

Study of the Industrial Application of Diamond-Like Carbon Coatings Deposited on Advanced Tool Steels
 , , , , and
, , , , and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Reference Substrate
2.2. Film Deposition Technique
- Vacuum stage: In this initial phase, the vacuum pumps are activated for 45 min until reaching a pressure of 9 mPa.
- Heating stage: 5000 W are applied until reaching a temperature of 250 °C.
- Ion etching stage: The bias is activated using pulsed DC at 650 V, with a frequency of 240 KHz and 1700 nanoseconds. The last 2 parameters are constant during the entire etching process. The Ar inlet is opened to 300 mln for 60 min.
- Bonding layer deposition: The bias voltage is decreased to 60 V, and both Cr targets are activated at a power of 2500 W for 5 min.
- CrN layer deposition: The two Cr targets remain activated, and additionally, the N2 gas inlet is opened to 180 mln for 45 min.
- CrCN layer deposition: Without altering the previous parameters, the flow of C2H2 gas is initiated (35 mln), and the remaining two C targets are activated at 1800 W. This layer serves as a transition between the prior layer and the final DLC layer.
- DLC deposition: Finally, the DLC top layer is deposited by closing the N2 gas inlet and switching off the Cr targets. The C2H2 gas flow and graphite targets are kept constant for 2 h.
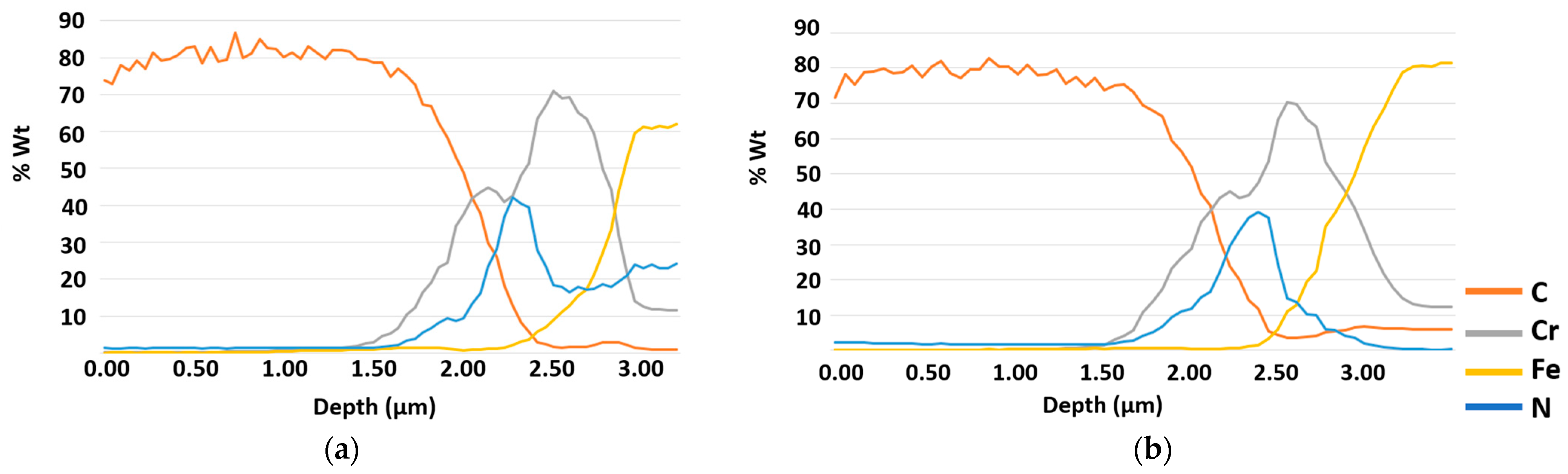
2.3. Thickness, Structural Properties and Profile Composition
2.4. Mechanical and Tribological Tests
- The first critical load (LC1): the first cohesive failure observed;
- The second critical load (LC2): the first adhesive failure appreciated;
- The third critical load (LC3): a total delamination of the coating or even a critical defect is clearly observed in the reference substrate.
2.5. Functional Tests
3. Results
3.1. Thickness, Structural Properties, and Profile Composition
3.2. Nanoindentation Tests
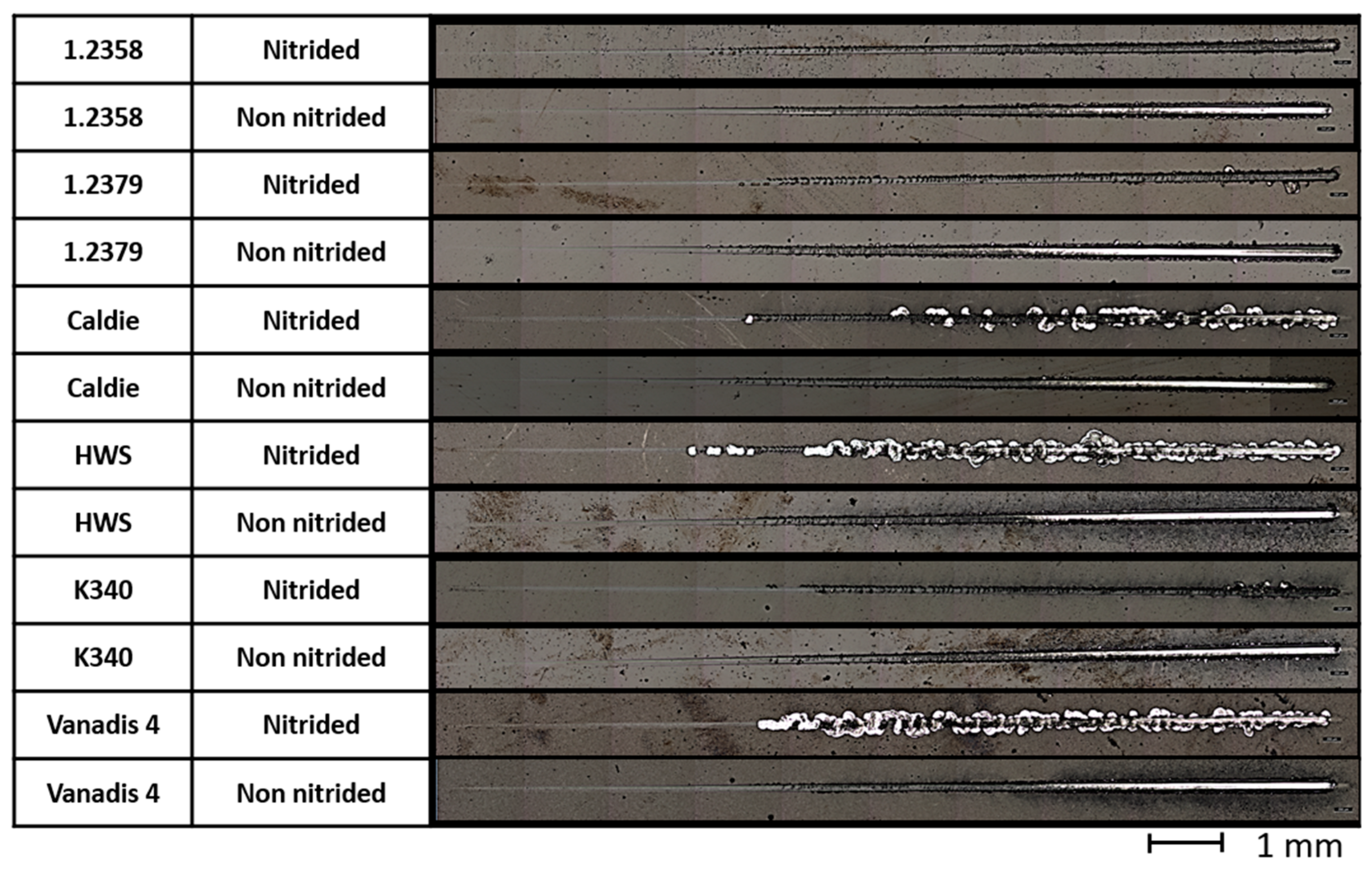
3.3. Adhesion Tests
3.4. Friction and Wear Tests
3.5. Functional Test
4. Discussion
5. Conclusions
- The hardness (H3) to elastic modulus (E2) ratio falls within an acceptable range, indicating commendable resistance to plastic deformation and elasticity. The ratio’s favorable correlation between hardness and elastic modulus implies a promising capacity to endure both structural alterations under stress and recuperation during deformation, demonstrating the material’s mechanical strength.
- Nitriding has a negative impact on the adhesion scratch tests between the substrate and the DLC coating. Conversely, all the samples used in the tests that were not subjected to the nitriding process showed superior adhesion results.
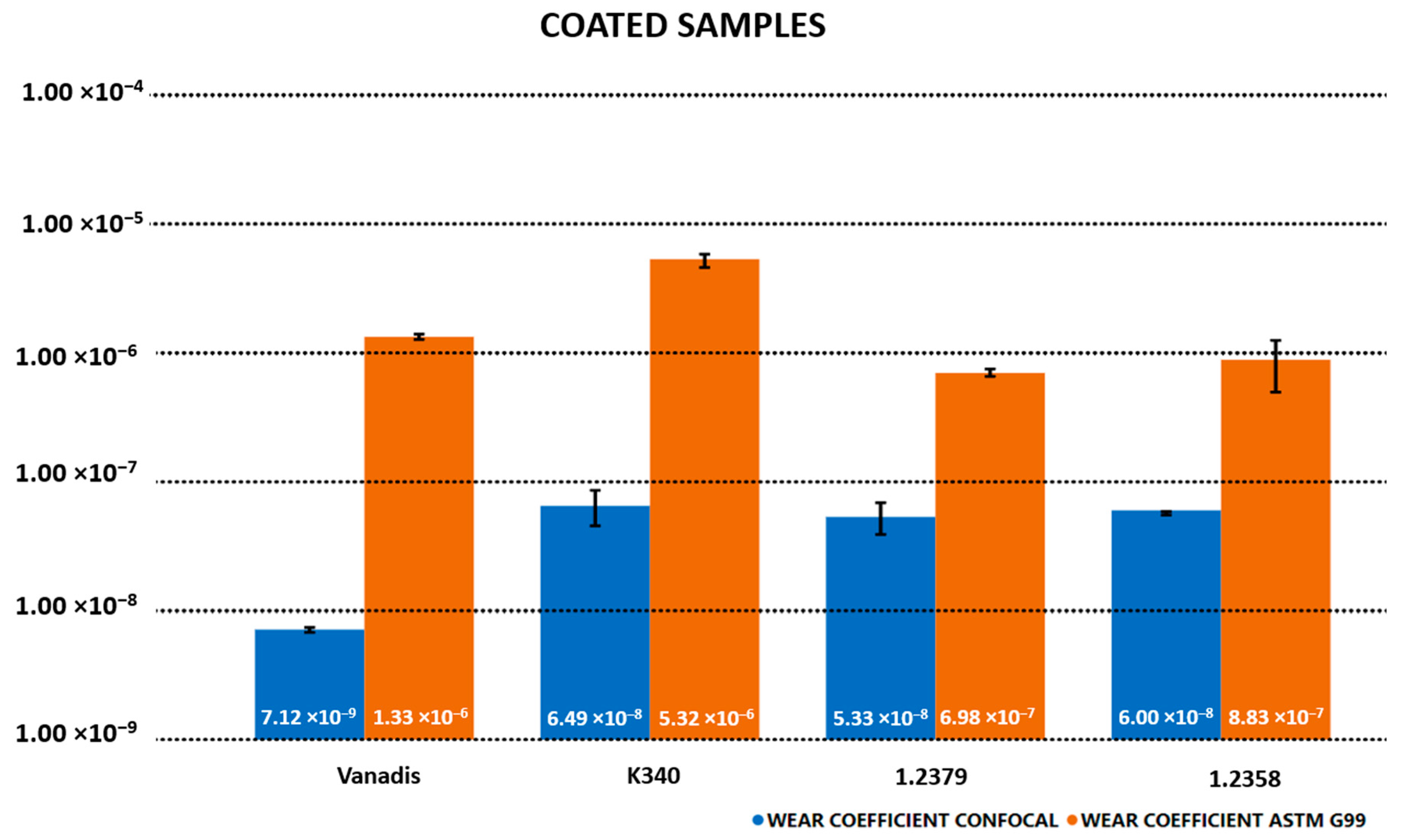
- The samples that were coated showed a much higher degree of wear resistance compared to those that were uncoated. The results obtained through confocal microscopy were higher than 1.00 × 10−8 mm3/Nm, indicating a significant difference compared to the specimens without coatings. The improvement in the DLC-coated samples was measured in the range of three orders of magnitude, highlighting a significant enhancement in the durability and performance of the specimens when subjected to wear testing.
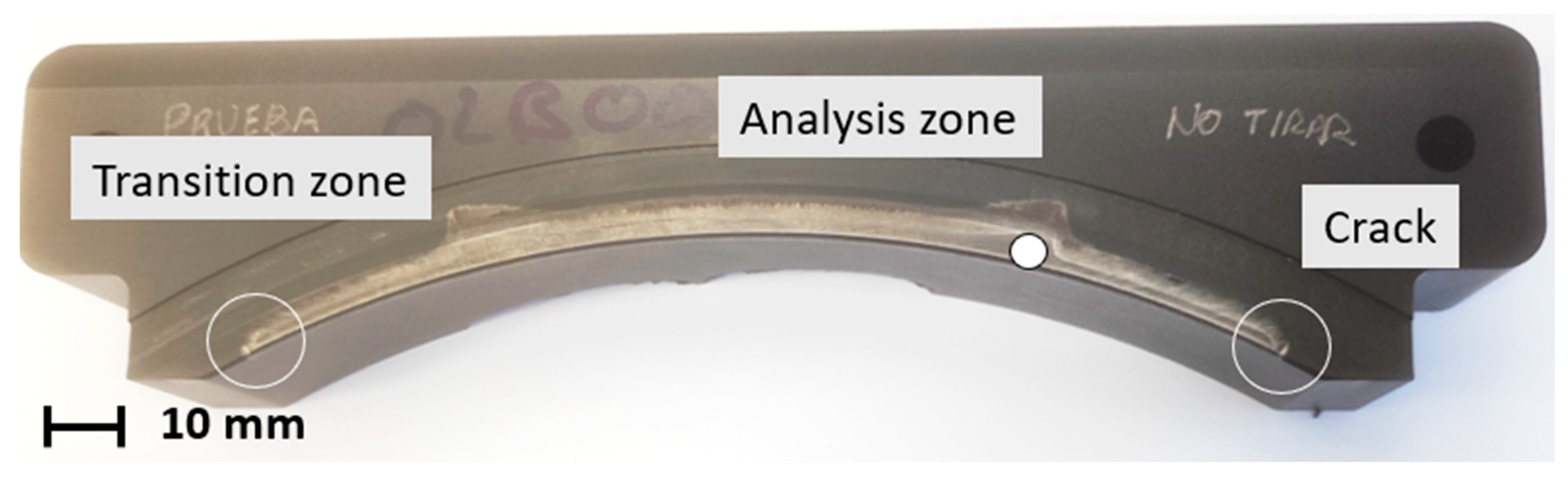
- Uncoated tools exhibited progressive and severe structural degradation, with the crack formation leading to potential tool failure over prolonged usage cycles.
- Coated tools displayed wear patterns and exhibited wear-resistant behavior. The DLC coating proved to withstand wear even after 580,000 cycles. Although material displacement occurred on the surface, the coating had the ability to resist wear as the carbon layer gradually wore away, leaving the underlying surface intact.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Silva, W.; Jesus, L.; Carneiro, J.; Souza, P.; Martins, P.; Trava-Airoldi, V. Performance of carbide tools coated with DLC in the drilling of SAE 323 aluminum alloy. Surf. Coat. Technol. 2015, 284, 404–409. [Google Scholar] [CrossRef]
- Grill, A. Review of the tribology of diamond-like carbon. Wear 1993, 168, 143–153. [Google Scholar] [CrossRef]
- Zhang, T.; Deng, Q.; Liu, B.; Wu, B.; Jing, F.; Leng, Y.; Huang, N. Wear and corrosion properties of diamond like carbon (DLC) coating on stainless steel, CoCrMo and Ti6Al4V substrates. Surf. Coat. Technol. 2015, 273, 12–19. [Google Scholar] [CrossRef]
- De Feo, M.; Bouchet, M.D.B.; Minfray, C.; Le Mogne, T.; Meunier, F.; Yang, L.; Thiebaut, B.; Martin, J. MoDTC lubrication of DLC-involving contacts. Impact of MoDTC degradation. Wear 2016, 348–349, 116–125. [Google Scholar] [CrossRef]
- Kosarieh, S.; Morina, A.; Lainé, E.; Flemming, J.; Neville, A. The effect of MoDTC-type friction modifier on the wear performance of a hydrogenated DLC coating. Wear 2013, 302, 890–898. [Google Scholar] [CrossRef]
- Bueno, A.; Solis, J.; Zhao, H.; Wang, C.; Simões, T.; Bryant, M.; Neville, A. Tribocorrosion evaluation of hydrogenated and silicon DLC coatings on carbon steel for use in valves, pistons and pumps in oil and gas industry. Wear 2018, 394–395, 60–70. [Google Scholar] [CrossRef]
- Kovacı, H.; Baran, A.F.; Yetim, A.; Bozkurt, Y.; Kara, L.; Çelik, A. The friction and wear performance of DLC coatings deposited on plasma nitrided AISI 4140 steel by magnetron sputtering under air and vacuum conditions. Surf. Coat. Technol. 2018, 349, 969–979. [Google Scholar] [CrossRef]
- Toboła, D.; Liskiewicz, T.; Yang, L.; Khan, T.; Boroń, Ł. Effect of mechanical and thermochemical tool steel substrate pre-treatment on diamond-like carbon (DLC) coating durability. Surf. Coat. Technol. 2021, 422, 127483. [Google Scholar] [CrossRef]
- Sresomroeng, B.; Premanond, V.; Kaewtatip, P.; Khantachawana, A.; Koga, N.; Watanabe, S. Anti-adhesion performance of various nitride and DLC films against high strength steel in metal forming operation. Diam. Relat. Mater. 2010, 19, 833–836. [Google Scholar] [CrossRef]
- Sulaiman, M.; Farahana; Bienk, K.; Nielsen, C.; Bay, N. Effects of DLC/TiAlN-coated die on friction and wear in sheet-metal forming under dry and oil-lubricated conditions: Experimental and numerical studies. Wear 2019, 438–439, 203040. [Google Scholar] [CrossRef]
- Ghiotti, A.; Bruschi, S. Tribological behaviour of DLC coatings for sheet metal forming tools. Wear 2011, 271, 2454–2458. [Google Scholar] [CrossRef]
- Li, H.; Wu, X.; Li, G.; Zhou, D. Chipping damage of die for trimming advanced high-strength steel sheet: Evaluation and analysis. J. Am. Acad. Dermatol. 2020, 285, 116787. [Google Scholar] [CrossRef]
- Cora, N.; Koç, M. Experimental investigations on wear resistance characteristics of alternative die materials for stamping of advanced high-strength steels (AHSS). Int. J. Mach. Tools Manuf. 2009, 49, 897–905. [Google Scholar] [CrossRef]
- Zappelino, B.; Almeida, E.d.S.d.; Krelling, A.; da Costa, C.; Fontana, L.; Milan, J. Tribological behavior of duplex-coating on Vanadis 10 cold work tool steel. Wear 2020, 442–443, 203133. [Google Scholar] [CrossRef]
- Chapelle, P.; Noël, C.; Risacher, A.; Jourdan, J.; Jardy, A. Optical investigation of the behavior of the electric arc and the metal transfer during vacuum remelting of a Ti alloy. J. Am. Acad. Dermatol. 2014, 214, 2268–2275. [Google Scholar] [CrossRef]
- Risacher, A.; Chapelle, P.; Jardy, A.; Escaffre, J.; Poisson, H. Electric current partition during vacuum arc remelting of steel: An experimental study. J. Am. Acad. Dermatol. 2013, 213, 291–299. [Google Scholar] [CrossRef]
- Cui, J.; Li, B.; Liu, Z.; Qi, F.; Xu, J.; Zhang, J. Comparative investigation on ingot evolution and product quality under different arc distributions during vacuum arc remelting process. J. Mater. Res. Technol. 2022, 18, 3991–4006. [Google Scholar] [CrossRef]
- Yang, S.; Tian, Q.; Yu, P.; Yang, S.; Liu, W.; Li, J. Numerical simulation and experimental study of vacuum arc remelting (VAR) process for large-size GH4742 superalloy. J. Mater. Res. Technol. 2023, 24, 2828–2838. [Google Scholar] [CrossRef]
- Modabberasl, A.; Kameli, P.; Ranjbar, M.; Salamati, H.; Ashiri, R. Fabrication of DLC thin films with improved diamond-like carbon character by the application of external magnetic field. Carbon 2015, 94, 485–493. [Google Scholar] [CrossRef]
- Mano, H.; Ohana, T. Evaluation of anti-adhesion characteristics of diamond-like carbon film using high-frequency, linear-oscillation tribometer. Wear 2017, 386–387, 188–194. [Google Scholar] [CrossRef]
- Erdemir, A.; Eryilmaz, O.; Kim, S. Effect of tribochemistry on lubricity of DLC films in hydrogen. Surf. Coat. Technol. 2014, 257, 241–246. [Google Scholar] [CrossRef]
- Podgornik, B.; Vizintiň, J. Influence of substrate treatment on the tribological properties of DLC coatings. Diam. Relat. Mater. 2001, 10, 2232–2237. [Google Scholar] [CrossRef]
- Dalibon, E.L.; Charadia, R.; Cabo, A.; Trava-Airoldi, V.; Brühl, S.P. Evaluation of the mechanical behaviour of a DLC film on plasma nitrided AISI 420 with different surface finishing. Surf. Coat. Technol. 2013, 235, 735–740. [Google Scholar] [CrossRef]
- Dalibón, E.L.; Heim, D.; Forsich, C.; Rosenkranz, A.; Guitar, M.A.; Brühl, S.P. Characterization of thick and soft DLC coatings deposited on plasma nitrided austenitic stainless steel. Diam. Relat. Mater. 2015, 59, 73–79. [Google Scholar] [CrossRef]
- Tillmann, W.; Vogli, E.; Hoffmann, F.; Kemdem, P. Influence of substrate nitriding on adhesion, friction and wear resistance of DLC (diamond-like carbon)-coatings. Key Eng. Mater. 2010, 438, 211–218. [Google Scholar] [CrossRef]
- Silva, W.; Trava-Airoldi, V.; Chung, Y. Surface modification of 6150 steel substrates for the deposition of thick and adherent diamond-like carbon coatings. Surf. Coat. Technol. 2011, 205, 3703–3707. [Google Scholar] [CrossRef][Green Version]
- Ashtijoo, P.; Bhattacherjee, S.; Sutarto, R.; Hu, Y.; Yang, Q. Fabrication and characterization of adherent diamond-like carbon based thin films on polyethylene terephthalate by end hall ion beam deposition. Surf. Coat. Technol. 2016, 308, 90–97. [Google Scholar] [CrossRef]
- Uchidate, M.; Liu, H.; Iwabuchi, A.; Yamamoto, K. Effects of water environment on tribological properties of DLC rubbed against brass. Wear 2009, 267, 1589–1594. [Google Scholar] [CrossRef]
- ASTM G99; Standard Test Method for Wear and Friction Testing with a Pin-on-Disk or Ball-on-Disk Apparatus. ASTM: West Conshohocken, PA, USA, 2017.
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Bec, S.; Tonck, A.; Loubet, J.L. A simple guide to determine elastic properties of films on substrate from nanoindentation experiments. Philos. Mag. 2006, 86, 5347–5358. [Google Scholar] [CrossRef]
- Ferrari, A.C.; Robertson, J. Interpretation of Raman spectra of disordered and amorphous carbon. Phys. Rev. B 2000, 61, 14095–14107. [Google Scholar] [CrossRef]
- García, J.A.; Rivero, P.J.; Barba, E.; Fernández, I.; Santiago, J.A.; Palacio, J.F.; Fuente, G.G.; Rodríguez, R.J. A comparative study in the tribological behavior of DLC coatings deposited by HiPIMS technology with positive pulses. Metals 2020, 10, 174. [Google Scholar] [CrossRef]
- Claver, A.; Jiménez-Piqué, E.; Palacio, J.F.; Almandoz, E.; Fernández de Ara, J.F.; Fernández, I.; Santiago, J.A.; Barba, E.; García, J.A. Comparative Study of Tribomechanical Properties of HiPIMS with Positive Pulses DLC Coatings on Different Tools Steels. Coatings 2020, 11, 28. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. On the significance of the H/E ratio in wear control: A nanocomposite coating approach to optimised tribological behaviour. Wear 2000, 246, 1–11. [Google Scholar] [CrossRef]
- Charitidis, C.A. Nanomechanical and nanotribological properties of carbon-based thin films: A review. Int. J. Refract. Met. Hard Mater. 2010, 28, 51–70. [Google Scholar] [CrossRef]
- Galvan, D.; Pei, Y.T.; De Hosson, J.T.M. Deformation and failure mechanism of nano-composite coatings under nano-indentation. Surf. Coat. Technol. 2006, 200, 6718–6726. [Google Scholar] [CrossRef]
- Lopes, B.B.; Rangel, R.C.C.; Antonio, C.A.; Durrant, S.F.; Cruz, V.C.; Rangel, E.C. Mechanical and Tribological Properties of Plasma Deposited a-C:H:Si:O Films. In Nanoindentation in Materials Science; InTech: Houston, TX, USA, 2012. [Google Scholar] [CrossRef]
- Sonoda, T.; Nakao, S.; Ikeyama, M. Coating of Die Steel Substrates with DLC/Ti Bi-Layered Films by Magnetron DC Sputtering. Trans. Mater. Res. Soc. Jpn. 2011, 36, 91–94. [Google Scholar] [CrossRef][Green Version]
- Silva, W.d.M.; Carneiro, J.R.G.; Trava-Airoldi, V.J. XPS, XRD and laser raman analysis of surface modified of 6150 steel substrates for the deposition of thick and adherent diamond-like carbon coatings. Mater. Res. 2013, 16, 603–608. [Google Scholar] [CrossRef][Green Version]
- Cheng, F.; Ji, W.; Zhao, J. Influence of adhesion strength on cavitation erosion resistance of diamond-like carbon coating. Ind. Lubr. Tribol. 2019, 71, 724–730. [Google Scholar] [CrossRef]
- Sharifahmadian, O.; Mahboubi, F. A comparative study of microstructural and tribological properties of N-DLC/DLC double layer and single layer coatings deposited by DC-pulsed PACVD process. Ceram. Int. 2019, 45, 7736–7742. [Google Scholar] [CrossRef]
- Wang, L.; Li, L.; Kuang, X. Effect of substrate bias on microstructure and mechanical properties of WC-DLC coatings deposited by HiPIMS. Surf. Coat. Technol. 2018, 352, 33–41. [Google Scholar] [CrossRef]
- Feng, L.; Hu, J.; Yan, S.; He, Z.; Shi, J.; Li, J. Effect of high-speed steel surface nitriding treatment on adhesion and wear resistance properties of nitrogen-doped diamond-like carbon coatings. Diam. Relat. Mater. 2023, 136, 110006. [Google Scholar] [CrossRef]
- Chang, S.-H.; Tang, T.-C.; Huang, K.-T.; Liu, C.-M. Investigation of the characteristics of DLC films on oxynitriding-treated ASP23 high speed steel by DC-pulsed PECVD process. Surf. Coat. Technol. 2014, 261, 331–336. [Google Scholar] [CrossRef]
- Barba, E.; Salcedo, D.; Claver, A.; Luri, R.; Garcia, J.A. Influence of Friction Coefficient on the Performance of Cold Forming Tools. Metals 2023, 13, 960. [Google Scholar] [CrossRef]
- Holmberg, K.; Laukkanen, A.; Hakala, T.; Ronkainen, H.; Suhonen, T.; Wolski, M.; Podsiadlo, P.; Woloszynski, T.; Stachowiak, G.; Gachot, C.; et al. Topography orientation effects on friction and wear in sliding DLC and steel contacts, part 3: Experiments under dry and lubricated conditions. Wear 2021, 486–487, 204093. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Substrate | C (%) | Si (%) | Cr (%) | V (%) | Mn (%) | Mo (%) |
|---|---|---|---|---|---|---|
| 1.2358 | 0.60 | - | 4.50 | 0.20 | - | 0.50 |
| 1.2379 | 1.55 | 0.30 | 11.30 | 0.75 | 0.30 | 0.75 |
| CALDIE | 0.70 | 0.20 | 5.00 | 0.50 | 0.50 | 2.30 |
| HWS | 1.08 | 1.38 | 7.80 | 2.66 | 0.34 | 1.86 |
| K340 | 1.10 | 0.90 | 8.30 | 0.50 | 0.40 | 2.10 |
| VANADIS 4 | 1.40 | 0.40 | 4.70 | 3.70 | 0.40 | 3.50 |
| Process | Time (min) | Chamber Pressure (mPa) | Temperature (°C) | Targets | Quantity of Targets | Targets Power (W) |
|---|---|---|---|---|---|---|
| Vacuum | 45 | 9 | 0 | |||
| Heating | 90 | 5 | 250 | |||
| Ion Etching | 60 | 350 | 200 | |||
| Cr layer | 5 | 300 | 200 | Cr | 2 | 2500 |
| CrN layer | 45 | 400 | 200 | Cr | 2 | 2500 |
| CrCN layer | 45 | 400 | 200 | Cr + C | 2 + 2 | 2500 |
| DLC layer | 120 | 400 | 180 | C | 2 | 1800 |
| Substrate | Nitriding | Coating | Hardness (GPa) | Young Module (GPa) | H3/E2 |
|---|---|---|---|---|---|
| 1.2358 | YES | DLC | 19 ± 3 | 126 ± 12 | 0.43 |
| 1.2358 | NO | DLC | 22 ± 4 | 130 ± 18 | 0.63 |
| 1.2379 | YES | DLC | 20 ± 4 | 130 ± 18 | 0.47 |
| 1.2379 | NO | DLC | 20 ± 5 | 128 ± 13 | 0.49 |
| CALDIE | YES | DLC | 18 ± 3 | 119 ± 12 | 0.41 |
| CALDIE | NO | DLC | 22 ± 5 | 141 ± 17 | 0.54 |
| HWS | YES | DLC | 19 ± 5 | 126 ± 19 | 0.43 |
| HWS | NO | DLC | 21 ± 5 | 134 ± 17 | 0.52 |
| K340 | YES | DLC | 18 ± 6 | 109 ± 18 | 0.49 |
| K340 | NO | DLC | 19 ± 4 | 116 ± 15 | 0.51 |
| VANADIS | YES | DLC | 17 ± 5 | 107 ± 18 | 0.43 |
| VANADIS | NO | DLC | 24 ± 6 | 147 ± 31 | 0.64 |
| Substrate | Nitriding | Coating | LC2 (N) | LC3 (N) |
|---|---|---|---|---|
| 1.2358 | YES | DLC | 20 ± 6 | 36 ± 4 |
| 1.2358 | NO | DLC | 29 ± 1 | 71 ± 3 |
| 1.2379 | YES | DLC | 31 ± 2 | 39 ± 3 |
| 1.2379 | NO | DLC | 29 ± 3 | 72 ± 4 |
| CALDIE | YES | DLC | 17 ± 3 | 33 ± 2 |
| CALDIE | NO | DLC | 31 ± 2 | 67 ± 3 |
| HWS | YES | DLC | 21 ± 2 | 28 ± 1 |
| HWS | NO | DLC | 26 ± 6 | 67 ± 1 |
| K340 | YES | DLC | 35 ± 2 | 47 ± 1 |
| K340 | NO | DLC | 31 ± 3 | 69 ± 3 |
| VANADIS 4 | YES | DLC | 17 ± 3 | 34 ± 2 |
| VANADIS 4 | NO | DLC | 33 ± 5 | 69 ± 2 |
| Reference | Substrate | Nitriding | Coating | Deposition Technique | LC2 (N) | LC3 (N) |
|---|---|---|---|---|---|---|
| [34] | K360 | NO | ta-C | HiPIMS | 29 ± 2 | 50 ± 4 |
| [34] | Vanadis 4 | NO | ta-C | HiPIMS | 25 ± 3 | 40 ± 1 |
| [34] | Vancron | NO | ta-C | HiPIMS | 24 ± 3 | 50 ± 5 |
| [33] | 1.2379 | NO | ta-C | HiPIMS | 18 ± 3 | 49 ± 2 |
| Substrate | Nitriding | Coating | Wear Coefficient ASTM G99 (mm3/Nm) | Wear Coefficient Confocal (mm3/Nm) |
|---|---|---|---|---|
| 1.2358 | NO | NO | (2.76 ± 0.52) × 10−5 | (1.05 ± 0.13) × 10−5 |
| 1.2358 | YES | NO | (1.35 ± 0.66) × 10−5 | (1.09 ± 0.47) × 10−5 |
| 1.2358 | NO | DLC | (8.83 ± 2.84) × 10−7 | (6.00 ± 0.45) × 10−8 |
| 1.2358 | YES | DLC | (2.12 ± 0.41) × 10−6 | (7.35 ± 0.75) × 10−8 |
| 1.2379 | NO | NO | (2.64 ± 0.51) × 10−5 | (8.22 ± 0.35) × 10−6 |
| 1.2379 | YES | NO | (1.88 ± 0.38) × 10−5 | (9.33 ± 0.69) × 10−6 |
| 1.2379 | NO | DLC | (6.98 ± 1.24) × 10−7 | (5.33 ± 0.74) × 10−8 |
| 1.2379 | YES | DLC | (4.67 ± 0.87) × 10−6 | (1.34 ± 0.59) × 10−7 |
| CALDIE | NO | NO | (4.08 ± 0.12) × 10−5 | (1.23 ± 0.04) × 10−5 |
| CALDIE | YES | NO | (1.28 ± 0.67) × 10−5 | (8.31 ± 1.02) × 10−6 |
| CALDIE | YES | DLC | (1.18 ± 0.56) × 10−6 | (7.47 ± 0.55) × 10−8 |
| HWS | NO | NO | (1.12 ± 0.23) × 10−4 | (1.87 ± 0.72) × 10−5 |
| HWS | YES | NO | (3.29 ± 1.22) × 10−5 | (2.00 ± 0.63) × 10−5 |
| K340 | NO | NO | (1.51 ± 0.88) × 10−4 | (2.59 ± 0.59) × 10−5 |
| K340 | YES | NO | (2.98 ± 1.44) × 10−5 | (1.13 ± 0.47) × 10−5 |
| K340 | NO | DLC | (5.32 ± 0.61) × 10−6 | (6.49 ± 1.59) × 10−8 |
| VANADIS | NO | NO | (2.81 ± 0.87) × 10−5 | (1.14 ± 0.36) × 10−5 |
| VANADIS | YES | NO | (2.62 ± 0.54) × 10−5 | (1.53 ± 1.03) × 10−5 |
| VANADIS | NO | DLC | (1.33 ± 0.96) × 10−6 | (7.12 ± 0.71) × 10−9 |
| VANADIS | YES | DLC | (1.09 ± 0.29) × 10−6 | (4.51 ± 0.48) × 10−8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barba, E.; Claver, A.; Montalà, F.; Palacio, J.F.; Luis-Pérez, C.J.; Sala, N.; Colominas, C.; García, J.A. Study of the Industrial Application of Diamond-Like Carbon Coatings Deposited on Advanced Tool Steels. Coatings 2024, 14, 159. https://doi.org/10.3390/coatings14020159
Barba E, Claver A, Montalà F, Palacio JF, Luis-Pérez CJ, Sala N, Colominas C, García JA. Study of the Industrial Application of Diamond-Like Carbon Coatings Deposited on Advanced Tool Steels. Coatings. 2024; 14(2):159. https://doi.org/10.3390/coatings14020159
Chicago/Turabian StyleBarba, Eneko, Adrián Claver, Francesc Montalà, José F. Palacio, Carmelo J. Luis-Pérez, Neus Sala, Carles Colominas, and José Antonio García. 2024. "Study of the Industrial Application of Diamond-Like Carbon Coatings Deposited on Advanced Tool Steels" Coatings 14, no. 2: 159. https://doi.org/10.3390/coatings14020159
APA StyleBarba, E., Claver, A., Montalà, F., Palacio, J. F., Luis-Pérez, C. J., Sala, N., Colominas, C., & García, J. A. (2024). Study of the Industrial Application of Diamond-Like Carbon Coatings Deposited on Advanced Tool Steels. Coatings, 14(2), 159. https://doi.org/10.3390/coatings14020159