
Spraying Power Effect on Micro-Structure and Mechanical Property of TaSi2 Coating Prepared by Supersonic Air Plasma Spraying for SiC-Coated C/C Composites

Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of the TaSi2 Coatings
2.2. Micro-Structure Characterization
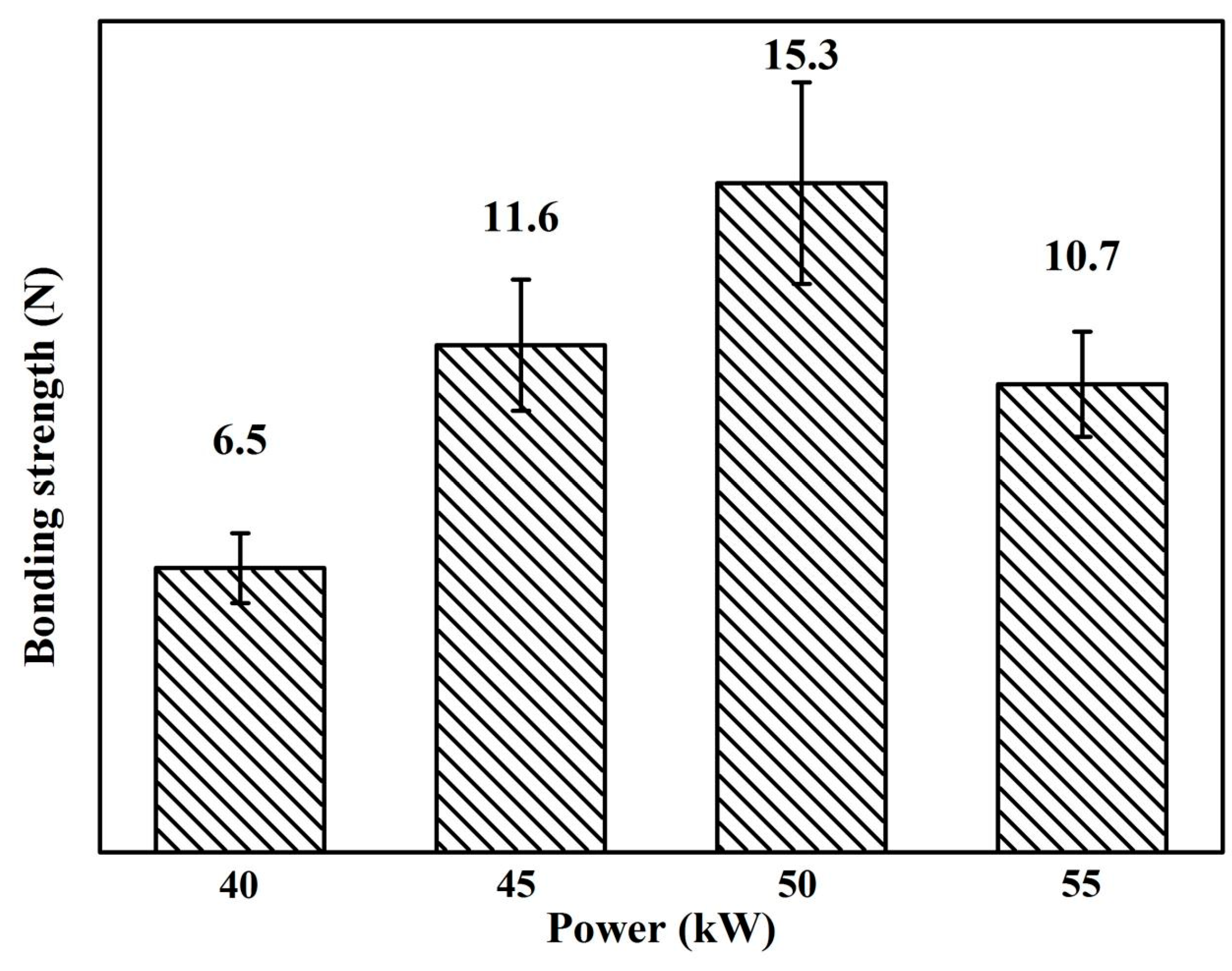
2.3. Inter-Facial Bonding Strength Test of the TaSi2 Coatings
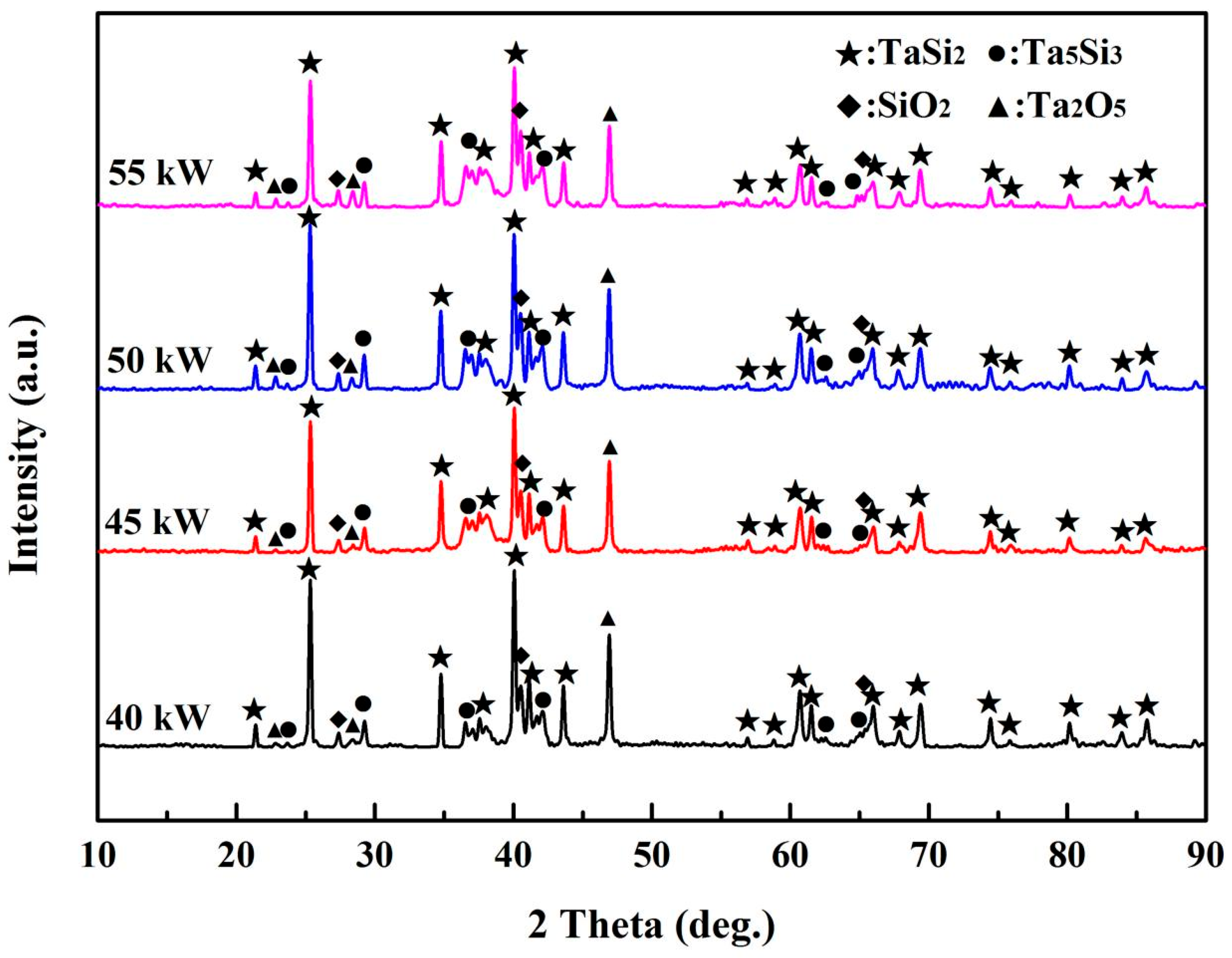
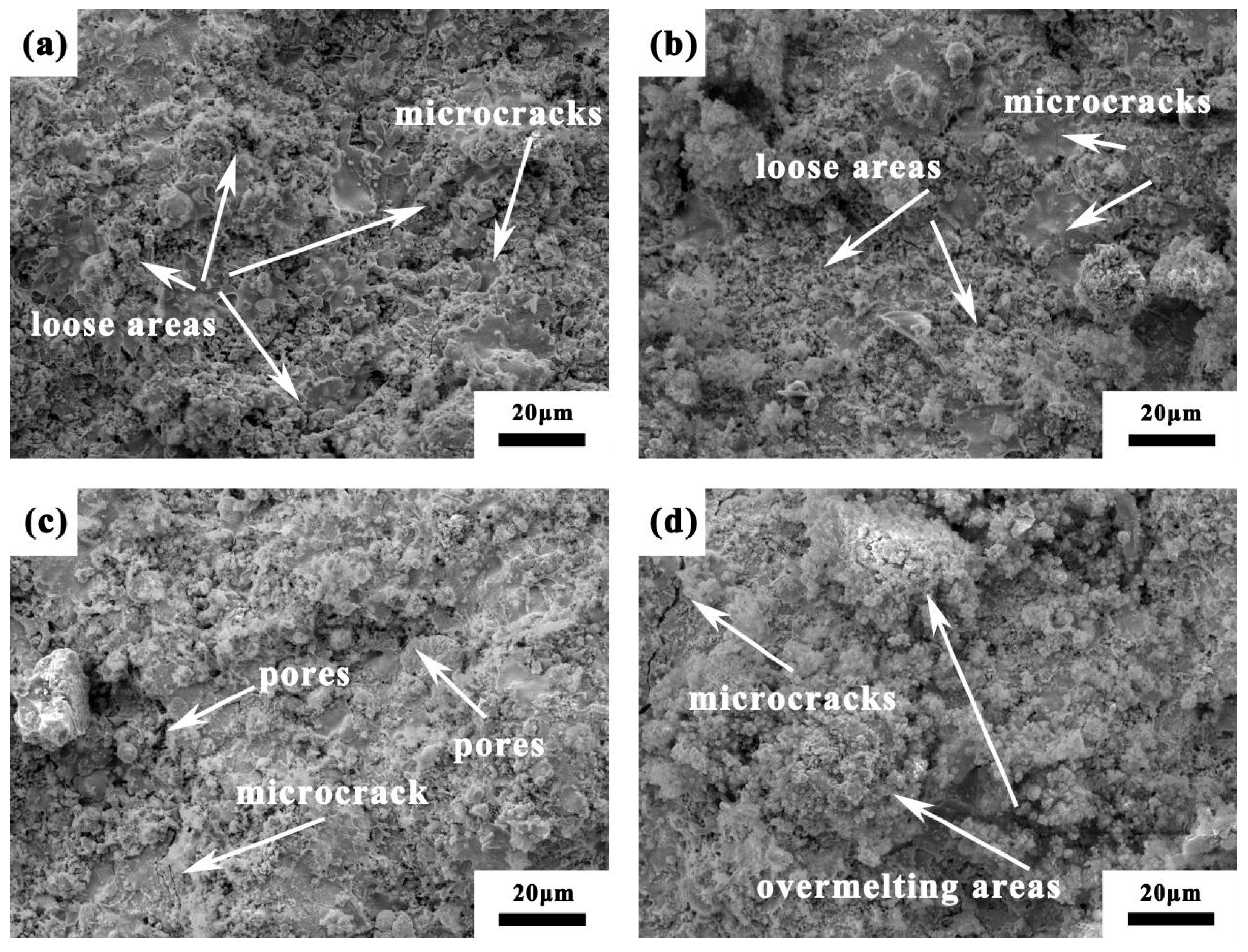
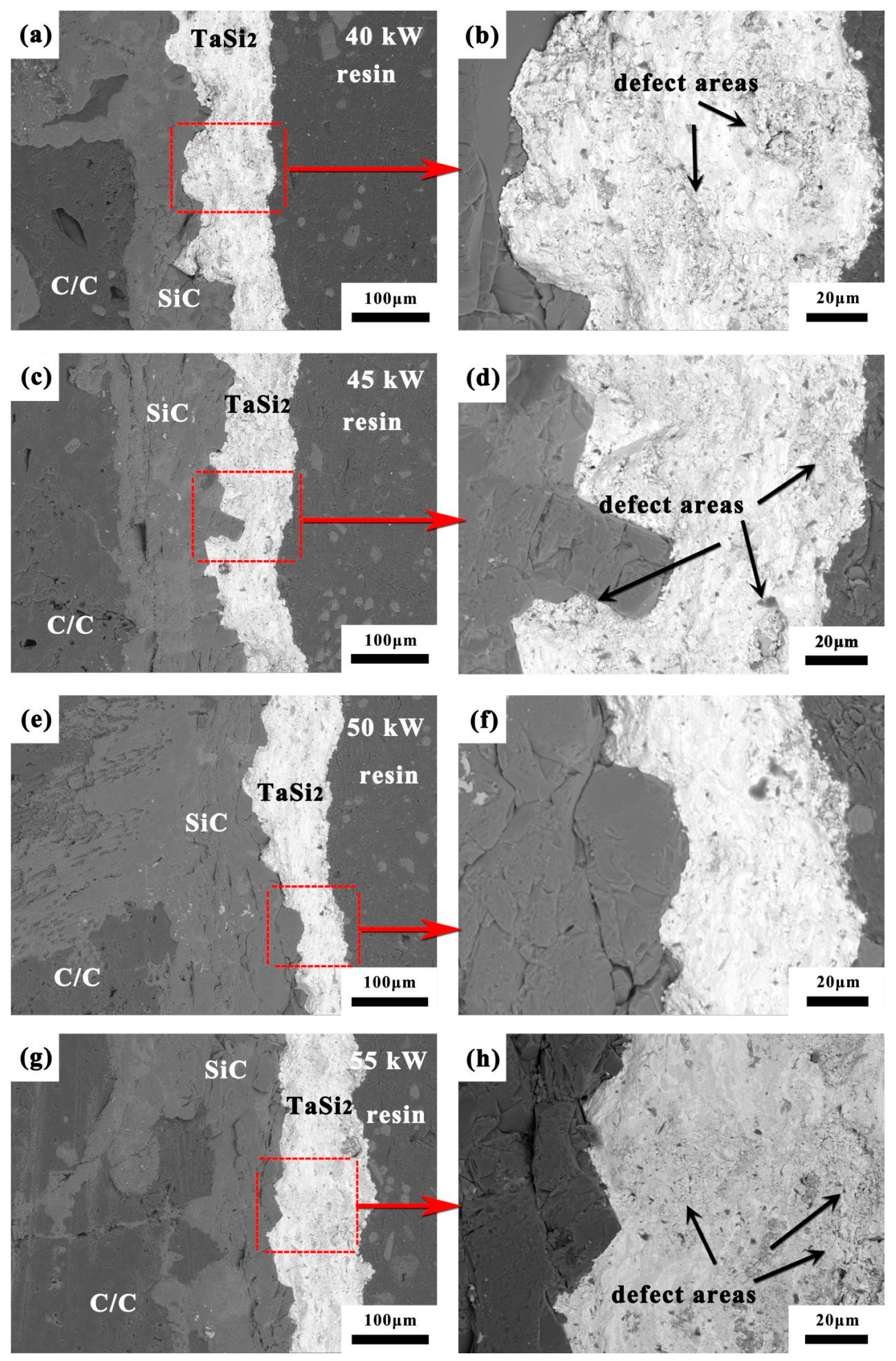
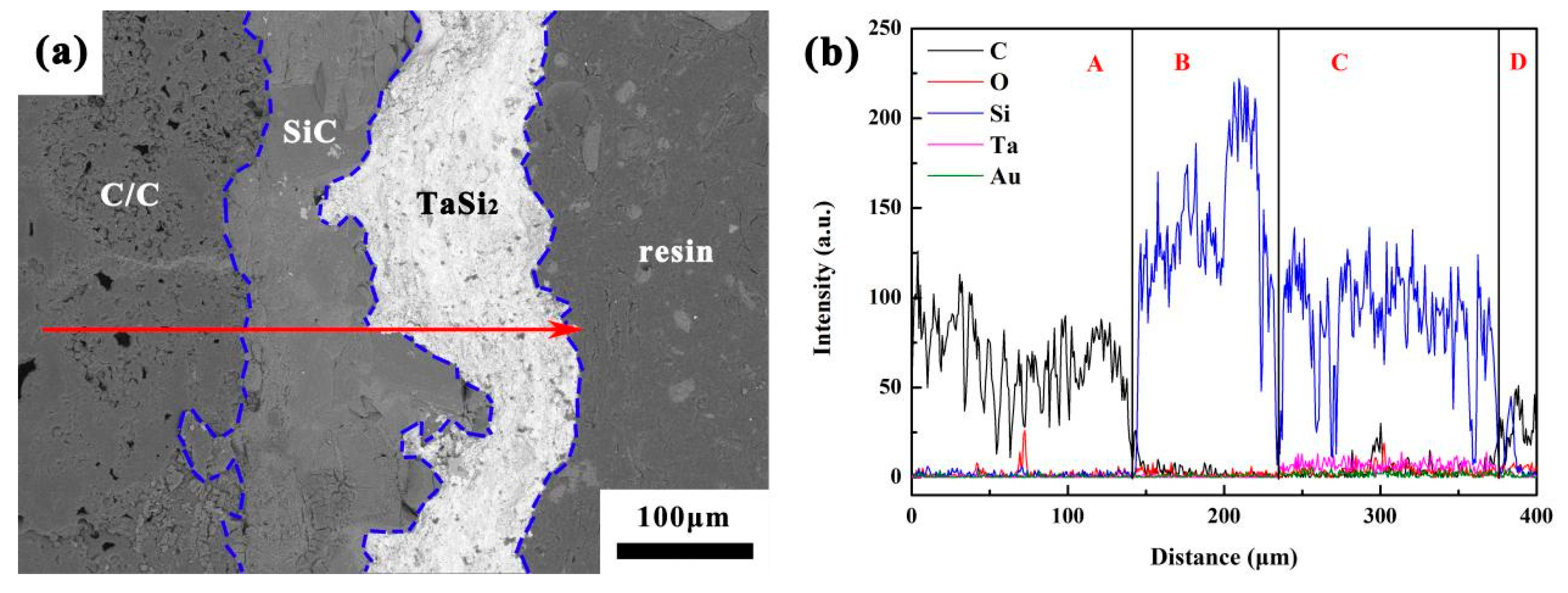
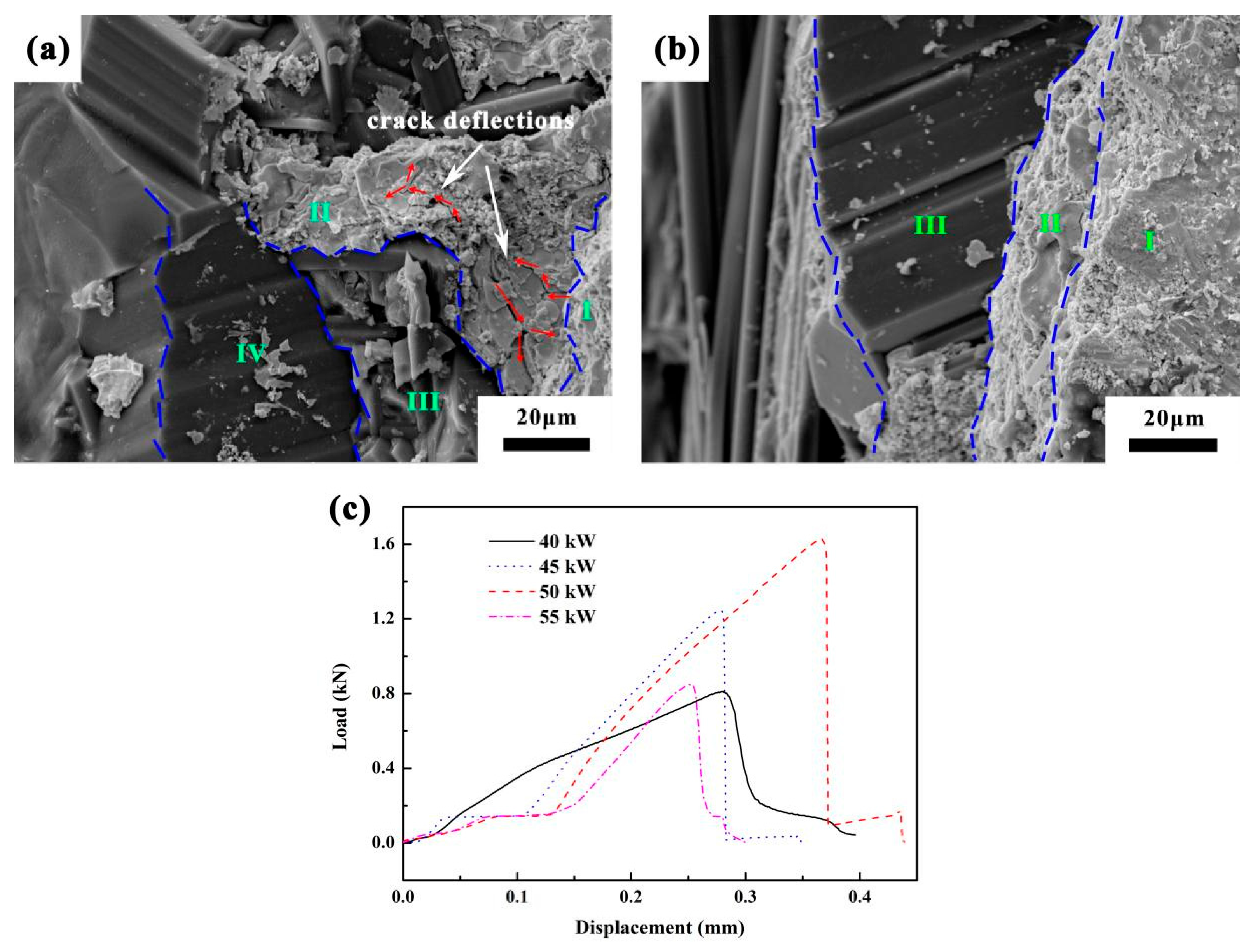
3. Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, T.; Zhang, Y.L.; Lv, J.; Fu, Y.Q.; Li, J.C. Long-term oxidation behaviors of Si-Cr-W multiphase coating on SiC coated C/C composites at 1773 K and 1973 K. Corros. Sci. 2022, 205, 110417. [Google Scholar] [CrossRef]
- Shi, Y.A.; Zha, B.L.; Sun, Z.S.; Shen, Q.; Miao, W.B.; Gao, Y. Air plasma ablation/erosion test for 4D C/C composites used in the throat of solid rocket motor. Ceram. Int. 2022, 11, 15582–15593. [Google Scholar] [CrossRef]
- Yu, Y.L.; Feng, G.H.; Jia, Y.J. Nanosized (Zr, Hf)O2 coating reinforced by AlN whiskers for the ablation protection of SiC coated C/C composites. J. Eur. Ceram. Soc. 2023, 9, 3959–3968. [Google Scholar] [CrossRef]
- Ren, X.R.; Yuan, R.M.; Wang, P.P.; Li, H.J.; Hou, X.H.; Zhang, Y.L. HfB2-SiC-MoSi2 oxidation resistance coating fabricated through in-situ synthesis for SiC coated C/C composites. J. Alloys Compd. 2017, 722, 69–76. [Google Scholar]
- Li, T.; Zhang, Y.L.; Fu, Y.Q.; Sun, J.; Li, J. Siliconization elimination for SiC coated C/C composites by a pyrolytic carbon coating and the consequent improvement of the mechanical property and oxidation resistances. J. Eur. Ceram. Soc. 2021, 41, 5046–5055. [Google Scholar] [CrossRef]
- Brisebourg, M.Q.; Rebillat, F.; Teyssandier, F. Oxidation of β-SiC at high temperature in Ar/O2, Ar/CO2, Ar/H2O gas mixtures: Active/passive transition. J. Eur. Ceram. Soc. 2018, 38, 4309–4319. [Google Scholar] [CrossRef]
- Zhou, L.; Fu, Q.G.; Hu, D.; Zhang, J.P.; Wei, Y.L.; Zhu, J.; Song, J.Y.; Tong, M.D. A dense ZrB2-SiC-Si/SiC-Si coating to protect carbon/carbon composites against oxidation at 1773 K and 1973 K. Corros. Sci. 2021, 183, 109331. [Google Scholar] [CrossRef]
- Ren, X.R.; Chu, H.G.; Wu, K.Y.; Zhang, A.N.; Huang, M.L.; Ma, C.; Liu, H.F.; Feng, P.Z. Effect of the ZrB2 content on the oxygen blocking ability of ZrB2-SiC coating at 1973K. J. Eur. Ceram. Soc. 2021, 41, 1059–1070. [Google Scholar] [CrossRef]
- Zhang, P.; Fu, Q.G.; Cheng, C.Y.; Zhu, X.F.; Huang, J.G.; Zhang, J.P.; Li, W. Comparing oxidation behaviors at 1773 K and 1973 K of HfB2-MoSi2/SiC-Si coating prepared by a combination method of pack cementation, slurry painting and in-situ synthesis. Surf. Coat. Technol. 2020, 403, 126418. [Google Scholar] [CrossRef]
- Ren, X.R.; Li, H.J.; Chu, Y.H.; Li, K.Z.; Qian, Q.G. ZrB2-SiC gradient oxidation protective coating for carbon/carbon composite. Ceram. Int. 2014, 40, 7171–7176. [Google Scholar] [CrossRef]
- Wang, R.Q.; Zhu, S.Z.; Huang, H.B.; Wang, Z.F.; Liu, Y.B.; Ma, Z.; Qian, F. Low-pressure plasma spraying of ZrB2-SiC coatings on C/C substrate by adding TaSi2. Surf. Coat. Technol. 2021, 420, 127332. [Google Scholar] [CrossRef]
- Ren, Y.; Qian, Y.H.; Xu, J.J.; Zuo, J.; Li, M.S. Ultra-high temperature oxidation resistance of ZrB2-20SiC coating with TaSi2 addition on siliconized graphite. Ceram. Int. 2019, 45, 15366–15374. [Google Scholar] [CrossRef]
- Du, B.; Hong, C.Q.; Zhang, X.H.; Wang, A.Z.; Sun, Y.Q. Ablation behavior of advanced TaSi2-based coating on carbon-bonded carbon fiber composite/ceramic insulation tile in plasma wind tunnel. Ceram. Int. 2018, 44, 3505–3510. [Google Scholar] [CrossRef]
- Feng, T.; Li, H.J.; Fu, Q.G.; Wu, H.; Shen, X.T. Influence of Cr content on the microstructure and anti-oxidation property of MoSi2-CrSi2-Si multi-composition coating for SiC coated carbon/carbon composites. J. Alloys Compd. 2010, 501, L20–L24. [Google Scholar] [CrossRef]
- Peng, F.; Speyer, R.F. Oxidation resistance of fully dense ZrB2 with SiC, TaB2, and TaSi2 additives. J. Am. Ceram. Soc. 2008, 91, 1489–1494. [Google Scholar] [CrossRef]
- Zhou, S.F.; Sun, X.Q.; Carr, W.N. A micro variable inductor chip using MEMS relays. In Proceedings of the 1997 International Conference on Solid-State Sensors and Actuators, Chicago, IL, USA, 19 June 1997; pp. 1137–1140. [Google Scholar]
- Shi, X.H.; Zeng, X.R.; Li, H.J.; Fu, Q.G.; Zou, J.Z. TaSi2 Oxidation protective coating for SiC coated carbon/carbon composites. Rare Met. Mater. Eng. 2011, 40, 403–406. [Google Scholar]
- Niu, Y.R.; Huang, L.P.; Zhai, C.H.; Zeng, Y.; Zheng, X.B.; Ding, C.X. Microstructure and thermal stability of TaSi2 coating fabricated by vacuum plasma spray. Surf. Coat. Technol. 2015, 279, 1–8. [Google Scholar] [CrossRef]
- Li, S.P.; Li, K.Z.; Li, H.J. Ablation property of SiC-TaSi2 coated carbon/carbon composites. Surf. Rev. Lett. 2010, 17, 487–491. [Google Scholar] [CrossRef]
- Gabbar, H.A.; Darda, S.A.; Damideh, V.; Hassen, T.; Aboughaly, M.; Lisi, D. Comparative study of atmospheric pressure DC, RF, and microwave thermal plasma torches for waste to energy applications. Sustain. Energy Techn. Assess. 2021, 47, 101447. [Google Scholar] [CrossRef]
- Kuzmin, V.; Gulyaev, I.; Sergachev, D.; Tambovcev, A.; Palagushkin, B.; Matveev, S.; Shirobokov, O. The structure and characteristics of wear-resistant coatings obtained by supersonic plasma spraying. Key Eng. Mater. 2022, 910, 1087–1095. [Google Scholar] [CrossRef]
- Kumar, R.K.; Kamaraj, M.; Seetharamu, S.; Pramod, T.; Sampathkumaran, P. Effect of spray particle velocity on cavitation erosion resistance characteristics of HVOF and HVAF processed 86WC-10Co4Cr hydro turbine coatings. J. Therm. Spray Technol. 2016, 25, 1217–1230. [Google Scholar] [CrossRef]
- Zamharir, M.J.; Asl, M.S.; Zakeri, M. Microstructure of spark plasma coated ultrahigh temperature ZrB2-SiC-Si composites on graphite substrate. Silicon 2023, 15, 6015–6024. [Google Scholar] [CrossRef]
- Liu, F.; Li, H.J.; Zhang, W.; Yao, X.Y.; Fu, Q.G. Impact of introducing SiC and Si on microstructure and oxidation resistance of MoSi2/SiC coated C/C composites prepared by SAPS. Vacuum 2020, 179, 109477. [Google Scholar] [CrossRef]
- GB/T 8642-2002; Thermal Spraying—Determination of Tensile Adhesive Strength. National Standards of the People’s Republic of China: Beijing, China, 2002.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values |
|---|---|
| Spraying power (kW) | 40, 45, 50, 55 |
| Main gas flow (Ar), L/min | 75 |
| Carrier gas (Ar), L/min | 10 |
| The second gas (H2), L/min | 5 |
| Power feed rate (g/min) | 20 |
| Spraying distance (mm) | 100 |
| Nozzle diameter (mm) | 5.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, F.; Li, H.; Fu, Q.; Ji, B.; Chen, L.; Zhang, B.; Zhang, W.; He, X. Spraying Power Effect on Micro-Structure and Mechanical Property of TaSi2 Coating Prepared by Supersonic Air Plasma Spraying for SiC-Coated C/C Composites. Coatings 2024, 14, 1268. https://doi.org/10.3390/coatings14101268
Liu F, Li H, Fu Q, Ji B, Chen L, Zhang B, Zhang W, He X. Spraying Power Effect on Micro-Structure and Mechanical Property of TaSi2 Coating Prepared by Supersonic Air Plasma Spraying for SiC-Coated C/C Composites. Coatings. 2024; 14(10):1268. https://doi.org/10.3390/coatings14101268
Chicago/Turabian StyleLiu, Fei, Hejun Li, Qiangang Fu, Bolun Ji, Lihao Chen, Bilin Zhang, Wei Zhang, and Xinhai He. 2024. "Spraying Power Effect on Micro-Structure and Mechanical Property of TaSi2 Coating Prepared by Supersonic Air Plasma Spraying for SiC-Coated C/C Composites" Coatings 14, no. 10: 1268. https://doi.org/10.3390/coatings14101268