- Basavarajappa, S.; Chandramohan, G. Wear Studies on Metal Matrix Composites: A Taguchi Approach. J. Mater. Sci. Technol. 2009, 21, 845–850. [Google Scholar]
- Canakci, A.; Arslan, F.; Yasar, I. Pre-treatment process of B4C particles to improve incorporation into molten AA2014 alloy. J. Mater. Sci. 2007, 42, 9536–9542. [Google Scholar] [CrossRef]
- Patdar, D.; Rana, R.S. Effect of B4C particle reinforcement on the various properties of aluminium matrix composites: A survey paper. Mater. Today Proc. 2017, 4, 2981–2988. [Google Scholar] [CrossRef]
- Alam, M.T.; Ansari, A.H. X-ray diffraction analysis and microstructural examination of Al-SiC composite fabricated by stir casting. Int. J. Sci. Technol. Manag. 2015, 4, 941–956. [Google Scholar]
- Singh, N.; Belokar, R.M. Tribological behavior of aluminum and magnesium-based hybrid metal matrix composites: A state-of-art review. Mater. Today Proc. 2021, 44, 460–466. [Google Scholar] [CrossRef]
- Baradeswaran, A. Elaya Perumal Influence of B4C on the tribological and mechanical properties of Al 7075-B4C composites. Compos. Part B Eng. 2013, 54, 146–152. [Google Scholar] [CrossRef]
- Sharma, S.; Goyal, A.; Bharadwaj, P.; Oza, A.D.; Pandey, A. Application of metal matrix composite fabricated by reinforcement materials—A review. Mater. Today Proc. 2023, in press. [Google Scholar] [CrossRef]
- Yang, H.; Jiang, L.; Balog, M.; Krizik, P.; Schoenung, J.M. Reinforcement Size Dependence of Load Bearing Capacity in Ultrafine-Grained Metal Matrix Composites. Metall. Mater. Trans. A 2017, 48, 4385–4392. [Google Scholar] [CrossRef]
- Softah, G.J. Characterization and Performance Study of DCMD in Different Configurations after Membrane Thermal 505 Treatment. J. Umm Al-Qura Univ. Eng. Archit. 2020, 11, 33–38. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mg | Cu | Si | Ti | Fe | Mn | Al |
|---|---|---|---|---|---|---|
| 0.84 | 0.33 | 0.76 | 0.02 | 0.14 | 0.29 | 97.61 |
| Material | Theoretical Density (g/cm3) | Observed Density (g/cm3) | % Deviation |
|---|---|---|---|
| AA | 2.6500 | 2.6490 | 0.0377 |
| AA/5% B4C/10% Gr | 2.6112 | 2.6083 | 0.1131 |
| AA/10% B4C/15% Gr | 2.581 | 2.575 | 0.231 |
| AA/10% B4C/20% Gr | 2.562 | 2.5588 | 0.1232 |
| AA/15% B4C/20% Gr | 2.532 | 2.5288 | 0.1251 |
| No. | Sliding Speed in m/s | Weight Loss in gm | |||
|---|---|---|---|---|---|
| AA | AA6061/5B4C/10Gr | AA6061/10B4C/15Gr | AA6061/15B4C/20Gr | ||
| 1 | 2 | 0.037 | 0.0342 | 0.0321 | 0.028 |
| 2 | 4 | 0.039 | 0.0359 | 0.0345 | 0.033 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yunus, M.; Alfattani, R. Assessment of Mechanical and Tribological Behavior of AA6061 Reinforced with B4C and Gr Hybrid Metal Matrix Composites. Coatings 2023, 13, 1653. https://doi.org/10.3390/coatings13091653
Yunus M, Alfattani R. Assessment of Mechanical and Tribological Behavior of AA6061 Reinforced with B4C and Gr Hybrid Metal Matrix Composites. Coatings. 2023; 13(9):1653. https://doi.org/10.3390/coatings13091653
Chicago/Turabian StyleYunus, Mohammed, and Rami Alfattani. 2023. "Assessment of Mechanical and Tribological Behavior of AA6061 Reinforced with B4C and Gr Hybrid Metal Matrix Composites" Coatings 13, no. 9: 1653. https://doi.org/10.3390/coatings13091653
APA StyleYunus, M., & Alfattani, R. (2023). Assessment of Mechanical and Tribological Behavior of AA6061 Reinforced with B4C and Gr Hybrid Metal Matrix Composites. Coatings, 13(9), 1653. https://doi.org/10.3390/coatings13091653