
Influence of Heat Treatment on Microstructure and Mechanical Properties of Laser Cladding Coatings



Abstract
:1. Introduction
2. Materials and Methods
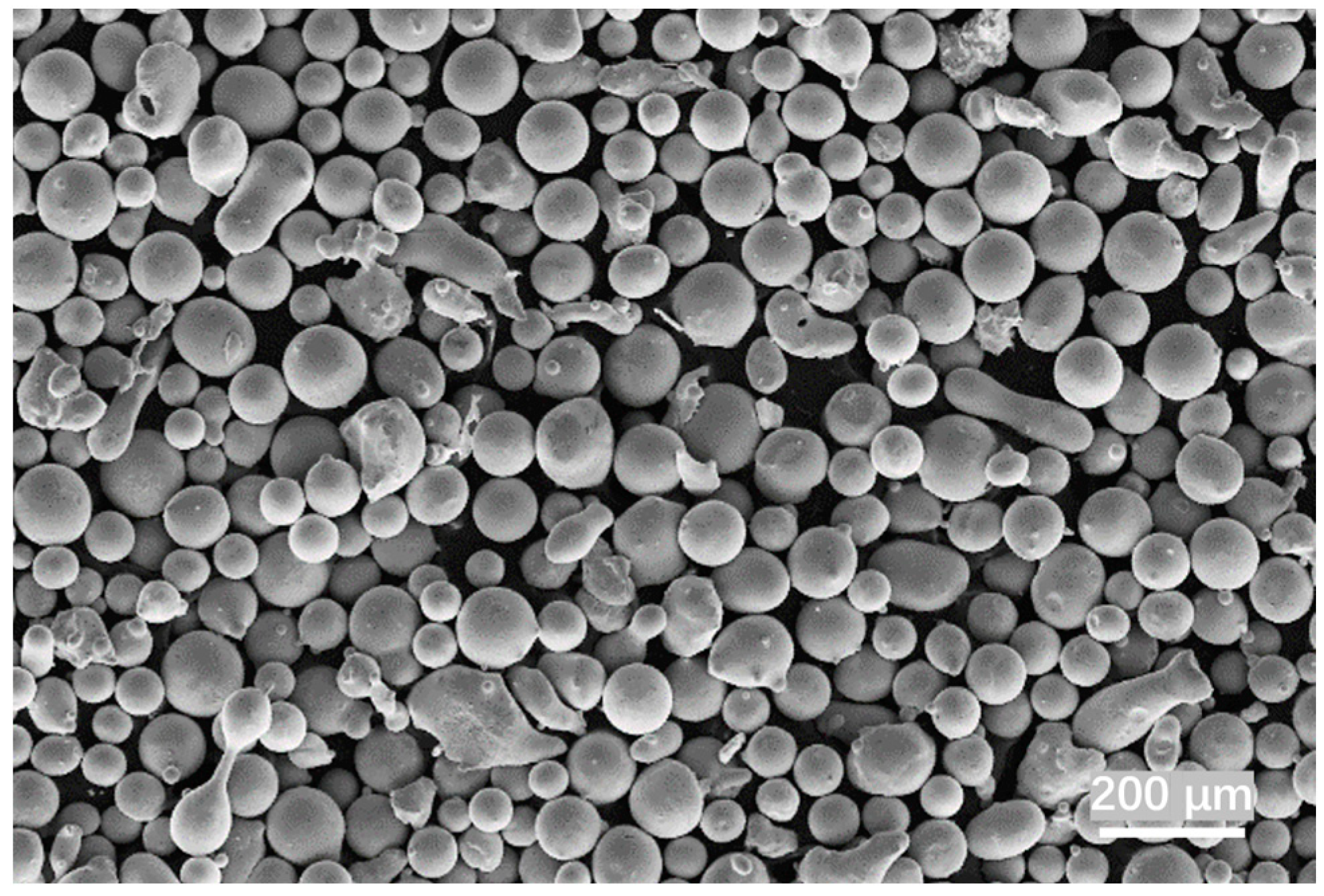
2.1. Experimental Equipment and Materials
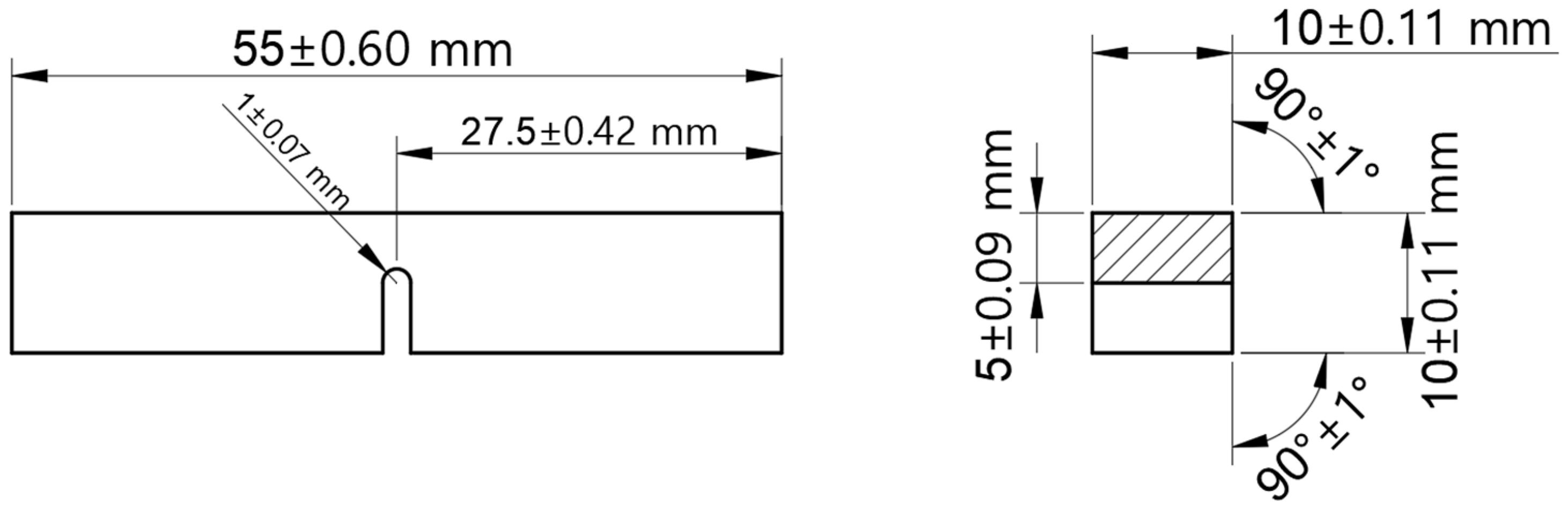
2.2. Experimental Methods
3. Results and Discussion
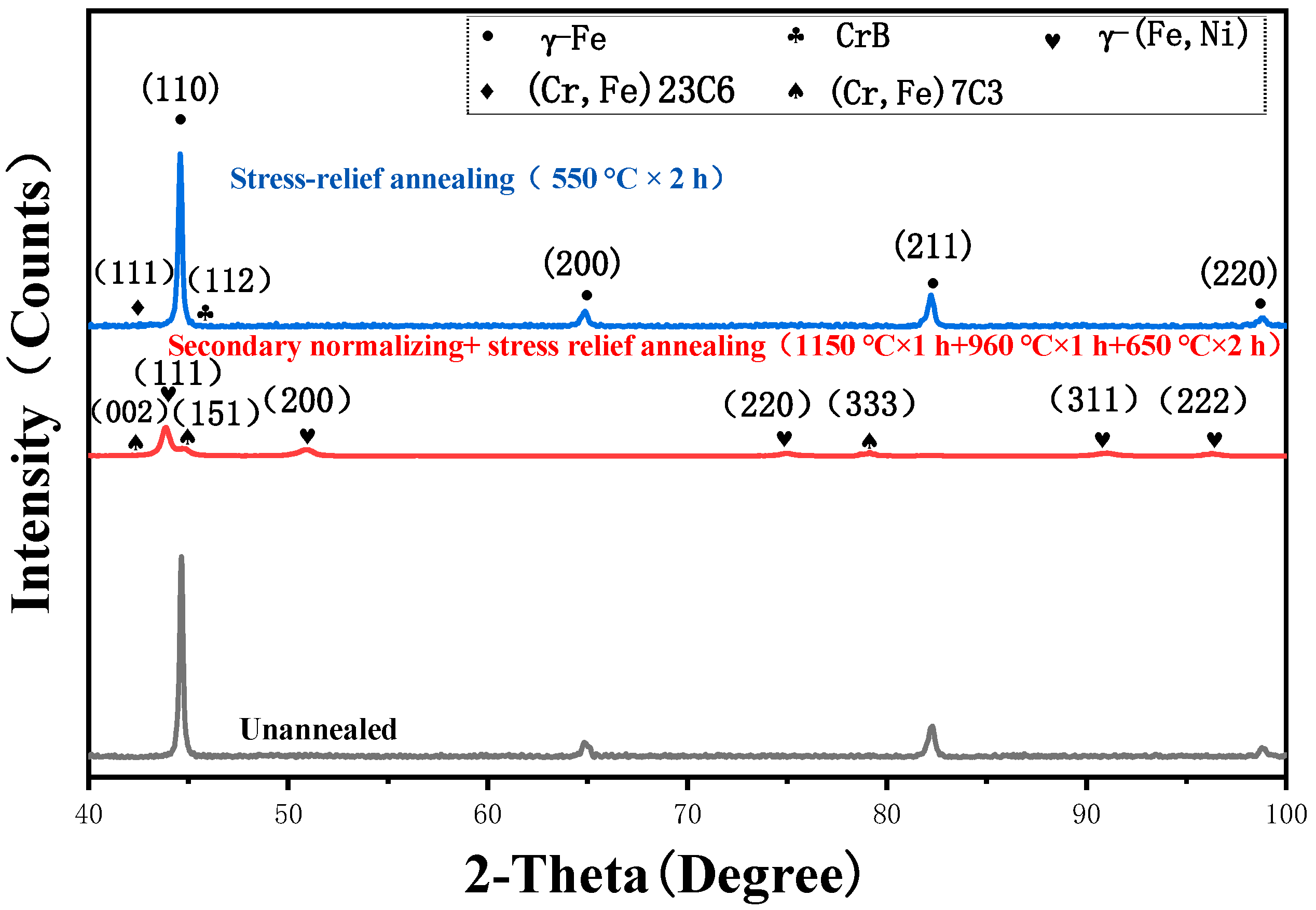
3.1. Microstructural Analysis
3.2. Mechanical Properties
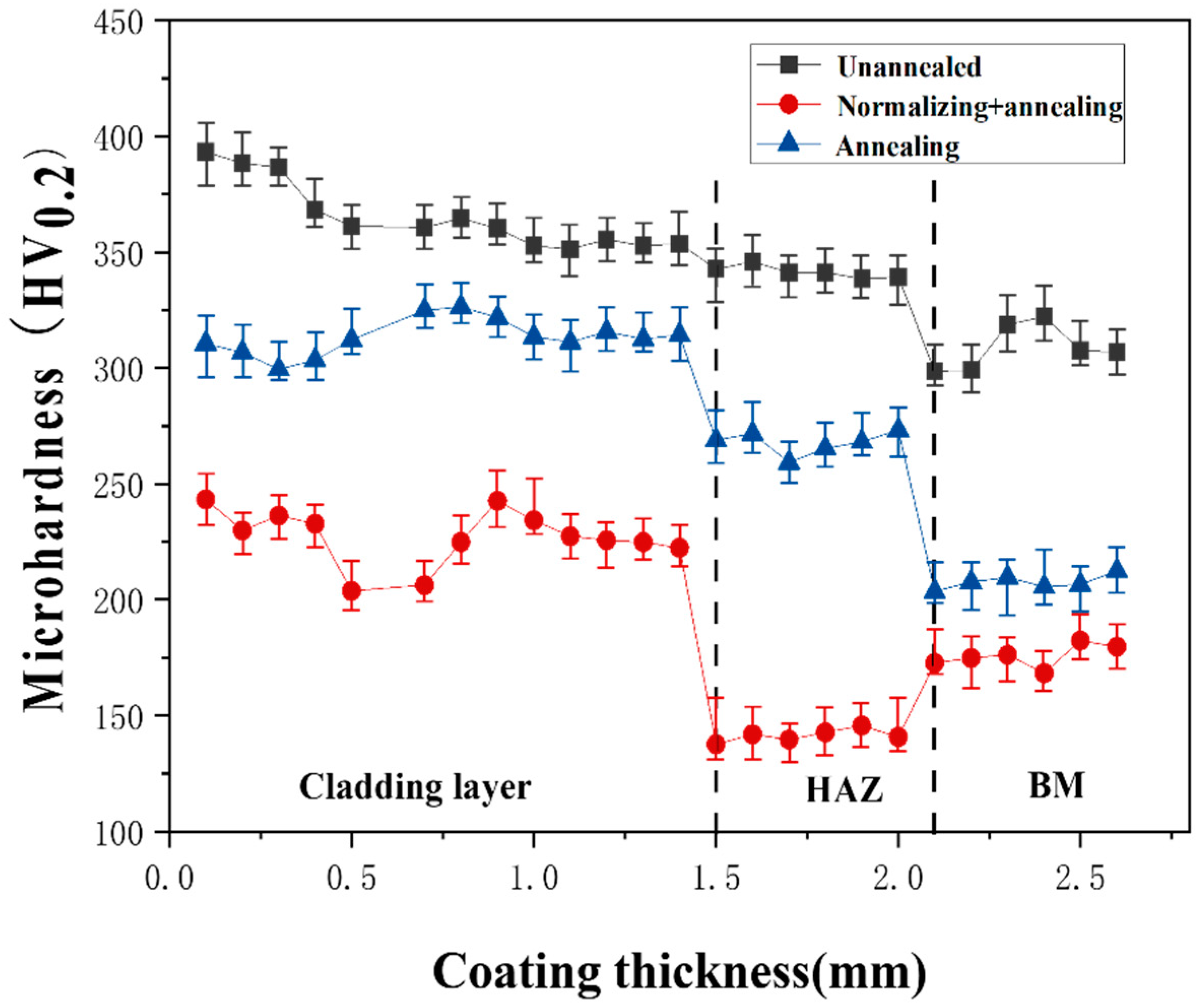
3.2.1. Microhardness Test
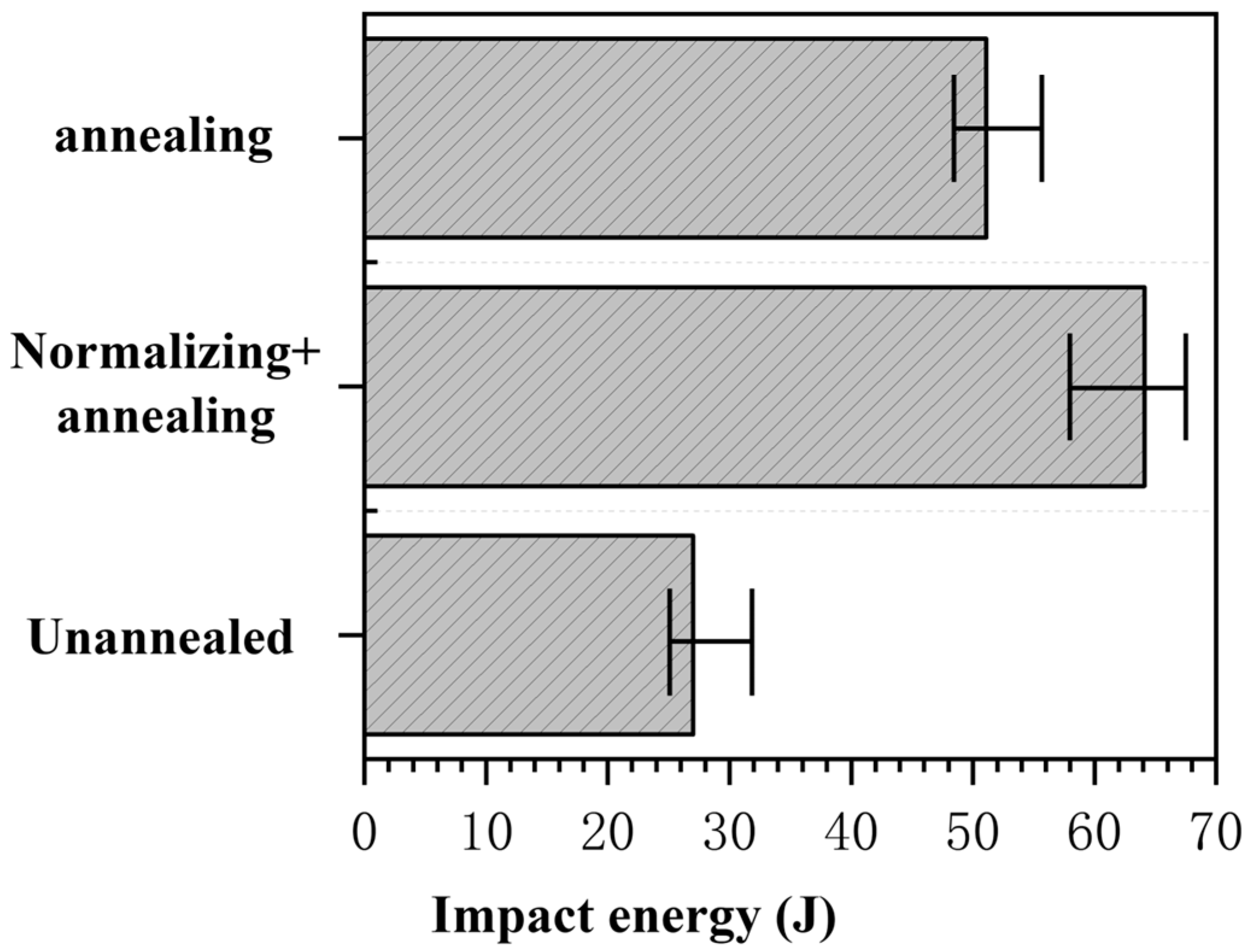
3.2.2. Impact Performance Testing
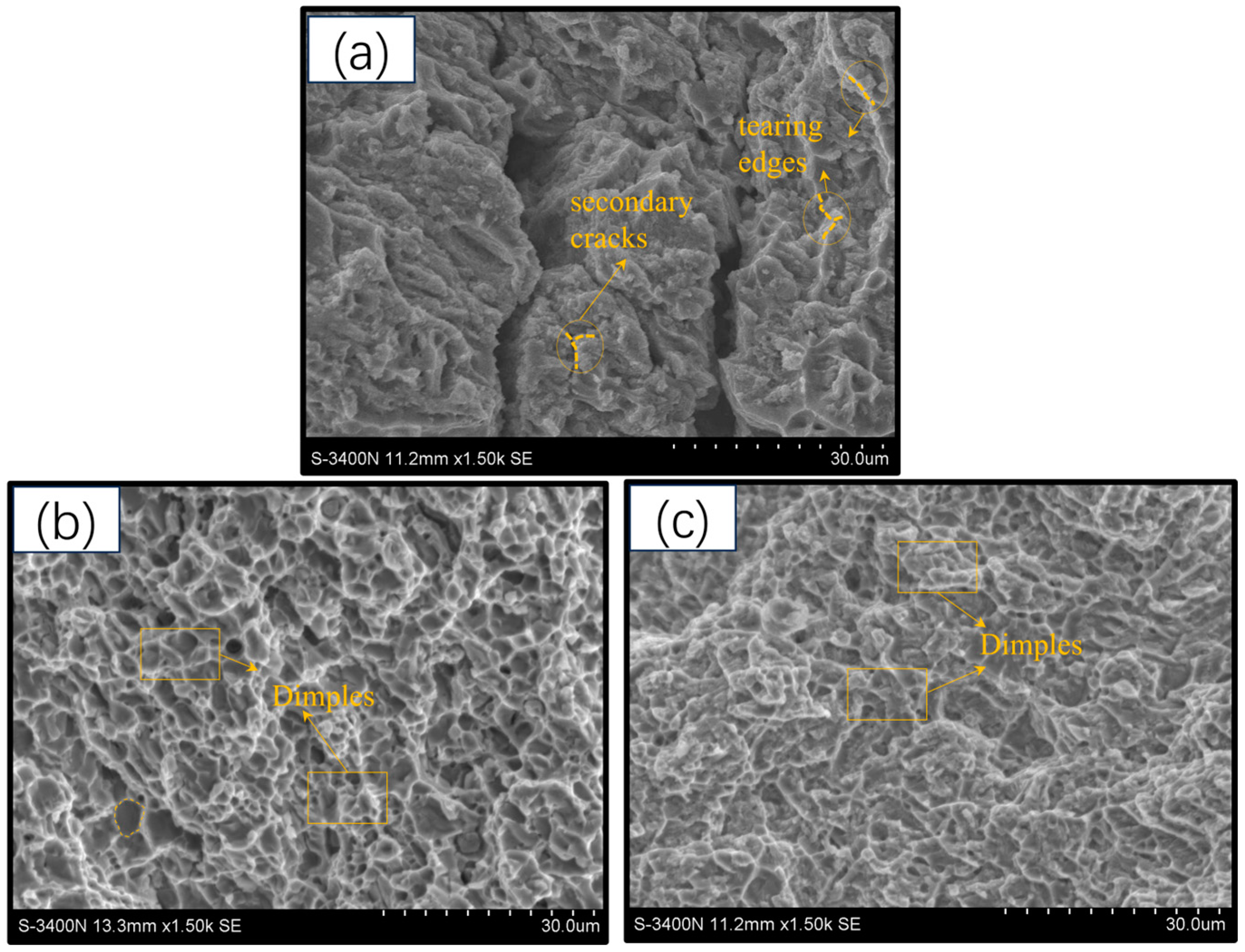
3.3. Impact Fracture Morphology
4. Conclusions
- During the laser cladding process, compositional segregation and non-equilibrium microstructure exist in the fused cladding due to rapid cooling and non-diffusion crystallization, leading to higher hardness, lower toughness, and substantial residual stress. These unfavorable factors can impact the service life and reliability of the fused cladding, thus necessitating the implementation of reasonable heat treatment processes for enhancement.
- After stress-relief annealing treatment, the M23C6 alloy carbides generated in the cladding layer were evenly distributed, which caused a pinning effect on dislocations and reduced residual stress inside the cladding layer. The average microhardness decreased by 16.26%, and the impact toughness was twice that of the untreated state. The impact fracture was distributed with a large number of small and dense ductile dimples, manifested as ductile fracture.
- After secondary normalizing and annealing treatment, the supersaturated γ-phase and M23C6 carbides in the organization transformed into fine single-phase austenite structures, and fine M7C3 carbides precipitated at the austenite grain boundaries. Under the effects of fine grain strengthening and dispersion strengthening, the average microhardness of the sample decreased by 38.14%, and the impact toughness increased to 2.37 times that of the untreated sample. Compared with the stress-degraded sample, the distribution of toughness dimples on the impact fracture surface was more uniform and dense, showing better toughness and performance stability.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, J.; Yang, Y.; Chen, L.; Sun, B.; Wang, Z.; Yu, T.; Zhao, J. The effects of in-situ synthesized TiC on the performance improvement of nickel-based composite coatings for rail repair. Ceram. Int. 2024, 50, 28628–28640. [Google Scholar] [CrossRef]
- Jin, J.; Chen, B.; Zhang, Z.; Wu, Y.; Luo, Z.; Gou, G.; Chen, W. Effects of Mo content on the microstructure and mechanical properties of laser cladded FeCoCrNiMox (x = 0.2, 0.5) high-entropy alloy coatings. Surf. Coat. Technol. 2024, 482, 130697. [Google Scholar] [CrossRef]
- Hamilton, J.D.; Sorondo, S.; Li, B.; Qin, H.; Rivero, I.V. Mechanical behavior of bimetallic stainless steel and gray cast iron repairs via directed energy deposition additive manufacturing. J. Manuf. Process. 2023, 85, 1197–1207. [Google Scholar] [CrossRef]
- Xu, Q.; Li, M.; Yang, L.; Su, B.; Liu, X.; Zou, D.; Shi, T.; Yue, X. Grain refinement and associated strengthening in laser additive repaired uranium. J. Nucl. Mater. 2024, 593, 154995. [Google Scholar] [CrossRef]
- Chu, M.; Xiao, H.; Ren, L.; Mo, T.; Lin, B. Microstructure and properties of Ti–Al–C composite coatings prepared by laser cladding. Ceram. Int. 2024, 50, 12498–12509. [Google Scholar] [CrossRef]
- Jie, Z.; Qunli, Z.; Jianhua, Y.; Zhisheng, W.; Li, K. Process Optimization and Interfacial Microstructure and Properties Analysis of Laser Cladded IN718 Alloy. Chin. J. Lasers Zhongguo Jiguang 2022, 49, 1602021. [Google Scholar]
- Jiahui, C.; Jiahao, W.; Song, Z.; Lei, W.; Li, H. Impact of Ultrasonic Surface Rolling Processes on Microstructures and Fatigue Properties of 300M Steel Laser-Cladding-Repaired Components. J. Mater. Eng. Perform. 2024, 1–11. [Google Scholar] [CrossRef]
- Chen, W.; Chen, H.; Li, C.; Wang, X.; Cai, Q. Microstructure and fatigue crack growth of EA4T steel in laser cladding remanufacturing. Eng. Fail. Anal. 2017, 79, 120–129. [Google Scholar] [CrossRef]
- Chen, L.; Chen, W.; Huang, Q. Effect of ultrasonic vibration on quality and properties of laser EA4T steel. J. Mater. Eng. 2019, 47, 79–85. [Google Scholar]
- Du, Y.; Peng, Y.; Liang, Q.; Li, Z.; Tu, J. Effect of heat treatment on microstructure and mechanical properties of Fe60 coating by laser cladding on 304 stainless steel. J. Mater. Res. Technol. 2024, 29, 2825–2834. [Google Scholar] [CrossRef]
- Ma, M.; Nie, S.; Yu, H.; Huang, G.; Wang, X.; Zhang, N. Effect of Heat Treatment on Microstructure and Wear Behavior of Laser Clad FeCoCrMoNi High-Entropy Alloy Coatings. J. Mater. Eng. Perform. 2024, 1–11. [Google Scholar] [CrossRef]
- Wang, S.; Wang, L.; Li, J.; Li, T.; Qiu, Y.; Yang, R. Effect of heat treatments on mechanical properties and wear resistance of laser-powder bed-fused Ti6Al4V alloy. Mod. Phys. Lett. B 2024, 38, 2450245. [Google Scholar] [CrossRef]
- Shan, L.; Ji, T.; Jinghui, L.; Qiang, Z.; Jing, C. Effect of Solution Aging Heat Treatment on Microstructure Evolution and Properties of TC17 Titanium Alloy Formed by Laser Solid Forming. J. Mater. Eng. Perform. 2023, 33, 2002–2014. [Google Scholar]
- Li, F.; Qi, B.; Zhang, Y.; Guo, W.; Peng, P.; Zhang, H.; He, G.; Zhu, D.; Yan, J. Effects of Heat Treatments on Microstructures and Mechanical Properties of Ti6Al4V Alloy Produced by Laser Solid Forming. Metals 2021, 11, 346. [Google Scholar] [CrossRef]
- Jianbo, L.; Xiaohui, L.; Jing, B.; Tong, Z.; Yunhua, X.; Yuan, Y. Effects of Thermal Treatment on Microstructure and Wear Properties of Ni60/CeO2 Composite Coating 35CrMoV Steel by Laser Cladding. Coatings 2022, 12, 1575. [Google Scholar] [CrossRef]
- Ge, M.; He, Z.; Wang, L.; Fu, H.; Wu, W.; Chen, Z.; Cheng, H.; Si, T.; Che, L.; Zheng, K.; et al. The influence of annealing temperature on the microstructure and mechanical properties of Fe-0.52 C-11Mn-5.14Al-1Cr lightweight steel. Mater. Today Commun. 2024, 40, 109464. [Google Scholar] [CrossRef]
- Liu, Z.; Xu, G.; Zhang, Y.; Zhang, L.; Huang, J. Influence of multiple short-time normalizations on mechanical properties and microstructure of 9Cr-2.3W-3.0Co heat-resistant steels. Mater. Sci. Eng. A 2023, 879, 145282. [Google Scholar] [CrossRef]
- Chen, B.; Zhang, G.; Zhang, Z.; Wang, Z.; Guo, C.; Song, X. Improved wear and corrosion resistance of laser-clad (Fe0.25Co0.25Ni0.25Cr0.125Mo0.125)86B14 coating through annealing treatment. Surf. Coat. Technol. 2023, 473, 129973. [Google Scholar] [CrossRef]
- Dong, H.; Guo, P.-F.; Han, Y.; Bai, R.-X.; Yang, Z.-C.; Zhang, S.-Q. Enhanced corrosion resistance of high speed laser-cladded Ni/316L alloy coating by heat treatment. J. Mater. Res. Technol. 2023, 24, 952–962. [Google Scholar] [CrossRef]
- Shi, S.; Huang, C.; Liu, F.; Chen, W.; Liu, F.; Xia, C. Effect of heat treatment on microstructure and mechanical properties of 34CrNiMo6 steel by laser solid forming. J. Manuf. Process. 2022, 78, 308–318. [Google Scholar] [CrossRef]
- Fang, Z.; Tieming, G.; Qiang, L.; Yan, Y.; Ruihua, Z.; Xueli, N. Effect of solution aging treatment on microstructure and properties of Fe-0.5C-11Cr corrosion resistant alloy by laser cladding. J. Alloys Compd. 2022, 78, 308–318. [Google Scholar]
- Zhang, Y.; Bai, P.; Li, Z.; Zhang, J.; Liu, W. Multi-objective optimization of laser cladding process parameters for Q345B steel. Mater. Today Commun. 2024, 39, 108679. [Google Scholar] [CrossRef]
- Zhang, J.; Zhu, H.; Qiu, C.; Shen, L. Influence of scanning strategies on laser-cladded AISI 420 steel. Surf. Eng. 2022, 38, 948–956. [Google Scholar] [CrossRef]
- GB/T 4340.1-2009; Vickers Hardness Test Method for Metallic Materials. National standard of the People’s Republic of China: Beijing, China, 2009.
- GB/T 229-2007; Charpy Pendulum Impact Test Method for Metallic Materials. National standard of the People’s Republic of China: Beijing, China, 2007.
- Changyao, O.; Rui, W.; Chunjiang, Z.; Runze, W.; Huan, L.; Rui, D.; Qiaofeng, B.; Yingliang, L. Study on ductile iron surface laser cladding austenitic stainless steel coating heat treatment to enhance wear resistance. Tribol. Int. 2023, 191, 109202. [Google Scholar]
- Liu, H.; Liu, J.; Li, X.; Chen, P.; Yang, H.; Hao, J. Effect of heat treatment on phase stability and wear behavior of laser clad AlCoCrFeNiTi0.8 high-entropy alloy coatings. Surf. Coat. Technol. 2020, 392, 125758. [Google Scholar] [CrossRef]
- Gao, Z.; Zhang, S.; Gao, Z.; Ren, H.; Zhang, C. Effect of Heat Treatment on Microstructure and Tribological Properties of Laser Cladding CeO2/Ni60 Composite Coating on 35CrMoV Steel. Coatings 2023, 13, 161. [Google Scholar] [CrossRef]
- Chen, C.; Wang, J.; Ge, Y.; Zhuang, M.; Ma, Z. Microstructure and Wear Resistance of High-Chromium Cast Iron with Multicomponent Carbide Coating via Laser Cladding. Coatings 2023, 13, 1474. [Google Scholar] [CrossRef]
- Wennan, S.; Chi, Z.; Xiufang, C.; Guo, J.; Changhao, L.; Erbao, L.; Jian, L.; Haonan, Z.; Boyu, C.; Haoliang, T. Effect of heat and cryogenic treatments on the microstructure and properties of YF3 modified NiTi-Si laser cladding coatings. Opt. Laser Technol. 2023, 165, 109614. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Si | Ni | Mn | Mo | Cu | S | P | Fe |
| 0.24 | 1.04 | 0.34 | 0.26 | 0.74 | 0.25 | 0.15 | 0.002 | 0.008 | Bal. |
| C | Si | Cr | Ni | B | Fe |
| 0.1 | 0.12 | 17.5 | 10.5 | 0.65 | Bal. |
| Process | Stage | Temp (℃) | Soaking (h) | Rate (℃/min) |
|---|---|---|---|---|
| Annealing | Step 1 | 550 | 2 | 10 |
| Secondary normalizing + annealing | Step 1 | 1150 | 1 | 3 |
| Step 2 | 980 | 1 | 3 | |
| Step 3 | 650 | 2 | 10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, C.; Chen, W.; Tan, B.; Luo, Q.; Cao, T.; Zhang, Z. Influence of Heat Treatment on Microstructure and Mechanical Properties of Laser Cladding Coatings. Coatings 2024, 14, 1251. https://doi.org/10.3390/coatings14101251
Yang C, Chen W, Tan B, Luo Q, Cao T, Zhang Z. Influence of Heat Treatment on Microstructure and Mechanical Properties of Laser Cladding Coatings. Coatings. 2024; 14(10):1251. https://doi.org/10.3390/coatings14101251
Chicago/Turabian StyleYang, Chen, Wenjing Chen, Bo Tan, Qingsong Luo, Tao Cao, and Zhenlin Zhang. 2024. "Influence of Heat Treatment on Microstructure and Mechanical Properties of Laser Cladding Coatings" Coatings 14, no. 10: 1251. https://doi.org/10.3390/coatings14101251