Abstract
Superhydrophobic coatings have great potential to mitigate ice accumulation and ice adhesion issues due to their outstanding water-repellent and self-cleaning characteristics. In the present study, polyurethane elastomer (PUE) is considered a superhydrophobic coating material for anti-icing applications. The life cycle assessment (LCA) of bare aluminum and PUE-coated systems is performed using the Centrum voor Milieukunde Leiden methodology. The cradle-to-gate LCA scope is implemented to evaluate and compare the total environmental impact. This study revealed that the PUE-coated system exhibited a significant reduction in total environmental impact compared to bare aluminum. The levelized cost of coating analysis demonstrates that the PUE coating system is more economical than bare aluminum surfaces. There is scope to reduce the environmental impact associated with PUE-coated systems using bio-based and less toxic chemicals/solvents.
1. Introduction
Ice accumulation creates problems such as automobile accidents, downed powerlines, and air traffic delays [1]. A case study of wind turbines reports that ice accumulation resulted in a 17% loss in Annual Energy Production (AEP) and a 20% to 50% reduction in the power coefficient [2]. Furthermore, the repair and maintenance of aerospace and wind turbine structures incur billions of USD annually due to issues related to ice accretion [3]. Snowfall, freezing rain, and ice accumulation on the surfaces of wind turbines and aircraft wings result in an overall increase in the structure’s weight and cause excessive vibrations due to load imbalances [4]. The increased weight of the structure and excessive vibrations result in increased energy consumption and damage to structures [5]. To prevent or mitigate the problems arising due to icing, various active and passive anti-icing/de-icing systems are being used. The active systems include the use of electrothermal energy and anti-icing chemical agents. The passive systems include water-repellent/low-adhesion coatings or textured surfaces [6]. The active systems require external or process energy (in the form of heat) or chemicals to remove the accumulated ice. The consumption of energy or chemicals results in carbon emissions and negative environmental impacts [7]. In contrast, passive anti-icing systems are more appealing, as they do not need any kind of external energy. One of the best examples of a passive anti-icing system are superhydrophobic coatings (SHCs). SHCs possesses a high degree of water repellency, which assists in reducing ice adhesion on the surface [8,9,10]. SHCs have many other benefits, such as being self-cleaning, anti-corrosion, thermal-resistant, and abrasion-resistant [11,12]. The superhydrophobic nature of the coating does not allow freezing water, snow, or ice to adhere to the surface. These elements are easily removed from the surface due to natural air velocity, resulting in energy savings and a reduction in the negative environmental impact [13].
Vignisdottir et al. [14] performed an LCA of salt as an active system for de-icing roads during winter in Norway. They studied the impact of salt used in de-icing on both soil and water. Their study shows that the use of salt creates a significant environmental impact on water compared to soil. Shen et al. [15] carried out an LCA of heated pavement systems (HPSs) using different energy sources such as geothermal energy, a natural gas furnace, electric energy, and a traditional snow and ice removal system. The study highlighted that heated pavement systems operating with geothermal energy consume less energy and hence result in reduced environmental impacts compared to other systems. In another study, research conducted by Habibzadeh et al. [16] demonstrated that the geothermal heat pump de-icing system offers advantages in preventing corrosion, improving safety, reducing travel delays, and promoting environmental conservation compared to conventional snow and ice removal systems. Several researchers reviewed chemicals such as sodium chloride, magnesium chloride, calcium chloride, potassium acetate, and calcium magnesium acetate, which are used for de-icing roads during winter [17,18]. The choice of de-icing agent depends on factors such as cost, temperature range, effectiveness, environmental impact, and the specific requirements of the location. Often, a combination of de-icing agents may be used to achieve the desired results while minimizing environmental impact. In addition, green products like beet juice, glycerol, and glycol were tested for de-icing applications and exhibited promising results for snow and ice control [19].
Recent studies have also emphasized the need to comply with evolving environmental regulations, particularly focusing on reducing the environmental footprint of de-icing systems. New regulations, such as the European Union’s Green Deal and stricter U.S. EPA guidelines, are pushing industries to adopt sustainable anti-icing solutions that minimize the use of hazardous chemicals [20]. This has spurred interest in bio-inspired and nanomaterial-based coatings that offer enhanced durability and lower environmental impact. For example, graphene-based superhydrophobic coatings have shown promising results in enhancing icephobic performance while complying with stricter environmental standards [21]. Furthermore, fluorine-free coatings are being actively researched as alternatives to conventional SHCs due to concerns about the persistence and toxicity of fluorinated compounds [22]. These materials not only reduce ice adhesion but also align with global environmental directives aimed at lowering the use of environmentally persistent chemicals [23].
While superhydrophobic coatings (SHCs) have gained significant attention for their ability to repel water and reduce ice adhesion, the durability of these coatings remains a challenge, particularly in harsh environments like aerospace applications. Mechanical wear, UV exposure, and environmental degradation often reduce the lifespan of SHCs, limiting their long-term effectiveness [24]. In contrast, polyurethane elastomer (PUE) coatings offer several advantages in terms of durability, cost-effectiveness, and environmental impact. PUE coatings are known for their high abrasion resistance, flexibility, and ability to withstand mechanical stresses such as impacts from sand, dust, and ice particles, which are common in aerospace and wind turbine applications [25]. These properties make PUE coatings more suitable for long-term anti-icing applications compared to other hydrophobic or even electrothermal systems. The characteristics of the PUE coatings are listed in the Supplementary Materials (refer Tables S1 and S2).
In addition to their mechanical resilience, PUE coatings are relatively energy-efficient and environmentally benign. Unlike active anti-icing systems such as electrothermal systems, which require constant energy input to generate heat for ice removal, PUE coatings act passively by reducing ice adhesion without the need for external energy sources. This contributes to reduced carbon emissions and lower operational costs over the lifespan of the aircraft or wind turbine [26]. Furthermore, PUE coatings have been shown to maintain their anti-icing properties over multiple freeze–thaw cycles, offering greater longevity compared to traditional SHCs, which may degrade more rapidly under such conditions [27].
A comparative analysis of the environmental impacts between PUE coatings and electrothermal or chemical de-icing systems highlights that PUE coatings contribute less to global warming potential (GWP), acidification, and resource depletion. While electrothermal systems and chemical de-icers are effective in removing ice, they rely on energy consumption or chemical inputs that have detrimental environmental impacts. PUE coatings provide a more sustainable solution by eliminating the need for continuous energy use and reducing the release of harmful de-icing chemicals into the environment.
Given the combination of durability, cost-effectiveness, and environmental benefits, PUE-coated systems represent a promising alternative to traditional anti-icing solutions, particularly for applications where long-term performance and sustainability are critical. The present study builds on this understanding by assessing the environmental and economic impacts of PUE-coated systems using Life Cycle Assessment (LCA), providing a comprehensive comparison to bare aluminum surfaces.
2. Materials and Methods
2.1. Materials
The aerospace structure made from aluminum [28] is considered the reference system in the present study, while the aluminum surface coated with the PUE coating is considered a modified system to enhance anti-icing performance. The LCA analysis of both systems is performed to estimate the environmental impact. Both systems are modelled using GaBi software (version 10), and the inventory is referred to from the GaBi database [29]. The inventory details considered for the systems are mentioned in Section 2.3.
2.2. Life Cycle Assessment Methodology
The LCA of uncoated and PUE-coated systems is performed using the Centrum voor Milieukunde Leiden (CML) methodology [30,31]. The present LCA study considers a cradle-to-grave scope. A surface area of 1 m2 subjected to anti-icing is considered for this study as the functional unit over the 20-year lifespan of a passenger aircraft [32,33]. The effective functional life of the superhydrophobic coating is considered to be 1.5 years, as reported in the previous literature [34]. The boundary definition for the study is presented in Figure 1.
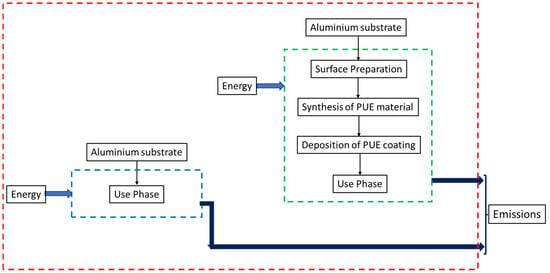
Figure 1.
LCA Boundaries for referred systems -- bare aluminum, -- PUE-coated, -- scope for LCoC approach.
Figure 1 outlines the comparative energy inputs for both uncoated and PUE-coated systems across their respective life cycle stages. The PUE-coated system exhibits significantly lower energy consumption during the operational phase due to its passive anti-icing properties, which reduce ice adhesion and minimize the need for energy-intensive de-icing measures such as electrothermal heating or chemical treatments [35]. This reduction leads to improved fuel efficiency and reduces drag during flight, resulting in lower fuel consumption and, consequently, a measurable decrease in carbon dioxide (CO2) and other greenhouse gas (GHG) emissions [36]. While the manufacturing and application of the PUE coating introduce some initial environmental burdens, these are offset by the long-term operational benefits. In contrast, uncoated systems, which rely heavily on active anti-icing solutions, require continuous energy input, resulting in higher fuel consumption during operations [37]. The PUE-coated system’s ability to passively reduce ice accumulation and fuel burn aligns with environmental sustainability goals in the aviation sector, contributing to lower carbon footprints and helping airlines meet international emission reduction targets, such as those set by the International Civil Aviation Organization (ICAO) [38]. The reduction in emissions, including CO2, nitrogen oxides (NOx), and particulate matter (PM), is essential in helping the aviation industry comply with evolving environmental regulations aimed at reducing its overall environmental impact.
The Centrum voor Milieukunde Leiden (CML) methodology is a widely recognized approach for Life Cycle Assessment (LCA), particularly in the European context. It focuses on a midpoint-oriented impact assessment, which means it evaluates environmental impacts in intermediate stages of cause–effect chains before reaching the endpoint (such as human health or ecosystem quality). The CML method assesses key impact categories such as global warming potential (GWP), acidification, eutrophication, ozone layer depletion, and resource depletion. These categories are highly relevant for assessing the environmental impact of materials and processes over the entire life cycle, from raw material extraction to end-of-life disposal [39].
This methodology was chosen for the current study because it provides a standardized framework for comparing different systems, such as bare aluminum and PUE-coated systems, under the same functional unit and lifespan. The CML approach is also well suited for evaluating the environmental performance of coatings used in aircraft, as it addresses the long-term environmental burdens associated with resource use and emissions. Given that the aircraft industry is subject to strict environmental regulations, particularly in Europe, the CML methodology allows for a comprehensive comparison of the environmental impacts, ensuring that the analysis captures all relevant factors. The use of midpoint indicators enables a clear understanding of the contributions of each life cycle stage to the overall environmental footprint of the coatings.
2.3. Life Cycle Inventory (LCI) for Production of PUE-Coated System
The life cycle of the analyzed system is divided into five processes: (1) preparation of the aluminum substrate surface (involving processes such as degreasing to eliminate oil impurities and dirt); (2) synthesis of the PUE coating; (3) application of the PUE coating on the aluminum substrate using the spraying method; (4) thermal curing for proper adhesion of the coating; and (5) use of the PUE-coated specimen under icing conditions. The main parameters and assumptions made for the LCA of the PUE-coated system are listed in Table 1.

Table 1.
Main parameters and assumptions.
Figure 2 depicts the cradle-to-gate LCA model for the PUE-coated system. It includes raw material acquisition, production, and use phases. The present LCA model excludes transportation and end-of-life phases.
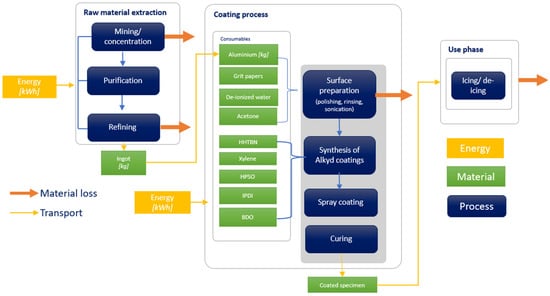
Figure 2.
Cradle-to-gate LCA model for PUE-coated system.
Inventory for LCA Analysis
As described in the earlier section, both uncoated and PUE-coated systems use aluminum as the base substrate material. Therefore, for the comparative assessment of environmental impact, aluminum is excluded from the LCA boundary (Figure 1). The inventory required for the synthesis of the PUE coating is described in detail. The synthesis procedure for the PUE material is sourced from the literature [41,45]. The inventory required for the synthesis of the PUE coating material, the power required for the spray deposition of the coating material, and the curing of the coating are presented in Table 2.
Table 2.
Inventory required to produce one liter of PUE coating [41].
2.4. Levelized Cost of Coating (LCoC)
The levelized cost of coating (LCoC) is the ratio of total annual coating costs to the annual electrical energy consumed [48]. The levelized cost of coating (LCoC) is a useful metric to evaluate and compare the cost-effectiveness of coating materials. The LCoC is expressed in terms of Equation (1) as below:
where Cannual is the total annualized cost of the coating and Eannual is the annual energy produced or saved by the coating.
The total annualized cost Cannual is expressed in terms of Equation (2) as below:
where Cinitial is the initial cost of coating application, Lequipment is the lifetime of equipment in years, Creapplication is the cost of reapplying the coating, and Treapplication is the interval in years at which the coating needs to be reapplied.
The LCoC is performed to compare uncoated and PUE-coated systems, and the data are represented in Table 3.
Table 3.
LCoC data for uncoated and PUE-coated systems.
The coated systems can significantly improve energy efficiency by reducing drag, which leads to lower fuel consumption and operational costs over time. The regular reapplication of the coating ensures the aircraft maintains its protective and aerodynamic properties, potentially extending its operational lifespan and reducing maintenance costs. In addition, the coated systems can reduce the overall carbon footprint of aircraft operations by improving fuel efficiency.
3. Results and Discussion
3.1. Life Cycle Impact Assessment (LCIA)
The environmental impact of uncoated and PUE-coated systems is evaluated using eleven impact indicators, as listed in Table 4.
Table 4.
Environmental impacts for 1 m2 surface area of uncoated and PUE-coated systems.
The LCIA results for the uncoated and PUE-coated systems are shown in Figure 3. The results are normalized to the system with the highest impact in each respective category.
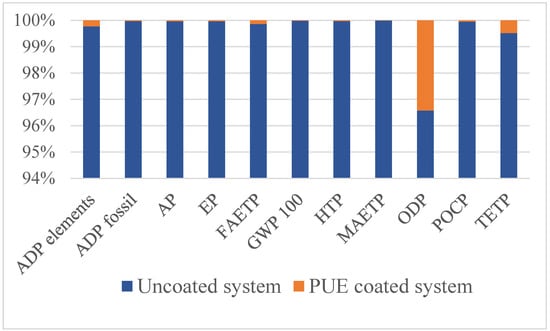
Figure 3.
Environmental impact of uncoated and PUE-coated systems.
For the uncoated system, the electrical energy (in the form of heat) required to remove accumulated ice produces the highest negative environmental impact [50]. The energy mixes used throughout this study were based on the EU-28 electricity mix from the GaBi database (2022) [29]. This energy is primarily generated from fossil fuels and petroleum-based feedstocks, including crude oil, hard coal, lignite, natural gas, peat, and nuclear sources. These resources contribute significantly to the environmental burden (Figure 3). Globally adopted net-zero emission policies and EU climate change goals target the transition to clean energy sources as alternatives to fossil fuels [51,52,53,54]. In alignment with these policies aimed at reducing net greenhouse gas emissions, using anti-icing coatings can be a better alternative to uncoated systems.
Even though the PUE-coated system has only a 1% to 3% higher negative environmental impact compared to the uncoated system, it is necessary to analyze the contributing factors and take steps to reduce this impact further. The negative environmental impact of the PUE-coated system is attributed to the chemicals used in the coating formulation—namely, Xylene, DBTDL, IPDI, and BDO—as well as the electricity consumed during the synthesis and curing of the coating [55].
Xylene, used as a coating material component, has a high human toxicity potential (HTP) due to its toxic properties [56]. As a volatile organic compound (VOC), xylene significantly impacts both the environment and human health, and also contributes to ozone depletion potential (ODP) [57]. The HTP impact can be mitigated by replacing xylene with less toxic solvents such as butyl acetate or ethyl lactate, which are known as green and environmentally friendly, or bio-solvents typically derived from agricultural crops [58,59].
DBTDL, used as a catalyst in the synthesis of PUE coating, contributes to marine aquatic ecotoxicity potential (MAETP) [60]. DBTDL improves the material’s durability and heat resistance, but its release into water negatively impacts aquatic life, altering ecosystems and harming aquatic species [61].
IPDI, used in the PUE coating synthesis, contributes to both MAETP and terrestrial ecotoxicity potential (TETP) impacts. BDO is a fundamental precursor in the production of PUE coating and is conventionally derived from fossil resources [62,63], leading to a carbon footprint and toxic emissions, which result in abiotic depletion potential (ADP), acidification potential (ADF), and ODP impacts [64,65]. However, BDO can alternatively be produced from renewable biomass feedstock derived from the fermentation of sugars from wheat straw [66].
In addition to the immediate environmental impacts during production and application, the long-term environmental effects due to chemical leaching or the degradation of PUE coatings over time need careful consideration. Several studies indicate that polymer coatings, including polyurethane-based coatings, may undergo degradation due to environmental exposure (e.g., UV light, moisture, and chemical interactions), leading to the potential release of microplastics or hazardous chemicals [67,68]. This degradation is especially concerning in marine and atmospheric environments where the PUE-coated surfaces may be exposed for extended periods. In such environments, the potential for the leaching of harmful degradation by-products, such as organotin compounds (from DBTDL) or isocyanates (from IPDI), can impact both marine and terrestrial ecosystems [69]. Moreover, variations in environmental conditions, such as salinity, temperature, and humidity, can accelerate degradation processes, making it crucial to account for these factors in sustainability assessments [70,71]. Therefore, future research should focus on the environmental fate of PUE coatings over time, and the development of more eco-friendly, durable alternatives, such as bio-based or biodegradable polymers, could mitigate these long-term impacts.
Overall, the uncoated system exhibits the highest negative environmental impact (97% to 99%) across all categories compared to the PUE-coated system (Figure 3). This underscores the importance of using coatings for anti-icing applications. However, there is still scope to further reduce the negative environmental impact associated with the PUE-coated system and to make the passive system a more sustainable solution for overcoming ice accumulation problems.
3.2. LCoC Analysis
The aircraft structure is fabricated using aluminum, a common factor in both the uncoated and coated systems. Therefore, this material cost is excluded from the LCoC analysis. However, the uncoated system requires external heat energy (electricity) to remove accumulated ice. An economic analysis was conducted to assess the costs associated with de-icing in the absence of a coating system and the expenses related to the repair and maintenance of the PUE coating, considering a passenger aircraft’s lifespan of 20 years [72].
A comparative cost analysis was performed, considering the cost of de-icing for the uncoated system and the expenses related to coating synthesis, application, repair, and maintenance for the PUE-coated system. The analysis, based on the values provided in Table 3, indicates that the cost of the uncoated system is 96 times higher than that of the PUE-coated system.
The PUE-coated system helps to mitigate all these concerns caused by icing issues, improving engine efficiency and passenger safety. Moreover, adopting the PUE coating aligns with global and EU climate change goals, promoting the use of clean energy sources and reducing the environmental burden of de-icing operations.
The levelized cost of coating (LCoC) analysis presented in Table 3 illustrates that, while the PUE-coated system incurs additional upfront and reapplication costs, it significantly improves cost-efficiency over time due to the energy savings it generates. The PUE coating reduces drag, leading to lower fuel consumption, which is a substantial operational cost for aircraft. These savings accumulate over the aircraft’s operational lifetime, making the PUE-coated system more economical in the long run. For example, while the uncoated system has an annual energy consumption of 27,648 kWh/m2, the PUE-coated system, by enhancing aerodynamic efficiency, reduces fuel costs and maintenance needs. Although reapplication is required every 1.5 years, these costs are outweighed by the long-term savings in fuel and reduced carbon emissions. As aircraft lifespans extend, the compounding benefits of the PUE coating further amplify the cost-effectiveness, making it a more sustainable and economical option for long-term operations.
4. Conclusions
Based on the findings of this study, it is evident that PUE-coated systems offer substantial environmental benefits over uncoated aluminum systems in aircraft applications. The Life Cycle Assessment (LCA), conducted using the Centrum voor Milieukunde Leiden methodology, demonstrated that PUE coatings significantly reduce the overall environmental impact from cradle to gate. A key factor contributing to the environmental burden of the uncoated system is the high energy consumption required for de-icing.
The levelized cost of coating (LCoC) analysis further underscores the economic advantages of the PUE-coated system, showing it to be 96 times more cost-effective in terms of energy consumption and overall costs across the aircraft’s lifespan. Moreover, this study highlights opportunities for further improvement in the environmental profile of PUE-coated systems. By incorporating bio-based and less toxic chemicals and solvents, the environmental burden can be reduced even more, aligning with global and EU climate change goals to promote sustainable practices.
In conclusion, the adoption of PUE coatings not only addresses the critical issue of ice accumulation on aircraft, but also presents a more sustainable and economical alternative to traditional de-icing methods. This underscores the potential of PUE-coated systems as a viable solution for enhancing both the environmental and operational efficiency of aircraft. Further research and development in using greener components in PUE coatings could enhance these benefits, making them an even more attractive option for the aviation industry.
Supplementary Materials
The following supporting information can be downloaded at: https://www.mdpi.com/article/10.3390/coatings14101305/s1, Table S1 Basic characteristics of the coatings. Table S2: Characteristics of the coatings under different test conditions.
Author Contributions
A.B.: conceptualization, methodology, software, validation, formal analysis, investigation, data curation, writing—original draft, and visualization. G.M.: conceptualization, resources, project administration, writing—review and editing, supervision, and funding acquisition. All authors have read and agreed to the published version of the manuscript.
Funding
This publication has emanated from research supported by the European Union’s Horizon 2020 Research and Innovation Program under grant agreement number: H2020 NewSkin 862100P.
Data Availability Statement
This manuscript has no associated data.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Green, S.A. Study of U.S. Inflight Icing Accidents and Incidents, 1978 to 2002. In Proceedings of the 44th AIAA Aerospace Sciences Meeting and Exhibit, Reno, NV, USA, 9–12 January 2006; American Institute of Aeronautics and Astronautics: Reston, VA, USA, 2006; p. 82. [Google Scholar]
- Yirtici, O.; Tuncer, I.H.; Ozgen, S. Ice accretion prediction on wind turbines and consequent power losses. J. Phys. Conf. Ser. 2016, 753, 022022. [Google Scholar] [CrossRef]
- Dalili, N.; Edrisy, A.; Carriveau, R. A review of surface engineering issues critical to wind turbine performance. Renew. Sustain. Energy Rev. 2009, 13, 428–438. [Google Scholar] [CrossRef]
- Lou, D.; Hammond, D.; Pervier, M.L. Investigation of the Adhesive Properties of the Ice-Aluminum Interface. J. Aircr. 2014, 51, 1051–1055. [Google Scholar] [CrossRef]
- Bleszynski, M.; Clark, E. Current Ice Adhesion Testing Methods and the Need for a Standard: A Concise Review. Standards 2021, 1, 117–133. [Google Scholar] [CrossRef]
- Tetteh, E.; Loth, E. Reducing static and impact ice adhesion with a self-lubricating icephobic coating (SLIC). Coatings 2020, 10, 262. [Google Scholar] [CrossRef]
- Laopreecha, P.; Varabuntoonvit, V.; Kumnorkaew, P.; Muangnapoh, T.; Sodsai, T. Life cycle assessment of nano-silica coating for solar photovoltaic panel. Asia-Pac. J. Sci. Technol. 2022, 27, APST-27-02-18. [Google Scholar] [CrossRef]
- Piscitelli, F.; Chiariello, A.; Dabkowski, D.; Corraro, G.; Marra, F.; Di Palma, L. Superhydrophobic Coatings as Anti-Icing Systems for Small Aircraft. Aerospace 2020, 7, 2. [Google Scholar] [CrossRef]
- Chavan, S.; Carpenter, J.; Nallapaneni, M.; Chen, J.Y.; Miljkovic, N. Bulk water freezing dynamics on superhydrophobic surfaces. Appl. Phys. Lett. 2017, 110, 041604. [Google Scholar] [CrossRef]
- Farhadi, S.; Farzaneh, M.; Kulinich, S.A. Anti-icing performance of superhydrophobic surfaces. Appl. Surf. Sci. 2011, 257, 6264–6269. [Google Scholar] [CrossRef]
- Lin, Y.; Chen, H.; Wang, G.; Liu, A. Recent Progress in Preparation and Anti-Icing Applications of Superhydrophobic Coatings. Coatings 2018, 8, 208. [Google Scholar] [CrossRef]
- Joshi, M.; Adak, B. Advances in nanotechnology based functional, smart and intelligent textiles: A review. In Comprehensive Nanoscience and Nanotechnology, 2nd ed.; Andrews, D.L., Lipson, R.H., Nann, T., Eds.; Academic Press: Oxford, UK, 2019; pp. 253–290. [Google Scholar]
- Sánchez-Cruces, E.; Barrera, E.; Lavanderos, K.; González, F. Life cycle analysis (LCA) of solar selective thin films by electrodeposition and by sol-gel techniques. Energy Procedia 2014, 57, 2812–2818. [Google Scholar] [CrossRef][Green Version]
- Vignisdottir, H.R.; Booto, G.K.; Bohne, R.A.; Ebrahimi, B.; Brattebø, H.; Wallbaum, H. Life Cycle assessment of Anti-and De-icing Operations in Norway. In Proceedings of the CIB World Building Congress, Tampere, Finland, 30 May–6 June 2016; pp. 441–454. [Google Scholar]
- Shen, W.; Ceylan, H.; Gopalakrishnan, K.; Kim, S.; Taylor, P.C.; Rehmann, C.R. Life cycle assessment of heated apron pavement system operations. Transp. Res. Part D Transp. Environ. 2016, 48, 316–331. [Google Scholar] [CrossRef]
- Habibzadeh-Bigdarvish, O.; Yu, X.; Lei, G.; Li, T.; Puppala, A.J. Life-Cycle cost-benefit analysis of Bridge deck de-icing using geothermal heat pump system: A case study of North Texas. Sustain. Cities Soc. 2019, 47, 101492. [Google Scholar] [CrossRef]
- Ji, Y.; McCullouch, B.; Zhou, Z. Evaluation of Anti-Icing/De-Icing Products under Controlled Environmental Conditions (Joint Transportation Research Program Publication No. FHWA/IN/JTRP-2020/22); Purdue University: West Lafayette, IN, USA, 2020. [Google Scholar] [CrossRef]
- Miller, J.R.; LaLama, M.J.; Kusnic, R.L.; Wilson, D.E.; Kiraly, P.M.; Dickson, S.W.; Zeller, M. On the nature of calcium magnesium acetate road deicer. J. Solid-State Chem. 2019, 270, 1–10. [Google Scholar] [CrossRef]
- Michael Fitch, G.; Smith, J.A.; Clarens, A.F. Environmental life-cycle assessment of winter maintenance treatments for roadways. J. Transp. Eng. 2013, 139, 138–146. [Google Scholar] [CrossRef]
- European Commission. European Green Deal; European Commission: Brussels, Belgium, 2020; Available online: https://ec.europa.eu/info/strategy/priorities-2019-2024/european-green-deal_en (accessed on 27 September 2024).
- Liyong, W.; Mingming, L.; Ashish, Y.; Yongling, W.; Hongyu, Z. A method for preparing and investigating anti-/de-icing surface by integration of laser-induced graphene (LIG) with a silica sol adhesive (SMP@M-SiO2). Surf. Coat. Technol. 2023, 474, 130111. [Google Scholar] [CrossRef]
- Hegner, K.I.; Hinduja, C.; Butt, H.J.; Vollmer, D. Fluorine-free super-liquid-repellent surfaces: Pushing the limits of PDMS. Nano Lett. 2023, 23, 3116–3121. [Google Scholar] [CrossRef]
- Elzaabalawy, A.; Meguid, S.A. Advances in the development of superhydrophobic and icephobic surfaces. Int. J. Mech. Mater. Des. 2022, 18, 509–547. [Google Scholar] [CrossRef]
- Yeong, Y.H.; Loth, E.; Sokhey, J.; Lambourne, A. Ice Adhesion Performance of Superhydrophobic Coatings in Aerospace Icing Conditions (No. 2015-01-2120); SAE Technical Paper; SAE International: Warrendale, PA, USA, 2015. [Google Scholar] [CrossRef]
- Rekuviene, R.; Saeidiharzand, S.; Mažeika, L.; Samaitis, V.; Jankauskas, A.; Sadaghiani, A.K.; Gharib, G.; Muganlı, Z.; Koşar, A. A review on passive and active anti-icing and de-icing technologies. Appl. Therm. Eng. 2024, 123474. [Google Scholar] [CrossRef]
- He, Z.; Zhuo, Y.; Zhang, Z.; He, J. Design of icephobic surfaces by lowering ice adhesion strength: A mini review. Coatings 2021, 11, 1343. [Google Scholar] [CrossRef]
- Zheng, Y.; Wang, J.; Liu, J.; Choi, K.S.; Hou, X. Energy saving strategy for the development of icephobic coatings and surfaces. Thin Solid Film. 2019, 687, 137458. [Google Scholar] [CrossRef]
- Bendarkar, M.V.; Chakraborty, I.; Garcia, E.; Mavris, D.N. Rapid Assessment of Power Requirements and Optimization of Thermal Ice Protection Systems. In Proceedings of the 2018 Aviation Technology, Integration, and Operations Conference, Atlanta, GA, USA, 25–29 June 2018; p. 4136. [Google Scholar] [CrossRef]
- GaBi Databases 2022 Editions—Upgrades and Improvements. 24 February 2022. Available online: https://www.readkong.com/page/sphera-gabi-databases-2022-edition-upgrades-and-improvements-9039774 (accessed on 27 September 2024).
- Frota de Albuquerque Landi, F.; Di Giuseppe, A.; Gambelli, A.M.; Palliotti, A.; Nicolini, A.; Pisello, A.L.; Rossi, F. Life cycle assessment of an innovative technology against late frosts in vineyard. Sustainability 2021, 13, 5562. [Google Scholar] [CrossRef]
- Borgaonkar, A.; McNamara, G. Environmental Impact Assessment of Anti-Corrosion Coating Life Cycle Processes for Marine Applications. Sustainability 2024, 16, 5627. [Google Scholar] [CrossRef]
- Howe, S.; Kolios, A.J.; Brennan, F.P. Environmental life cycle assessment of commercial passenger jet airliners. Transp. Res. Part D Transp. Environ. 2013, 19, 34–41. [Google Scholar] [CrossRef]
- Jemiolo, W. Life Cycle Assessment of Current and Future Passenger Air Transport in Switzerland. Master’s Thesis, University of Nordland, Bodø, Norway, 2015. [Google Scholar]
- Lian, C.; Emersic, C.; Rajab, F.H.; Cotton, I.; Zhang, X.; Lowndes, R.; Li, L. Assessing the Superhydrophobic Performance of Laser Micropatterned Aluminium Overhead Line Conductor Material. IEEE Trans. Power Deliv. 2022, 37, 972–979. [Google Scholar] [CrossRef]
- Cohen, N.; Dotan, A.; Dodiuk, H.; Kenig, S. Superhydrophobic Coatings and Their Durability. Mater. Manuf. Process. 2015, 31, 1143–1155. [Google Scholar] [CrossRef]
- Nistal, A.; Sierra-Martín, B.; Fernández-Barbero, A. On the Durability of Icephobic Coatings: A Review. Materials 2024, 17, 235. [Google Scholar] [CrossRef]
- Huang, W.; Huang, J.; Guo, Z.; Liu, W. Icephobic/anti-icing properties of superhydrophobic surfaces. Adv. Colloid Interface Sci. 2022, 304, 102658. [Google Scholar] [CrossRef]
- Schutzius, T.M.; Jung, S.; Maitra, T.; Eberle, P.; Antonini, C.; Stamatopoulos, C.; Poulikakos, D. Physics of icing and rational design of surfaces with extraordinary icephobicity. Langmuir 2015, 31, 4807–4821. [Google Scholar] [CrossRef]
- Guinée, J.B. (Ed.) Handbook on Life Cycle Assessment: Operational Guide to the ISO Standards; Kluwer Academic Publishers: Dordrecht, The Netherlands, 2002. [Google Scholar]
- Pan, S.; Wang, N.; Xiong, D.; Deng, Y.; Shi, Y. Fabrication of superhydrophobic coating via spraying method and its applications in anti-icing and anti-corrosion. Appl. Surf. Sci. 2016, 389, 547–553. [Google Scholar] [CrossRef]
- Yu, M.; Liang, L.; Zhang, Y.; Wang, Z. Fabrication of a durable anti-icing composite coating based on polyurethane elastomer and silica nanoparticles. Mater. Res. Express 2022, 9, 055504. [Google Scholar] [CrossRef]
- ECCA. Cooil Coating-Sustainable Business: Environmental Statistics of the European coil Coating Industry; The European Coil Coating Industry: Brussels, Belgium, 2007; pp. 1–24. [Google Scholar]
- Wattyl. Coating, Coverage Costs and Calculations: I-09; Wattyl Coatings: New South Wales, Australia, 2010; pp. 1–6. [Google Scholar]
- NewSkin:Open testbed for advanced nano-technologies for surfaces. Sirris. 31 January 2023. Available online: https://www.newskin-oitb.eu/ (accessed on 15 February 2024).
- Electric Ireland. Energy Savings by Utility Systems. Available online: https://www.electricireland.ie/docs/roi-business-help---efficiency/compressed_air.pdf?sfvrsn=50a4a60d_2 (accessed on 29 July 2024).
- Moribe, T. Advanced intermeshing mixers for energy saving and reduction of environmental impact. Mitsubishi Heavy Ind. Tech. Rev. 2012, 49, 1–43. [Google Scholar]
- Norspray RPR Method: Removal of Coating/Paints with Use of Induction. Available online: https://rprinduktion.se/wp-content/uploads/2016/04/RPR_Info_Brochure_English_version.pdf (accessed on 7 June 2016).
- Ho, C.K.; Pacheco, J.E. Levelized Cost of Coating (LCOC) for selective absorber materials. Sol. Energy 2014, 108, 315–321. [Google Scholar] [CrossRef]
- Material Costs. Available online: https://www.roymech.co.uk/Useful_Tables/Matter/Costs.html (accessed on 15 June 2024).
- Klinglmair, M.; Sala, S.; Brandão, M. Assessing resource depletion in LCA: A review of methods and methodological issues. Int. J. Life Cycle Assess. 2014, 19, 580–592. [Google Scholar] [CrossRef]
- Stewart, R.B.; Oppenheimer, M.; Rudyk, B. A new strategy for global climate protection. Clim. Change 2013, 120, 1–12. [Google Scholar] [CrossRef]
- Arroyo, V. The global climate action summit: Increasing ambition during turbulent times. Clim. Policy 2018, 18, 1087–1093. [Google Scholar] [CrossRef]
- Cifuentes-Faura, J. European Union policies and their role in combating climate change over the years. Air Qual. Atmos. Health 2022, 15, 1333–1340. [Google Scholar] [CrossRef]
- Rayner, T.; Jordan, A. Climate change policy in the European Union. In Oxford Research Encyclopedia of Climate Science; Oxford University Press: Oxford, UK, 2016. [Google Scholar] [CrossRef]
- Lemesle, C.; Frémiot, J.; Beaugendre, A.; Casetta, M.; Bellayer, S.; Duquesne, S.; Schuller, A.S.; Jimenez, M. Life cycle assessment of multi-step versus one-step coating processes using oil or bio-based resins. J. Clean. Prod. 2020, 242, 118527. [Google Scholar] [CrossRef]
- Duan, W.; Meng, F.; Wang, F.; Liu, Q. Environmental behavior and eco-toxicity of xylene in aquatic environments: A review. Ecotoxicol. Environ. Saf. 2017, 145, 324–332. [Google Scholar] [CrossRef]
- Feng, R.; Wang, Q.; Huang, C.C.; Liang, J.; Luo, K.; Fan, J.R.; Zheng, H.J. Ethylene, xylene, toluene and hexane are major contributors of atmospheric ozone in Hangzhou, China, prior to the 2022 Asian Games. Environ. Chem. Lett. 2019, 17, 1151–1160. [Google Scholar] [CrossRef]
- Miao, Y.; Ren, M.; Chen, Y.; Wang, H.; Chen, H.; Liu, X.; Wang, T.; Zhao, Y. Green solvent enabled scalable processing of perovskite solar cells with high efficiency. Nat. Sustain. 2023, 6, 1465–1473. [Google Scholar] [CrossRef]
- Pereira, C.S.; Silva, V.M.; Rodrigues, A.E. Ethyl lactate as a solvent: Properties, applications and production processes—A review. Green Chem. 2011, 13, 2658–2671. [Google Scholar] [CrossRef]
- Chemical Bull. Available online: https://www.chemicalbull.com/categories-detail/dibutyltin-compounds (accessed on 15 June 2024).
- Venettacci, S.; Ponticelli, G.S.; Tagliaferri, F.; Guarino, S. Environmental and Economic Impact of an Innovative Biocide-Free Antifouling Coating for Naval Applications. Materials 2023, 16, 748. [Google Scholar] [CrossRef] [PubMed]
- Ebrahimian, F.; Karimi, K.; Kumar, R. Sustainable biofuels and bioplastic production from the organic fraction of municipal solid waste. Waste Manag. 2020, 116, 40–48. [Google Scholar] [CrossRef] [PubMed]
- Narisetty, V.; Zhang, L.; Zhang, J.; Lin, C.S.K.; Tong, Y.W.; Show, P.L.; Bhatia, S.K.; Misra, A.; Kumar, V. Fermentative production of 2, 3-Butanediol using bread waste–A green approach for sustainable management of food waste. Bioresour. Technol. 2022, 358, 127381. [Google Scholar] [CrossRef]
- Ebrahimian, F.; Mohammadi, A. Assessing the environmental footprints and material flow of 2, 3-butanediol production in a wood-based biorefinery. Bioresour. Technol. 2023, 387, 129642. [Google Scholar] [CrossRef]
- Rossini, P.; Napolano, L.; Matteucci, G. Biotoxicity and life cycle assessment of two commercial antifouling coatings in marine systems. Chemosphere 2019, 237, 124475. [Google Scholar] [CrossRef]
- Forte, A.; Zucaro, A.; Basosi, R.; Fierro, A. LCA of 1, 4-butanediol produced via direct fermentation of sugars from wheat straw feedstock within a territorial biorefinery. Materials 2016, 9, 563. [Google Scholar] [CrossRef]
- Lambert, S.; Wagner, M. Microplastics Are Contaminants of Emerging Concern in Freshwater Environments: An Overview. In Freshwater Microplastics. The Handbook of Environmental Chemistry; Wagner, M., Lambert, S., Eds.; Springer: Cham, Switzerland, 2018; Volume 58. [Google Scholar] [CrossRef]
- Bellasi, A.; Binda, G.; Pozzi, A.; Galafassi, S.; Volta, P.; Bettinetti, R. Microplastic contamination in freshwater environments: A review, focusing on interactions with sediments and benthic organisms. Environments 2020, 7, 30. [Google Scholar] [CrossRef]
- Curto, M.; Le Gall, M.; Catarino, A.I.; Niu, Z.; Davies, P.; Everaert, G.; Dhakal, H.N. Long-term durability and ecotoxicity of biocomposites in marine environments: A review. RSC Adv. 2021, 11, 32917–32941. [Google Scholar] [CrossRef]
- Adetunji, C.O.; Olaniyan, O.T.; Anani, O.A.; Inobeme, A.; Mathew, J.T. Environmental impact of polyurethane chemistry. In Polyurethane Chemistry: Renewable Polyols and Isocyanates; ACS Symposium Series; American Chemical Society: Washington, DC, USA, 2021; pp. 393–411. [Google Scholar] [CrossRef]
- Vasile, C. Role of the Polymer Degradation Processes in Environmental Pollution and Waste Treatment. Polimery 2022, 47, 517–522. Available online: https://ichp.vot.pl/index.php/p/article/view/1995 (accessed on 15 June 2024). [CrossRef]
- Nunez, P.; Jones, S. Cradle to gate: Life cycle impact of primary aluminium production. Int. J. Life Cycle Assess. 2016, 21, 1594–1604. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).