
Effects of Fibre-Reinforced Plastic Wedge-Stick Slope on the Performance of Wind-Turbine Blade Root Connections

Abstract
1. Introduction
2. Materials and Methods
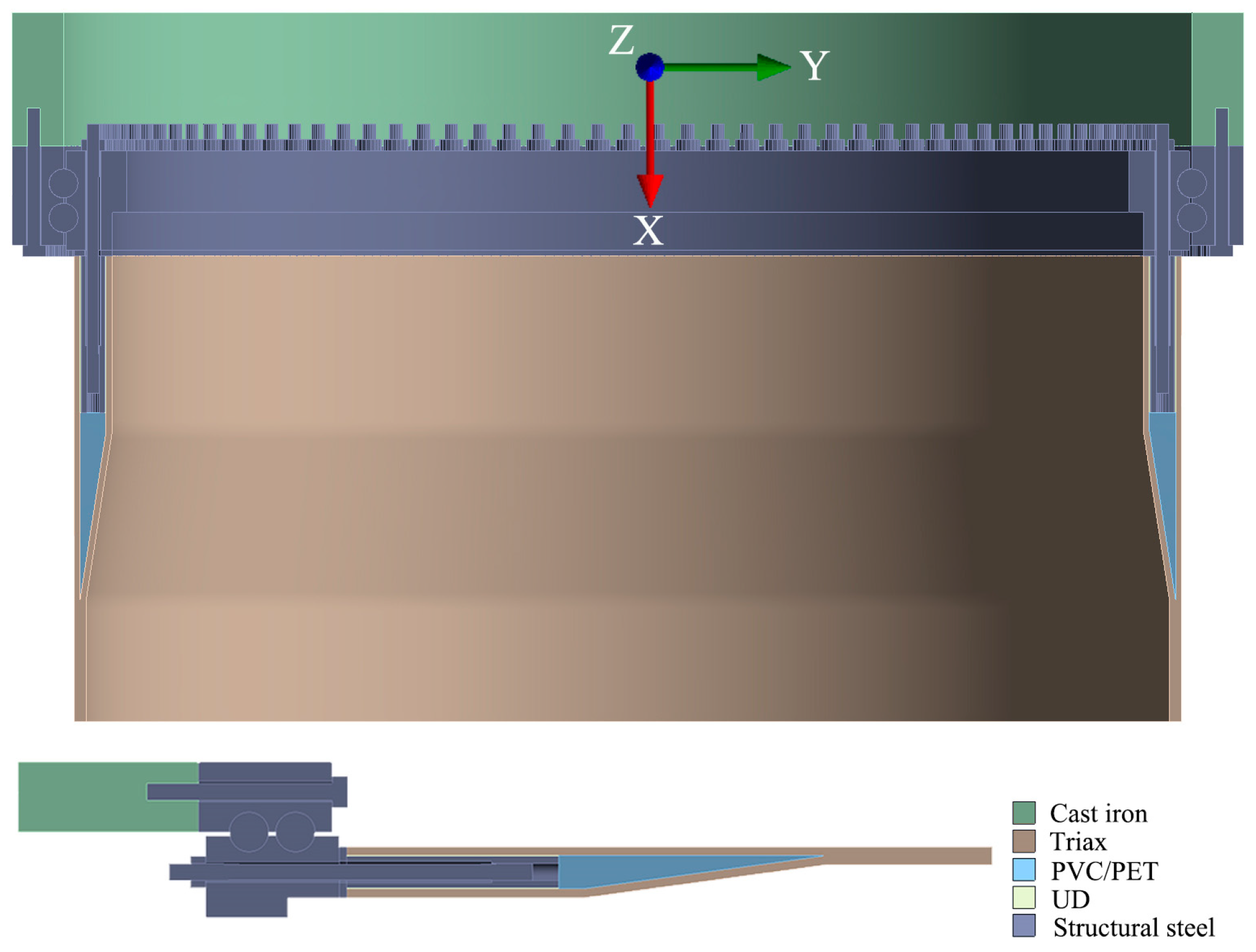
2.1. Establishment of a Finite Element Model
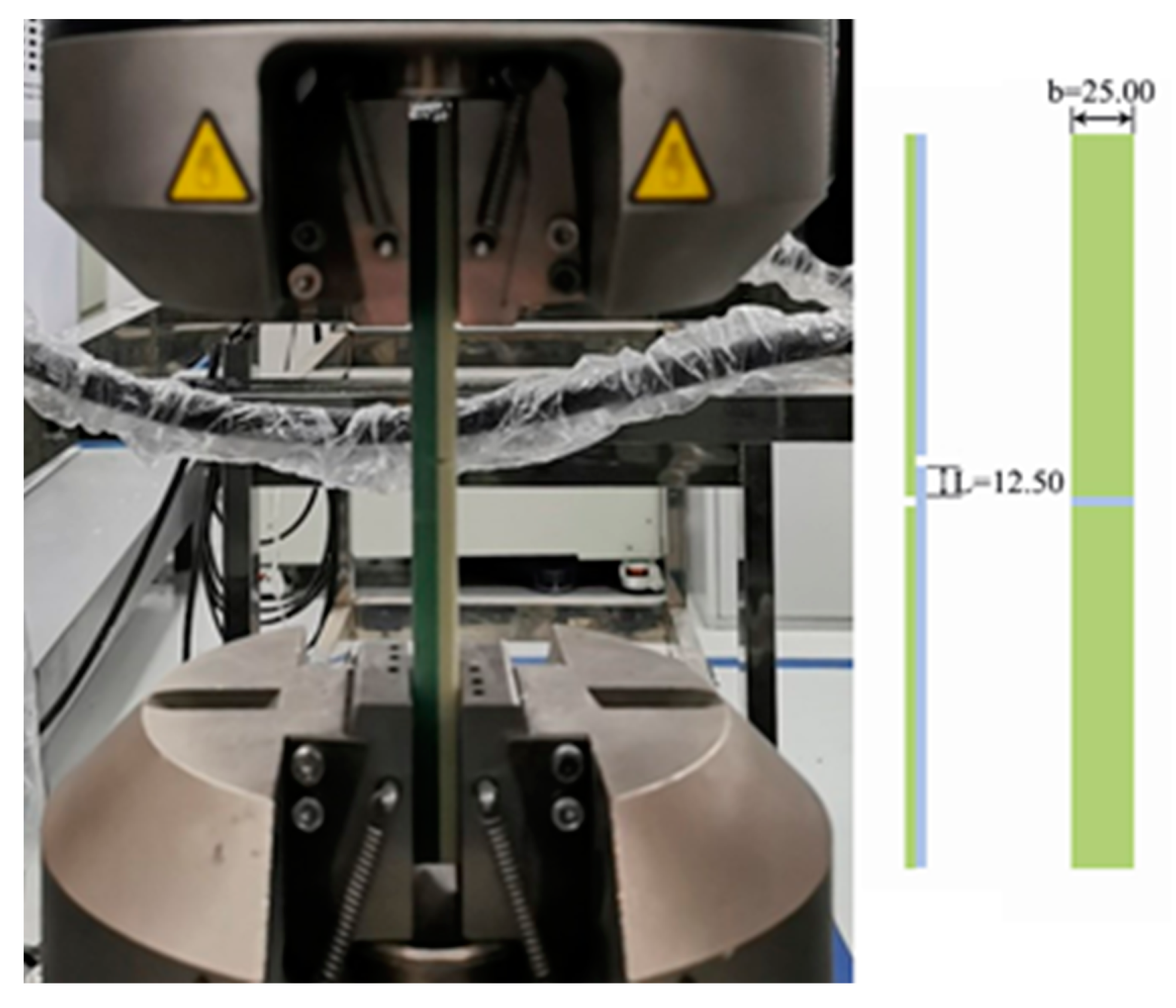
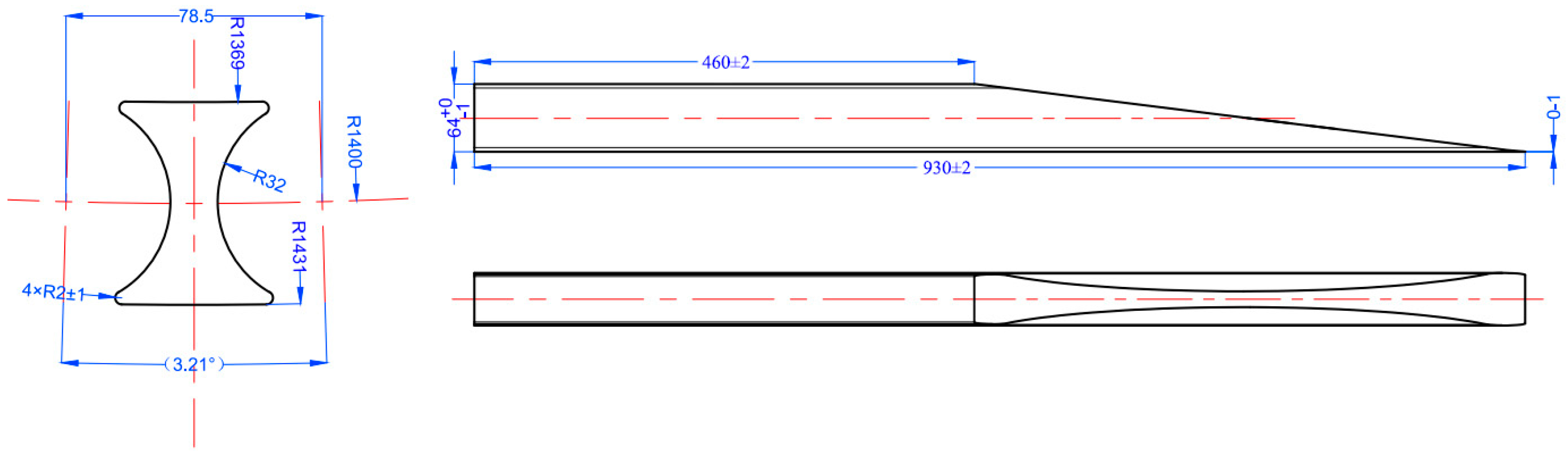
2.2. Sample Test and Full-Size Blade Test
3. Results
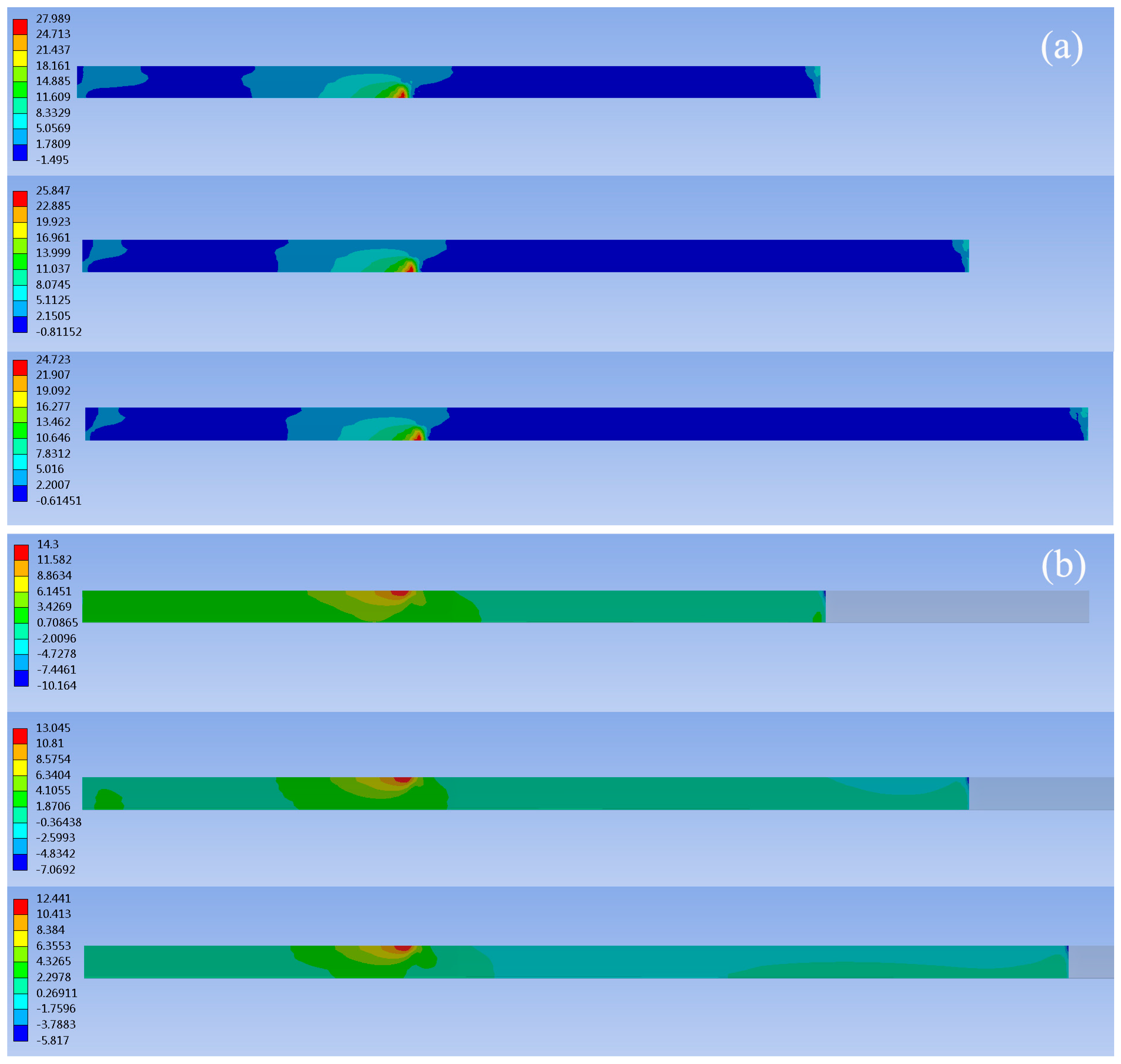
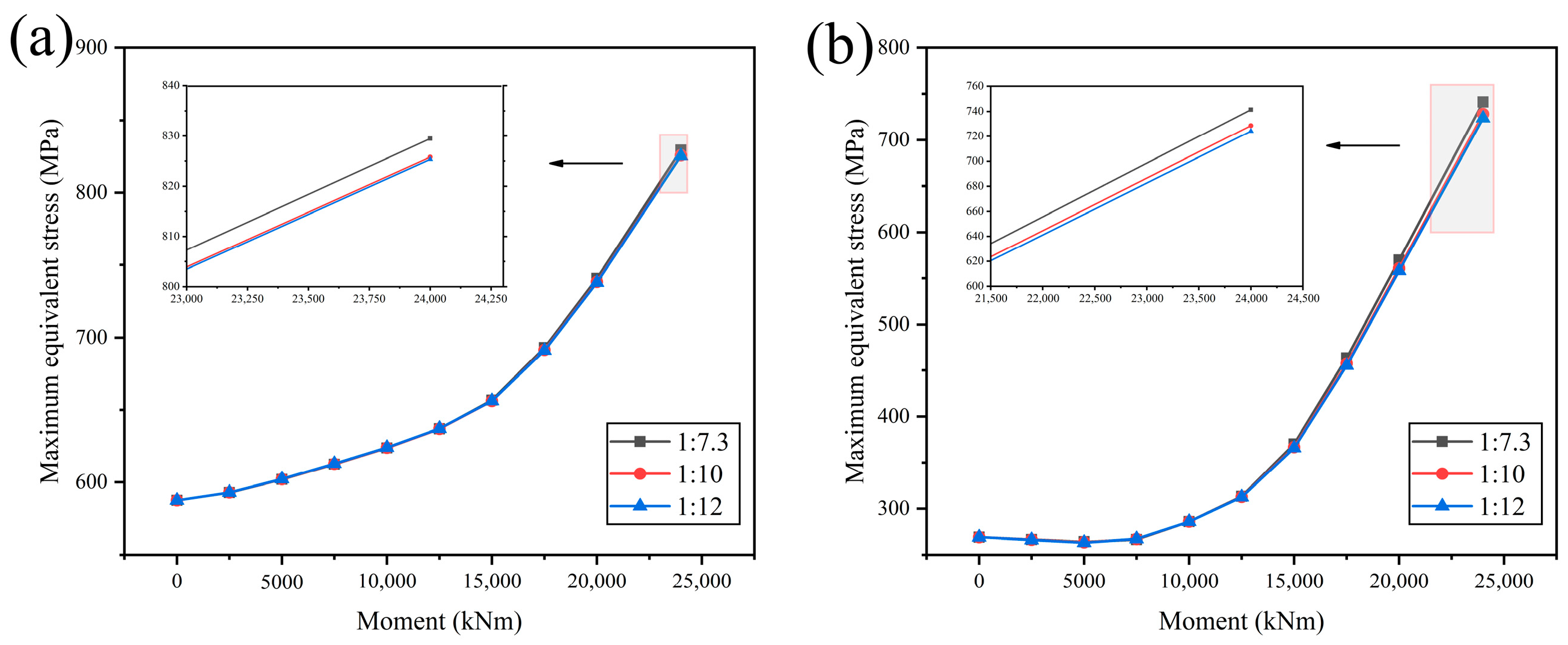
3.1. Finite Element Analysis of the FRP Wedge-Stick
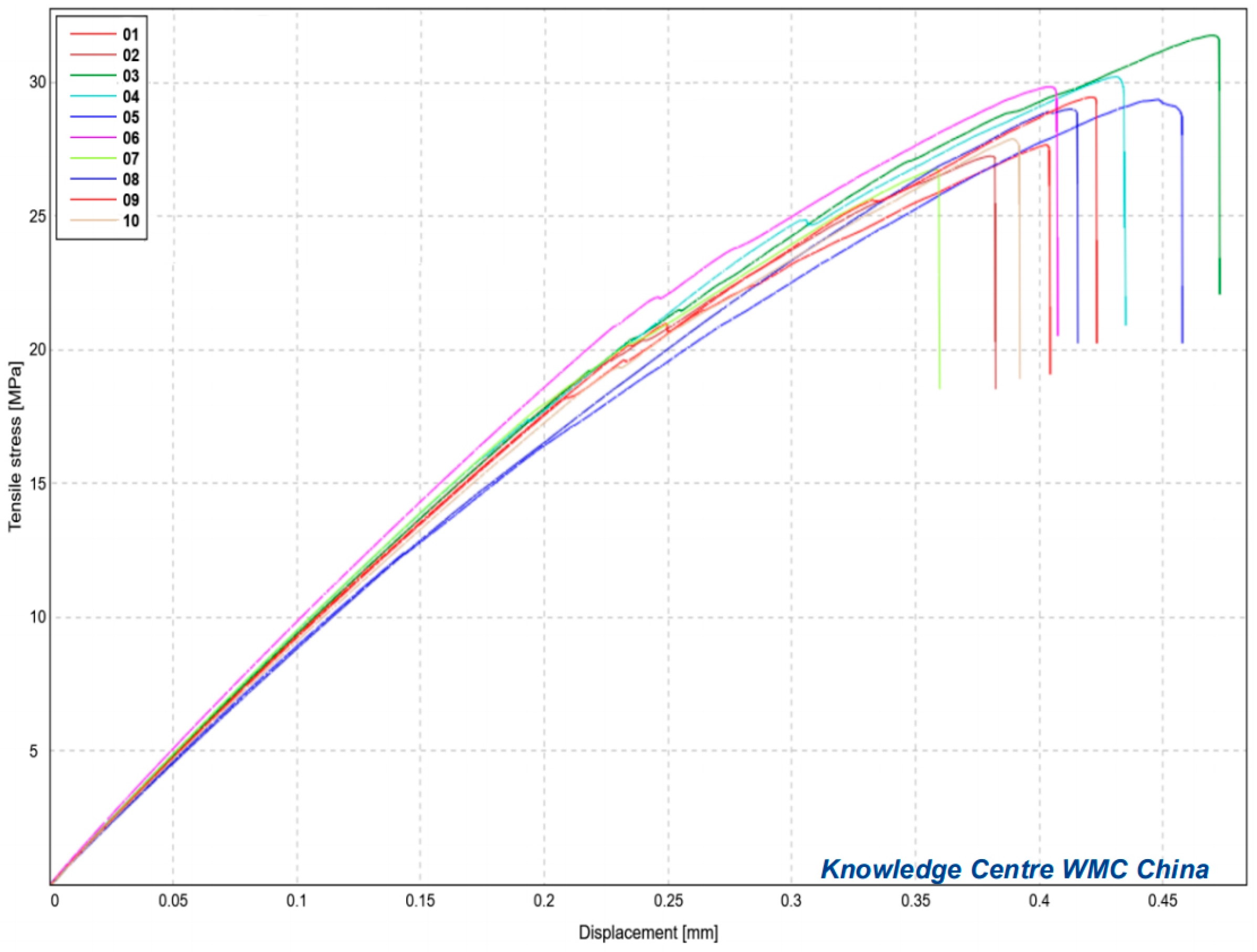
3.2. Testing of Sample Parts
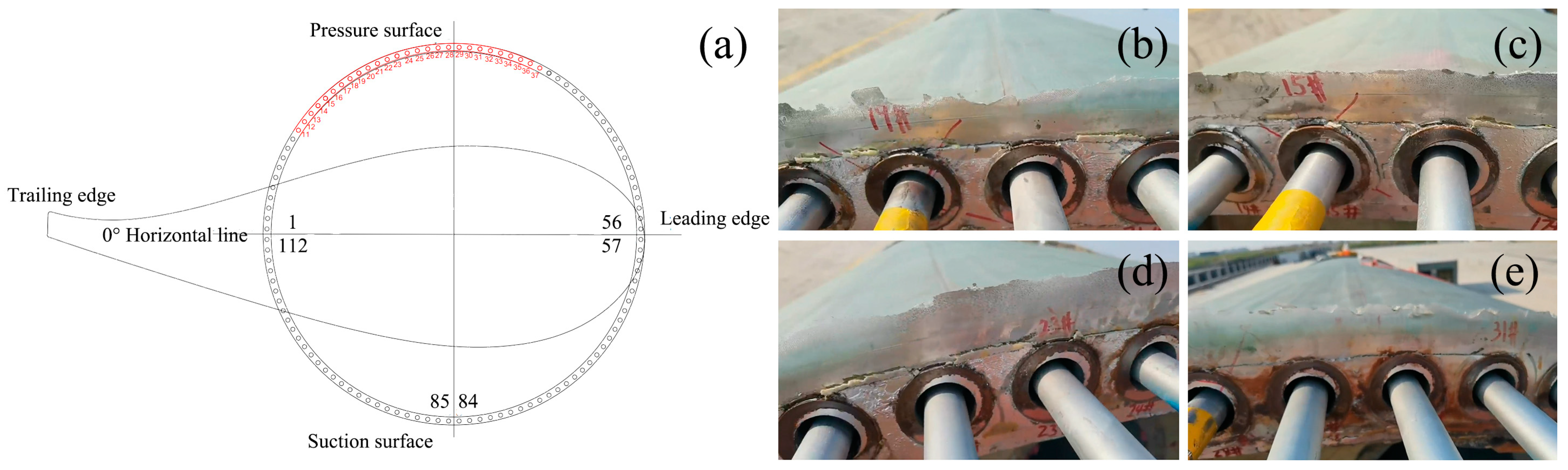
3.3. Testing of Blade Root
4. Conclusions
- Decreasing the inclined-surface slope of the FRP wedge-stick could effectively improve the strength and stability of the blade root and improve the service life and reliability of the blade;
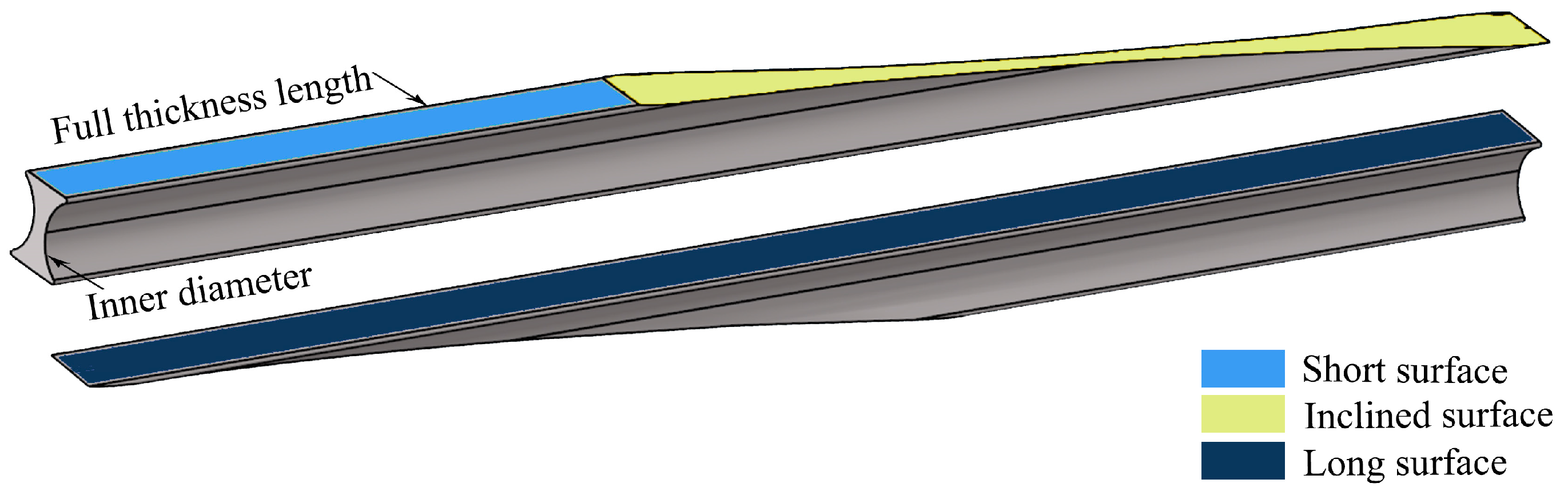
- The maximum shear stress of the FRP wedge-stick is located on the long surface, at the end position on the tip side of the bushing;
- Extending the inclined surface has a small contribution to reducing the maximum equivalent stress on the bolt and bushing;
- The effects of other sizes of the FRP wedge-stick, such as the inner diameter and full thickness length, and changes in the overall structure of the bushing insert cannot be ignored. Currently, the single-inclined transition mode is the most commonly used for FRP wedge-sticks. In the near future, a multi-inclined transition mode and even improved designs for FRP wedge-sticks could be developed.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Msigwa, G.; Ighalo, J.O.; Yap, P.S. Considerations on environmental, economic, and energy impacts of wind energy generation: Projections towards sustainability initiatives. Sci. Total Environ. 2022, 849, 157755. [Google Scholar] [CrossRef] [PubMed]
- Amano, R.S. Review of wind turbine research in 21st century. J. Energy Resour. Technol. 2017, 139, 050801. [Google Scholar] [CrossRef]
- Kaewniam, P.; Cao, M.; Alkayem, N.F.; Li, D.; Manoach, E. Recent advances in damage detection of wind turbine blades: A state-of-the-art review. Renew. Sustain. Energy Rev. 2022, 167, 112723. [Google Scholar] [CrossRef]
- He, J.-K. China’s INDC and non-fossil energy development. Adv. Clim. Change Res. 2015, 6, 210–215. [Google Scholar] [CrossRef]
- Kling, A.; Sørensen, J.D. Scale-up of wind turbine blades—Changes in failure type. In Proceedings of the European Wind Energy Conference and Exhibition 2012, Copenhagen, Denmark, 16–19 April 2012. [Google Scholar]
- Mishnaevsky, L. Root causes and mechanisms of failure of wind turbine blades: Overview. Materials 2022, 15, 2959. [Google Scholar] [CrossRef] [PubMed]
- Mourad, A.H.I.; Almomani, A.; Ahmad Sheikh, I.; Elsheikh, A.H. Failure analysis of gas and wind turbine blades: A review. Eng. Fail. Anal. 2023, 146, 107107. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, L. A review of failure modes, condition monitoring and fault diagnosis methods for large-scale wind turbine bearings. Measurement 2020, 149, 107002. [Google Scholar] [CrossRef]
- Luo, K.; Chen, L.; Liang, W. Structural health monitoring of carbon fiber reinforced polymer composite laminates for offshore wind turbine blades based on dual maximum correlation coefficient method. Renew. Energy 2022, 201, 1163–1175. [Google Scholar] [CrossRef]
- Xu, M.; Li, J.; Wang, S.; Yang, N.; Hao, H. Damage detection of wind turbine blades by Bayesian multivariate cointegration. Ocean Eng. 2022, 258, 111603. [Google Scholar] [CrossRef]
- Chou, J.-S.; Chiu, C.-K.; Huang, I.-K.; Chi, K.-N. Failure analysis of wind turbine blade under critical wind loads. Eng. Fail. Anal. 2013, 27, 99–118. [Google Scholar] [CrossRef]
- Chen, X.; Zhao, W.; Zhao, X.L.; Xu, J.Z. Preliminary failure investigation of a 52.3 m glass/epoxy composite wind turbine blade. Eng. Fail. Anal. 2014, 44, 345–350. [Google Scholar] [CrossRef]
- Wang, J.; Huang, X.; Wei, C.; Zhang, L.; Li, C.; Liu, W. Failure analysis at trailing edge of a wind turbine blade through subcomponent test. Eng. Fail. Anal. 2021, 130, 105596. [Google Scholar] [CrossRef]
- Jones, S.M.; Rehfeld, N.; Schreiner, C.; Dyer, K. The Development of a Novel Thin Film Test Method to Evaluate the Rain Erosion Resistance of Polyaspartate-Based Leading Edge Protection Coatings. Coatings 2023, 13, 1849. [Google Scholar] [CrossRef]
- Frost-Jensen Johansen, N.; Mishnaevsky, L.; Dashtkar, A.; Williams, N.A.; Fæster, S.; Silvello, A.; Cano, I.G.; Hadavinia, H. Nanoengineered Graphene-Reinforced Coating for Leading Edge Protection of Wind Turbine Blades. Coatings 2021, 11, 1104. [Google Scholar] [CrossRef]
- Lee, H.G.; Kang, M.G.; Park, J. Fatigue failure of a composite wind turbine blade at its root end. Compos. Struct. 2015, 133, 878–885. [Google Scholar] [CrossRef]
- Zheng, T.; Chen, N.-Z. Time-domain fatigue assessment for blade root bolts of floating offshore wind turbine (FOWT). Ocean Eng. 2022, 262, 112201. [Google Scholar] [CrossRef]
- Zheng, T.; Chen, N.-Z.; Yuan, L. Structural strength assessment for thin-walled blade root joint of floating offshore wind turbine (FOWT). Thin Walled Struct. 2023, 191, 111057. [Google Scholar] [CrossRef]
- Verma, A.S.; Jiang, Z.; Vedvik, N.P.; Gao, Z.; Ren, Z. Impact assessment of a wind turbine blade root during an offshore mating process. Eng. Struct. 2019, 180, 205–222. [Google Scholar] [CrossRef]
- Ha, K. Reduction of stress concentration factor (SCF) on the bolted joint connection for a large wind turbine rotor blade through various design modifications. Appl. Sci. 2020, 10, 6588. [Google Scholar] [CrossRef]
- Hosseini-Toudeshky, H.; Jahanmardi, M.; Goodarzi, M.S. Progressive debonding analysis of composite blade root joint of wind turbines under fatigue loading. Compos. Struct. 2015, 120, 417–427. [Google Scholar] [CrossRef]
- Camargo, M.V.d.; Christoforo, A.L.; Barcarolo, L.R.d.V.; Moura, J.D.d.M. Experimental Analysis of the Performance of Doweled Connections Reinforced with Glass-Fiber-Reinforced Polymer (GFRP) in Wood Pinus spp. Forests 2023, 14, 931. [Google Scholar] [CrossRef]
- Khelifa, M.; Khennane, A.; Oudjene, M. Modelling of Strengthened Steel Connections under Static and Cyclic Loading. Buildings 2022, 12, 1962. [Google Scholar] [CrossRef]
- Faudree, M.C.; Uchida, H.T.; Kimura, H.; Kaneko, S.; Salvia, M.; Nishi, Y. Advances in Titanium/Polymer Hybrid Joints by Carbon Fiber Plug Insert: Current Status and Review. Materials 2022, 15, 3220. [Google Scholar] [CrossRef]
- EN 1465-2009; Adhesives—Determination of Tensile Lap-Shear Strength of Rigid-to-Rigid Bonded Assemblies. European Committee for Standardization: Brussels, Belgium, 2009.
- ISO 2768-1; General Tolerances—Part 1: Tolerances for Linear and Angular Dimensions without Individual Tolerance Indications. ISO, International Organization for Standardization: Geneva, Switzerland, 1989.
- ISO 2768-2; General Tolerances—Part 2: Geometrical Tolerances for Features without Individual Tolerance Indications. ISO, International Organization for Standardization: Geneva, Switzerland, 1989.
- GB/T 8923.1-2011; Preparation of Steel Substrates before Application of Paints and Related Products—Visual Assessment of Surface Cleanliness—Part 1: Rust Grades Andpreparation Grades of Uncoated Steel Substrates and of Steel Substrates after Overall Removal of Previous Coatings. Standardization Administration of China: Beijing, China, 2011.
- IEC-61400-23; Wind Turbines—Part 23: Full-Scale Structural Testing of Rotor Blades. International Electrotechnical Commission: Geneva, Switzerland, 2014.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Description | Item | Description |
|---|---|---|---|
| Blade length | 84.5 m | Root connection type | Bushing insert type |
| Blade circle diameter | 2800 mm | Number of bolts/nuts | 112 ea. |
| Thread size | M36 | Bushing diameter | 62 mm |
| Bolt length | 705 mm | Bushing length | 410 mm |
| Bolt/bushing/nut grade | 10.9 | External/Internal diameter of blade root | 2900/2700 mm |
| Bearing thickness | 259 mm | Blade root flange thickness | 15 mm |
| Bolt pretension | 375 kN | Maximum axial force at each bolt joint | 306 kN |
| Part | Material |
|---|---|
| Bolt/bushing/nut/flange/inner and outer pitch bearing | Structural steel |
| Hub | Cast iron |
| FRP wedge-stick | Pultrusion UD |
| Roving | UD fibre |
| PVC/PET insert | PVC |
| Outer and inner of the blade root | Triax fibre |
| Material | Ex/MPa | Ey/MPa | Ez/MPa | Vxy | Vxz | Vyz | Gxy/MPa | Gxz/MPa | Gyz/MPa |
|---|---|---|---|---|---|---|---|---|---|
| Triax fibre | 34,000 | 13,500 | 11,500 | 0.470 | 0.300 | 0.300 | 8000 | 4000 | 4000 |
| Pultrusion UD | 50,000 | 14,000 | 11,500 | 0.300 | 3600 | 1300 | 1300 | ||
| UD fibre | 40,000 | 12,000 | 11,500 | 0.300 | 3600 | 1300 | 1300 | ||
| PVC | 60 | 0.300 | 20 | ||||||
| Structural steel | 210,000 | 0.300 | 80,769 | ||||||
| Cast iron | 169,000 | 0.275 | 66,275 | ||||||
| Identification | b/mm | L/mm | F/kN | τ/MPa |
|---|---|---|---|---|
| 01 | 25.03 | 12.347 | 8.551 | 27.67 |
| 02 | 24.94 | 12.217 | 8.302 | 27.25 |
| 03 | 24.93 | 12.759 | 10.103 | 31.76 |
| 04 | 24.98 | 12.471 | 9.413 | 30.22 |
| 05 | 24.84 | 12.340 | 9.002 | 29.37 |
| 06 | 25.17 | 12.570 | 9.440 | 29.84 |
| 07 | 25.09 | 12.367 | 8.297 | 26.74 |
| 08 | 24.87 | 12.387 | 8.935 | 29.00 |
| 09 | 24.98 | 12.467 | 9.172 | 29.45 |
| 10 | 24.95 | 12.541 | 8.727 | 27.89 |
| Mean | 24.98 | 12.447 | 8.994 | 28.92 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, Y.; Qu, Y.; Hu, C.; Qi, P.; Liu, H.; Li, J. Effects of Fibre-Reinforced Plastic Wedge-Stick Slope on the Performance of Wind-Turbine Blade Root Connections. Coatings 2024, 14, 129. https://doi.org/10.3390/coatings14010129
Sun Y, Qu Y, Hu C, Qi P, Liu H, Li J. Effects of Fibre-Reinforced Plastic Wedge-Stick Slope on the Performance of Wind-Turbine Blade Root Connections. Coatings. 2024; 14(1):129. https://doi.org/10.3390/coatings14010129
Chicago/Turabian StyleSun, Yuanrong, Yihang Qu, Congli Hu, Peiyu Qi, Huawei Liu, and Jianbo Li. 2024. "Effects of Fibre-Reinforced Plastic Wedge-Stick Slope on the Performance of Wind-Turbine Blade Root Connections" Coatings 14, no. 1: 129. https://doi.org/10.3390/coatings14010129
APA StyleSun, Y., Qu, Y., Hu, C., Qi, P., Liu, H., & Li, J. (2024). Effects of Fibre-Reinforced Plastic Wedge-Stick Slope on the Performance of Wind-Turbine Blade Root Connections. Coatings, 14(1), 129. https://doi.org/10.3390/coatings14010129